Embed Size (px)
Citation preview

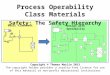
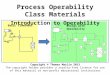
Process Operability Class MaterialsSafety: Layer of Protection
Copyright © Thomas Marlin 2013The copyright holder provides a royalty-free license for use of this material at non-profit
educational institutions
FC1
LC1
FC
1
TC
1
TC
2
T
10
T
12
T
11
T
13
fuel
LC
1
L2
LAHLAL
F
4
Basic flowsheet Design with Operability

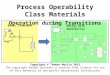
• HAZARD IDENTIFICATION1. Check lists2. Dow Relative Ranking3. HAZOP - Hazard and Operability
• LAYER OF PROTECTION ANALYSIS1. Express risk target quantitatively2. Determine risk for system3. Reduce risk to meet target
• HAZARD ASSESSMENT- Fault Tree- Event Tree- Consequence analysis- Human Error Analysis
• ACTIONS TO ELIMINATE OR MITIGATE - Apply all engineering sciences
Semi-quantitative analysis to give order-of-magnitude estimate
We will use our group skills and knowledge of safety layers in applications.
More accurate
ACHIEVING ACCEPTABLE RISK
Layer of Protection Analysis

• FAR: Fatal Accident Rate - This is the number of fatalities occurring during 1000 working lifetimes (108 hours). This is used in the U.K.
• Fatality Rate = FAR * (hours worked) / 108
• OSHA Incidence Rate - This is the number of illnesses and injuries for 100 work-years. This is used in the USA.
Safety Layer of Protection Analysis1. Express risk target quantitatively

Activity FARChemical Industry 4Steel Industry 8Coal Mining 40Construction 67Uranium 70Asbestos (old data?) 620
Staying home 3Traveling by automobile 57Traveling by airplane 240Cigarette smoking ???
What is the fatality rate/year for the chemical industry?
What is FAR for cigarette smoking?
Safety Layer of Protection Analysis1. Express risk target quantitatively
FAR Data for typical Activities

Question: What is the fatality rate (/year) in the chemical industry?
(4) (8 h/day) (5 day/week) (45 weeks/y) / 108 = 7.2 x 10-5
FAR Chemical Industry4
FAR Cigarette smoking???
FAR = 40 for smoking
T. Kletz, “Eliminating Potential Process Hazards”, Chem. Eng., April 1, 1985

• One standard used is to maintain the risk for involuntary activities less (much less?) than typical risks such as “staying home”
- Results in rules, such as fatality rate < 10-6/year- See Wells (1996) Table 9.4- Remember that many risks exist (total risk is sum)
• Are current risks accepted or merely tolerated?
• We must consider the inaccuracies of the estimates
• We must consider people outside of the manufacturing site.
Safety Layer of Protection Analysis1. Express risk target quantitatively

• People usually distinguish between voluntary and involuntary risk. They often accept higher risk for voluntary activities (rock climbing).
• People consider the number of fatalities per accident
Fatalities = (frequency) (fatalities/accident)
.001 = (.001) (1) fatalities/time period
.001 = (.0000001)(100,000) fatalities/time period
We need to consider frequency and consequence
Safety Layer of Protection Analysis1. Express risk target quantitatively

1.00E-09
1.00E-08
1.00E-07
1 10 100
Deaths per event, N
Pro
bab
ility
or
Fre
qu
ency
, F
(ev
ents
/yea
r)
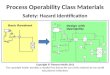
“Acceptable risk”
“Unacceptable risk”
The design must be enhanced to reduce the likelihood of death (or serious damage) and/or to mitigate the effects.
The decision can be presented in a F-N plot similar to the one below. (The coordinate values here are not “standard”; they must be selected by the professional.)
Safety Layer of Protection Analysis1. Express risk target quantitatively

“Choosing Appropriate Quantitative Safety Risk Criteria Applications from the New CCPS Guidelines” by Walt Frank (Frank Risk Solutions, Inc.) and Dave Jones (Chevron Energy Technology Company)
Some Published F-N Plots

Some Published F-N Plots
Lees, F. (1996) Loss Prevention in the Process Industries 2nd Ed., Vol. 1, page 9/83.

Safety Layer of Protection Analysis2. Determine the risk for system
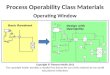
• In Layer of Protection Analysis (LOPA), we assume that the probability of each element in the system functioning (or failing) is independent of all other elements.
• We consider the probability of the initiating event (root cause) occurring
• We consider the probability that every independent protection layer (IPL) will prevent the cause or satisfactorily mitigate the effect

Safety Layer of Protection Analysis2. Determine the risk for system
IPL1
Initiating event, f I
IPL2
IPL3Failure,
PFD1
Failure, PFD2
IPLn
Failure, PFDn
Safe/tolerable
Unsafe!
f I is the probability of the initiating event or root cause
PFDi is the probability of failure on demand (PFD) for each IPL (i)

Safety Layer of Protection Analysis2. Determine the risk for system
Recall that the events are considered independent
The probability that the unsafe consequence will occur is the product of the individual probabilities.
ijPFDn
jI
ifCif )(
1
w here i = scenario or event j = IPL layer f I
i = frequency of initiating event I for scenario i f C
i = frequency of consequence for scenario i PFD ij = frequency of failure on dem and of layer j in scenario i
IPL1
Initiating event, f I
IPL2
IPL3Failure,
PFD1
Failure, PFD2
IPLn
Failure, PFDn
Safe/tolerable
Unsafe!

Safety Layer of Protection Analysis2. Determine the risk for system
• How do we determine the initiating events?
• How do we determine the probability of the initiating event, X
• How do we determine the probability that each IPL will function successfully?
• How do we determine the target level for the system?
HAZOP
Company, industry experience
Company, industry experience
F-N plot, depends on consequence

Safety Layer of Protection Analysis2. Determine the risk for system
Data Source
The maximum frequency or probability of an accident, fi
max = F
The F-N plot or similar analysis. (A sample F-N plot is given in Figure 5.16.)
Each event leading to significant hazard in the process (i)
HAZOP study
Frequency of each event, fi I Historical data from a company or from
publications
The risk that each barrier to the accident propagation will fail on demand, PFDij
Historical data from a company or from publications

Safety Layer of Protection Analysis2. Determine the risk for system
Table 5.13 Typical Frequencies of Initiating Events (f Ii) (From CCPS, 2001, Table 5.1)
Initiating Event
Frequency (events/year)
Pressure vessel failure 10-5 to 10-7 Piping failure (full breach) 10-5 to 10-6 Piping failure (leak) 10-3 to 10-4 Atmospheric tank failure 10-3 to 10-5 Turbine/diesel engine overspeed (with casing breach)
10-3 to 10-4
Third party intervention (impact by backhoe, etc.)
10-2 to 10-4
Safety valve opens spuriously 10-2 to 10-4 Cooling water failure 1 to 10-2 Pump seal failure 10-1 to 10-2 BPCS loop failure 1 to 10-2 Pressure regulator failure 1 to 10-1 Small external fire 10-1 to 10-2 Large external fire 10-2 to 10-3 Operator failure (to execute routine procedure, assuming well trained, unstressed, not fatigued)
10-1 to 10-3 (units are events/procedure)

Safety Layer of Protection Analysis3. Reduce the risk to achieve the target
The general approach is to
• Set the target frequency for an event leading to an unsafe situation (based on F-N plot)
• Calculate the frequency for a proposed design
• If the frequency for the design is too high, reduce it
- The first approach is often to introduce or enhance the safety interlock system (SIS) system
• Continue with improvements until the target frequency has been achieved

Safety Layer of Protection Analysis3. Reduce the risk to achieve the target
Table 5.16 Typical PFD values for safety layers (IPLs) Safety Layer (IPL) Probability of failure of demand
(failure/demand) BPCS (process control) 10-1 Alarm 10-1 to 1.0 (depends on stress and time) SIS (safety instrumented system)
10-1 to 10-4
(depends strongly on details of design and maintenance) Pressure relief 10-2 Containment * 10-2 for dike that will reduce consequences of spill
10-2 for drainage system that will reduce consequences of spill
Other layers (IPLs) * 10-2 for fireproofing 10-2 for blast wall
* These layers reduce only the major consequences of an accident. When doing a LOPA, the PFD would be 1.0 for many consequences; for example, a dike would not prevent a fire. The tabular values would be applied for only the worst consequences, e.g., for a dike, a spill flowing into the entire facility or the local community.

Safety Layer of Protection Analysis3. Reduce the risk to achieve the target
Table 5.14 Human failure data* PFD Situation description 1.0 Rapid action based on complex analysis to prevent
serious accident. 10-1 Busy control room with many distractions and other
demands on time and attention 10-2 Quiet local control room with time to analyze
*Based on Kletz(1999)
Some surprising data for human reliability in process operations

Safety Layer of Protection Analysis3. Reduce the risk to achieve the target
Medium2
Major3
Major3
Minimal1
Medium2
Major3
Minimal1
Minimal1
Medium2
low moderate high
Event Likelihood
Eve
nt
Sev
erit
y
extensive
serious
minor
Table entries
word = qualitative risk description
number = required safety integrity level (SIL)
Safety Integrity Levels(Prob. Of failure on demand)
1 = .01 to .1
2 = .001 to .01
3 = .0001 to .001
Selection documented for legal requirements

SIS Depends on structure of redundancy

SIS Depends on structure of redundancy

Safety Layer of Protection Analysis3. Reduce the risk to achieve the target
Often, credit is taken for good design and maintenance procedures.
• Proper materials of construction (reduce corrosion)
• Proper equipment specification (pumps, etc.)
• Good maintenance (monitor for corrosion, test safety systems periodically, train personnel on proper responses, etc.)
A typical value is PFD = 0.10

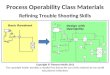
Safety Layer of Protection AnalysisWorksheet
The Layer of Protection Analysis (LOPA) is performed using a standard table for data entry.
Likelihood Probability of failure on demand
Mitigated likelihood =
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
max
1)( iij
n
j
Ii
Ci fPFDff

Feed
MethaneEthane (LK)PropaneButanePentane
Vaporproduct
Liquidproduct
Processfluid
Steam
FC-1
F2 F3
T1 T2
T3
T5
TC-6 PC-1
LC-1
AC-1
L. Key
Split rangePAH
LALLAH
cascade
Class Exercise 1: Flash drum for “rough” component separation for this proposed design.
Safety Layer of Protection AnalysisProcess examples

4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
High pressure
Connection (tap) for pressure sensor P1 becomes plugged
Pressure sensor does not measure the drum pressure
Class Exercise 1: Flash drum for “rough” component separation. Complete the table with your best estimates of values.
The target mitigated likelihood = 10-5 event/year
The likelihood of the event = 10-1 events/year
Safety Layer of Protection AnalysisProcess examples

Class Exercise 1: Some observations about the design.
• The drum pressure controller uses only one sensor; when it fails, the pressure is not controlled.
• The same sensor is used for control and alarming. Therefore, the alarm provides no additional protection for this initiating cause.
• No safety valve is provided (which is a serious design flaw).
• No SIS is provided for the system. (No SIS would be provided for a typical design.)
Safety Layer of Protection AnalysisProcess examples

Class Exercise 1: Solution: Original design.
Safety Layer of Protection AnalysisProcess examples
Feed
MethaneEthane (LK)PropaneButanePentane
Vaporproduct
Liquidproduct
Processfluid
Steam
FC-1
F2 F3
T1 T2
T3
T5
TC-6 PC-1
LC-1
AC-1
L. Key
Split range
LALLAH
cascade
PAH
When the connection to the sensor is plugged, the controller and alarm will fail to function on demand

Class Exercise 1: Solution using initial design and typical published values.
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
High pressure
Connection (tap) for pressure sensor P1 becomes plugged
0.10 0.10 1. 1.0 1.0 1.0 .01 Pressure sensor does not measure the drum pressure
Much too high! We must make improvements to the design.
Gap = 10-2/10-5 = 103 (sometimes given as the exponent “3”)
Safety Layer of Protection AnalysisProcess examples

Class Exercise 1: Improved Design.
Safety Layer of Protection AnalysisProcess examples
Feed
MethaneEthane (LK)PropaneButanePentane
Vaporproduct
Liquidproduct
Processfluid
Steam
FC-1
F2 F3
T1 T2
T3
T5
TC-6 PC-1
LC-1
AC-1
L. Key
Split range
LALLAH
cascade
P-2PAHH
PAH

4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
High pressure
Connection (tap) for pressure sensor P1 becomes plugged
0.10 0.10 1.0 0.10 1.0 PRV 0.01
.00001 Pressure sensor does not measure the drum pressure The PRV must exhaust to a separation (knock-out) drum and fuel or flare system.
Class Exercise 1: Solution using improved design and typical published values.
Enhanced design includes separate P sensor for alarm and a pressure relief valve.
The enhanced design achieves the target mitigated likelihood.
Verify table entries.
Safety Layer of Protection AnalysisProcess examples

Safety Layer of Protection AnalysisProcess examples
Class Exercise 1: Each IPL must be independent.
For the solution in the LOPA table and process sketch, describe some situations (equipment faults) in which the independent layers of protection are
- Independent
- Dependent
For each situation in which the IPLs are dependent, suggest a design improvement that would remove the common cause fault, so that the LOPA analysis in the table would be correct.
Hints: Consider faults such as sensor, power supply, signal transmission, computing, and actuation

Safety Layer of Protection AnalysisApproaches to reducing risk
• The most common are BPCS, Alarms and Pressure relief. They are typically provided in the base design.
• The next most common is SIS, which requires careful design and continuing maintenance
• The probability of failure on demand for an SIS depends on its design. Duplicated equipment (e.g., sensors, valves, transmission lines) can improve the performance
• A very reliable method is to design an “inherently safe” process, but these concepts should be applied in the base case

Safety Layer of Protection AnalysisApproaches to reducing risk
• The safety interlock system (SIS) must use independent sensor, calculation, and final element to be independent!
• We desire an SIS that functions when a fault has occurred and does not function when the fault has not occurred.
• SIS performance improves with the use of redundant elements; however, the systems become complex, requiring high capital cost and extensive ongoing maintenance.
• Use LOPA to determine the required PFD; then, design the SIS to achieve the required PFD.

Safety Layer of Protection AnalysisProcess examples
Class Exercise 2: Fired heater to low air flow rate.
FT1
FT2
PT1
PIC
1
AT1
TI1
TI2
TI3
TI4
PI2
PI3
PI4
TI5
TI6
TI7
TI8
TI9
FI3
TI10
TI11
PI5
PI6
air Fuel gas
feed
Flue gas

Safety Layer of Protection AnalysisProcess examples
Class Exercise 2: Fired heater to low air flow.
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
Combustibles in stack, fire or explosion
Limited air supply because air fan/motor fails
Frequency of air fan/motor failure is 0.10 to 1.0 events/year(Lees and CCPS)

Safety Layer of Protection AnalysisProcess examples
Class Exercise 2: Fired heater to low air flow.
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
No/low air flow to heater burners
Failure of the air fan/blower
0.10 0.10 1.0 1.0 1.0 ------ 0.01
Much too high! We must make improvements to the design.

Safety Layer of Protection AnalysisProcess examples
Class Exercise 2: Fired heater to low air flow rate.
FT1
FT2
PT1
PIC
1
AT1
TI1
TI2
TI3
TI4
PI2
PI3
PI4
TI5
TI6
TI7
TI8
TI9
FI3
TI10
TI11
PI5
PI6
air Fuel gas
feed
Flue gas
Flow control
FAlarms
Alarm
SIS Redundant air flow and pressure sensors

Safety Layer of Protection AnalysisProcess examples
Class Exercise 2: Fired heater to low air flow.
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
No/low air flow to heater burners
Limited air supply because air fan/motor fails
1.0 0.10 1.0 0.10 0.01 0.0001
Reasonable, but a little high.

Safety Layer of Protection AnalysisProcess examples
Class Exercise 3: Fired heater to low feed flow rate.
FT1
FT2
PT1
PIC
1
AT1
TI1
TI2
TI3
TI4
PI2
PI3
PI4
TI5
TI6
TI7
TI8
TI9
FI3
TI10
TI11
PI5
PI6
air Fuel gas
feed
Flue gas

Safety Layer of Protection AnalysisProcess examples
Class Exercise 3: Fired heater to low feed flow rate.
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
No process flow, equipment damage, tube rupture and fire, loss of production
Feed pump/motor fauls
Probability of feed pump/motor failure is 0.01 events/year

Safety Layer of Protection AnalysisProcess examples
Class Exercise 3: Fired heater to low feed flow rate.
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
Low feed flow rate to tubes in fired heater
Failure of feed pump
0.010 0.10 1.0 1.0 1.0 ------ 0.001
Too high! We must make improvements to the design.

Safety Layer of Protection AnalysisProcess examples
Class Exercise 2: Fired heater to low feed flow rate.
FT1
FT2
PT1
PIC
1
AT1
TI1
TI2
TI3
TI4
PI2
PI3
PI4
TI5
TI6
TI7
TI8
TI9
FI3
TI10
TI11
PI5
PI6
air Fuel gas
feed
Flue gas
FFAH
FS
To SIS
SIS Redundant air flow and pressure sensors

Safety Layer of Protection AnalysisProcess examples
Class Exercise 3: Fired heater to low feed flow rate.
4 5 6 7 8 1 2 3
Protection Layers 9 10
# Initial Event Description
Initiating cause
Cause likelihood
Process design
BPCS Alarm SIS Additional mitigation (safety valves, dykes, restricted access, etc.)
Mitigated event likelihood
Notes
1
Low feed flow rate to tubes in fired heater
Failure of feed pump
0.010 0.10 1.0 0.10 0.01 ------ 0.000001
OK! This is very acceptable for a scenario that is not an immediate safety concern, although tube rupture could lead to
a fire. Note that the financial loss would be large.

Kletz (2001) emphasizes the necessity to avoid “jiggling” the values, i.e.,
selecting the values (usually by using lower failure rates) to justify a simpler, less costly design. Such a practice would be unethical and could lead to serious consequences.
Engineers are urged to, “call them like you see them” (CCPS, 1992), which means to make your best safety recommendations without being unduly influenced by cost, project deadlines, management’s preconceived ideas and so forth.
When working on safety, professionals require an ethical approach!

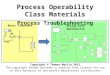
BossSafety study leader
Safety study team
LO PA A nalyst
Set G oals
• D efine process scope• D efine data resources• D efine F-N tradeoffs
A ssem ble R esources
• See Section 5.14
H azard Identification
• D ow Prelim inary M ethods• Check list/ W hat-if• H A ZO P
Finalize safety design
• LO PA analysis• Integrated risk determ ined
R eport and M anagem ent acceptance
• Com m itm ent to actions
Hazards and Operability Analysis
&
Layer of Protection Analysis
can and should be integrated for safety
management

BP Deepwater Horizon, April 20, 2010
Let’s not have this result from our work!

References Dowell, A. and D. Hendershoot, Simplified Risk Analysis - Layer of Protection Analysis, AIChE National Meeting, Indianapolis, Paper 281a, Nov. 3-8, 2002 Dowell, A. and T. Williams, Layer of Protection Analysis: Generating Scenarios Automatically from HAZOP Data, Process Safety Progress, 24, 1, 38-44 (March 2005). Frederickson A., Layer of Protection Analysis, www.safetyusersgroup.com, May 2006
Gulland, W., Methods of Determining Safety Integrity Level (SIL) Requirements - Pros and Cons, http://www.chemicalprocessing.com/whitepapers/2005/006.html
Haight, J. and V. Kecojevic, Automation vs. Human Intervantion: What is the Best Fit for the Best Performance?, Process Safety Progress, 24, 1, 45-51 (March 2005)
Melhem, G. and P. Stickles, How Much Safety is Enough, Hydrocarbon Processing, 1999
Wiegernick, J., Introduction to the Risk-Based Design of Safety Instrumented Systems for the Process Industries, Seventh International Conference on Control, Automation, Robotics and Vision, Singapore, Dec. 2002.
Safety Layer of Protection Analysis