Embed Size (px)
Citation preview

ABSTRACT
The objective of this paper is to provide an automatic railway gate at a level crossing replacing
the gates operated by the gatekeeper. It deals with two things. Firstly, it deals with the reduction
of time for which the gate is being kept closed. And secondly, to provide safety to the road users
by reducing the accidents.
Problem Definition
By the presently existing system once the train leaves the station, the stationmaster informs the
gatekeeper about the arrival of the train through the telephone. Once the gatekeeper receives the
information, he closes the gate depending on the timing at which the train arrives. Hence, if the
train is late due to certain reasons, then gate remain closed for a long time causing traffic near the
gates.
Secondly manual operation of railway gate crossing may involve unnecessary employment of
human resources, which may in turn be very expensive for the railway board to carry out.
1

Solution to the Problem
By employing the automatic railway gate control at the level crossing the arrival of the train is
detected by the sensor placed near to the gate. Hence, the time for which it is closed is less
compared to the manually operated gates and also reduces the human labour. This type of gates
can be employed in an unmanned level crossing where the chances of accidents are higher and
reliable operation is required. Since, the operation is automatic; error due to manual operation is
prevented.
This project utilizes two powerful IR transmitters and two receivers; one pair of transmitter and
receiver is fixed at up side (from where the train comes) at a level higher than a human being in
exact alignment and similarly the other pair is fixed at down side of the train direction. Sensor
activation time is so adjusted by calculating the time taken at a certain speed to cross at least one
compartment of standard minimum size of the Indian railway.
We call the sensor along the train direction as ‘foreside sensor’ and the other as ‘aft side sensor’.
When foreside receiver gets activated, the gate motor is turned on in one direction and the gate is
closed and stays closed until the train crosses the gate and reaches aft side sensors. When aft side
receiver gets activated motor turns in opposite direction and gate opens and motor stops.
Buzzer will immediately sound at the foreside receiver activation and gate will close after 5
seconds, so giving time to drivers to clear gate area in order to avoid trapping between the gates
and stop sound after the train has crossed.
Automatic railway gate control is highly economical microcontroller based arrangement,
designed for use in almost all the unmanned level crossings in the country.
2

CHAPTER 1
1.1 INTRODUCTION
1.2 SCEMATIC DIAGRAM
1.3 COMPONENT LIST
1.4 POWER SUPPLY
3

1.1 INTRODUCTION
Automation is the buzz-word in today’s fast moving world and when it is combined with need it
becomes more and more glaring. Railway is one of the most flourishing organization and one of
the cheapest modes of transportation of both man and material.
Railways being the cheapest mode of transportation are preferred over all the means. When we
go through the daily newspaper we come across many railway accidents occurring at unmanned
railway crossings. This is mainly due to the carelessness in manual operation or lack of workers.
We, in this project have come up with a solution for the same.
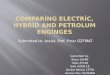
SCHEMATIC DIAGRAM
FIGURE: 1.1
4

IR transmitter
IR Receiver
Comparator
~
Transistor switch
+V
IR SENSORS
It consists of just two components. The first is an Infra-Red (IR) transmitter (usually an LED),
while the second is an Infra-Red receiver (usually a transistor). IR is transmitted out of the
sensor unit. If the IR is reflected back, it is picked up by the IR receiver transistor.When the
sensor is beyond edge, no IR is reflected back to the receiver. If the sensor strays away from the
edge, then IR is reflected back.
FIGURE: 1.2
The microcontroller used here is a common 8 bit Atmel microcontroller AT89S8253. It is a low-
power, high-performance CMOS 8-bit microcontroller with 12K bytes of In-System
Programmable (ISP) Flash program memory and 2K bytes of EEPROM data memory. It has 32
programmable input output lines.
MOTOR DRIVER
Here we used L293D to drive the motor. Whatever signals it receives from the microcontroller,
on the basis of that it will drive the motors.
An H-bridge is an electronic circuit which enables a voltage to be applied across a load in either
direction. These circuits are often used in robotics and other applications to allow DC motors to
run forward and backward. H-bridges are available as integrated circuits, or can be built
from discrete components.
5

DC MOTOR
In any electric motor, operation is based on simple electromagnetism. A current-carrying
conductor generates a magnetic field. When this is then placed in an external magnetic field, it
will experience a force proportional to the current in the conductor, and to the strength of the
external magnetic field. As we are well aware of from playing with magnets as a kid, opposite
(North and South) polarities attract, while like polarities (North and North, South and South)
repel. The internal configuration of a DC motor is designed to harness the magnetic interaction
between a current-carrying conductor and an external magnetic field to generate rotational
motion.
1.2 COMPONENT PART LIST
The list of the components used in the project is given below.
1. Microcontroller (AT89S8253).
2. IC-555 Timer.
3. LCD Display.
4. Transformer.
5. Diodes.
6. Capacitors
7. Resistor.
8. IR Transmitter and Receiver.
1.3 POWER SUPPLY REQUIREMENT
A voltage regulator is a circuit that supplies a constant voltage regardless of the change in load
current. A voltage regulator should be capable to providing substantial output current. Voltage
regulator can be classified as:
1. Fixed Output Voltage Regulator (+ve or –ve o/p voltage).
2. Adjustable Output Voltage Regulator (+ve or –ve o/p voltage).
6

3. Switching Regulators.
4. Special Regulator.
Except for switching regulators, all the other are linear regulators. The impedance of a linear
regulator’s active element can be continuously varied to supply a desired current to the load.
Whereas in the switching regulators a switch is turned on and off at a rate such that the regulator
delivers the desired average current in periodic pulses to load.
Linear regulators are also called series regulators since they use a power transistor in series
between the unregulated d.c. input and load. The output voltage is controlled by the continuous
voltage drop across this series pass transistor.
Figure: 1.3
1.3.1 IC Voltage Regulators
With the advent of microelectronics, it is possible to build the complete circuit of voltage
regulator on a monolithic chip. IC voltage regulators are versatile and relatively inexpensive, are
available with features such as programmable output, current/voltage boosting, internal short
circuit current limiting, thermal shutdown etc.
Examples of IC Regulators are 78xx and 79xx series and 723 general purpose regulators. 78xx
/79xx series are fixed voltage regulators and IC 723 is variable regulato
7

THERMAL SHUTDOWN: The IC has a temperature sensor which turns off when IC becomes
too hot. The output current will drop and remain there until the IC has cooled significantly.
OUTPUT VOLTAGE: The output voltage is fixed at a value as specified by the manufacturer.
8

CHAPTER 2
2.1 PCB LAYOUT
2.2 DRILL JIG
2.3 ARTWORK
2.4 SCREEN PRINTING
2.5 GREEN MASKING
9

2.1 PCB LAYOUT
PCB board design defines the electrical pathways between components.
1. It is derived from a schematic representation of the circuit.
2. When it is derived, or imported from a schematic design, it translates the schematic symbols
and libraries into physical components and connections.
PCB layout of Automatic Railway Gate has been prepared on the software called Express PCB.
The following figure is the layout. The top as well as the bottom layer of the printed circuit board
has been shown in the same diagram.
Figure 2.1
10

Steps involved in PCB design:
Step 1: Film Generation
The film is generated from the design files (gerber files) which are sent to the manufacturing
house. One film is generated per layer.
Step 2: Raw Material
Industry standard 0.059” thick, copper clad panel.
Step 3: Drill Holes
Using NC machines and carbide drills to drill holes according to the drill speca sent to the
manufacturing houses
Step 4: Electroless Copper
Apply thin copper deposit in hole barrels.
Step 5: Apply Image
Apply photosensitive dry film to panel and use a light source and the film to expose the panel.
2.1.1 PCB Designing
The layout of the PCB has to incorporate all the information on the board before one can go to
the artwork preparation. This means that a concept that clearly defines all the details of the circuit
and partly also of the final equipment, is a prerequisite before the actual layout can start. The
detailed circuit diagram is very important for the layout designer and must also be familiar with
design concept and with the philosophy behind the equipment. Following Software “Express
PCB” is used for designing of PCB layout.
11

2.1.2 Express PCB
“Express PCB” is a very easy to use Windows application for laying out printed circuit boards. It
defaults to the coordinates in inches. The exact position of the mouse is displayed on the status
line.
Figure 2.2
12

Its recommended that we begin by drawing a schematic using “Express SCH”.
Next, use the “Express PCB” program to lay out your PC board. Once we have linked our
schematic to “Express PCB”, it will guide us through the wiring process.
When the layout is complete, determine the exact cost to have boards made with the Compute
Board Cost command.
2.1.3 PCB-Processing
Figure 2.3
13
PLANNING
TINNING
DRYING
PRINTING
DRILLING
COMPONENTMOUNTING
ETCHING
WASHING
SOLDERING

2.1.4 Planning
Before we actually start the processing of the PCB, we do a prior planning of the process or
procedures involved. This includes a lot of measurement and scaling procedures. It involves:
Measuring the size of the PCB.
Measuring the size of the CCB board from which the PCB is obtained.
Do the appropriate scaling and placing, so that maximum utilization of the CCB can be made.
2.1.5 Printing
Printing is the process of getting the layout printed on the copper clad board (CCB).
2.1.6 Drying
Depending on the type of ink used for printing, copper clad board is subjected to ultra-violet
drying, oven drying or air drying.
2.2 DRILL JIG
Drill jigs are used for drilling holes which must be accurately located, both in relation to each
other and to certain working surfaces and points; the location of the holes is governed by holes in
the jig through which the drill passes. The drill must fit the hole in the jig to insure accuracy of
location. When the jig is to be used in drilling many holes, the steel around the holes is hardened
to prevent wear. If extreme accuracy is essential, or if the jig is to be used as permanent
equipment, bushings, made of steel and hardened, are used to guide the drills. When jigs are to be
turned over and moved around on the drill press table they should be designed to insure ease and
comfort to the operator when handling, and should be made as light as is consistent with the
strength and stiffness necessary.
A drill jig is a type of jig that expedites repetitive hole center location on multiple
interchangeable parts by acting as a template to guide the twist drill or other boring device into
the precise location of each intended hole center. In metalworking practice, typically a hardened
14

drill bushing lines each hole on the jig plate to keep the tool from damaging the jig. Drill jigs
started falling into disuse with the invention of the jig borer.
Since the widespread penetration of the manufacturing industry by CNC machine tools, in which
servo controls are capable of moving the tool to the correct location automatically, the need for
drill jigs (and for the jobs of the drill press operators who used them) is much less than it
previously was.
Different types of Drill jigs:
1. Plate jigs or channel jig.
2. Angle plate jig.
3. Box jig.
4. Leaf or latch jig.
5. Sandwich jig.
6. Trunnion jig.
7. Jig for multi spindle machines.
8. Template jig.
9. Universal Jig.
2.2.1 Elements of Drill jigs
There are many elements which make up the drill jig assembly:
1. Jig plate.
2. Locating elements.
3. Clamping elements.
4. Drill bushes.
Various types of pads for drill jig have been used in the automatic railway gate-
a. 2.54 mm square pads with 1.02 mm hole.
b. 2.54 mm round pads with 1.09 mm hole.
c. 3.30 mm round pads with 1.55 mm hole used as a mounting hole of PCB.
15

2.3 ARTWORK
The generation of PCB artwork should be considered as the first step of the PCB manufacturing
process. Skill and patience are basic assets for artwork designers.
The artwork generation is carried out in separate offices which take more care of the special
requirements than general drawing offices. The artwork is used in a much faster and more precise
way such pads and tapes.
The artwork base foils mostly used today are polyesters film which provide an excellent
dimensional stability.
2.3.1 General Artwork Rule
2.3.1.1 Conductor Orientation
In PCB artwork, conductors have to replace in other directions, preference should be given to the
45 degree direction or the 30/60 degree directions. This rule helps in optimum utilization of the
space available and gives a well-organized appearance.
2.3.1.2 Conductor Routing Practice
Conductors forming sharp internal angles of less than 60 degree must be avoided. This is of
particular importance for boards which have to be wave soldered; excess solder would otherwise
get deposited in such corners.
2.3.1.3 Component Polarity Identification
It is an essential requirement to index the orientation on the artwork. This does not only help in
assembling the PCB but it is also relied upon the technician, engineer or customer who has to
trouble-shoot and repaired the board later. Overall, without a screen-printed notation, the
polarity identification must be given in the artwork itself.
16

2.4 SCREEN PRINTING
Screen printing is a printing technique that uses a woven mesh to support an ink-blocking stencil.
The attached stencil forms open areas of mesh that transfer ink or other printable materials which
can be pressed through the mesh as a sharp-edged image onto a substrate. A roller or squeegee is
moved across the screen stencil, forcing or pumping ink past the threads of the woven mesh in
the open areas.
Screen printing is also a stencil method of print making in which a design is imposed on a screen
of silk or other fine mesh, with blank areas coated with an impermeable substance, and ink is
forced through the mesh onto the printing surface. It is also known as silkscreen, serigraphy, and
serigraph printing.
Line art and text may be printed onto the outer surfaces of a PCB by screen printing. When space
permits, the screen print text can indicate component designators, switch setting requirements,
test points, and other features helpful in assembling, testing, and servicing the circuit board.
Screen print is also known as the silk screen, or in one sided PCBs, the red print.
Recently some digital printing solutions have been developed to substitute the traditional screen
printing process. This technology allows printing variable data onto the PCB, including
serialization and barcode information for traceability purposes.
2.4.1 Printing Technique
A screen is made of a piece of porous, finely woven fabric called mesh stretched over a frame of
aluminium or wood. Originally human hair was used, then silk was woven to make a screen
mesh; currently most mesh is woven of man-made materials such as steel, nylon and polyester.
Areas of the screen are blocked off with a non-permeable material to form a stencil, which is a
negative of the image to be printed; that is, the open spaces are where the ink will appear.
Before ink is applied to the screen, the screen and frame must go through a process referred to as
'pre-press'. In this process, an emulsion is 'scooped' across the mesh and the 'exposure unit' burns
away the unnecessary emulsion leaving behind a clean area in the mesh with the identical shape
as the desired image. The surface (commonly referred to as a pallet) that the substrate will be
17

printed against is coated with a wide 'pallet tape'. This serves to protect the 'pallet' from any
unwanted ink leaking through the substrate and potentially staining the 'pallet' or transferring
unwanted ink onto the next substrate. Next, the screen and frame are lined with a tape. The type
of tape used in for this purpose often depends upon the ink that is to be printed onto the substrate.
These aggressive tapes are generally used for UV and water-based inks due to the inks' lower
viscosities. The last process in the 'pre-press' is blocking out any unwanted 'pin-holes' in the
emulsion. If these holes are left in the emulsion, the ink will continue through and leave
unwanted marks. To block out these holes, materials such as tapes, specialty emulsions and
'block-out pens' may be used effectively.
The screen is placed at top of a substrate such as paper or fabric. Ink is placed on top of the
screen and a fill bar (also known as a floodbar) is used to fill the mesh openings with ink. The
operator begins with the fill bar at the rear of the screen and behind a reservoir of ink. The
operator lifts the screen to prevent contact with the substrate and then using a slight amount of
downward force pulls the fill bar to the front of the screen.
This effectively fills the mesh openings with ink and moves the ink reservoir to the front of the
screen. The operator then uses a squeegee (rubber blade) to move the mesh down to the substrate
and pushes the squeegee to the rear of the screen. The ink that is in the mesh opening is pumped
or squeezed by capillary action to the substrate in a controlled and prescribed amount, i.e. the wet
ink deposit is proportional to the thickness of the mesh and or stencil. As the squeegee moves
toward the rear of the screen the tension of the mesh pulls the mesh up away from the substrate
(called snap-off) leaving the ink upon the substrate surface.
There are three common types of screen printing presses. The flat-bed, cylinder and the most
widely used type, the 'rotary'. Textile items printed with multi-colour designs often use a wet on
wet technique, or colors dried while on the press, while graphic items are allowed to dry between
colours that are then printed with another screen and often in a different color after the product is
re-aligned on the press.
The screen can be re-used after cleaning. However if the design is no longer needed, then the
screen can be "reclaimed"; that is, cleared of all emulsion and used again. The reclaiming process
involves removing the ink from the screen then spraying on a stencil remover. Stencil removers
18

come in the form of liquids, gels, or powders. The powdered types have to be mixed with water
before use, and so can be considered to belong to the liquid category. After applying the stencil
remover, the emulsion must be washed out using a pressure washer.
Most screens are ready for recoating at this stage, but sometimes screens will have to undergo a
further step in the reclaiming process called dehazing. This additional step removes haze or
"ghost images" left behind in the screen once the emulsion has been removed. Ghost images tend
to faintly outline the open areas of previous stencils, hence the name. They are the result of ink
residue trapped in the mesh, often in the knuckles of the mesh (the points where threads cross).
2.5 GREEN MASKING
Solder resist is a permanent coating of a resin formulation, generally green in colour, which
encapsulate and protects all the surface features of a printed circuit board except the specific
areas where it is required it to form solder joints, preventing wetting by molten solder of all but
those areas during assembly, and providing electrical insulation and protection against oxidation
and corrosion.
The traditional method of creating the solder resist image is by stencil printing with a silk screen
but this technique cannot achieve the precision of the registration and resolution demanded by
the fine-pitch surface-mount designs, and liquid photo imageable (LPI) solder is now
predominantly used to create the solder resist image.
The LPI concept separates coating an imaging operation. The material supplied to the board
fabricator as a liquid photo formulation based on epoxy or epoxy-acrylate resin chemistry, and is
initially coated all over the circuit and dried. Flood-screen coating, curtain coating electrostatic
spraying or air spraying may be used as coating techniques.
Air spraying has recently gained popularity and gives the best thickness distribution (typically 30
microns over laminates, 20 microns over copper, 10 microns on shoulders of conductors). After
drying, the solder resist is photographically imaged and developed, then heat-cured to give
durable finish. LPI solder resist are capable of resolving of features as small as 40 microns.
19

Solder resist must be compatible with component-attachment adhesives, underfills and conformal
coatings as well as with fluxes and cleaning processes. Solder resist with a matt finish are said to
be more resistant to solder-balling than gloss versions.
20

CHAPTER – 3
3.1 ETCHING
3.2 DRILLING
3.3 COMPONENT MOUNTING
3.4 SOLDERING
21

3.1 ETCHING
The vast majority of printed circuit boards are made by bonding a layer of copper over the entire
substrate, (creating a "blank PCB") then removing unwanted copper after applying a temporary
mask (e.g., by etching), leaving only the desired copper traces. A few PCBs are made by adding
traces to the bare substrate usually by a complex process of multiple electroplating steps. The
PCB manufacturing method primarily depends on whether it is for production volume or
sample/prototype quantities. Double-sided boards or multi-layer boards use plated-through holes,
called vias, to connect traces on either side of the substrate. It is of utmost importance to choose
a suitable Etchant Systems.
There are many factors to be considered:-
Etching speed
Copper solving capacity
Pollution character
Table 3.1: Characteristics of Different Etchants
Factor Etchant
Corrosive-ness
Neutralization disposition problem
Toxicity Required ventilation
Operation cost
FeCl3 High Medium Low Low Medium
CuCl2 High Low Medium Medium Low
Chromic acid
High High High High High
Alkaline ammonia
High Medium Medium High High
3.1.1 Steps in Etching22

1. Dilute the concentrated Ferric Chloride fluid with water (1:1) and pour into the one litre glass
jar and screw the top on.
2. Place a sheet of newspaper on a flat surface and put the trays on this.
3. Fill the kettle with water and boil.
4. Heat the Ferric Chloride jar in a bucket of hot water.
5. Pour 1cm of boiling water into the bottom tray then place the other tray on top.
6. Put the PCB copper side up on the top tray and pour all the Ferric Chloride on top.
7. Gently lock the top tray to keep etches fluid moving avoiding spillage.
8. After about 15mins all of the unwanted Copper should have disappeared.
9. Remove the board and drop it into a bucket of cold water to clean off.
3.1.2 Reactions involved
FeCl3 + 3H2O Fe(OH)3 + 3HCl (Free acid attack to copper) (2.1)
FeCl3 + Cu FeCl2 + CuCl (2.2)
FeCl3 + CuCl FeCl2 + CuCl2 (2.3)
CuCl2 + Cu 2CuCl (2.4)
3.1.3 Washing
The Copper Clad Board (CCB), after etching, is washed thoroughly in water. After washing, the
paint layer on the tracks is removed by using thinner. The product obtained after washing process
is the working PCB for the project.
3.2 DRILLING
23

The importance of hole drilling into PCB has further gone with electronic component
miniaturization and its need for smaller holes diameters (diameters less than half the board
thickness) and higher package density.
3.2.1 Steps of Drilling
1. Dry off the board and clean away the blue etch resist with PCB solvent cleaner.
2. Using a 0.8mm PCB drill bit drill out all of the component holes.
3. Some 1mm holes may need to be made for connectors, 3mm for corner fixings.
4. Finally use a PCB rubber to clean the copper ready for soldering.
3.2.2 Types of Drilling Machines
1. Hand Drill
2. Thumb Drill
3. Electric Drill or Gun Machine
3.2.3 Drilling Methods
(i) CNC DRILLING
The techniques for drilling copper-clad for double-sided and multilayer PCBs with automated
equipment are identical, with the exception that multiple drilling steps will be needed if our
multilayer design includes buried or blind vias.
Refer to the documentation that came with our drilling machine for more information (standard
boilerplate cop-out).
The important points to remember include:
24

Set the STACK HEIGHT parameter to clear all dowel pins during traverse.
Set the SPINDLE FEED (inches per minute) and SPINDLE SPEED (RPM) for each drill
size to values consistent with drilling standard 0.062" (1.6mm) FR-4 copper-clad.
Set the SPINDLE PLUNGE DEPTH so that the tip of the largest diameter drill bit fully
enters the backing material. Otherwise, these large diameter holes will not totally penetrate to
bottom laminate and exit foil.
DO NOT contour route the board immediately after drilling the stack. This should only be
done after all other processing is complete.
(ii) MANUAL DRILLING
With the laminate stack formatted as detailed above, manual drilling is a straightforward, if
somewhat mind-numbing process.
1. Always wear safety glasses when operating a drill press, especially if you are drilling with
carbide PCB drill bits.
2. If available, always use a vacuum cleaner to remove debris and collect airborne dust during
the drilling operation. The dust generated during PCB drilling can pose a very serious health
hazard and should not be inhaled or ingested under any circumstances.
3. When using a conventional drill press, hole placement accuracy can be improved and drill
breakage minimized through the use of a "sensitive drilling" or "finger" chuck. Small
formats, precision high-speed drill presses, ideal for PCB fabrication, are also available from
a number of sources.
4. Regardless of the type of drill press being used, a pressure foot should be employed if
available.
5. If available, position a work lamp on a flexible mount as close to the work surface as
possible.
6. Although more brittle than conventional high speed steel (HSS) drills, tungsten carbide bits
designed specifically for PCB drilling will yield far superior hole wall quality. Minimize burr
formation, and outlast HSS bits almost 10 to 1. The downside is that, with smaller diameters
25

[0.018"(0.46mm) and less], the carbide drills are easier to break and must be handled
carefully.
7. Always use drill bits that have been fitted with depth setting rings. This will allow you to set
the plunge depth stop on your drill press to a single value that will work for all bit diameters.
8. Prepare a chart that links the various diameter bits with the symbols used in the drillmaster-.
(iii) THROUGH-HOLES
1. Load the largest diameter bit to be used into the drill chuck, making sure that the depth ring is
pressed firmly against the ends of the chuck jaws when they are fully tightened.
2. Using a piece of scrap backing material as a gauge, adjust the spindle travel stop on our
drill press to a depth that insures that the entire tip of the drill bit penetrates at least half of the
material's thickness.
3. Starting with the largest diameter drill bit, drill all of the through holes, stopping periodically
to insure that the drill bit have not snapped off and that the spindle travel stop has not slipped.
4. As you drill each hole size (from the largest to the smallest) check off that diameter on the
drilling chart. This is a good bookkeeping technique that will help you keep track of your
progress and insure that no hole size is missed.
5. After all of the holes have been drilled, remove the backing material from the stack and
re-tape the remaining sheets with the dowel pins in place.
6. Hold the stack up to the light for visual inspection. Ascertain that all of the holes have been
drilled through and that none are blocked by drill debris. If some debris is seen, remove by
carefully pushing a smaller diameter drill bit through the hole.
7. If all of the holes in the circuit design go all the way through the board, were now ready to
activate the hole walls to prepare for through-hole plating.
26

3.3 COMPONENTS MOUNTING
After the completion of drilling and tinning processes, mounting of components is done on the
PCB board.In component mounting process, the various components being used are fitted on the
PCB boards, at their accurate positions, so that they perform the task required by them, according
to the circuit diagram being used for the project.
3.4 SOLDERING
Soldering is a process in which two or more metal items are joined together by melting a filler
metal into the joint, the filler metal having a relatively low melting point. The filler metal used in
the process is called solder.
Here, after the mounting of components is done, the legs of the components and the pins of
theIC’s are soldered on the PCB board.
There are a variety of soldering techniques used to attach components to a PCB. High volume
production is usually done with SMT placement machine and bulk wave soldering or reflow
ovens, but skilled technicians are able to solder very tiny parts (for instance 0201 packages which
are 0.02 in. by 0.01 in.) by hand under a microscope, using tweezers and a fine tip soldering
iron for small volume prototypes. Some parts may be extremely difficult to solder by hand, such
as BGA packages.
Often, through-hole and surface-mount construction must be combined in a single assembly
because some required components are available only in surface-mount packages, while others
are available only in through-hole packages. Another reason to use both methods is that through-
hole mounting can provide needed strength for components likely to endure physical stress,
while components that are expected to go untouched will take up less space using surface-mount
techniques.
After the board has been populated it may be tested in a variety of ways:
While the power is off, visual inspection, automated optical inspection. JEDEC guidelines for
PCB component placement, soldering and inspection are commonly used to maintain quality
control in this stage of PCB manufacturing.
27

While the power is off, analog signature analysis, power-off testing.
While the power is on, in-circuit test, where physical measurements (i.e. voltage, frequency)
can be done.
While the power is on, functional test, just checking if the PCB does what it had been
designed to do.
To facilitate these tests, PCBs may be designed with extra pads to make temporary connections.
Sometimes these pads must be isolated with resistors. The in-circuit test may also
exercise boundary scan test features of some components. In-circuit test systems may also be
used to program nonvolatile memory components on the board.
In boundary scan testing, test circuits integrated into various ICs on the board form temporary
connections between the PCB traces to test that the ICs are mounted correctly. Boundary scan
testing requires that all the ICs to be tested use a standard test configuration procedure, the most
common one being the Joint Test Action Group (JTAG) standard. The JTAG test architecture
provides a means to test interconnects between integrated circuits on a board without using
physical test probes. JTAG tool vendors provide various types of stimulus and sophisticated
algorithms, not only to detect the failing nets, but also to isolate the faults to specific nets,
devices and pins.
When boards fail the test, technicians may desolder and replace failed components, a task known
as rework. Flux should be removed after Soldering. It is done through washing by 0.5—1 % HCl
followed by Neutralization in dilute alkali to remove corrosive flux. Non-corrosive is removed
by Iso-Propanal.
4.1Tinning
The open pads are coated with solder material to avoid corrosion. The pins and wire tips are also
coated with solder material.
28

CHAPTER 4
4.1TESTING AND TROUBLE SHOOTING
29

4.1 TESTING AND TROUBLE SHOOTING
After assembling the circuit on the PCB and soldering the components according to the layout,
the next step is testing it. Testing includes measurement of parameters such as current, voltage
clock frequency and comparing then with standard values according to the data sheets of the
components and circuit. Any short of deviation from the actual values should be corrected
accordingly for better performance and working of the circuits. Connectivity of the traces should
be checked with help of a multimeter. The power supply should be checked with the help of
CRO.
4.1.1 Testing after Etching
All the tracks were checked for any kind of undesirable discontinuity and also for any
undesirable connection between adjacent tracks which should be in isolation from each order.
Some of the tracks were found to be broken. Two of the tracks had minor discontinuity, which
were corrected by simple soldering. While one of the tracks had major discontinuity, so a jumper
was employed over there.
4.1.2 Component Testing
Before mounting the components on the PCB, all the component were tested for their polarity
and for their values component such as electrolytic capacitor, diode, L.E.D etc were tested for
their polarity, while resisters and regular ICs tested their desired values. All the components were
found within their desired values.
4.1.3 Testing after soldering
At first, each node was checked for any kind of undesirable dry soldering. Two of the nodes were
found with dry soldering, and immediately corrected. Then all the suspected pair of nodes were
tested for any kind of desirable short-circuiting with the help of multimeter. For any kind of
unwanted short-circuiting, the multimeter is continuity mode, generates a beep. The nodes were
also tested for desirable continuity. None of the nodes were found having such errors.
30

4.1.4 Testing for switching on the power supply
Before switching on the supply, all of the I.Cs were removed from their bases. After switching on
the supply, The Vcc and ground lines were tested to check whether they were delivering the
desired voltages of 5V and 0V or not, throughout the tracks respectively. All the line voltages
were found to be correct.
There may be many defects in the PCB, which may occur during soldering of the components.
So, the PCB should be thoroughly checked.
Some of the common faults occurring in the PCB are
1. Soldering bridge between adjacent tracks.
2. Break in plating-through hole.
3. Loose connection in connectors.
4. Dry or cold solder joints.
So, these defects must be removed after soldering the PCB.
4.2 Continuity Test
Due to overheating at the time of soldering, there are chances that the tracks may get damaged.
So the continuity of the track should be checked by the multimeter. Also at the time of cleaning,
there are chances that the tracks might break.
4.2.1 Circuit Testing
In this section, the testing process includes the voltage and current drawing at each level by using
multimeter and observing the waveform at each component output at CRO (Cathode Ray
Oscilloscope) so that the Continuity and Shorting of PCB track are tested.
4.3 PACKAGING
31

Packaging is the process of shielding the PCB, in order to preserve it. Once the PCB is complete ,
it is then packed. Care is taken to keep it safe from shocks and prevent it from any adverse
condition.
The PCB made should be packed as per the requirement of the components used and area it will
be applied to.
\
32

CHAPTER-5
5.1 ESTIMATION OF COST
5.2 CONCLUSION
33

5.1 ESTIMATION OF COST
The estimation of cost during completion of this project can be done as follows:
Component Cost (in Rs.)
MICROCONTROLLER (AT89S8253)
300/=
LM358 (AMPLIFIER)
60/=
L293D (MOTOR DRIVER)
35/=
LCD DISPLAY
150/=
DIODES
30/=
CAPACITORS
5/=
RESISTOR
15/=
IR TRANSMITTER
AND RECEIVER.
20/=
PIN SELECTOR
30/=
TOTAL COST= 645+ Printing cost+ Program burn
+ Installing Cost
= 645+250+850+1000 = Rs. 2745 only
34

5.2 CONCLUSION
The idea of automating the process of railway gate operation in level crossings has been
undertaken. As the system is completely automated, it avoids manual errors and thus provides
ultimate safety to road users. By this mechanism, presence of a gatekeeper is not necessary and
automatic operation of the gate through the motor action is achieved. Microcontroller
AT89S8253 performs the complete operation i.e., sensing, gate closing and opening operation is
done by software coding written for the controller. The mechanism works on a simple principle
and there is not much of complexity needed in the circuit.
APPENDIX-I35

MICROCONTROLLER AT89S8253
Features
• Compatible with MCS®51 Products
• 12K Bytes of In-System Programmable (ISP) Flash Program Memory
– SPI Serial Interface for Program Downloading
– Endurance: 10,000 Write/Erase Cycles
• 2K Bytes EEPROM Data Memory
– Endurance: 100,000 Write/Erase Cycles
• 64-byte User Signature Array
• 2.7V to 5.5V Operating Range
• Fully Static Operation: 0 Hz to 24 MHz (in x1 and x2 Modes)
• Three-level Program Memory Lock
• 256 x 8-bit Internal RAM
• 32 Programmable I/O Lines
• Three 16-bit Timer/Counters
• Nine Interrupt Sources
• Enhanced UART Serial Port with Framing Error Detection and Automatic
Address Recognition
• Enhanced SPI (Double Write/Read Buffered) Serial Interface
• Low-power Idle and Power-down Modes
• Interrupt Recovery from Power-down Mode
• Programmable Watchdog Timer
• Dual Data Pointer
• Power-off Flag
• Flexible ISP Programming (Byte and Page Modes)
– Page Mode: 64 Bytes/Page for Code Memory, 32 Bytes/Page for Data Memory
• Four-level Enhanced Interrupt Controller
• Programmable and Fuseable x2 Clock Option
1. Description36

The AT89S8253 is a low-power, high-performance CMOS 8-bit microcontroller with 12K bytes
of In-System Programmable (ISP) Flash program memory and 2K bytes of EEPROM data
memory. The device is manufactured using Atmel’s high-density non-volatile memory
technology and is compatible with the industry-standard MCS-51 instruction set and pinout. The
on-chip downloadable Flash allows the program memory to be reprogrammed in-system through
an SPI serial interface or by a conventional non volatile memory programmer. By combining a
versatile 8-bit CPU with downloadable Flash on a monolithic chip, the Atmel AT89S8253 is a
powerful microcontroller which provides a highly-flexible and cost-effective solution to many
embedded control applications.
The AT89S8253 provides the following standard features: 12K bytes of In-System
Programmable Flash, 2K bytes of EEPROM, 256 bytes of RAM, 32 I/O lines, programmable
watchdog timer, two data pointers, three 16-bit timer/counters, a six-vector, four-level interrupt
architecture, a full duplex serial port, on-chip oscillator, and clock circuitry. In addition, the
AT89S8253 is designed with static logic for operation down to zero frequency and supports two
software selectable power saving modes. The Idle Mode stops the CPU while allowing the RAM,
timer/counters, serial port, and interrupt system to continue functioning. The Power-down mode
saves the RAM contents but freezes the oscillator, disabling all other chip functions until the next
external interrupter hardware reset.
The on-board Flash/EEPROM is accessible through the SPI serial interface. Holding RESET
active forces the SPI bus into a serial programming interface and allows the program memory to
be written to or read from, unless one or more lock bits have been activated.
2. Pin Configurations
2.1 40P6 – 40-lead PDIP37

Figure: I.1
3. Pin Description
3.1 VCC
Supply voltage (all packages except 42-PDIP).
3.2 GND
Ground (all packages except 42-PDIP; for 42-PDIP GND connects only the logic core and the
embedded program/data memories).
3.3 VDD
Supply voltage for the 42-PDIP which connects only the logic core and the embedded program
data memories.
3.4 PWRVDD
Supply voltage for the 42-PDIP which connects only the I/O Pad Drivers. The application board
must connect both VDD and PWRVDD to the board supply voltage.
3.5 PWRGND
38

Ground for the 42-PDIP which connects only the I/O Pad Drivers. PWRGND and GND are
weakly connected through the common silicon substrate, but not through any metal links. The
application board must connect both GND and PWRGND to the board ground.
3.6 Port 0
Port 0 is an 8-bit open drain bi-directional I/O port. As an output port, each pin can sink six TTL
inputs. When 1s are written to port 0 pins, the pins can be used as high-impedance inputs.
Port 0 can also be configured to be the multiplexed low-order address/data bus during accesses to
external program and data memory. In this mode, P0 has internal pull-ups. Port 0 also receives
the code bytes during Flash programming and outputs the code bytes during program
verification. External pull-ups are required during program verification.
3.7 Port 1
Port 1 is an 8-bit bi-directional I/O port with internal pull-ups. The Port 1 output buffers can
sink/source six TTL inputs. When 1s are written to Port 1 pins, they are pulled high by the weak
internal pull-ups and can be used as inputs. As inputs, Port 1 pins that are externally being pulled
low will source current (IIL,150 μA typical) because of the weak internal pull-ups.
Some Port 1 pins provide additional functions. P1.0 and P1.1 can be configured to be the
timer/counter 2 external count input (P1.0/T2) and the timer/counter 2 trigger input (P1.1/T2EX),
respectively. Furthermore, P1.4, P1.5, P1.6, and P1.7 can be configured as the SPI slave port
select, data input/output and shift clock input/output pins as shown in the following table.
3.8 Port 2
Port 2 is an 8-bit bi-directional I/O port with internal pull-ups. The Port 2 output buffers can
sink/source six TTL inputs. When 1s are written to Port 2 pins, they are pulled high by the weak
internal pull-ups and can be used as inputs. As inputs, Port 2 pins that are externally being pulled
low will source current (IIL, 150 μA typical) because of the weak internal pull-ups.
Port 2 emits the high-order address byte during fetches from external program memory and
during accesses to external data memory that uses 16-bit addresses (MOVX @ DPTR). In this
application, Port 2 uses strong internal pull-ups when emitting 1s. During accesses to external
data memory that uses 8-bit addresses (MOVX @ RI), Port 2 emits the contents of the P2 Special
Function Register.
Port 2 also receives the high-order address bits and some control signals during Flash
programming and verification.
3.9 Port 339

Port 3 is an 8-bit bi-directional I/O port with internal pull-ups. The Port 3 output buffers can
sink/source six TTL inputs. When 1s are written to Port 3 pins, they are pulled high by the weak
internal pull-ups and can be used as inputs. As inputs, Port 3 pins that are externally being pulled
low will source current (IIL, 150 μA typical) because of the weak internal pull-ups.
3.10 RST
Reset input. A high on this pin for at least two machine cycles while the oscillator is running
resets the device.
3.11 ALE/PROG
Address Latch Enable. ALE/PROG is an output pulse for latching the low byte of the address (on
its falling edge) during accesses to external memory. This pin is also the program pulse input
(PROG) during Flash programming.
In normal operation, ALE is emitted at a constant rate of 1/6 the oscillator frequency and may be
used for external timing or clocking purposes. Note, however, that one ALE pulse is skipped
during each access to external data memory.
If desired, ALE operation can be disabled by setting bit 0 of the AUXR SFR at location 8EH.
With the bit set, ALE is active only during a MOVX or MOVC instruction. Otherwise, the pin is
weakly pulled high. Setting the ALE-disable bit has no effect if the microcontroller is in external
execution mode.
3.12 PSEN
Program Store Enable. PSEN is the read strobe to external program memory (active low).
When the AT89S8253 is executing code from external program memory, PSEN is activated
twice each machine cycle, except that two PSEN activations are skipped during each access to
external data memory.
3.13 EA/VPP External Access Enable.
EA must be strapped to GND in order to enable the device to fetch code from external program
memory locations starting at 0000H up to FFFFH. Note, however, that if lock bit 1 is
programmed, EA will be internally latched on reset.
EA should be strapped to VCC for internal program executions. This pin also receives the 12-
volt programming enable voltage (VPP) during Flash programming when 12-volt programming
is selected.
3.14 XTAL140

Input to the inverting oscillator amplifier and input to the internal clock operating circuit.
3.15 XTAL2
Output from the inverting oscillator amplifier, XTAL2 should not drive a board-level clock
without a buffer.
Figure: I.2
4. Data Memory – EEPROM and RAM
41

The AT89S8253 implements 2K bytes of on-chip EEPROM for data storage and 256 bytes of
RAM. The upper 128 bytes of RAM occupy a parallel space to the Special Function Registers.
That means the upper 128 bytes have the same addresses as the SFR space but are physically
separate from SFR space. When an instruction accesses an internal location above address 7FH,
the address mode used in the instruction specifies whether the CPU accesses the upper 128 bytes
of RAM or the SFR space. Instructions that use direct addressing access the SFR space. For
example, the following direct addressing instruction accesses the SFR at location 0A0H (which is
P2).
MOV 0A0H, #data
Instructions that use indirect addressing access the upper 128 bytes of RAM. For example, the
following indirect addressing instruction, where R0 contains 0A0H, accesses the data byte at
address 0A0H, rather than P2 (whose address is 0A0H).
MOV @R0, #data
Note that stack operations are examples of indirect addressing, so the upper 128 bytes of data
RAM are available as stack space.
The on-chip EEPROM data memory is selected by setting the EEMEN bit in the EECON register
at SFR address location 96H. The EEPROM address range is from 000H to 7FFH. MOVX
instructions are used to access the EEPROM. To access off-chip data memory with the MOVX
instructions, the EEMEN bit needs to be set to “0”. During program execution mode (using the
MOVX instruction) there is an auto-erase capability at the byte level. This means that the user
can update or modify a single EEPROM byte location in real-time without affecting any other
bytes.
5. UART 42

The UART in the AT89S8253 operates the same way as the UART in the AT89S51 and
AT89S52.
5.1 Enhanced UART
In addition to all of its usual modes, the UART can perform framing error detection by looking
for missing stop bits, and automatic address recognition. The UART also fully supports
multiprocessor communication as does the standard 80C51 UART.
5.2 Serial Peripheral Interface
The serial peripheral interface (SPI) allows high-speed synchronous data transfer between the
AT89S8253 and peripheral devices or between multiple AT89S8253 devices. The AT89S8253
SPI features include the following:
• Full-Duplex, 3-Wire Synchronous Data Transfer
• Master or Slave Operation
• Maximum Bit Frequency = f/4 (f/2 if in x2 Clock Mode)
• LSB First or MSB First Data Transfer
• Four Programmable Bit Rates in Master Mode
• End of Transmission Interrupt Flag
• Write Collision Flag Protection
• Double-Buffered Receive
• Double-Buffered Transmit (Enhanced Mode only)
• Wakeup from Idle Mode (Slave Mode only)
The four pins in the interface are Master-In/Slave-Out (MISO), Master-Out/Slave-In (MOSI),
Shift Clock (SCK), and Slave Select (SS). The SCK pin is the clock output in master mode, but is
the clock input in slave mode. 43

In master mode, SS/P1.4 is ignored and may be used as a general-purpose input or output. In
slave mode, SS must be driven low to select an individual device as a slave. When SS is driven
high, the slave’s SPI port is deactivated and the MOSI/P1.5 pin can be used as a general-purpose
input.
APPENDIX-II
44

II. DUAL OPERATIONAL AMPLIFIERS LM358
LM358 is consists of four independent, high gain, internally frequency compensated operational
amplifiers which were designed specifically to operate from a single power supply over a wide
range of voltage.
Operation from split power supplies is also possible and the low power supply current drain is
independent of the magnitude of the power supply voltage.
Application areas include transducer amplifier, DC gain blocks and all the conventional OP amp
circuits which now can be easily implemented in single power supply systems.
FEATURES
Internally frequency compensated for unity gain
Large DC voltage gain: 100dB
Wide power supply range: 3V~32V (or±1.5V~16V)
Input common-mode voltage range includes ground
Large output voltage swing: 0V DC to VCC-1.5V DC
Power drain suitable for battery operation.
45

Figure: II.1
46

Figure: II.2
47

Figure: II.3
48

APPENDIX III
III. L293D Motor Driver
There are many ways to strengthen (”buffer”) a signal so it’s strong enough to drive a large load
like a motor. Transistors H bridges circuit, buffer chips, and dedicated motor driving chips are all
suitable candidates, with their own benefits and limitations.
For our ‘Secret’ motor driver, we wanted something that would take standard TTL (well, CMOS
too) inputs and make a standard servo our slave. You see standard servos use a “Pulse Width
Modulated” (“PWM”) signals to tell a servo where to rotate to. PWM works by sending a rapid
train of high/low signals to the servo’s regular driver brains, and depending on how different the
high signal is from the low signal, the servo moves to the according position. PWM is great if
you don’t want to rotate much more than 180°, which is fine for actuators, but not for driving
wheels.
With our ‘Secret’ motor driver and a bit of servo hacking, we’re going to lobotomize and turn a
standard servo into something more useful - a small, compact, powerful gear motor! It’ll be
something you can use very simple input signals to control it’s rotation. We’ll even throw in a
5V regulator hack if you want to clamp the voltage right at the servo. Or, modify it for use on a
breadboard, which will make good use of the driver’s indicator LEDs to show direction of
rotation.
Construction
Step 1: Installing the IC
The L293D is a 16-pin chip with a little notch cut out of the front of it (that last bit is mfor you
non-experts). Orient the chip so its notch matches the notch in the shape of the chip on the PCB.
Carefully drop the chip into the gold-plated pads, and solder it into place from the other side.
49

Step 2: The 1k Resistor
The 1k resistor (brown / black / red / gold) is inserted in about the only position it can fit into -
position ‘R1’. Snug it up close to the circuit board, bend the leads over, and solder it into place
from the other side.
When done, clip off the excess leads.
Step 3: LED Installation
This is one of the really cool things about the ‘secret’ driver board – the LED indicators. You
have the option to mount them upside-UP or upside-down. We recommend upside-down, so you
can easily see them from either side.
The tiny LEDs in your kit have a lense that can be poked into the hole of the PCB which can
easily been seen if you use the driver board on a breadboard, or in a transparent servo case (like
the Solarbotics GM4 motor). Don’t worry - you’ll still see the LED light up from the other side
too.
Step 4: Wiring & Installation
Your kit comes with a set of five (5, for those who can’t read “five”) conductor ribbon cable.
You’ll have to split the ends apart, and strip off about 1.5mm (1/16”) from each end. Try to
arrange your ribbon cable like the one below, as splaying them apart will make it easier to solder
each end to the driver board. For easier soldering, pre-tin the ends of each wire.
Starting with the red wire on the side nearest the pad marked ‘ ’, start soldering them into place,
one per pad. We’ll be using the wire colours for different functions.
Step 5: Closing it up
Be careful to fold over a few of the edge ribbon wires, as it’ll be too wide to fit the slot that
originally fit three. Or hey - be a rebel and use a knife (or other favourite tool of destruction) and
widen the slot so all five wires lay flat 5V IC Logic
Although the SGS Thompson L293D can take logic motor voltage of up to 36 volts, we don’t
recommend running both beyond 12 volts.
The Vcc line really only needs 5 volts to run the “brains” of the chip.
Beyond that, you start consuming the valuable power-handling ability of the chip for just
powering the IC’s brains. By clamping it down to 5 volts, you’re leaving more wattage capability
for actually driving motors.
50

Fortunately, we’ve designed the ‘secret’ motor driver to take a very inexpensive, standard TO92
package-style (transistor-looking) 78L05 5 volt regulator (not included in the kit).
Servo Rotation Fix
If you’re planning to use the ‘secret’ motor driver in a standard servo, you will most likely have
to perform a servo continuous-rotation hack.
Here, we’re modifying the very common Futaba S3003 / Tower Hobbies TS-53. Most servos can
be similarly modified, but there are a few that really aren’t well suited to this modification.
Search the Internet for “servo rotation hack” (or similar) for which work best.
SGS Thompson Datasheet Characteristics
Logic / Motor supply maximum voltage . . . . . . . . . . . . . . . . . . . . . . . . 4.5V to 36V
Input & enable line voltage range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7V
Peak output current (non repetitive), t <=100μS (per 2 channels) . . . . . . . . ±2.4A
Continuous output current (per 2 channels) . . . . . . . . . . . . . . . . . . . . . . . . . 1.2A
Total continuous heat dissipation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4W
Maximum switching frequency (i.e., PWM applications). . . . . . . . . . . . . . . . . . . 5kHz
51

APPENDIX IV
IV. 2 x16 Parallel LCD (#603-00006)
General Information
The 2 X16 Parallel LCD is an 8 bit or 4 bit parallel interfaced LCD.
This unit allows the user to display text, numerical data and custom created characters.
The LCD uses the HD44780 series LCD driver from Hitachi, or equivalent controller. The LCD
is connected to a female 14-pin connector for easy interface with the BS2p24/40 Demo Board
(#45187) and the Professional Development Board (#28138).
Though the device has the ribbon cable and 14-pin connector it may also be hooked up manually
using the diagram on the next page.
Technical Specifications
Cable length: 6” (152 mm)
Power requirements: 5.0 +VDC
Figure: IV.1
52

LCD Control from a BASIC Stamp
Parallax (www.parallax.com) publishes many circuits and examples to control LCDs. Most of
these examples are available for download from our web site. These examples are featured in
Stamp Works, the Nuts and Volts of BASIC Stamps books, the free LCD Character Creator
Software, and the BS2p Plus Pack. Example codes are listed below for the BASIC Stamp 1 and 2
modules.
Figure: IV.2
53

To interface to the LCD in a 4-bit mode you will need to set up the LCD in the following
manner.
Figure: IV.3
54

REFERENCES
1. Op-amps and linear integrated circuits- Ramakant A. Gayakwad
2. Microcontroller
3. www.wikipedia.com
4. www.google.com
55