Embed Size (px)
Citation preview
PREFEASIBILITY REPORT
For
PROPOSED
45 KLPD Molasses Based
Distillery
Prepared By
M/s Yedeshwari Agro Products Ltd.
At Anandgaon (Sarni)Post Jawalban, Tal. –
Kaij Dist. Beed.Maharashtra-431518.

1
INDEX
SR.NO. CONTENTS PAGE NO.
1 Introduction 3
2 Justification 3
3 Location 3
4 Resources 4
5 Process 5
6 Pollution Control 6
7 Background Study 15
8 Safety 16
9 Benefits 16
10 EIA Structure 17
11 Conclusion 18
1
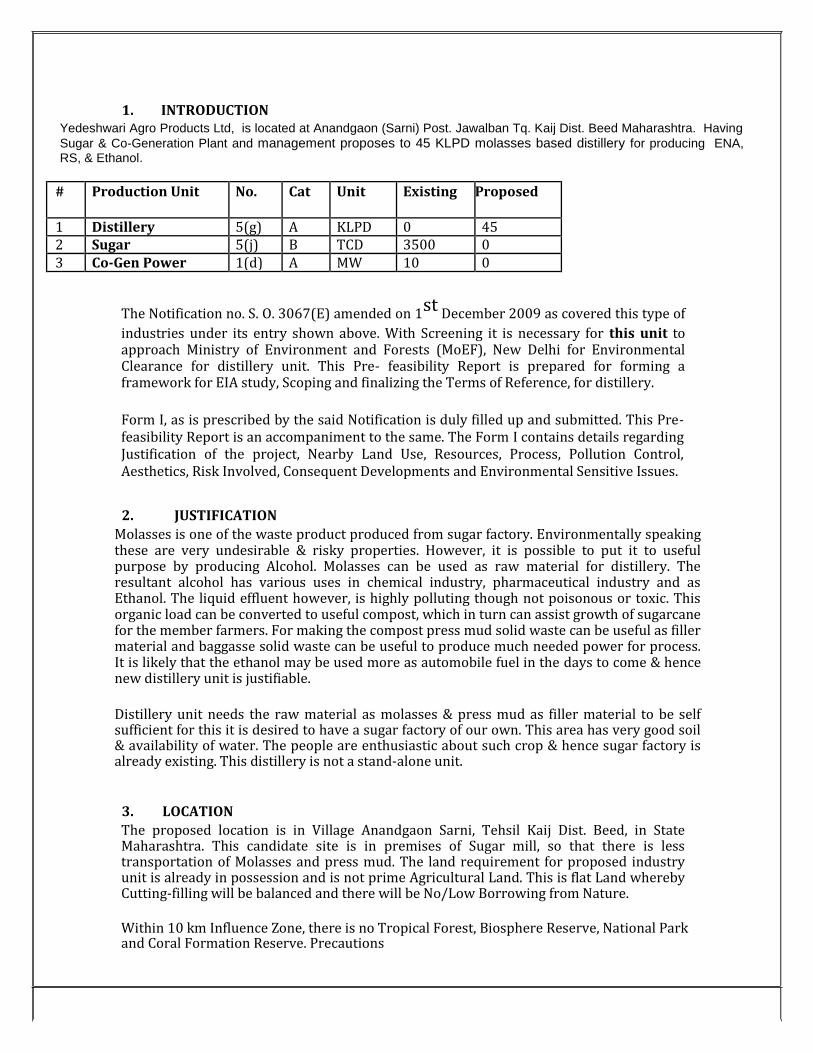
1. INTRODUCTION
Yedeshwari Agro Products Ltd, is located at Anandgaon (Sarni) Post. Jawalban Tq. Kaij Dist. Beed Maharashtra. Having
Sugar & Co-Generation Plant and management proposes to 45 KLPD molasses based distillery for producing ENA, RS, & Ethanol.
# Production Unit No. Cat Unit Existing Proposed
1 Distillery 5(g) A KLPD 0 45 2 Sugar 5(j) B TCD 3500 0 3 Co-Gen Power 1(d) A MW 10 0
The Notification no. S. O. 3067(E) amended on 1st December 2009 as covered this type of
industries under its entry shown above. With Screening it is necessary for this unit to approach Ministry of Environment and Forests (MoEF), New Delhi for Environmental Clearance for distillery unit. This Pre- feasibility Report is prepared for forming a framework for EIA study, Scoping and finalizing the Terms of Reference, for distillery.
Form I, as is prescribed by the said Notification is duly filled up and submitted. This Pre- feasibility Report is an accompaniment to the same. The Form I contains details regarding Justification of the project, Nearby Land Use, Resources, Process, Pollution Control, Aesthetics, Risk Involved, Consequent Developments and Environmental Sensitive Issues.
2. JUSTIFICATION Molasses is one of the waste product produced from sugar factory. Environmentally speaking these are very undesirable & risky properties. However, it is possible to put it to useful purpose by producing Alcohol. Molasses can be used as raw material for distillery. The resultant alcohol has various uses in chemical industry, pharmaceutical industry and as Ethanol. The liquid effluent however, is highly polluting though not poisonous or toxic. This organic load can be converted to useful compost, which in turn can assist growth of sugarcane for the member farmers. For making the compost press mud solid waste can be useful as filler material and baggasse solid waste can be useful to produce much needed power for process. It is likely that the ethanol may be used more as automobile fuel in the days to come & hence new distillery unit is justifiable.
Distillery unit needs the raw material as molasses & press mud as filler material to be self sufficient for this it is desired to have a sugar factory of our own. This area has very good soil & availability of water. The people are enthusiastic about such crop & hence sugar factory is already existing. This distillery is not a stand-alone unit.
3. LOCATION The proposed location is in Village Anandgaon Sarni, Tehsil Kaij Dist. Beed, in State Maharashtra. This candidate site is in premises of Sugar mill, so that there is less transportation of Molasses and press mud. The land requirement for proposed industry unit is already in possession and is not prime Agricultural Land. This is flat Land whereby Cutting-filling will be balanced and there will be No/Low Borrowing from Nature.
Within 10 km Influence Zone, there is no Tropical Forest, Biosphere Reserve, National Park and Coral Formation Reserve. Precautions
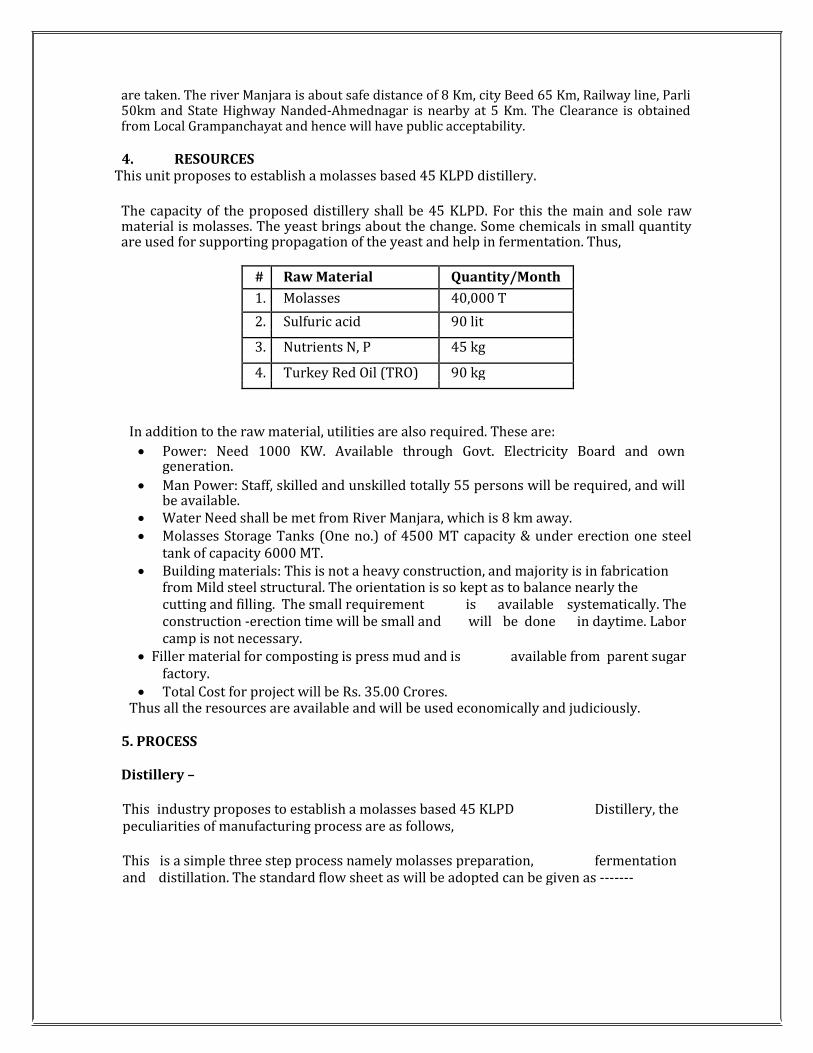
are taken. The river Manjara is about safe distance of 8 Km, city Beed 65 Km, Railway line, Parli 50km and State Highway Nanded-Ahmednagar is nearby at 5 Km. The Clearance is obtained from Local Grampanchayat and hence will have public acceptability.
4. RESOURCES
This unit proposes to establish a molasses based 45 KLPD distillery.
The capacity of the proposed distillery shall be 45 KLPD. For this the main and sole raw material is molasses. The yeast brings about the change. Some chemicals in small quantity are used for supporting propagation of the yeast and help in fermentation. Thus,
# Raw Material Quantity/Month
1. Molasses 40,000 T
2. Sulfuric acid 90 lit
3. Nutrients N, P 45 kg
4. Turkey Red Oil (TRO) 90 kg
In addition to the raw material, utilities are also required. These are: Power: Need 1000 KW. Available through Govt. Electricity Board and own
generation. Man Power: Staff, skilled and unskilled totally 55 persons will be required, and will
be available. Water Need shall be met from River Manjara, which is 8 km away. Molasses Storage Tanks (One no.) of 4500 MT capacity & under erection one steel
tank of capacity 6000 MT. Building materials: This is not a heavy construction, and majority is in fabrication
from Mild steel structural. The orientation is so kept as to balance nearly the cutting and filling. The small requirement is available systematically. The construction -erection time will be small and will be done in daytime. Labor camp is not necessary.
Filler material for composting is press mud and is available from parent sugar factory.
Total Cost for project will be Rs. 35.00 Crores.Thus all the resources are available and will be used economically and judiciously.
5. PROCESS
Distillery –
This industry proposes to establish a molasses based 45 KLPD Distillery, the peculiarities of manufacturing process are as follows,
This is a simple three step process namely molasses preparation, fermentation and distillation. The standard flow sheet as will be adopted can be given as -------
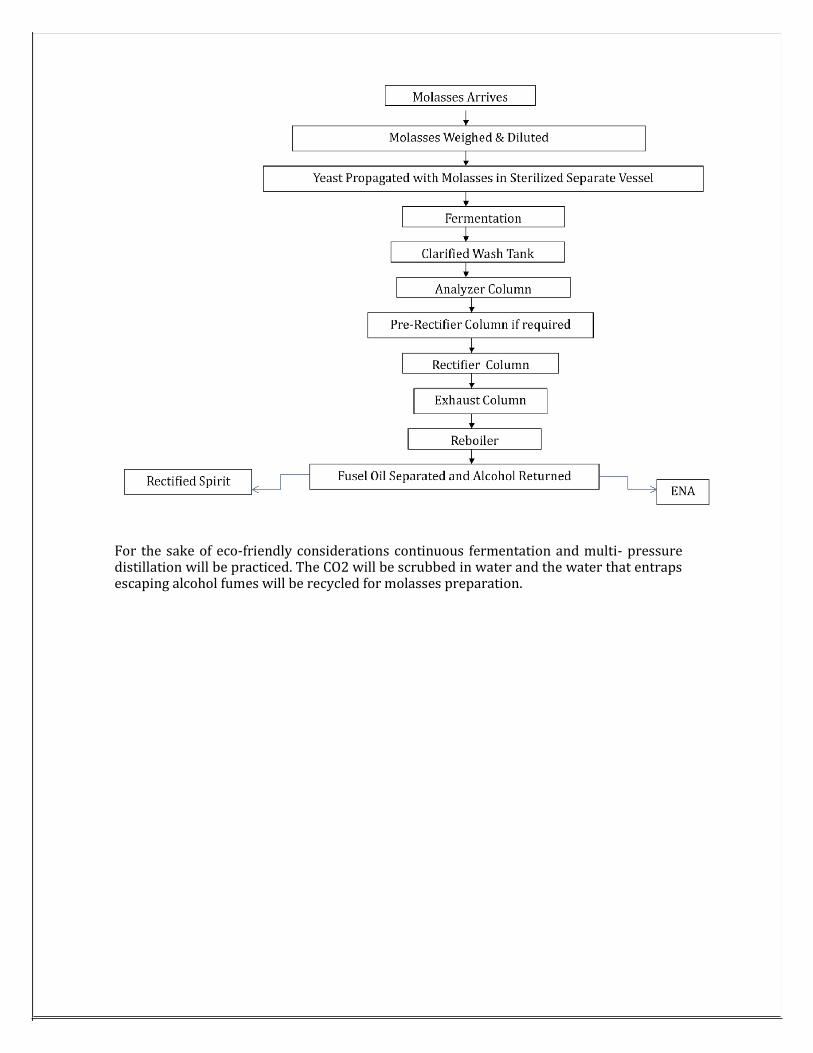
For the sake of eco-friendly considerations continuous fermentation and multi- pressure distillation will be practiced. The CO2 will be scrubbed in water and the water that entraps escaping alcohol fumes will be recycled for molasses preparation.
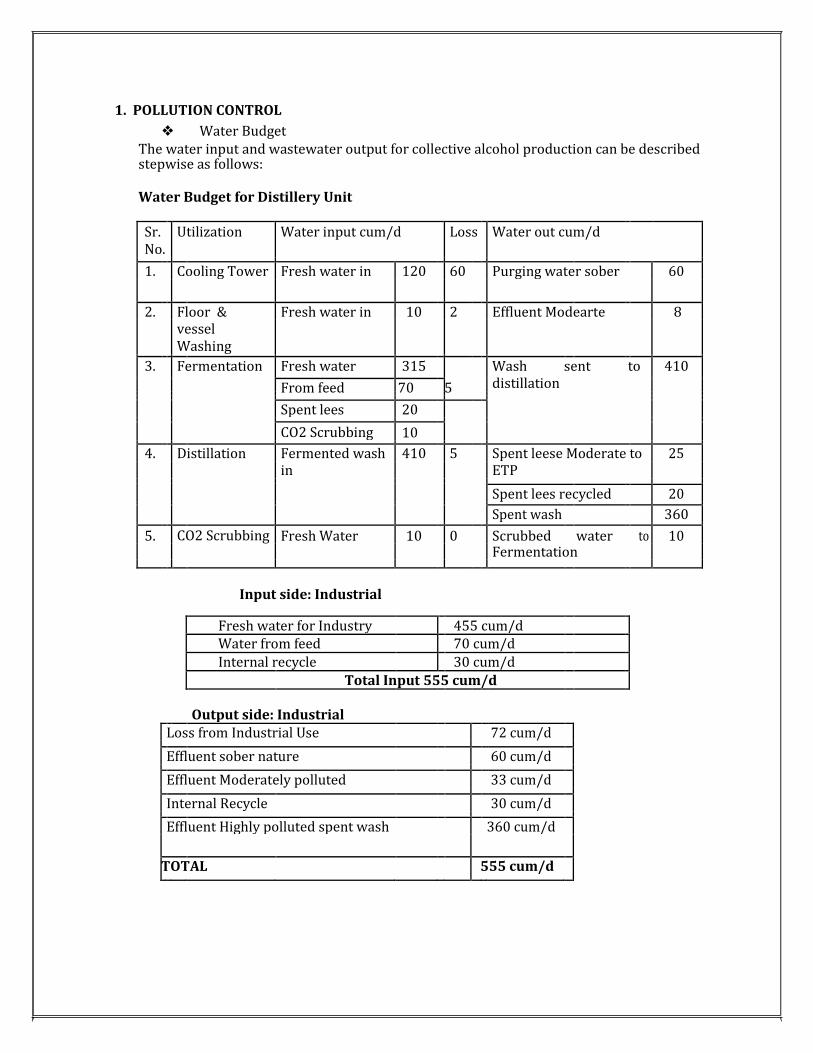
1. POLLUTION CONTROL
❖ Water Budget The water input and wastewater output for collective alcohol production can be described stepwise as follows:
Water Budget for Distillery Unit
Sr. Utilization Water input cum/d Loss Water out cum/d
No.
1. Cooling Tower Fresh water in 120 60 Purging water sober 60
2. Floor & Fresh water in 10 2 Effluent Modearte 8
vessel
Washing
3. Fermentation Fresh water 315 Wash sent to 410
distillation
From feed 70 5
Spent lees 20
CO2 Scrubbing 10
4. Distillation Fermented wash 410 5 Spent leese Moderate to 25
in ETP
Spent lees recycled 20
Spent wash 360
5. CO2 Scrubbing Fresh Water 10 0 Scrubbed water to 10
Fermentation
Input side: Industrial
Fresh water for Industry 455 cum/d
Water from feed 70 cum/d
Internal recycle 30 cum/d
Total Input 555 cum/d
Output side: Industrial
Loss from Industrial Use 72 cum/d
Effluent sober nature 60 cum/d
Effluent Moderately polluted 33 cum/d
Internal Recycle 30 cum/d
Effluent Highly polluted spent wash 360 cum/d
TOTAL 555 cum/d
Effluent Treatment Plant: Stream (A): Sober effluent: The Sober wastewater stream comes from boiler blow down, pump cooling and cooling purging water. Except temperature, it has little other objectionable characteristic. This is can be treated by physic-chemical treatment, lowering the temperature to ambient, giving detention for some time and recycle either for industrial purpose or gardening or using as diluent to moderately polluted waste water before treatment. Stream (B): Industrial moderately polluted wastewater The Moderately polluted wastewater is the spent lees stream, floor vessel washing which has low PH however no low organic matter. After the pH correction and bio-oxidation of this stream, it will be joined to treated sugar factory effluent guard pond, which can be disposed on land for irrigation or recycled in process. Stream (C): Industrial highly polluted wastewater Zero Pollution by Distillery Effluent - Technical Approach The spent wash coming out of distillery is passed through heat exchanger to reduce the
temperature from incoming 90o-100o C to 30 o-40o C. This is found necessary, as the major culture grouping is in mesophillic range. The initially neutralized effluent is then
taken to the 1st phase process of methane bio-digestion. The basic operation is divided into two phases as it is necessarily a two phase operation
and which gives greater stability to 2nd phase operation of ‘methane phase’. The effluent after acid formation and regression enters the 2nd phase reactor, wherein it is conditioned with return sludge/supernatant. Multiple entry inlet and weir outlet combined with higher flow through jet mixers and sparger mechanism with high velocity gives the ‘upflow sludge blanket reactor with ‘complete mix’ facility. The effluent after methane phase reactor is subjected to flash degasification to release entrapped gases. This is thereafter subjected to settling operation to avoid carryover of biomass/solids which is recycled back to the digester for maintenance of biomass. The supernatant is also partially recycled to maintain inlet conditions as per design. The biogas is collected into a storage tank with pressure maintenance facility and is used in the combustion device or flared.
The basic advantage of the process is, this overcomes all the practical problems of various sub techniques, which is required to suit Indian Working conditions.
Composting is the decomposition of heterogeneous organic wastes by a mixed microbial population in a moist, warm, aerobic environment. By gathering the inert base material of Filter Cake, press mud from Sugar Factory into heaps and Spraying with the Spentwash, along with the culture dosage, by conserving some of the heat of fermentation, the temperature rises and rates of degradation result which are far higher than those achieved under ambient conditions. The mature end product is ‘humus’, consisting largely of the humic acids. The aim of composting is to convert a major proportion of organic wastes into a marketable product.
A judicious combination of treatment disposal techniques in the form of Anaerobic Digester and aerobic Composting with Filter Cake from sugar factory is successfully working at many factories.
It is however observed that in most of the cases, the material balance requirement of Composting Process is not fulfilled; forcing the distillery managements to discharge
untreated / partially treated effluent in the environment / river for dilution. This specifies the need of adopting a ‘Composite Approach’ wherein after Anaerobic Digestion, with the help of Multi Effect Evaporator; the anaerobically digested Spent wash is reduced to desired volume suitable for the mass balance of the composting process, Filter Cake availability and ease of handling. This will also result in utilizable water of neutral pH and low organic matter concentration to be reused after treatment. This technique is really useful in achieving the fool - proof technology of zero pollution by adopting the approach of, Bio-digestion + MEE + Aerobic Composting.
By adopting the above technology, it is possible to achieve not only zero pollution, but also will utilize fully the nutrient values and organic matter of Spentwash for the resource generation.
a) Treatment Unit Design (i) Acid Phase Reactor Inlet characteristics-
(Max.) Wastewater flow 400 cum/d
COD (mg/l) 120000 - 130000
BOD (mg/l) 55000 - 60000
TSS (mg/l) 2000 - 3000
The spent wash from distillery is collected in a one-day holding tank working as Acid Formation Reactor cum Lifting Sump from where pumping of the effluent would be done to Bio-digester.
The high BOD effluent of spent wash is 360 cum/d, however bio-digester is design for capacity of 400 cum/d for safety.
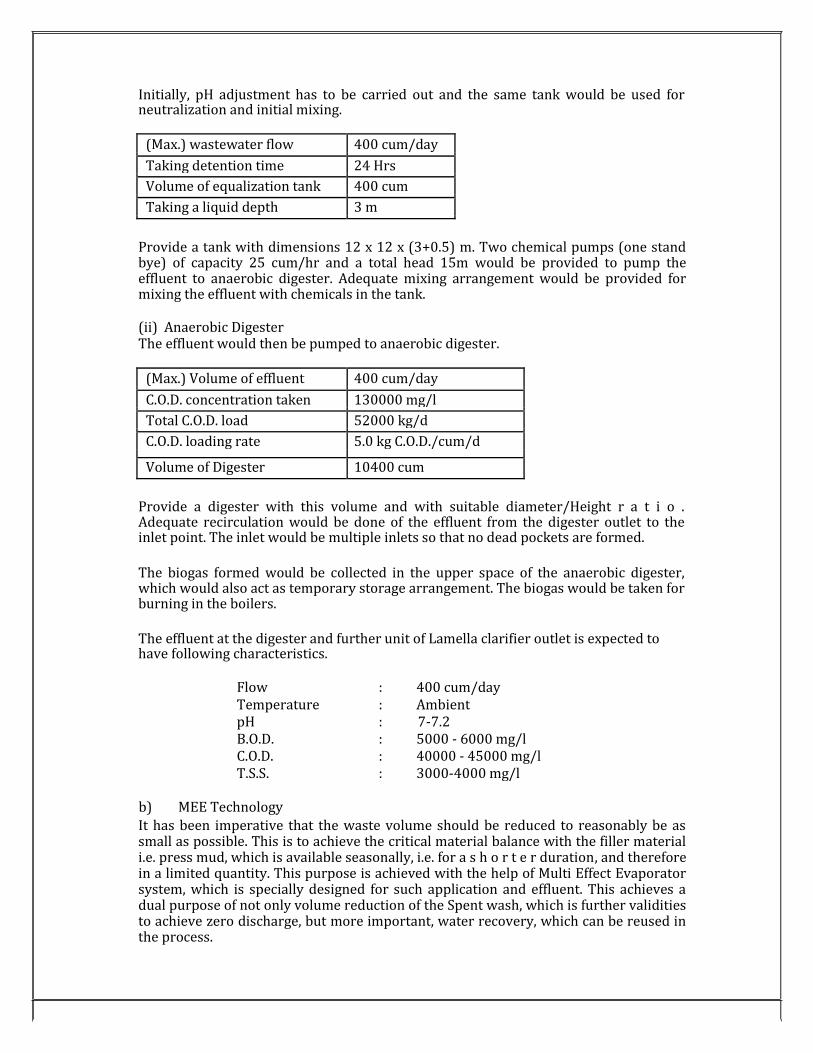
Initially, pH adjustment has to be carried out and the same tank would be used for neutralization and initial mixing.
(Max.) wastewater flow 400 cum/day
Taking detention time 24 Hrs
Volume of equalization tank 400 cum
Taking a liquid depth 3 m
Provide a tank with dimensions 12 x 12 x (3+0.5) m. Two chemical pumps (one stand bye) of capacity 25 cum/hr and a total head 15m would be provided to pump the effluent to anaerobic digester. Adequate mixing arrangement would be provided for mixing the effluent with chemicals in the tank. (ii) Anaerobic Digester The effluent would then be pumped to anaerobic digester.
(Max.) Volume of effluent 400 cum/day
C.O.D. concentration taken 130000 mg/l
Total C.O.D. load 52000 kg/d
C.O.D. loading rate 5.0 kg C.O.D./cum/d
Volume of Digester 10400 cum
Provide a digester with this volume and with suitable diameter/Height r a t i o . Adequate recirculation would be done of the effluent from the digester outlet to the inlet point. The inlet would be multiple inlets so that no dead pockets are formed.
The biogas formed would be collected in the upper space of the anaerobic digester, which would also act as temporary storage arrangement. The biogas would be taken for burning in the boilers.
The effluent at the digester and further unit of Lamella clarifier outlet is expected to have following characteristics.
Flow : 400 cum/day Temperature : Ambient pH : 7-7.2 B.O.D. : 5000 - 6000 mg/l C.O.D. : 40000 - 45000 mg/l T.S.S. : 3000-4000 mg/l
b) MEE Technology It has been imperative that the waste volume should be reduced to reasonably be as small as possible. This is to achieve the critical material balance with the filler material i.e. press mud, which is available seasonally, i.e. for a s h o r t e r duration, and therefore in a limited quantity. This purpose is achieved with the help of Multi Effect Evaporator system, which is specially designed for such application and effluent. This achieves a dual purpose of not only volume reduction of the Spent wash, which is further validities to achieve zero discharge, but more important, water recovery, which can be reused in the process.
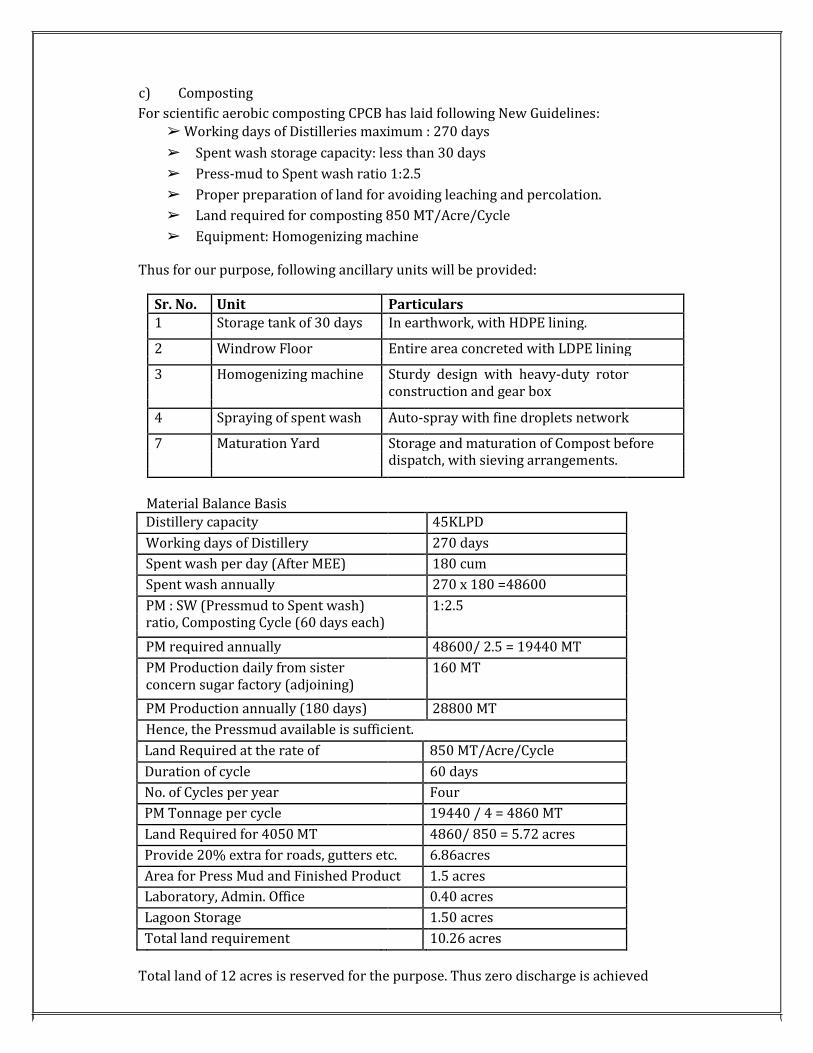
c) Composting For scientific aerobic composting CPCB has laid following New Guidelines:
➢ Working days of Distilleries maximum : 270 days ➢ Spent wash storage capacity: less than 30 days ➢ Press-mud to Spent wash ratio 1:2.5 ➢ Proper preparation of land for avoiding leaching and percolation. ➢ Land required for composting 850 MT/Acre/Cycle ➢ Equipment: Homogenizing machine
Thus for our purpose, following ancillary units will be provided:
Sr. No. Unit Particulars 1 Storage tank of 30 days In earthwork, with HDPE lining.
2 Windrow Floor Entire area concreted with LDPE lining
3 Homogenizing machine Sturdy design with heavy-duty rotor construction and gear box
4 Spraying of spent wash Auto-spray with fine droplets network
7 Maturation Yard Storage and maturation of Compost before dispatch, with sieving arrangements.
Material Balance Basis
Distillery capacity 45KLPD
Working days of Distillery 270 days
Spent wash per day (After MEE) 180 cum
Spent wash annually 270 x 180 =48600
PM : SW (Pressmud to Spent wash) 1:2.5
ratio, Composting Cycle (60 days each)
PM required annually 48600/ 2.5 = 19440 MT
PM Production daily from sister 160 MT
concern sugar factory (adjoining)
PM Production annually (180 days) 28800 MT
Hence, the Pressmud available is sufficient.
Land Required at the rate of 850 MT/Acre/Cycle
Duration of cycle 60 days
No. of Cycles per year Four
PM Tonnage per cycle 19440 / 4 = 4860 MT
Land Required for 4050 MT 4860/ 850 = 5.72 acres
Provide 20% extra for roads, gutters etc. 6.86acres
Area for Press Mud and Finished Product 1.5 acres
Laboratory, Admin. Office 0.40 acres
Lagoon Storage 1.50 acres
Total land requirement 10.26 acres
Total land of 12 acres is reserved for the purpose. Thus zero discharge is achieved
from the beginning.
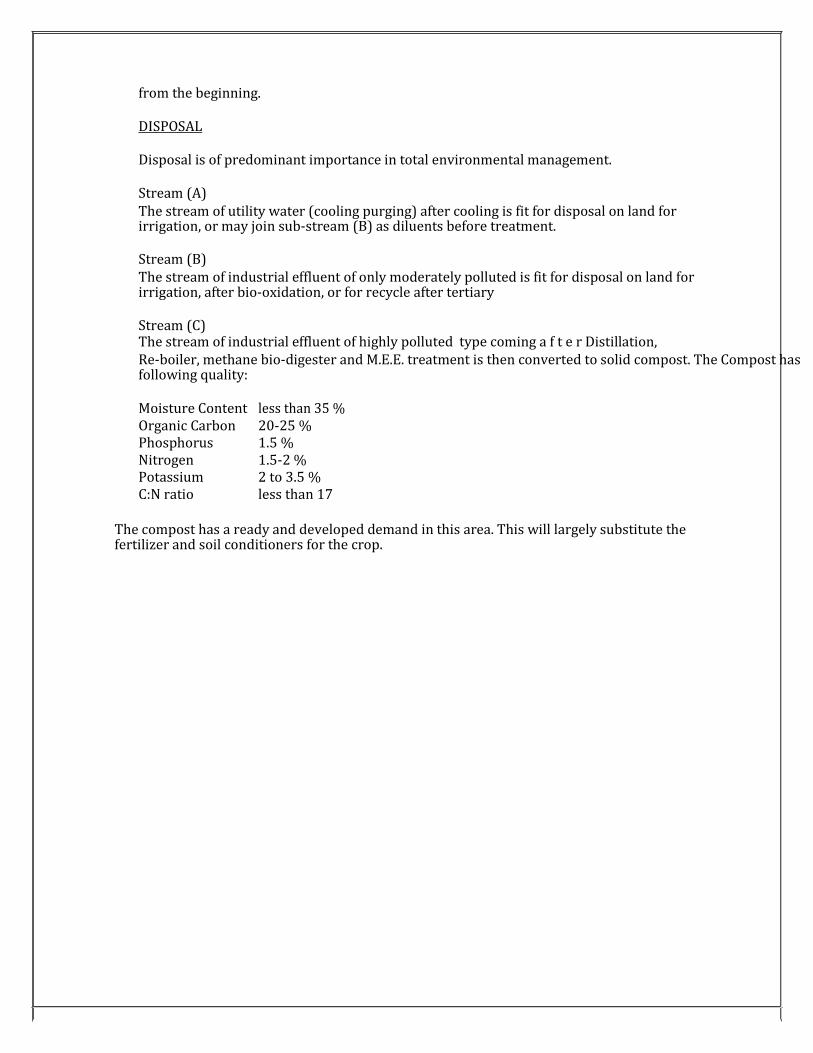
DISPOSAL
Disposal is of predominant importance in total environmental management.
Stream (A) The stream of utility water (cooling purging) after cooling is fit for disposal on land for irrigation, or may join sub-stream (B) as diluents before treatment.
Stream (B) The stream of industrial effluent of only moderately polluted is fit for disposal on land for irrigation, after bio-oxidation, or for recycle after tertiary
Stream (C) The stream of industrial effluent of highly polluted type coming a f t e r Distillation, Re-boiler, methane bio-digester and M.E.E. treatment is then converted to solid compost. The Compost has following quality:
Moisture Content less than 35 % Organic Carbon 20-25 % Phosphorus 1.5 % Nitrogen 1.5-2 % Potassium 2 to 3.5 % C:N ratio less than 17
The compost has a ready and developed demand in this area. This will largely substitute the fertilizer and soil conditioners for the crop.
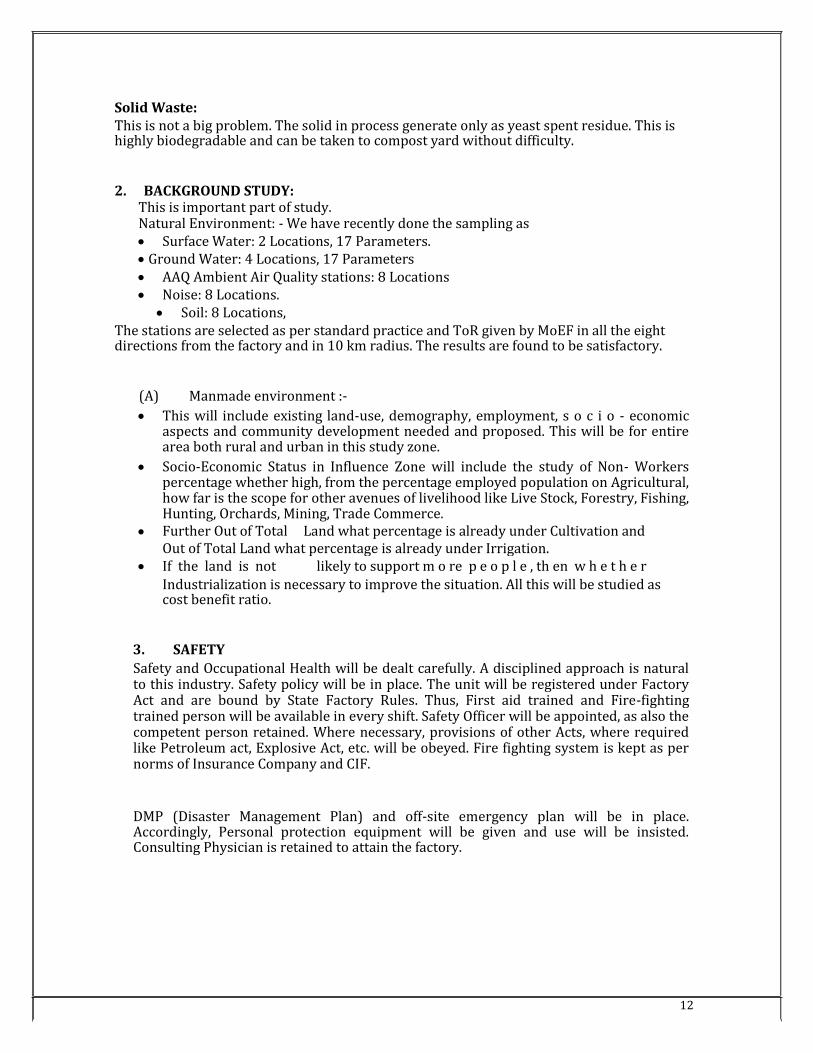
Solid Waste: This is not a big problem. The solid in process generate only as yeast spent residue. This is highly biodegradable and can be taken to compost yard without difficulty.
2. BACKGROUND STUDY:
This is important part of study. Natural Environment: - We have recently done the sampling as Surface Water: 2 Locations, 17 Parameters. Ground Water: 4 Locations, 17 Parameters AAQ Ambient Air Quality stations: 8 Locations Noise: 8 Locations.
Soil: 8 Locations, The stations are selected as per standard practice and ToR given by MoEF in all the eight directions from the factory and in 10 km radius. The results are found to be satisfactory.
(A) Manmade environment :- This will include existing land-use, demography, employment, s o c i o - economic
aspects and community development needed and proposed. This will be for entire area both rural and urban in this study zone.
Socio-Economic Status in Influence Zone will include the study of Non- Workers percentage whether high, from the percentage employed population on Agricultural, how far is the scope for other avenues of livelihood like Live Stock, Forestry, Fishing, Hunting, Orchards, Mining, Trade Commerce.
Further Out of Total Land what percentage is already under Cultivation and Out of Total Land what percentage is already under Irrigation. If the land is not likely to support m o re p e o p l e , th en w h e t h e r
Industrialization is necessary to improve the situation. All this will be studied as cost benefit ratio.
3. SAFETY Safety and Occupational Health will be dealt carefully. A disciplined approach is natural to this industry. Safety policy will be in place. The unit will be registered under Factory Act and are bound by State Factory Rules. Thus, First aid trained and Fire-fighting trained person will be available in every shift. Safety Officer will be appointed, as also the competent person retained. Where necessary, provisions of other Acts, where required like Petroleum act, Explosive Act, etc. will be obeyed. Fire fighting system is kept as per norms of Insurance Company and CIF.
DMP (Disaster Management Plan) and off-site emergency plan will be in place. Accordingly, Personal protection equipment will be given and use will be insisted. Consulting Physician is retained to attain the factory.
12
4. BENEFITS The industry will produce Ethanol which is a vital commodity in the national as well as international market, and which will save foreign exchange. This will not disturb the present land use because our area occupied will be only small % of Influence zone 10 km. Compatible Architecture will be adopted and No Prime Agriculture Land will be put to this industrial use. Trees will be maintained and not razed down. No Rehabilitation is involved. People will get jobs here and the organic compost generated here will be useful for farming, and some incidental small employment like eatery, canteen, tyre repairs, and garage too will become available to genuine people. This will be beneficial to the society. Due to this project, farmer will get more prices for sugar cane. Moreover, the direct compost prepared in the first step will be richer in organic contents and farmers shall be benefited more and using less volume of compost.
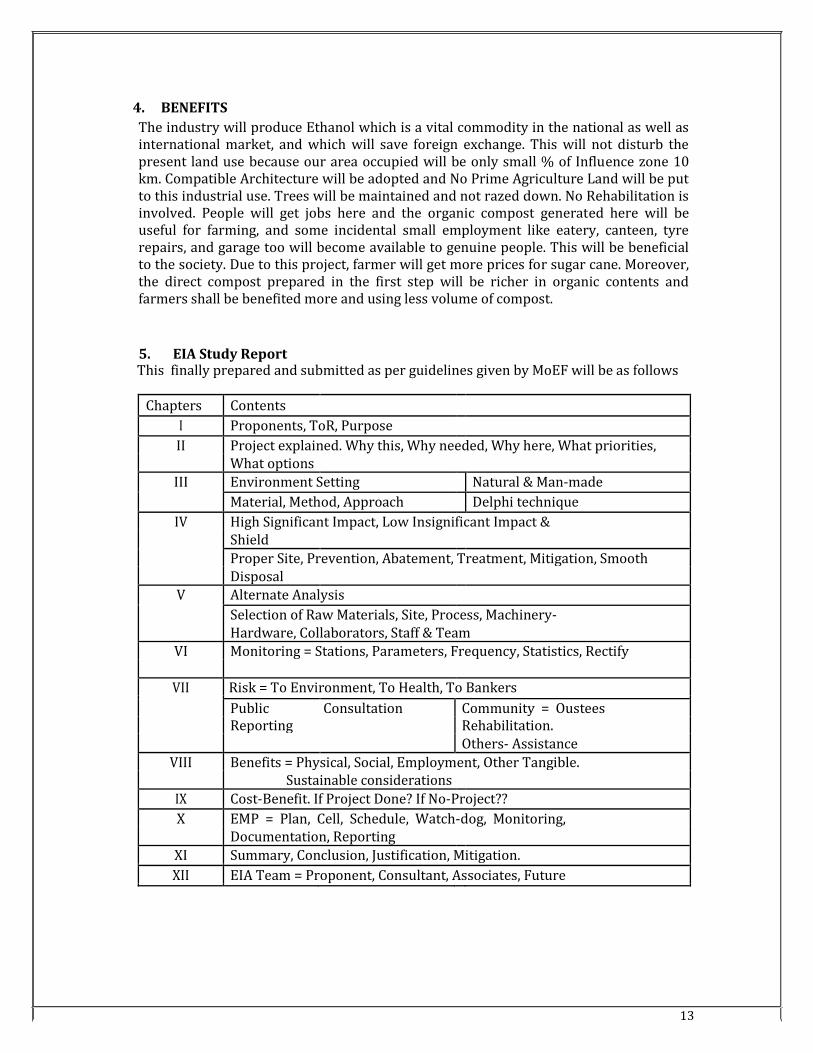
5. EIA Study Report This finally prepared and submitted as per guidelines given by MoEF will be as follows
Chapters Contents
I Proponents, ToR, Purpose
II Project explained. Why this, Why needed, Why here, What priorities, What options
III Environment Setting Natural & Man-made
Material, Method, Approach Delphi technique
IV High Significant Impact, Low Insignificant Impact & Shield
Proper Site, Prevention, Abatement, Treatment, Mitigation, Smooth Disposal
V Alternate Analysis
Selection of Raw Materials, Site, Process, Machinery- Hardware, Collaborators, Staff & Team
VI Monitoring = Stations, Parameters, Frequency, Statistics, Rectify
VII Risk = To Environment, To Health, To Bankers
Public Consultation Community = Oustees Reporting Rehabilitation. Others- Assistance
VIII Benefits = Physical, Social, Employment, Other Tangible. Sustainable considerations
IX Cost-Benefit. If Project Done? If No-Project??
X EMP = Plan, Cell, Schedule, Watch-dog, Monitoring, Documentation, Reporting
XI Summary, Conclusion, Justification, Mitigation.
XII EIA Team = Proponent, Consultant, Associates, Future
13

11. CONCLUSION
This project is very necessary in view of producing Ethanol, a useful foreign
exchange saver product which the nation requires as a useful resource for development.
The local people have already accepted this industry and further up- gradation for their benefit will be welcome in their area.
The candidate site is suitable from general MoEF expectations. Water, power, raw material, Filler Material and Market is assured and found
available with ease. Full precautions will be taken for Pollution Control, Resource Conservation and
Environmental Protection. This is cost effective and Sustainable Development.
======================
14
























![INDEX [] · 2018-08-03 · Proposed 120 KLPD Molasses based Distillery along with 7.0 MW cogeneration power plant At Village Ramgarh-Mahsui, Tehsil Misrikh, District Sitapur, Uttar](https://img.pdfslide.us/doc/110x75/5e86597af6b52e3e92518599/index-2018-08-03-proposed-120-klpd-molasses-based-distillery-along-with-70.jpg)




