-
7/31/2019 Production technology Ch20
1/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-1
CHAPTER 20
Fundamentals of Cutting
-
7/31/2019 Production technology Ch20
2/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-2
Fundamentals of CuttingFigure 20.1 Examples of
cuttingprocesses.
Figure 20.2 Basicprinciple of the turning
operations.
Figure 20.3 Schematic illustration of a two-dimensional cutting
process, also calledorthogonal cutting. Note that the tool shape
andits angles, depth of cut, to, and the cutting speed, V,
are all independent variables.
-
7/31/2019 Production technology Ch20
3/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-3
Factors Influencing Cutting Processes
TABLE 20.1
Parameter Influence and interrelationship
Cutting speed, depth of cut,
feed, cutting fluids
Forces, power, temperature rise, tool life, type of chip,
surface finish.
Tool angles As above; influence on chip flow direction;
resistance to tool chipping.
Continuous chip Good surface finish; steady cutting forces;
undesirable in automated
machinery.
Built-up edge chip Poor surface finish; thin stable edge can
protect tool surfaces.
Discontinuous chip Desirable for ease of chip disposal;
fluctuating cutting forces; can affect
surface finish and cause vibration and chatter.
Temperature rise Influences tool life, particularly crater wear,
and dimensional accuracy of
workpiece; may cause thermal damage to workpiece surface.
Tool wear Influences surface finish, dimensional accuracy,
temperature rise, forces and
power.
Machinability Related to tool life, surface finish, forces and
power.
-
7/31/2019 Production technology Ch20
4/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-4
Mechanics of Chip Formation
Figure 20.4 (a) Schematic illustration of the basic mechanism of
chip formationin metal cutting. (b) Velocity diagram in the cutting
zone. See also Section20.5.3. Source: M. E. Merchant.
-
7/31/2019 Production technology Ch20
5/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-5
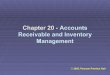
Chips and Their Photomicrographs
Figure 20.5 Basic typesof chips and
theirphotomicrographsproduced in metalcutting: (a) continuous
chip with narrow,straight primary shearzone; (b) secondaryshear
zone at the chip-tool interface; (c)continuous chip withlarge
primary shear
zone; (d) continuouschip with built-up edge;(e) segmented
ornonhomogeneous chipand (f) discontinuouschip. Source: After M.C.
Shaw, P. K. Wright,and S. Kalpakjian.
(f)
(b)(a) (c)
(d) (e)
-
7/31/2019 Production technology Ch20
6/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-6
Built-Up Edge Chips
(b)
(c)
(a)
Figure 20.6 (a) Hardness distribution in the cutting zone for
3115 steel. Note that some regions in the built-upedge are as much
as three times harder than the bulk metal. (b) Surface finish in
turning 5130 steel with abuilt-up edge. (c) surface finish on 1018
steel in face milling. Magnifications: 15X. Source: Courtesy
ofMetcut Research Associates, Inc.
-
7/31/2019 Production technology Ch20
7/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-7
Chip BreakersFigure 20.7 (a) Schematicillustration of the action
of a chipbreaker. Note that the chipbreaker decreases the radius
ofcurvature of the chip. (b) Chipbreaker clamped on the rake faceof
a cutting tool. (c) Grooves incutting tools acting as chipbreakers;
see also Fig. 21.2.
-
7/31/2019 Production technology Ch20
8/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-8
Examples of Chips Produced in Turning
Figure 20.8 Various chips produced in turning: (a) tightly
curled chip; (b) chip hits workpiece andbreaks; (c) continuous chip
moving away from workpiece; and (d) chip hits tool shank and breaks
off.
Source: G. Boothroyd,Fundamentals of Metal Machining and Machine
Tools. Copyright 1975;McGraw-Hill Publishing Company. Used with
permission.
-
7/31/2019 Production technology Ch20
9/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-9
Cutting With an Oblique Tool
Figure 20.9 (a) Schematic illustration of cutting with an
oblique tool. (b) Top view showing theinclination angle, i. (c)
Types of chips produced with different inclination.
-
7/31/2019 Production technology Ch20
10/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-10
Right-Hand Cutting Tool
Figure 20.10 (a) Schematic illustration of a right-hand cutting
tool. Although thesetools have traditionally been produced from
solid tool-steel bars, they have beenlargely replaced by carbide or
other inserts of various shapes and sizes, as shown in(b). The
various angles on these tools and their effects on machining are
described in
Section 22.3.1.
-
7/31/2019 Production technology Ch20
11/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-11
Forces in Two-Dimensional Cutting
Figure 20.11 Forces acting on acutting tool in
two-dimensional
cutting. Note that the resultantforce,R, must be colinear
tobalance the forces.
-
7/31/2019 Production technology Ch20
12/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-12
Approximate Energy Requirements in CuttingOperations
TABLE 20.2 Approximate Energy Requirements in
Cutting Operations (at drive motor,
corrected for 80% efficiency; multiply by1.25 for dull
tools).
Specific energy
Material W-s/mm3
hp-min/in.3
Aluminum alloys
Cast ironsCopper alloys
High-temperature alloys
Magnesium alloys
Nickel alloys
Refractory alloysStainless steels
Steels
Titanium alloys
0.41.1
1.65.51.43.3
3.38.5
0.40.6
4.96.8
3.89.63.05.2
2.79.3
3.04.1
0.150.4
0.62.00.51.2
1.23.1
0.150.2
1.82.5
1.13.51.11.9
1.03.4
1.11.5
-
7/31/2019 Production technology Ch20
13/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-13
Temperature Distribution and Heat Generated
Figure 20.12 Typical temperature distribution thecutting zone.
Note the steep temperature gradientswithin the tool and the chip.
Source: G. Vieregge.
Figure 20.14 Percentage of the heat generated in cuttinggoing
into the workpiece, tool, and chip, as a function ofcutting speed.
Note that the chip carries away most ofthe heat.
-
7/31/2019 Production technology Ch20
14/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-14
Temperature Distributions
Figure 20.13 Temperatures developed n turning 52100 steel: (a)
flank temperaturedistribution; and (b) tool-chip interface
temperature distribution. Source: B. T. Chao and K.J. Trigger.
-
7/31/2019 Production technology Ch20
15/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-15
Flank and Crater Wear
(e)(d)
(a) (b) (c)Figure 20.15 (a)Flank and crater wearin a cutting
tool.Tool moves to theleft. (b) View of therake face of a
turningtool, showing noseradiusR and craterwear pattern on therake
face of the tool.(c) View of the flank
face of a turning tool,showing the averageflank wear land VBand
the depth-of-cutline (wear notch).See also Fig. 20.18.(d) Crater
and (e)
flank wear on acarbide tool. Source:J.C. Keefe,
LehighUniversity.
-
7/31/2019 Production technology Ch20
16/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-16
Tool LifeFigure 20.16 Effect of workpiece microstructure and
hardness on tool life inturning ductile cast iron. Note the rapid
decrease in tool life as the cuttingspeed increases. Tool materials
have been developed that resist hightemperatures such as carbides,
ceramics, and cubic boron nitride, asdescribed in Chapter 21.
Figure 20.17 Tool-life curves for a variety ofcutting-tool
materials. The negative inverseof the slope of these curves is the
exponent nin the Taylor tool-life equations and Cis thecutting
speed at T= 1 min.
-
7/31/2019 Production technology Ch20
17/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-17
Tool Wear
TABLE 20.3 Range ofn Values for Eq.
(20.20) for Various Tool
Materials
High-speed steels
Cast alloys
Carbides
Ceramics
0.080.2
0.10.15
0.20.5
0.50.7
TABLE 20.4 Allowable Average Wear Land (VB)
for Cutting Tools in Various Operations
Allowable wear land (mm)
Operation High-speed Steels Carbides
Turning
Face millingEnd milling
Drilling
Reaming
1.5
1.50.3
0.4
0.15
0.4
0.40.3
0.4
0.15
Note: 1 mm = 0.040 in.
-
7/31/2019 Production technology Ch20
18/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-18
Examples of Wear and Tool Failures
Figure 20.18 (a) Schematic illustrations oftypes of wear
observed on various types ofcutting tools. (b) Schematic
illustrations ofcatastrophic tool failures. A study of thetypes and
mechanisms of tool wear and
failure is essential to the development ofbetter tool
materials.
-
7/31/2019 Production technology Ch20
19/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-19
Crater WearFigure 20.19 Relationship between crater-wear rate
and average tool-chip interfacetemperature: (a) High-speed steel;
(b) C-1carbide; and (c) C-5 carbide. Note how rapidly
crater-wear rate increases as the temperatureincreases. Source:
B. T. Chao and K. J.Trigger.
Figure 20.20 Cutting tool (right) and chip (left)interface in
cutting plain-carbon steel. Thediscoloration of the tool indicates
the presence ofhigh temperatures. Compare this figure with
Fig.20.12. Source: P. K. Wright.
-
7/31/2019 Production technology Ch20
20/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-20
Surfaces Produced by Cutting
Figure 20.21 Surfaces produced on steel by cutting, as observed
with a scanning electronmicroscope: (a) turned surface and (b)
surface produced by shaping. Source: J. T. Black and S.
Ramalingam.
(b)(a)
-
7/31/2019 Production technology Ch20
21/21
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 20-21
Dull Tool in Orthogonal Cutting and Feed Marks
Figure 20.22 Schematic illustration of a dull tool inorthogonal
cutting (exaggerated). Note that at smalldepths of cut, the
positive rake angle can effectively
become negative, and the tool may simply ride overand burnish
the workpiece surface.
Figure 20.23 Schematic illustration of feed marks inturning
(highly exaggerated). See also Fig. 20.2.