Embed Size (px)
Citation preview
1
Process Safety Principles Will Help Manage Risks at Your Facilities
Presentation by: Jerry L. Jones, PE, CSP, CHMMChemical Engineering Consultant
Menlo Park, CA [email protected]
Presented at:
Pacific Industrial and Business Association (PIBA)
8th Annual Regulatory Conference
Hosted by Life Technologies in Foster City, CA
Thursday January 19, 2012
2
Abstract
Various regulations related to process safety management (PSM), risk management plans (RMP), the California Accidental Release Prevention Program (CalARP), and the general duty clause of the Clean Air Act may apply to your facility depending on the types of activities and quantities of specific hazardous materials utilized. The key aspects of the different regulations and the types of activities and threshold levels of specific chemical use that trigger compliance actions will be described.
Even if these regulations do NOT apply, it is prudent for certain chemical users to implement key aspects of these regulations in order to appropriately manage risks to people, the environment, physical assets, and an organization’s reputation.
3
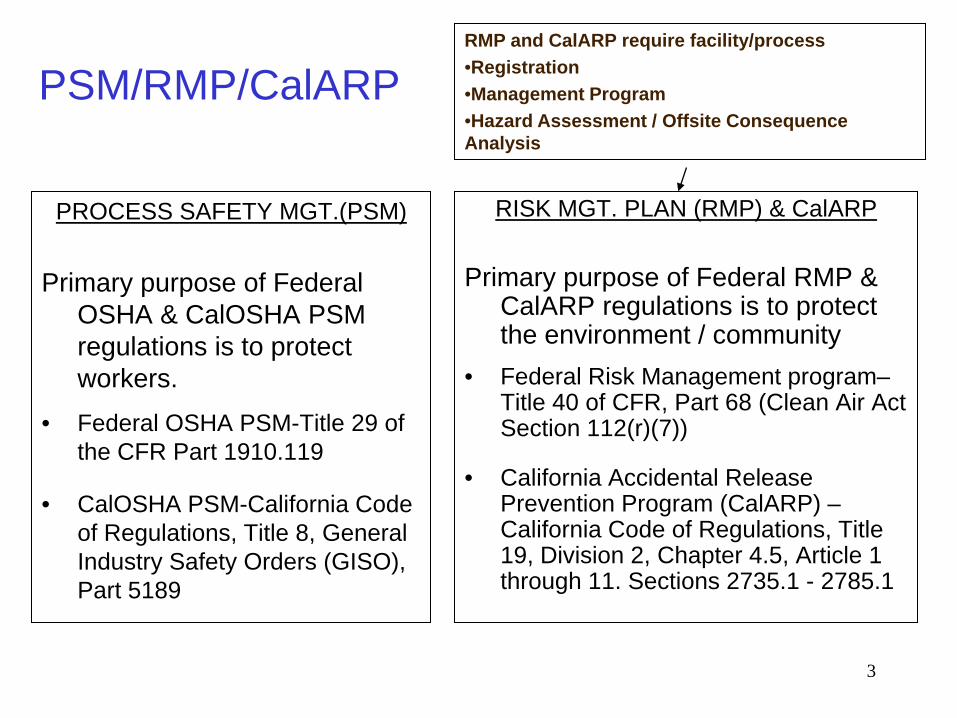
PROCESS SAFETY MGT.(PSM)
Primary purpose of Federal OSHA & CalOSHA PSM regulations is to protect workers.
• Federal OSHA PSM-Title 29 of the CFR Part 1910.119
• CalOSHA PSM-California Code of Regulations, Title 8, General Industry Safety Orders (GISO), Part 5189
RISK MGT. PLAN (RMP) & CalARP
Primary purpose of Federal RMP & CalARP regulations is to protect the environment / community
• Federal Risk Management program–Title 40 of CFR, Part 68 (Clean Air Act Section 112(r)(7))
• California Accidental Release Prevention Program (CalARP) –California Code of Regulations, Title 19, Division 2, Chapter 4.5, Article 1 through 11. Sections 2735.1 - 2785.1
RMP and CalARP require facility/process •Registration•Management Program•Hazard Assessment / Offsite Consequence Analysis
PSM/RMP/CalARP
4
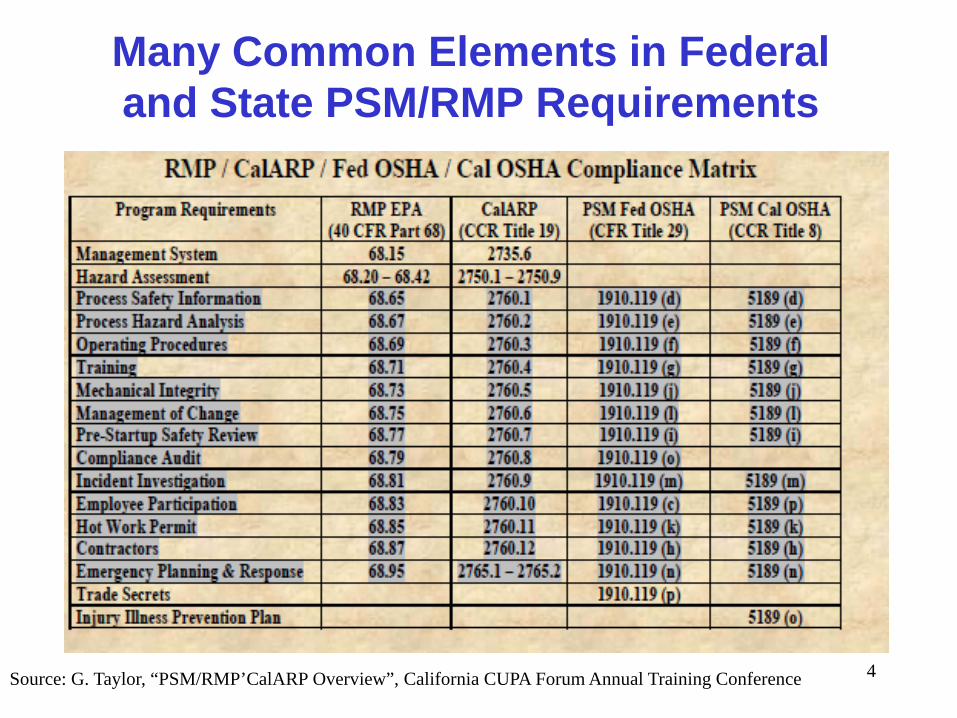
Many Common Elements in Federal and State PSM/RMP Requirements
Source: G. Taylor, “PSM/RMP’CalARP Overview”, California CUPA Forum Annual Training Conference
5
IIPP Linked to PSM/RMP Requirements: A California employer covered by RMP and PSM
requirements must include applicable part(s) of those programs under its Illness Prevention Program (IIPP
requirements cited in CCR Title 8 Section 3203)
Required Elements in an IIPP in California1. Assigning Responsibility/Authority for IIPP2. Ensuring Workers Comply with Safe Work Practices3. Comunicating about Safety and Health4. Training Individuals to Work Safely5. Identifying Workplace Health and Safety Hazards6. Eliminating Hazards and Correcting Deficiencies 7. Reportng and Investigating Health and Safety Incidents 8. Documenting and Keeping Records (for all elements)
6
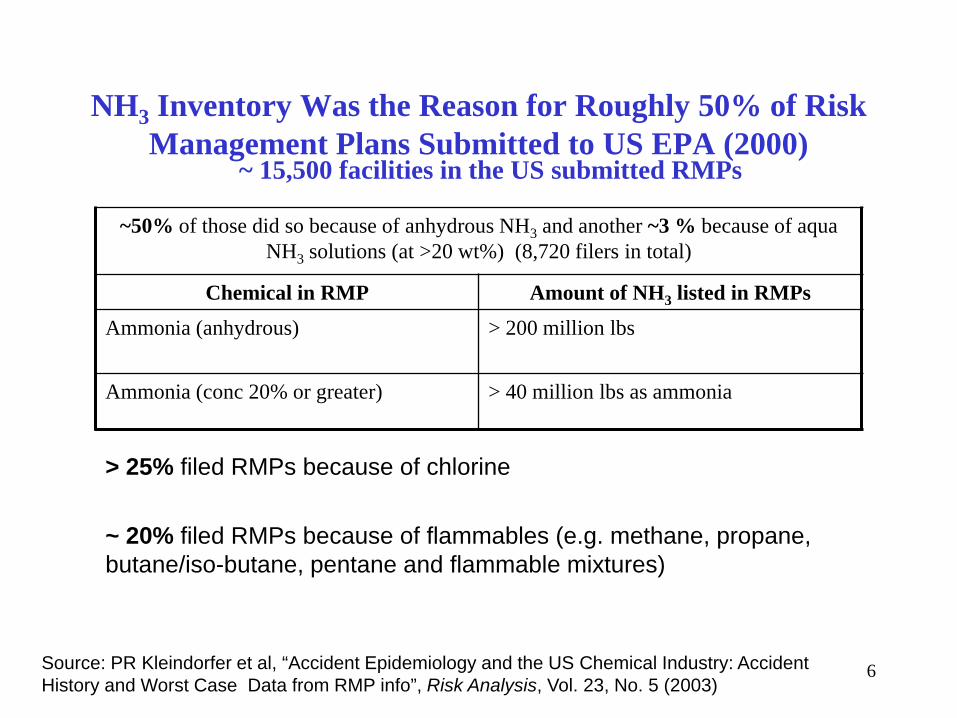
NH3 Inventory Was the Reason for Roughly 50% of Risk Management Plans Submitted to US EPA (2000)
~ 15,500 facilities in the US submitted RMPs
Source: PR Kleindorfer et al, “Accident Epidemiology and the US Chemical Industry: Accident History and Worst Case Data from RMP info”, Risk Analysis, Vol. 23, No. 5 (2003)
~50% of those did so because of anhydrous NH3 and another ~3 % because of aqua NH3 solutions (at >20 wt%) (8,720 filers in total)
Chemical in RMP Amount of NH3 listed in RMPsAmmonia (anhydrous) > 200 million lbs
Ammonia (conc 20% or greater) > 40 million lbs as ammonia
> 25% filed RMPs because of chlorine
~ 20% filed RMPs because of flammables (e.g. methane, propane, butane/iso-butane, pentane and flammable mixtures)
7
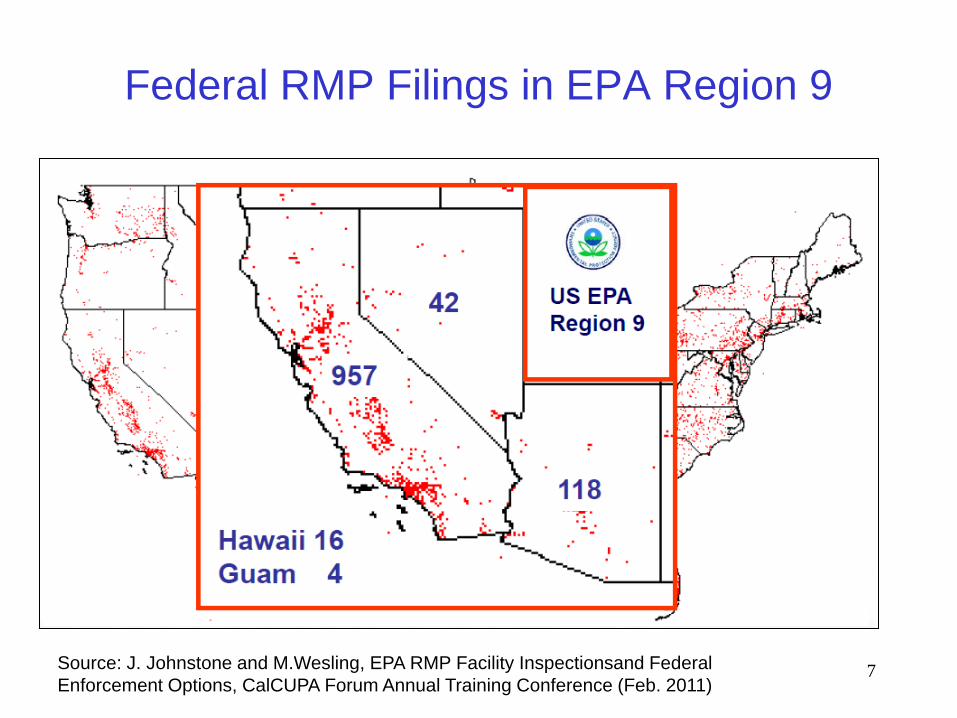
Federal RMP Filings in EPA Region 9
Source: J. Johnstone and M.Wesling, EPA RMP Facility Inspectionsand Federal Enforcement Options, CalCUPA Forum Annual Training Conference (Feb. 2011)
8
Examples of Types of Facilities That May Be Regulated Under Federal RMP
and CalARP•Chemical manufacturers and wholesalers •Ammonia refrigeration facilities •Food processors •Petroleum production and refining facilities •Primary and secondary metal manufacturers, including plating facilities •Pulp and paper mills •Agricultural wholesalers and retailers •Fuel storage and distribution facilities •Electric generating utilities, i.e. power plants •Water and wastewater treatment facilities •Community swimming pools
9
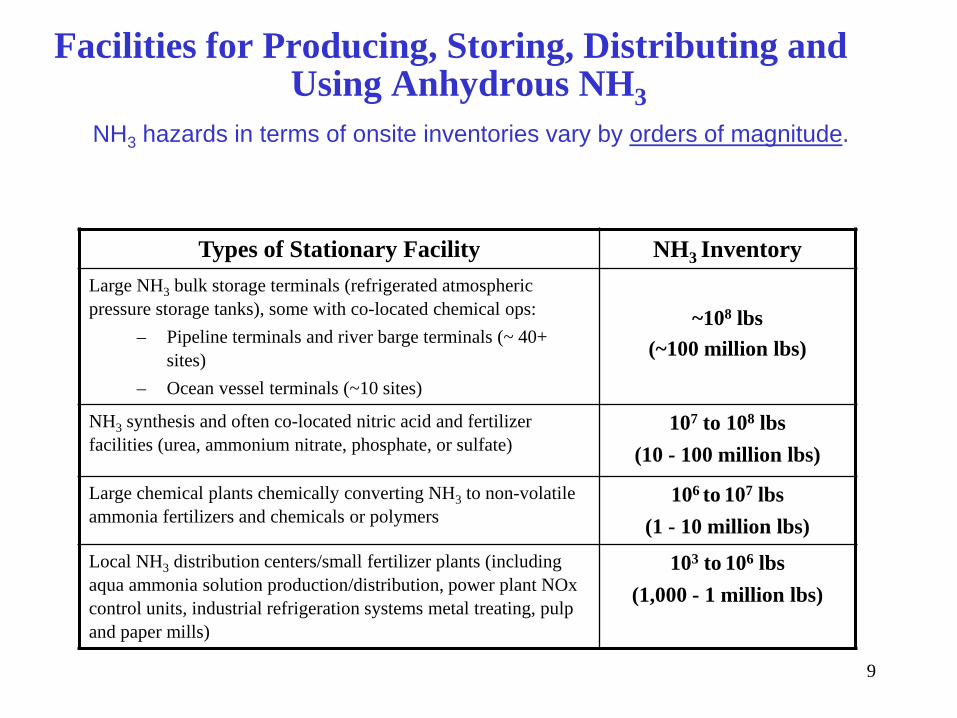
Facilities for Producing, Storing, Distributing and Using Anhydrous NH3
Types of Stationary Facility NH3 InventoryLarge NH3 bulk storage terminals (refrigerated atmospheric pressure storage tanks), some with co-located chemical ops:
– Pipeline terminals and river barge terminals (~ 40+ sites)
– Ocean vessel terminals (~10 sites)
~108 lbs(~100 million lbs)
NH3 synthesis and often co-located nitric acid and fertilizer facilities (urea, ammonium nitrate, phosphate, or sulfate)
107 to 108 lbs(10 - 100 million lbs)
Large chemical plants chemically converting NH3 to non-volatile ammonia fertilizers and chemicals or polymers
106 to 107 lbs(1 - 10 million lbs)
Local NH3 distribution centers/small fertilizer plants (including aqua ammonia solution production/distribution, power plant NOx control units, industrial refrigeration systems metal treating, pulp and paper mills)
103 to 106 lbs(1,000 - 1 million lbs)
NH3 hazards in terms of onsite inventories vary by orders of magnitude.
10
Bulk deliveries of anhydrous NH3 into the Port of Stockton may equal or exceed 10,000 mt* or 22 million lbs per delivery.
227,914 mt of anhydrous NH3 were delivered at the port (> 500 million lbs) in 2008. **
* http://www.coastal.ca.gov/energy/lng/comments-lng-lb-12-2005.pdf
** http://www.portofstockton.com/Annual%20Reports/POSAnRep2008.pdf
Quantities of Anhydrous NH3 Delivered to the Port of Stockton
(Calamco Facility)
Port of Stockton Photo by Phil DiMarino, ColorNet, Inc.
11
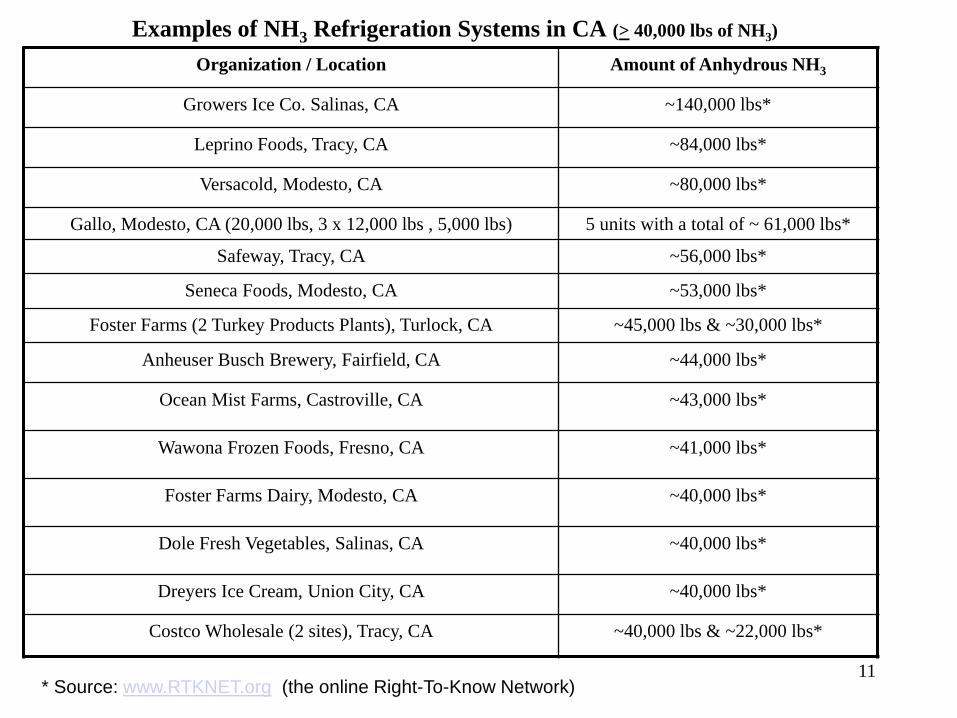
Examples of NH3 Refrigeration Systems in CA (> 40,000 lbs of NH3)
Organization / Location Amount of Anhydrous NH3
Growers Ice Co. Salinas, CA ~140,000 lbs*
Leprino Foods, Tracy, CA ~84,000 lbs*
Versacold, Modesto, CA ~80,000 lbs*
Gallo, Modesto, CA (20,000 lbs, 3 x 12,000 lbs , 5,000 lbs) 5 units with a total of ~ 61,000 lbs*
Safeway, Tracy, CA ~56,000 lbs*
Seneca Foods, Modesto, CA ~53,000 lbs*
Foster Farms (2 Turkey Products Plants), Turlock, CA ~45,000 lbs & ~30,000 lbs*
Anheuser Busch Brewery, Fairfield, CA ~44,000 lbs*
Ocean Mist Farms, Castroville, CA ~43,000 lbs*
Wawona Frozen Foods, Fresno, CA ~41,000 lbs*
Foster Farms Dairy, Modesto, CA ~40,000 lbs*
Dole Fresh Vegetables, Salinas, CA ~40,000 lbs*
Dreyers Ice Cream, Union City, CA ~40,000 lbs*
Costco Wholesale (2 sites), Tracy, CA ~40,000 lbs & ~22,000 lbs*
* Source: www.RTKNET.org (the online Right-To-Know Network)
12
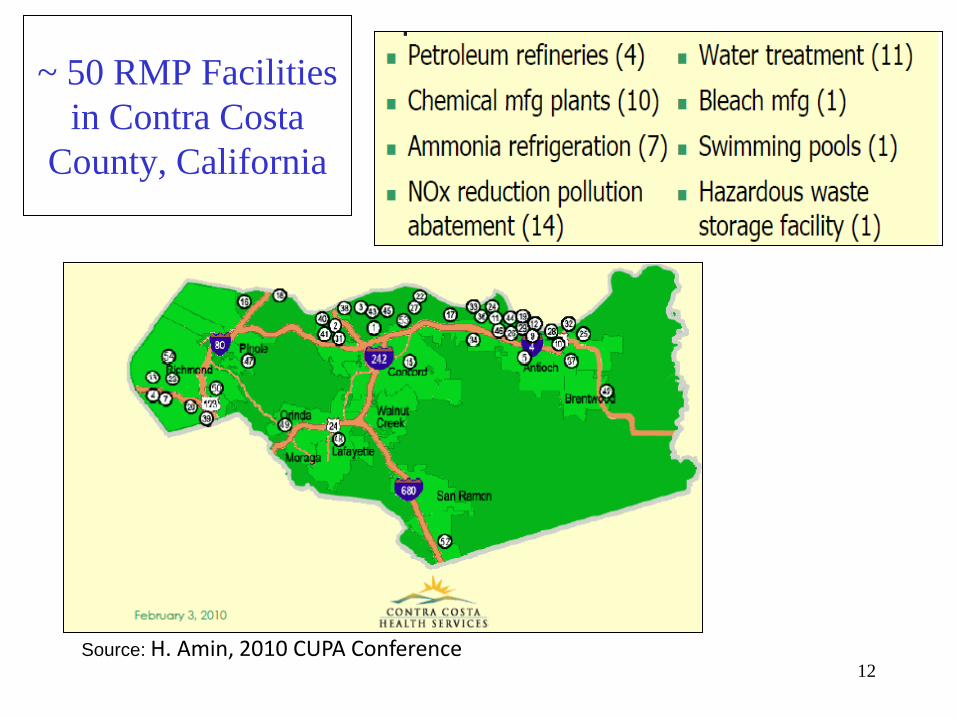
~ 50 RMP Facilities in Contra Costa
County, California
Source: H. Amin, 2010 CUPA Conference
13
California Accidental Release Prevention Program (CalARP)
The CalARP Program is the state version of the federal “Risk Management Program” established in regulations by the US EPA under provisions of the 1990 Clean Air Act Amendments, but has additional requirements specific to California.
A facility that handles, manufactures, uses, or stores any of the listed chemicals (regulated substances in Tables 1, 2 and 3) in a process, above the threshold quantities listed, may be subject to the CalARP Program requirements. Table 3 is unique to the CalARP Program, and facilities captured in the program only because of Table 3 listings are not required to comply with the the Federal Program but all of the federal requirements are incorporated into the “state” program and MAY be required.
14
What is in a Risk Management Plan?
An RMP summarizes a facility’s use and inventory of a regulated chemical and describes its accidental release prevention program implementation activities. Each facility with one or more covered processes, must prepare and submit a single RMP that includes all covered processes and describes the controls to prevent accidental releases, the potential consequences, and measures for emergency response to mitigate consequences should they occur.
(Note: If an RMP is required by the Federal Program, the Federal RMP may not be sufficient to meet California requirements and may need to be expanded.)
15
Listings of Regulated Chemicals for PSM/RMP/CalARP
• Table 1 - Federal list of toxics (77)
• Table 2 - Federal list of flammables (63)
• Table 3 - state-specific list of toxics (275) (71 of the listed toxics are also on Federal Table 1 but threshold amounts may vary)
If onsite process has in excess of threshold quantities of any chemical on Table 1 or Table 2 then process subject to Federal PSM & RMP AND CalARP
If onsite process has in excess of threshold quantities of any chemical on Table 3 then process subject to CalARP review by local Administrating Agency (typically the county CUPA)
16
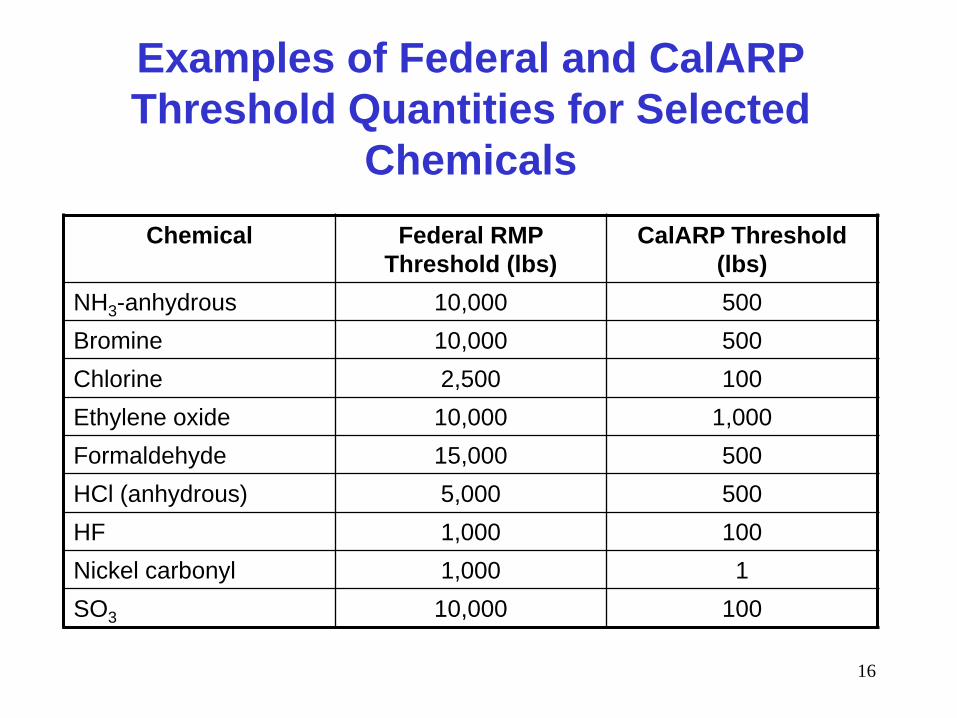
Examples of Federal and CalARP Threshold Quantities for Selected
ChemicalsChemical Federal RMP
Threshold (lbs)CalARP Threshold
(lbs)NH3-anhydrous 10,000 500Bromine 10,000 500Chlorine 2,500 100Ethylene oxide 10,000 1,000Formaldehyde 15,000 500HCl (anhydrous) 5,000 500HF 1,000 100Nickel carbonyl 1,000 1SO3 10,000 100
17
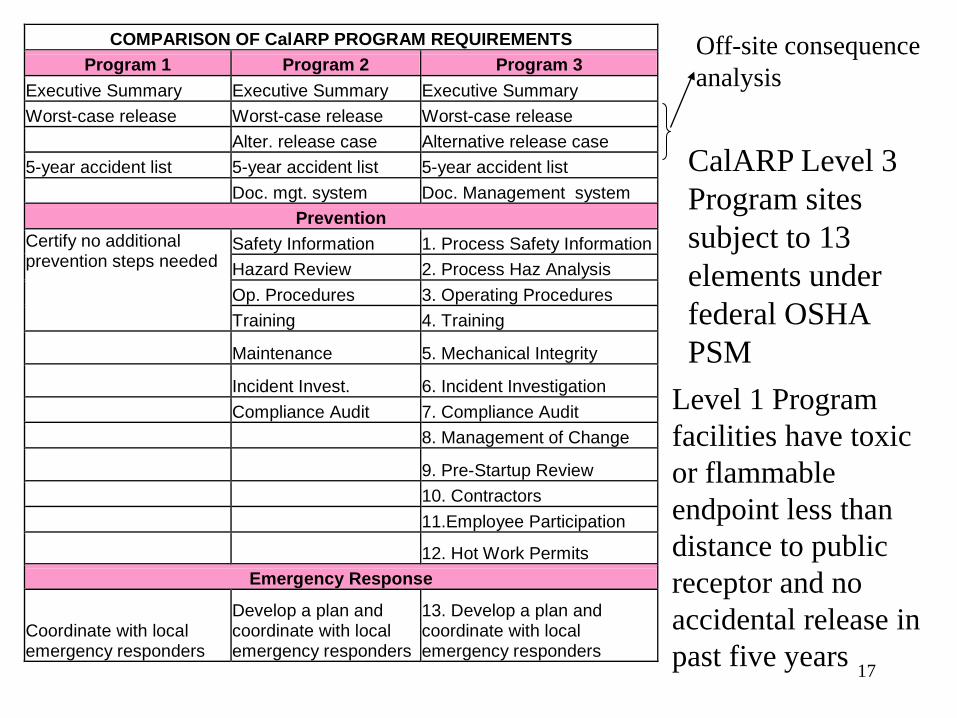
COMPARISON OF CalARP PROGRAM REQUIREMENTS Program 1 Program 2 Program 3
Executive Summary Executive Summary Executive Summary Worst-case release Worst-case release Worst-case release Alter. release case Alternative release case 5-year accident list 5-year accident list 5-year accident list Doc. mgt. system Doc. Management system
Prevention Safety Information 1. Process Safety Information Hazard Review 2. Process Haz Analysis Op. Procedures 3. Operating Procedures
Certify no additional prevention steps needed
Training 4. Training
Maintenance 5. Mechanical Integrity
Incident Invest. 6. Incident Investigation Compliance Audit 7. Compliance Audit 8. Management of Change
9. Pre-Startup Review 10. Contractors 11.Employee Participation
12. Hot Work Permits Emergency Response
Coordinate with local emergency responders
Develop a plan and coordinate with local emergency responders
13. Develop a plan and coordinate with local emergency responders
CalARP Level 3 Program sites subject to 13 elements under federal OSHA PSM
Level 1 Program facilities have toxic or flammable endpoint less than distance to public receptor and no accidental release in past five years
Off-site consequence analysis
18
One County’s CalARP Covered Facilities by Program Level
• In 2010 California’s Stanislaus County had 59 Stationary Sources under CalARP. – 33 were Program Level 3,
– 25 were Program Level 2, and
– 1 was Program Level 1
• 80% of the stationary sources under CalARP in the county had ammonia refrigeration systems, or stored ammonia onsite.
Source: CalCUPA Forum Annual Training Conference in 2010
19
If My Site Is Not Regulated under PSM, RMP and/or CalARP, Are the
Requirements Still Prudent Practices for Risk Management? YES
• Site risks may be substantial even if uses of regulated chemicals are under the regulatory threshold values.
• Many acutely hazardous chemicals are not listed (regulated) under PSM/RMP/CalARP regulations.
• PSM, RMP and CalARP requirements for prevention are aligned with industry “best practices” to which a site may be expected to meet in the “court of public opinion” and/or under regulations such as the General Duty Clause of the Clean Air Act.
20
EPA Enforcement of General Duty Clause(GDC) of the Clean Air Act
• In the Clean Air Act Amendments of 1990, Congress enacted Section 112(r)(1) known as the General Duty Clause that makes owners and operators of facilities using regulated and other extremely hazardous substances* responsible for ensuring that their chemicals are managed safely.
• The GDC applies even if a RMP is not required.
• Penalties of up to $37,500 per day for each violation of the GDC.
* Chemicals listed in 40 CFR 68, or any other chemicals which may be considered extremely hazardous.
21
Why go beyond regulatory compliance?
“The real challenge is to get companies focused on tomorrow’s law rather than today’s. That is the standard to which we are ultimately accountable.”
Source: W. T. Stephens (1993) (former CEO of Manville Corporation)
In many situations regulations or agency adopted codes may not now address, or only partially address, key risk exposures (e.g.
physical hazards, acute or chronic effects from certain chemicals, seismic hazards, etc).
Safety is the management of risk to an acceptable level
2. We will be judged on standards of the future as well as today’s.
1. Unacceptable residual risks may remain when in full compliance.
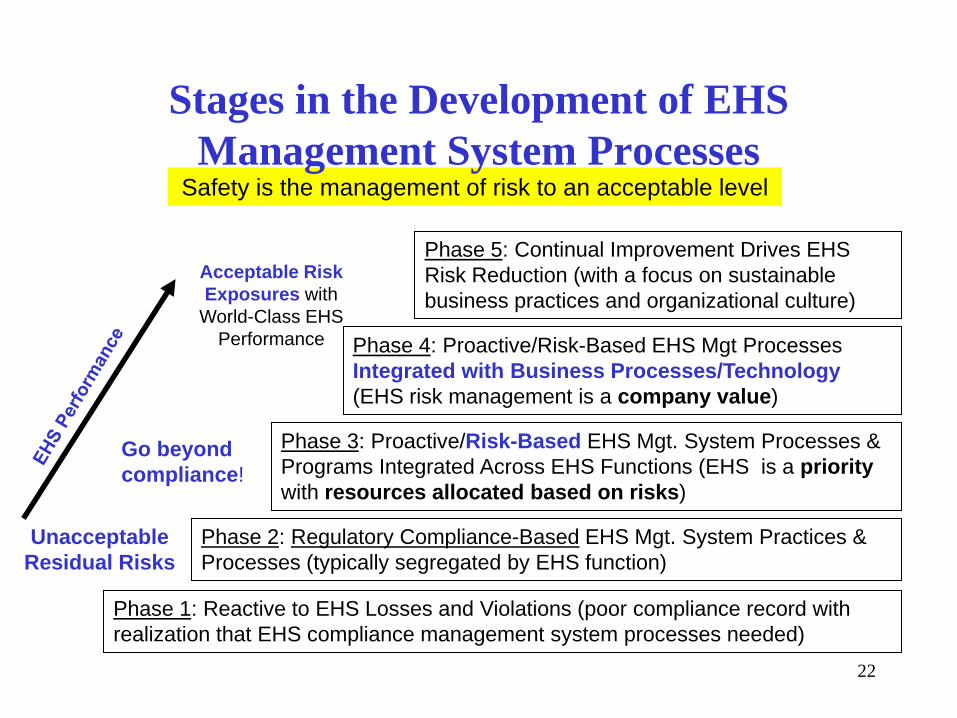
22
Phase 1: Reactive to EHS Losses and Violations (poor compliance record with realization that EHS compliance management system processes needed)
Phase 2: Regulatory Compliance-Based EHS Mgt. System Practices & Processes (typically segregated by EHS function)
Phase 3: Proactive/Risk-Based EHS Mgt. System Processes & Programs Integrated Across EHS Functions (EHS is a prioritywith resources allocated based on risks)
Phase 4: Proactive/Risk-Based EHS Mgt Processes Integrated with Business Processes/Technology (EHS risk management is a company value)
Phase 5: Continual Improvement Drives EHS Risk Reduction (with a focus on sustainable business practices and organizational culture)
Acceptable Risk Exposures with
World-Class EHS Performance
Go beyond compliance!
Safety is the management of risk to an acceptable level
Stages in the Development of EHS Management System Processes
Unacceptable Residual Risks
23
In the Near Future We Will Likely SeeMore risk based practices incorporated under
industry standards/guidelines and regulations that address: – Mechanical integrity programs utilizing reliability
based inspection and maintenance practices with priorities set based on risk considerations,
– Formal “learning from events” processes with resources allocated for near-misses or close-call incident investigation based on the loss exposures they represent, and
– Formal “management of change” processes to control the introduction of unanticipated risks or negative impacts to existing risk controls
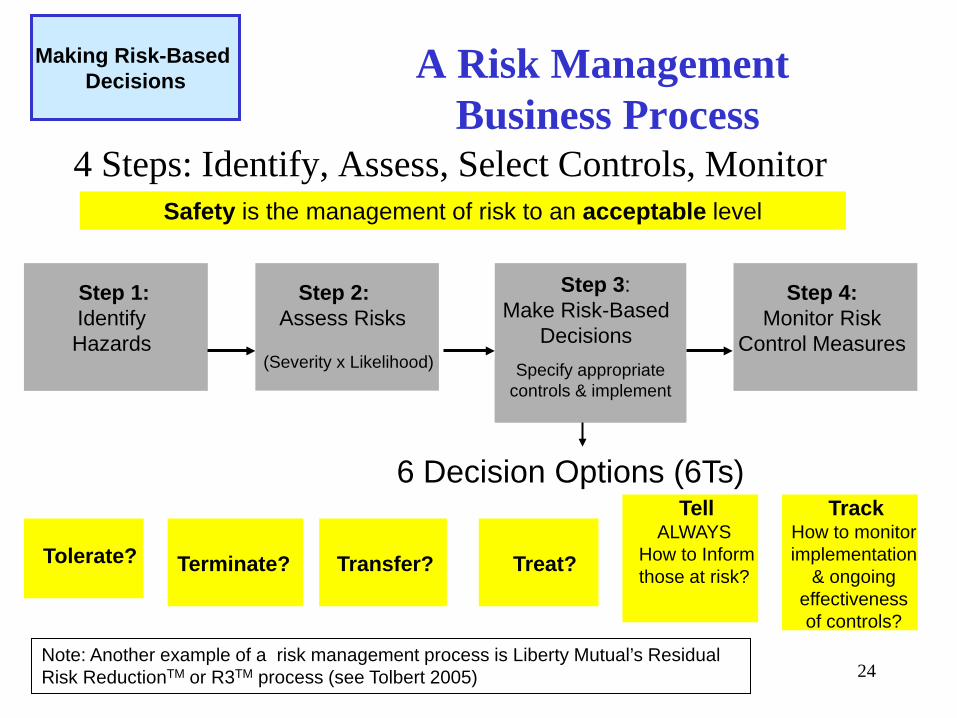
24
Step 4:Monitor Risk
Control Measures
Step 1:Identify Hazards
Step 3:Make Risk-Based
DecisionsSpecify appropriate
controls & implement
A Risk ManagementBusiness Process
4 Steps: Identify, Assess, Select Controls, Monitor
Step 2:Assess Risks
(Severity x Likelihood)
Making Risk-Based Decisions
6 Decision Options (6Ts)
Terminate? Transfer? Treat?Tolerate?
TellALWAYS
How to Inform those at risk?
Safety is the management of risk to an acceptable level
Note: Another example of a risk management process is Liberty Mutual’s Residual Risk ReductionTM or R3TM process (see Tolbert 2005)
TrackHow to monitor implementation
& ongoing effectiveness of controls?
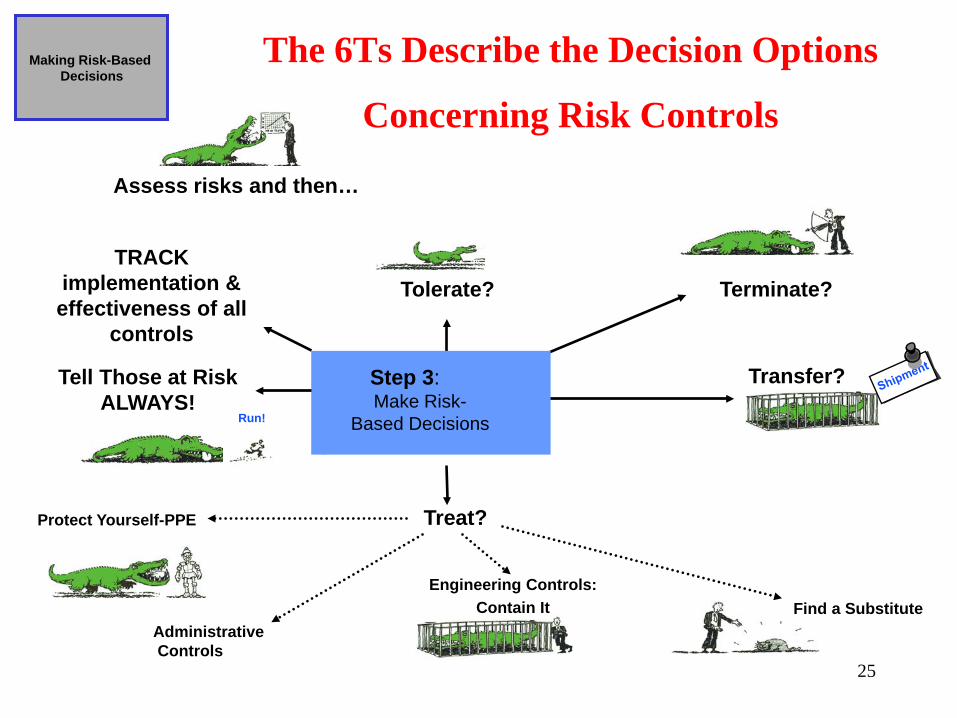
25
Protect Yourself-PPE
Terminate?Tolerate?
Transfer?
Treat?
Engineering Controls:Contain It
Tell Those at RiskALWAYS!
Find a Substitute
Run!
AdministrativeControls
Assess risks and then…
The 6Ts Describe the Decision Options
Concerning Risk Controls
Making Risk-Based Decisions
Step 3:Make Risk-
Based Decisions
TRACK implementation & effectiveness of all
controls
26
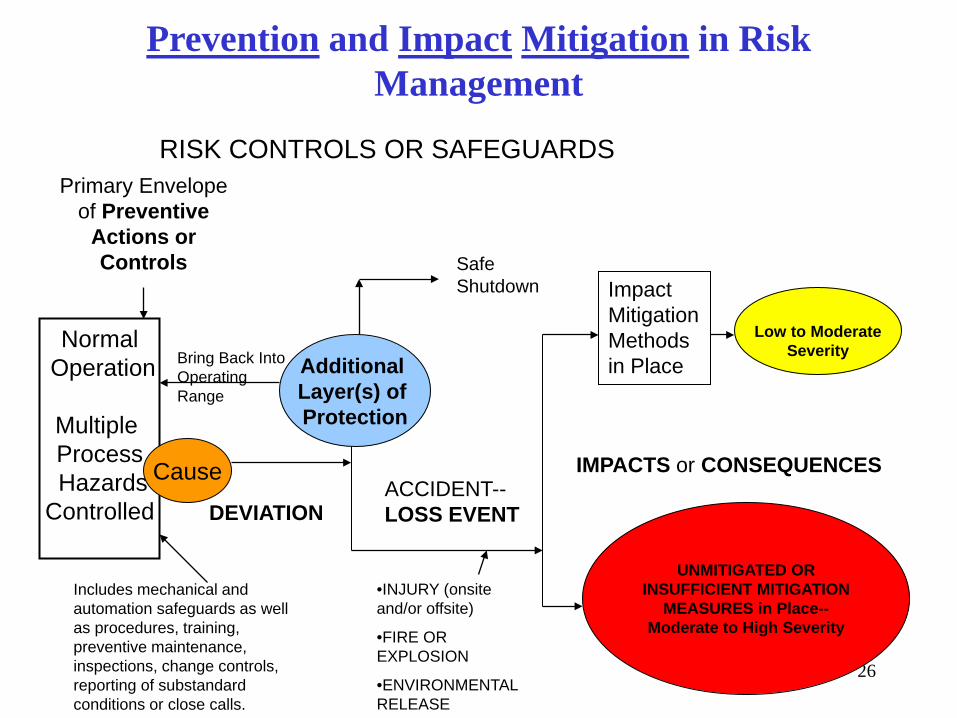
Prevention and Impact Mitigation in Risk Management
NormalOperation
Multiple ProcessHazards
Controlled
Primary Envelope of Preventive
Actions or Controls
Cause
DEVIATION
Safe Shutdown
ACCIDENT--LOSS EVENT
Additional Layer(s) of Protection
Bring Back Into Operating Range
IMPACTS or CONSEQUENCES
•INJURY (onsite and/or offsite)
•FIRE OR EXPLOSION
•ENVIRONMENTAL RELEASE
Includes mechanical and automation safeguards as well as procedures, training, preventive maintenance, inspections, change controls, reporting of substandard conditions or close calls.
Low to ModerateSeverity
UNMITIGATED ORINSUFFICIENT MITIGATION
MEASURES in Place--Moderate to High Severity
RISK CONTROLS OR SAFEGUARDS
Impact Mitigation Methods in Place
27
Step 4: Monitoring Risk Controls—A Sometimes Neglected Step in the Risk Management Process
Once recommended risks have been communicated and agreed upon risk mitigation measures have been implemented, the organization must ensure that the risk controls are effective by means such as monitoring of:
• engineering controls--inspection, testing, calibration and maintenance of EHS critical equipment, systems and components (e.g. mechanical integrity programs)
• workplace exposures to hazards (chemical exposure monitoring, noise exposure monitoring, etc.)
• environmental performance (emissions to air; discharges to water; contamination of structures, soil or groundwater; waste generation and management)
• compliance with procedural controls (LOTO, line breaking, confined space entry, hot work, waste storage)
• compliance with PPE use
28
What are some examples?• Boiler safety controls and boiler emissions controls
• Electrical Circuits for safety critical functions (e.g. cooling water or air scrubber circulation pump power circuits)
• Thermographic (IR) Inspections of critical circuits, switchgear, transformers
• Emergency Equipment • Backup emergency electrical power generators• Emergency lighting• First aid kits• Eye wash and emergency showers• Spill response equipment• Rescue equipment
Monitoring Risk Controls--EHS critical equipment inspection, testing, calibration and maintenance:
29
• Machine guards (those with proximity detectors and interlocks)• Machine tool guards• Process equipment and robotic system guards
• Tanks & Vessels• Liquid level sensors• Leak detectors (e.g. for secondary containment)• Secondary containment (mechanical integrity)• Pressure and vacuum relief devices
• Wastewater collection and treatment systems• Lift station pumps and sump level sensors• Equalization tanks level sensors• Neutralization tanks pH sensors and neutralization feed pumps and controls
Monitoring Risk Controls--EHS critical equipment inspection, testing, calibration and maintenance:
(examples continued)
30
A Learning from Events Business Process Is Another Key Requirement
It is vitally important to have an effective “Learning from Events” process to report close calls and unsafe conditions, to evaluate their risks, to investigate and identify root causes, and implement corrective and preventive actions to avoid future losses.
Note: For an overview of near-miss or close call incident management in the chemical process industries see review article by Phimister et al (2003) For a discussion of “incident-derived learning for safety see article by Gordon (Sept 2008)
31
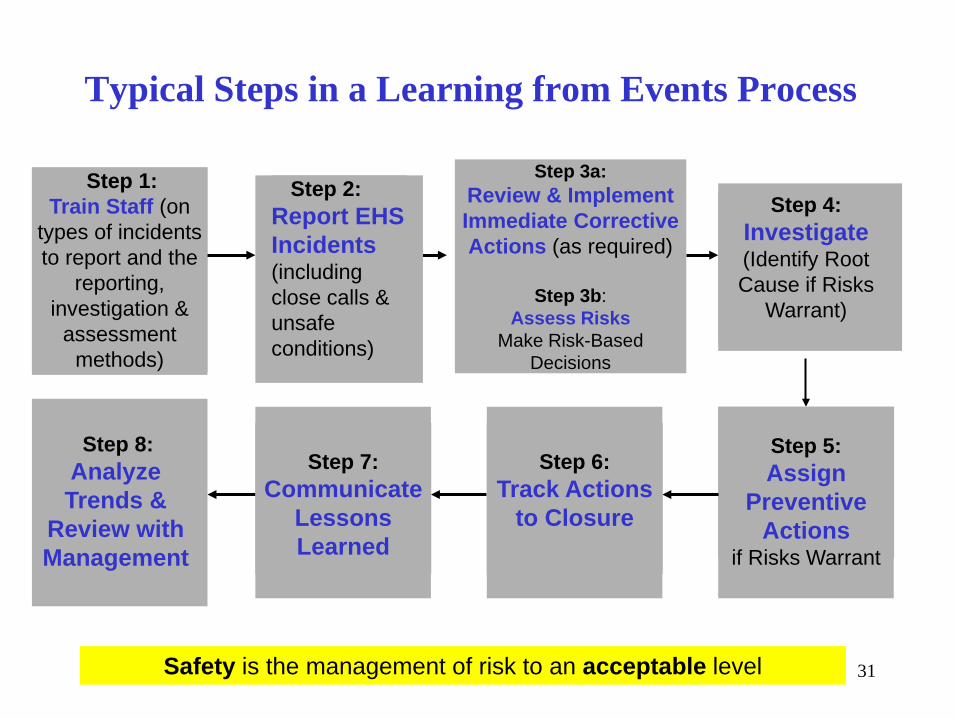
Step 4:Investigate (Identify Root Cause if Risks
Warrant)
Step 1:Train Staff (on
types of incidents to report and the
reporting, investigation &
assessment methods)
Step 3a:Review & Implement Immediate Corrective Actions (as required)
Step 3b:Assess Risks
Make Risk-BasedDecisions
Typical Steps in a Learning from Events Process
Step 2: Report EHS Incidents(including close calls & unsafe conditions)
Step 5:Assign
Preventive Actions
if Risks Warrant
Step 6:Track Actions
to Closure
Step 7:Communicate
Lessons Learned
Step 8:Analyze Trends &
Review with Management
Safety is the management of risk to an acceptable level
32
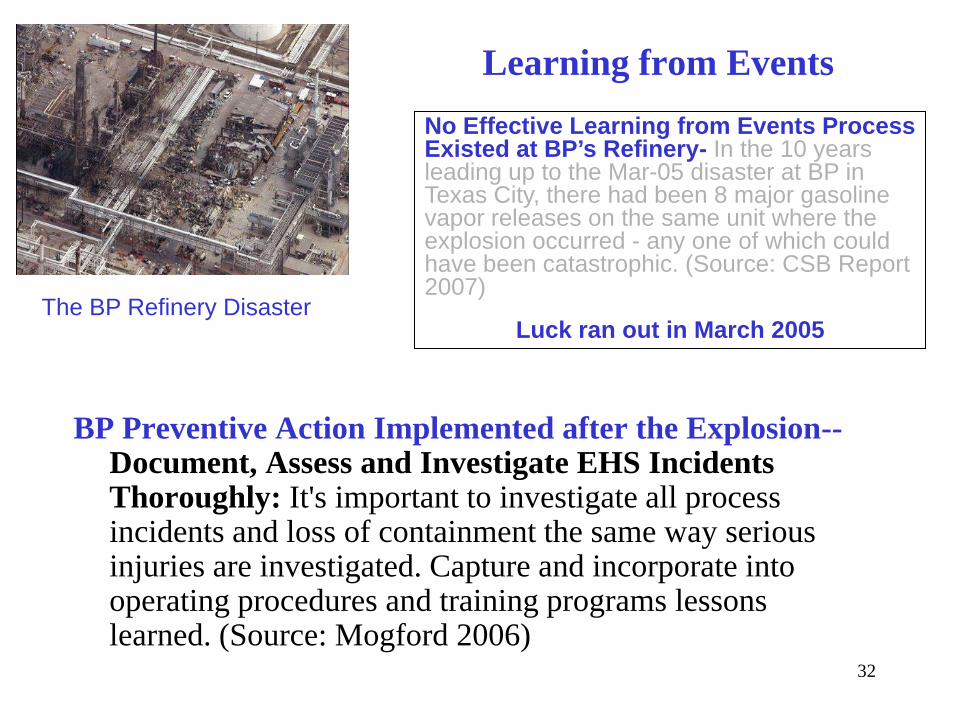
Learning from Events
BP Preventive Action Implemented after the Explosion--Document, Assess and Investigate EHS Incidents Thoroughly: It's important to investigate all process incidents and loss of containment the same way serious injuries are investigated. Capture and incorporate into operating procedures and training programs lessons learned. (Source: Mogford 2006)
The BP Refinery Disaster
No Effective Learning from Events Process Existed at BP’s Refinery- In the 10 years leading up to the Mar-05 disaster at BP in Texas City, there had been 8 major gasoline vapor releases on the same unit where the explosion occurred - any one of which could have been catastrophic. (Source: CSB Report 2007)
Luck ran out in March 2005
33
Management of Change Processes for Product Development and Manufacturing Organizations
• Design reviews for new/modified products and new/modified manufacturing processes can be combined into a single review process to be done cooperatively by various functional organizations dealing with equipment operability and reliability risks, product quality risks, and concepts such as “design for manufacture”, “design for quality”, “design for safety” (DfS) or “design for the environment” (DfE), etc.
• Engineering change management for existing equipment / systems can also incorporate EHS considerations into a standard change review protocol or procedure implemented by multiple functional organizations (engineering, quality, manufacturing, maintenance, EHS).
34
EHS Management of Change Processes—“Design for Safety” (DfS) or “Design for Environment” (DfE)
Design for Safety (DfS) is a principle for design for new facilities, equipment and operations (public and private) to…protect people, property and the environment.
DFS advocates systematic processes to ensure state-of-art engineering and management principles are used and incorporated into the design of facilities and overall operations to ensure safety and health of workers, as well as protection of the environment and compliance with current codes and practices.
Source: ASSE Position Paper on Designing for Safety. (1994)
Notes: May also want to simultaneously consider Design for Quality, Environment, Manufacturability, Reliability, Maintainability, Energy Efficiency, Recyclability, etc. See Gradel and Allenby (1995)For recent discussions of “Management of Change” & “Prevention Through Design” see articles by Hansen & Gammel (Oct 2008) and by Manuele (Oct 2008)
35
Example of Consequences from Lack of Engineering Change Management Control for a
Polymeric Materials Process NOT under PSM/RMP
• An electrically heated recirculating hot-oil heater was malfunctioning and causing odor complaints in a manufacturing plant work area
• Before the start of the day-shift an operator and maintenance mechanic decided to install a block-valve on the heating unit’s thermal expansion tank vent line to reduce the odor emissions into the work area
• Shortly after startup of the retrofitted unit, the unauthorized changed resulted in over-pressurization of the non-pressure rated vessel and failure of the vessel
• The steam explosion killed the operator and seriously injured the maintenance mechanic.
36
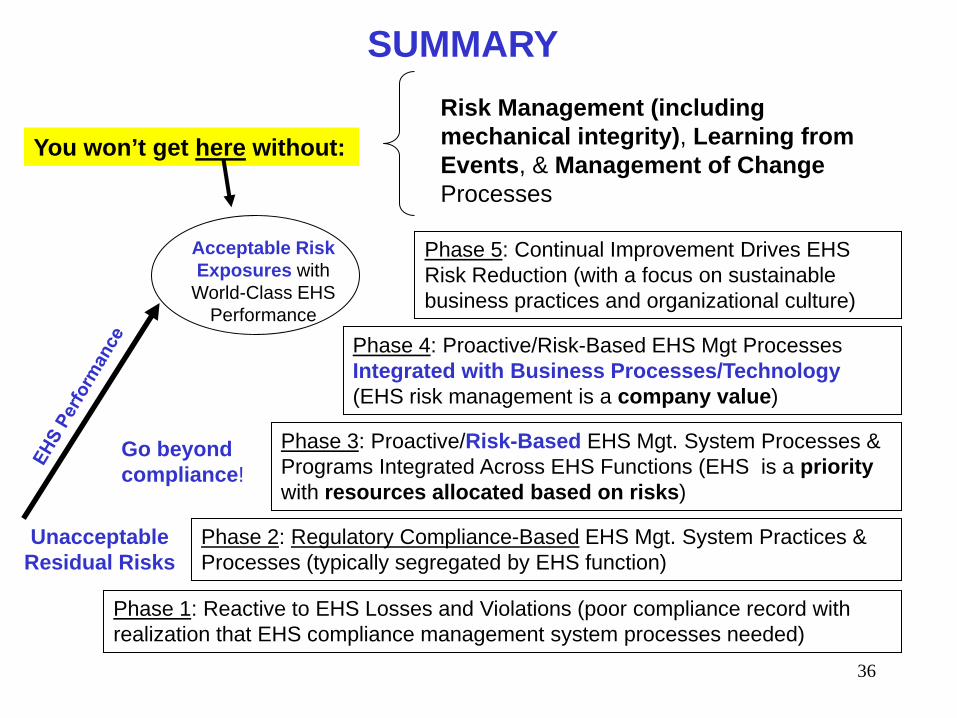
Phase 1: Reactive to EHS Losses and Violations (poor compliance record with realization that EHS compliance management system processes needed)
Phase 2: Regulatory Compliance-Based EHS Mgt. System Practices & Processes (typically segregated by EHS function)
Phase 3: Proactive/Risk-Based EHS Mgt. System Processes & Programs Integrated Across EHS Functions (EHS is a prioritywith resources allocated based on risks)
Phase 4: Proactive/Risk-Based EHS Mgt Processes Integrated with Business Processes/Technology (EHS risk management is a company value)
Phase 5: Continual Improvement Drives EHS Risk Reduction (with a focus on sustainable business practices and organizational culture)
Acceptable Risk Exposures with
World-Class EHS Performance
Go beyond compliance!
Unacceptable Residual Risks
You won’t get here without:
SUMMARYRisk Management (including mechanical integrity), Learning from Events, & Management of ChangeProcesses





























