Embed Size (px)
Citation preview
PROBLEMS IN TABLET MANUFACTURING
SUTRIYO
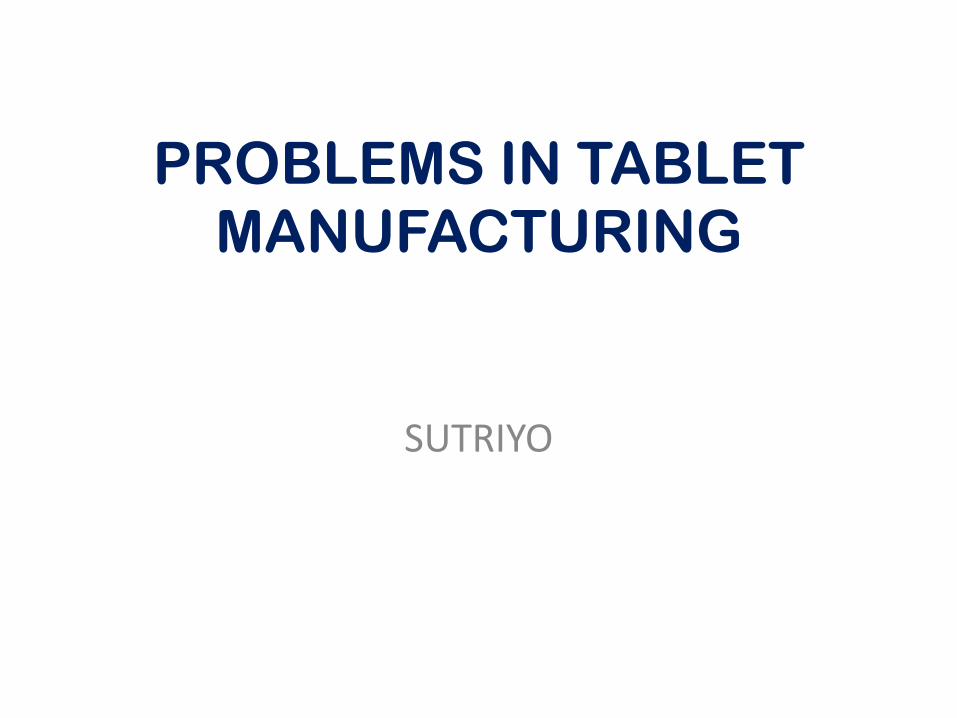
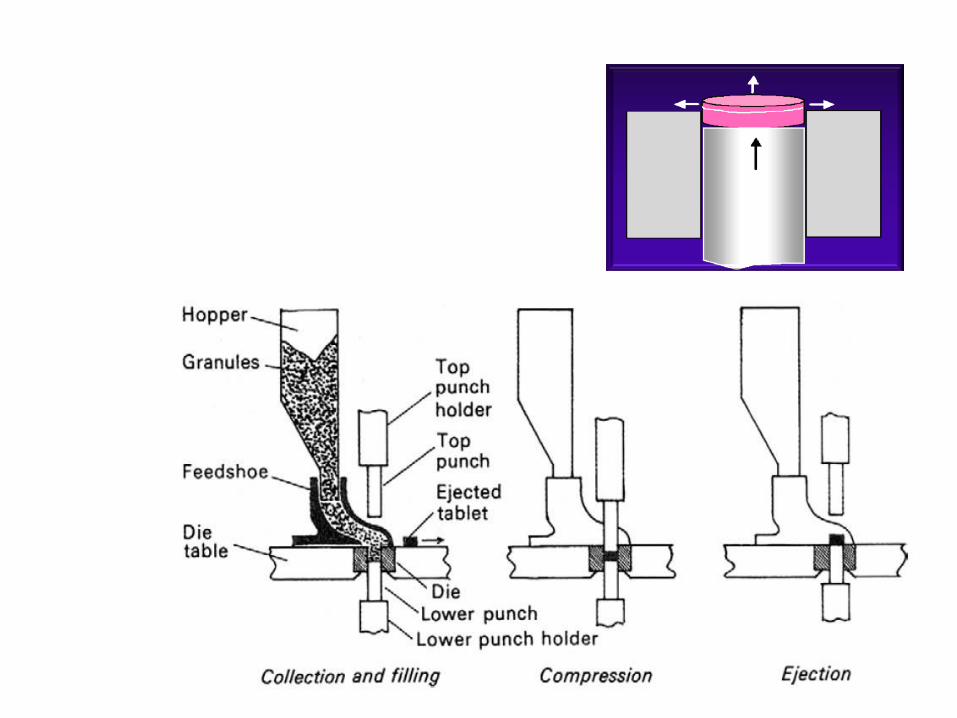
TABLETTING STAGES
THE INSIDE STORY
PENYELESAIAN MASALAH
IDENTIFIKASI PENYEBAB
IDENTIFIKASI MASALAH
TABLET DOSAGE FORM
1. An ideal tablet should be free from any visual defect or functional defect.
2. Majority of visual defects are due to :
a. inadequate fines (d50 : 125-180µm)
b. inadequate moisture in the granules ready for compression
c. faulty machine setting
3. Functional defects are due to faulty formulation
CAPPING
LAMINATION
CHIPPING
CRACKING
STICKING
FILMING
PICKING
BINDING
MOTTLING
PROBLEMS IN TABLET
MANUFACTURING

CAPPING
Pemisahan sebagian atau seluruhnya mahkota tablet
bagian atas atau bawah dari bagian
utama tablet.
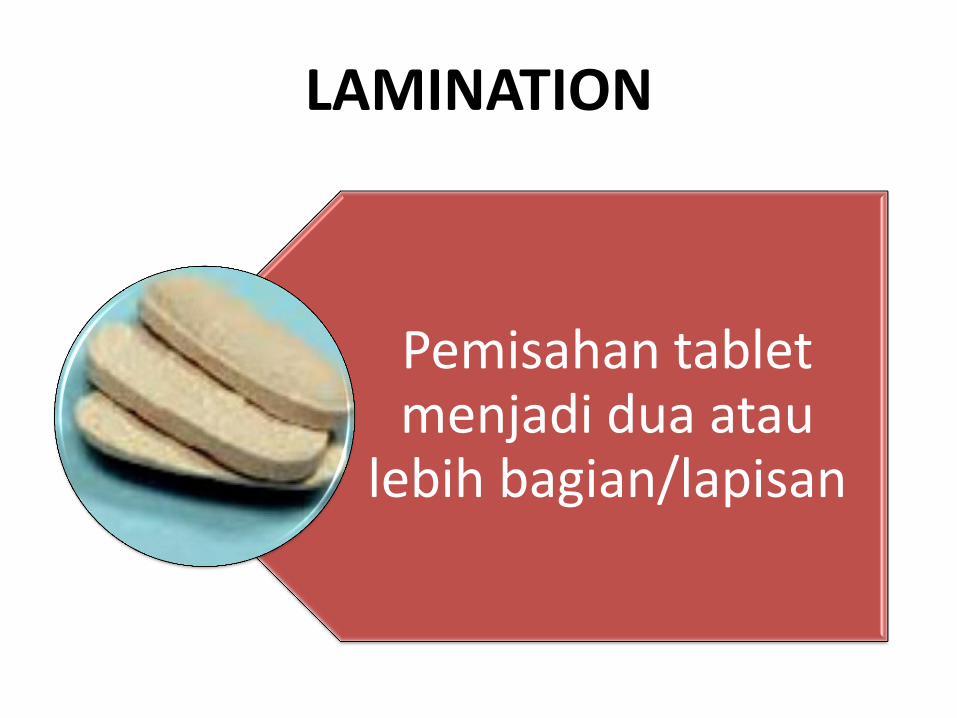
LAMINATION
Pemisahan tablet menjadi dua atau
lebih bagian/lapisan
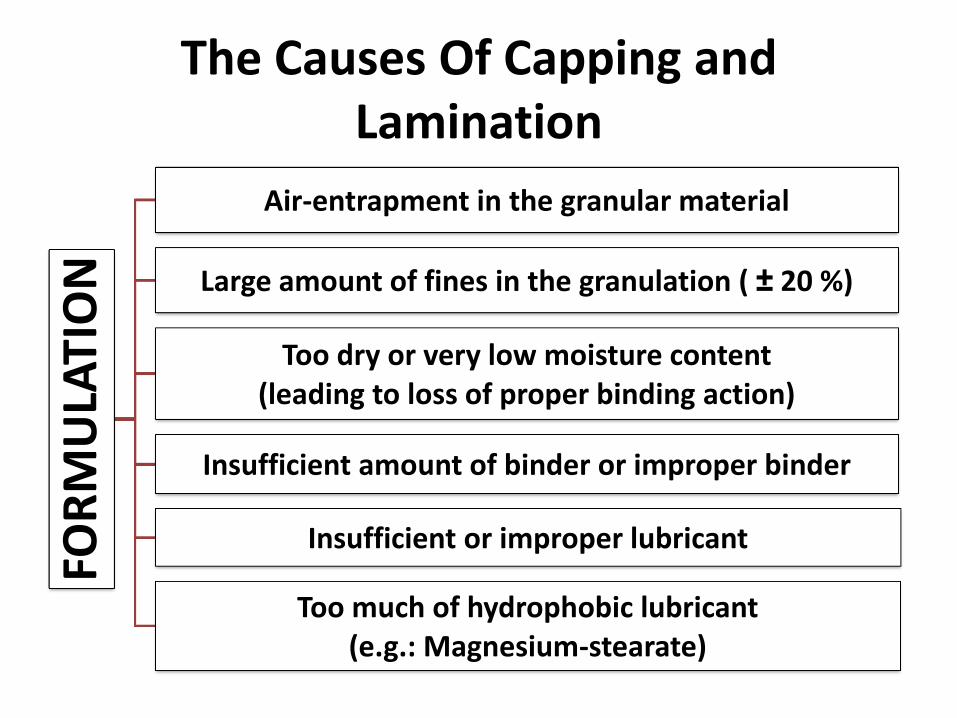
The Causes Of Capping and Lamination
FOR
MU
LATI
ON
Air-entrapment in the granular material
Large amount of fines in the granulation ( ± 20 %)
Too dry or very low moisture content (leading to loss of proper binding action)
Insufficient amount of binder or improper binder
Insufficient or improper lubricant
Too much of hydrophobic lubricant (e.g.: Magnesium-stearate)
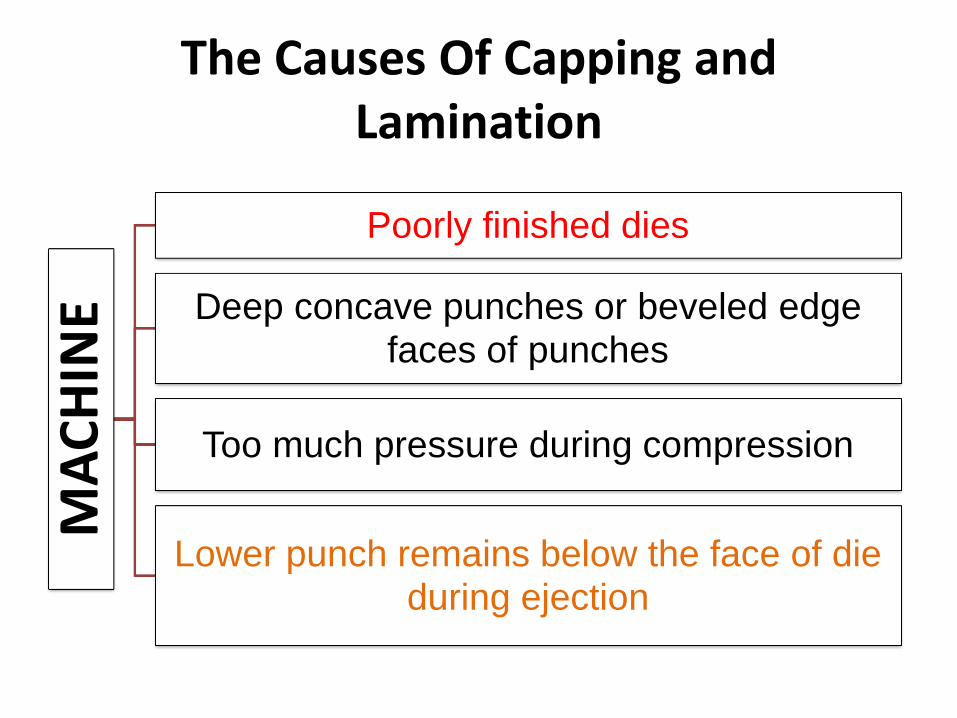
The Causes Of Capping and Lamination
MA
CH
INE
Poorly finished dies
Deep concave punches or beveled edge faces of punches
Too much pressure during compression
Lower punch remains below the face of die during ejection
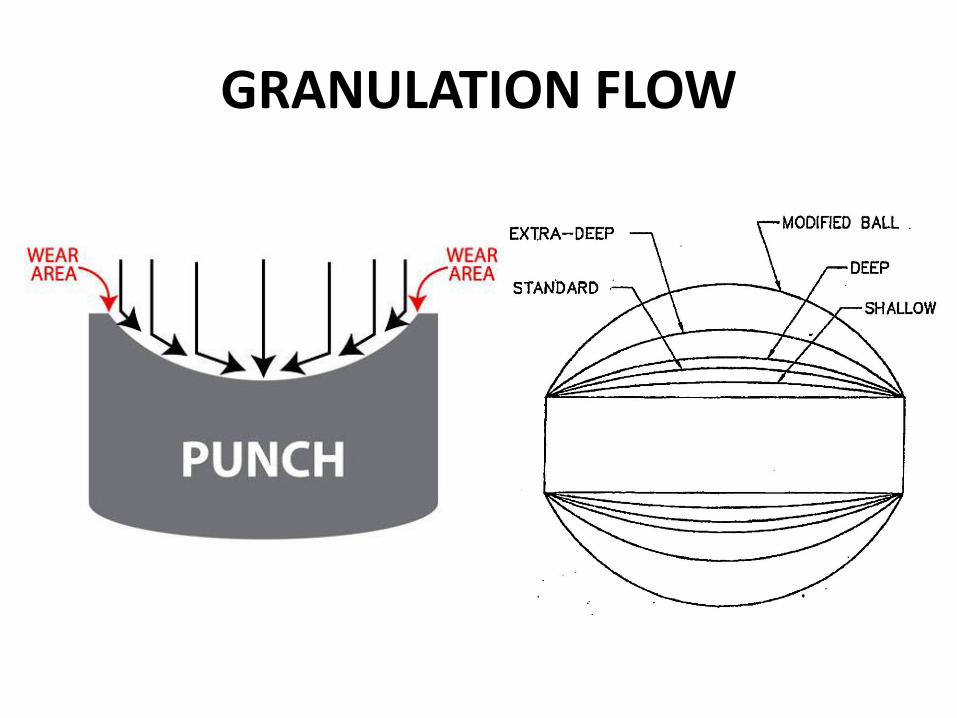
GRANULATION FLOW
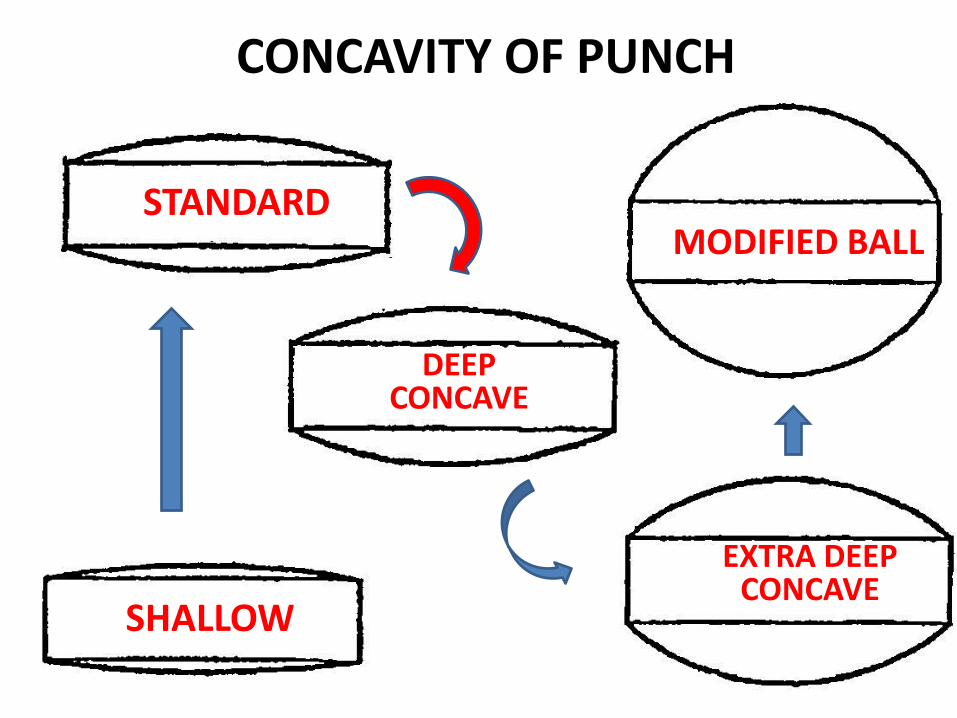
CONCAVITY OF PUNCH
STANDARD
DEEP CONCAVE
EXTRA DEEP CONCAVE
MODIFIED BALL
SHALLOW
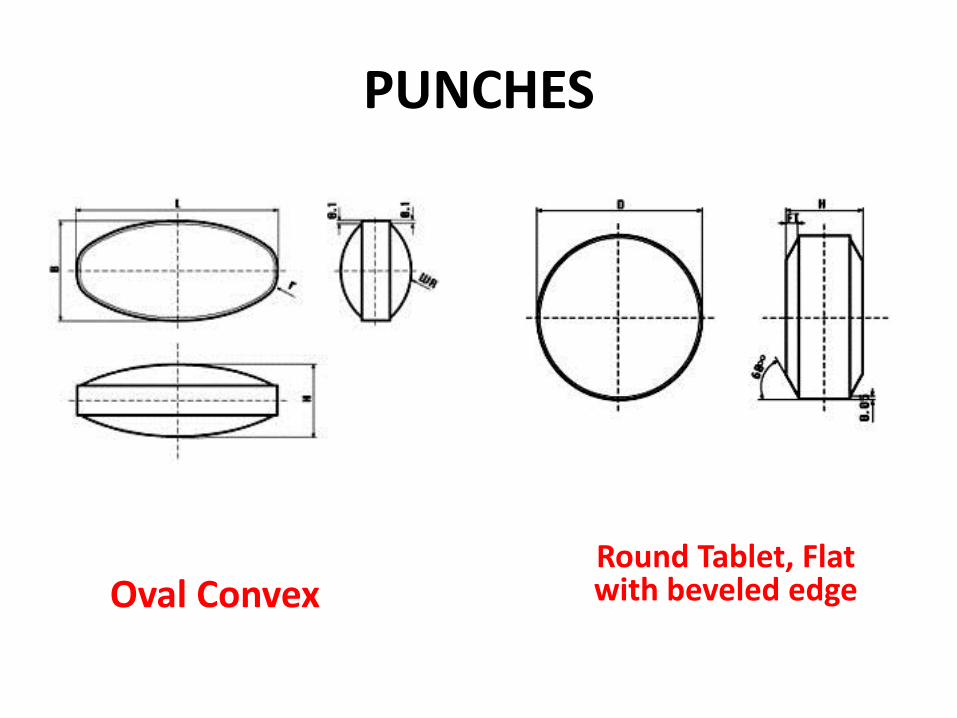
Round Tablet, Flat with beveled edge
PUNCHES
Oval Convex
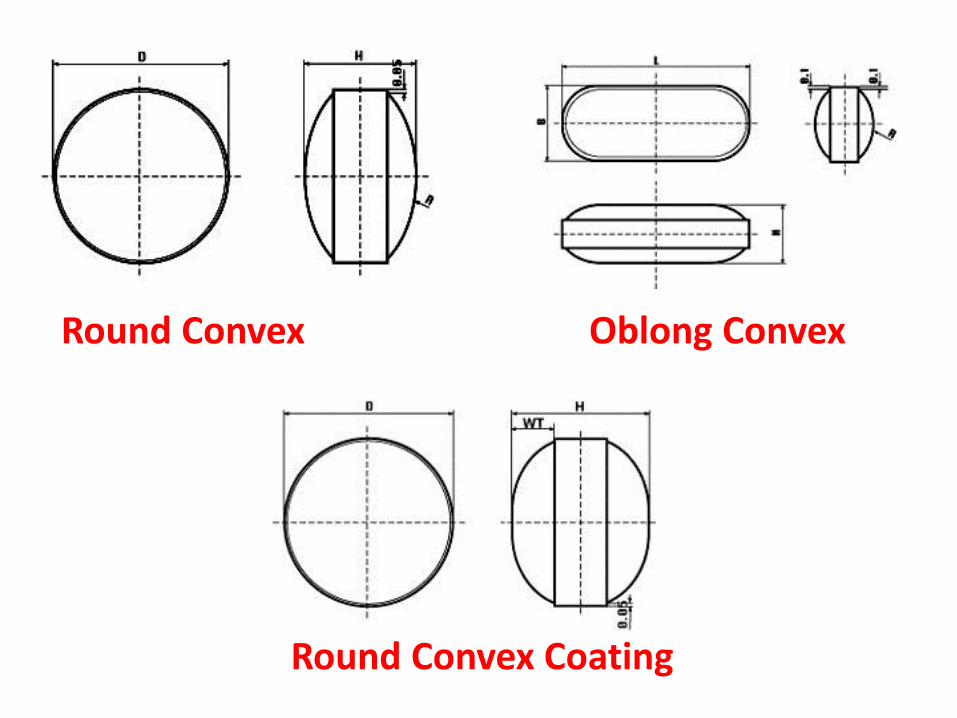
Round Convex Oblong Convex
Round Convex Coating
• Remove some or all fines through 100 to 200 mesh screen
• Moisten the granules suitably. Add hygroscopic substance e.g.: sorbitol, methyl- cellulose or PEG-4000.
• Increasing the amount of binder or adding dry binder (such as pre-gelatinized starch, gum acacia, powdered sorbitol, PVP, hydrophilic silica or powdered sugar).
• Increase the amount of lubricant or change the type of lubricant.
• Polish dies properly. (Investigate other steels or other materials).
• Use flat punches • Make proper setting of lower punch during ejection.
REMEDIES
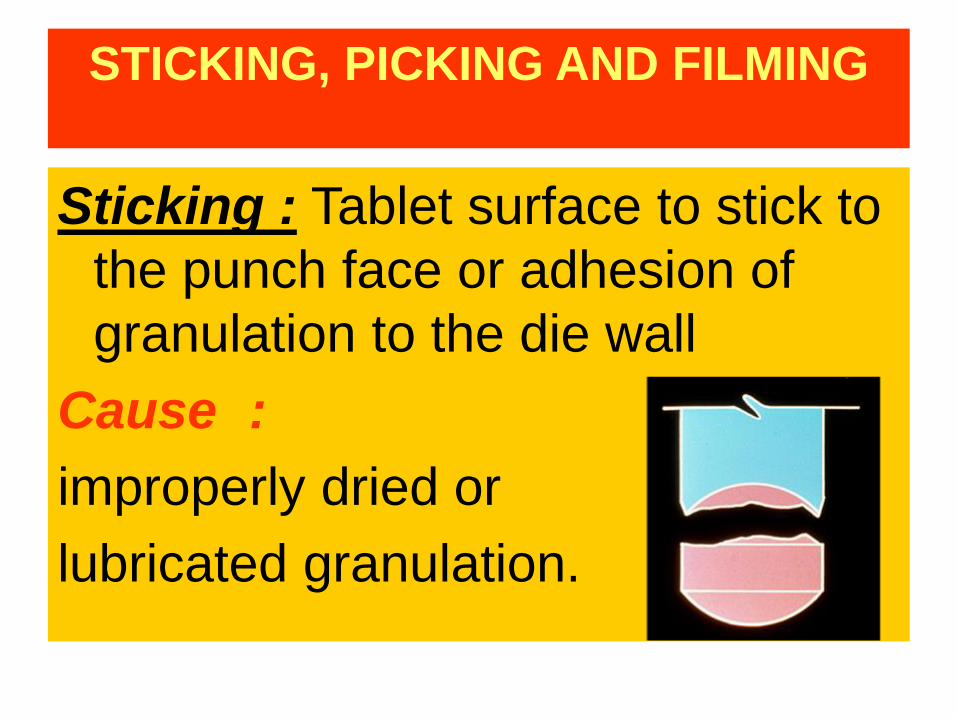
STICKING, PICKING AND FILMING
Sticking : Tablet surface to stick to
the punch face or adhesion of
granulation to the die wall
Cause :
improperly dried or
lubricated granulation.

The Causes Of Sticking FO
RM
ULA
TIO
N
Granules not dried properly
Too little or improper lubrication
Too much binder
Hygroscopic granular material
Oily or waxy materials
Too soft or weak granules
The Causes Of Sticking M
AC
HIN
E Concavity too deep
Too little pressure
Too little pressure
Picking sticking, grows with each revolution of
the press (a small amount of material from a tablet is sticking to and being removed off from the tablet-surface by a punch face. ) when punch tips have engraving or embossing letters, as well as the granular material is improperly dried.
Cause of picking (formulation)
• Excessive moisture in granules.
• Too little or improper lubrication.
• Low melting point substances, may soften from the heat of compression and lead to picking.
• Low melting point medicament in high concentration.
• Too warm granules when compressing.
• Too much amount of binder.
Cause of picking (machine)
• Rough punch faces.
• Embossing or engraving letters on punch faces (such as B, A, O, R, P, Q, G.)
• Bevels or dividing lines too deep.
• Pressure applied is not enough; too soft tablets.
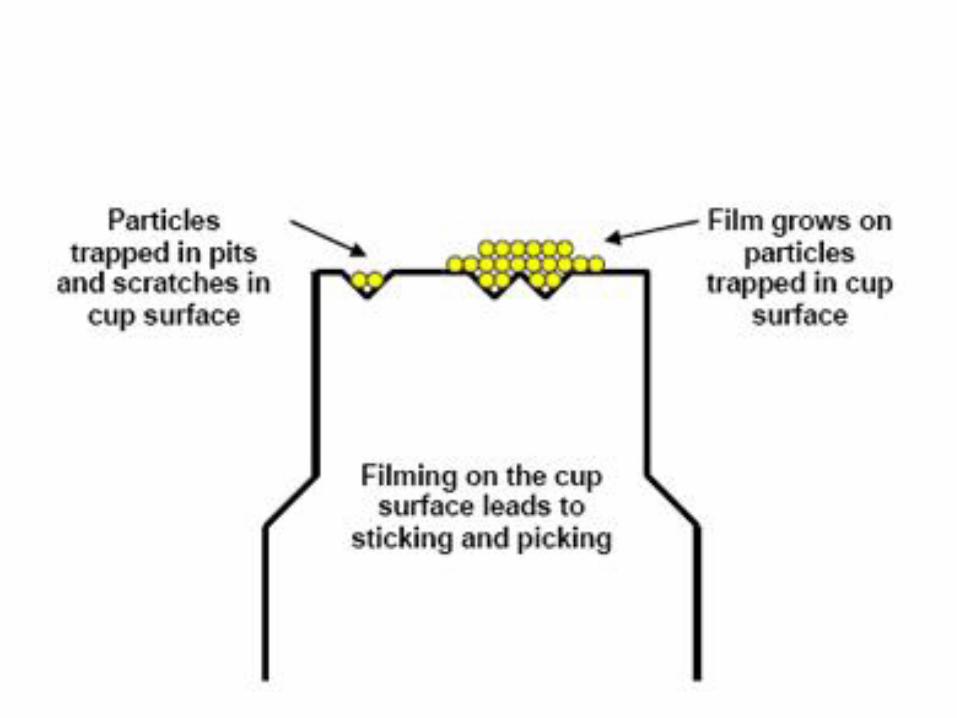
Filming : a slow form of picking and is largely due to excess moisture in the granulation. (excess moisture in the granulation,
high humidity, high temperatur, loss of
polished punch faces)
CHIPPING
• Chipping : tablets having pieces
broken out. (damaged tooling,
improperly set take of station)
• Incorrect machine settings, specially miss-set ejection take-off
CHIPPING
Tablets having pieces broken
out
The Causes Of Chipping FO
RM
ULA
TIO
N
Sticking on punch faces
Too dry granules
Too much binding
REMEDIES
• Dry the granules properly or increase lubrication.
• Moisten the granules to plasticize. Add hygroscopic substances.
• Optimize binding, or use dry binders.
CRACKING
• Cracking : cracked in the center of
the top
• It is observed as a result of rapid expansion of tablets, especially when deep concave punches are used.
CRACKING
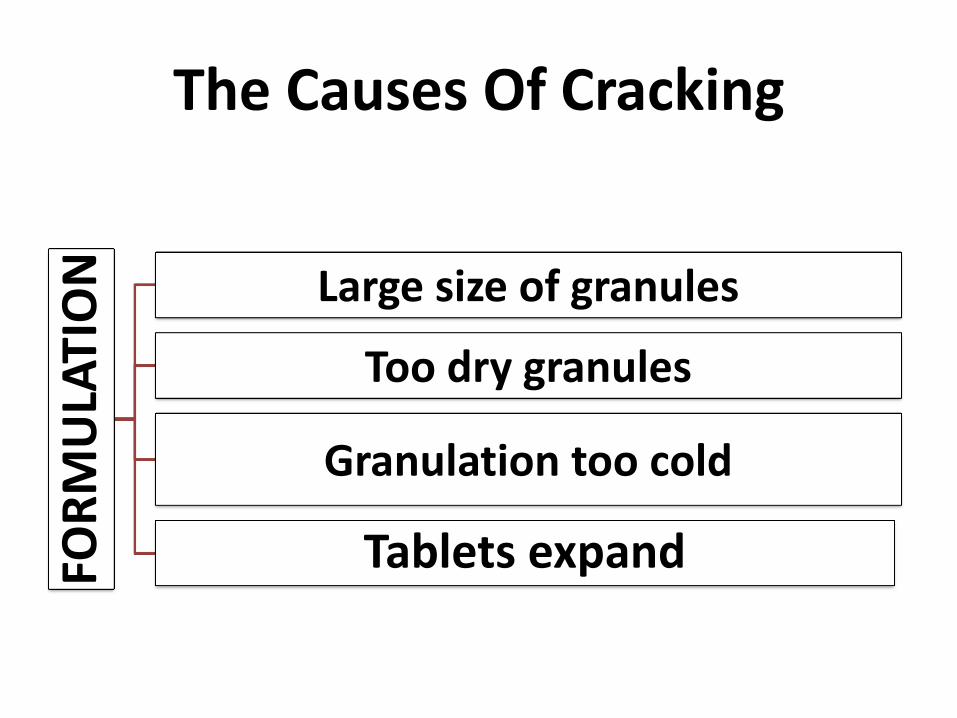
The Causes Of Cracking FO
RM
ULA
TIO
N
Large size of granules
Too dry granules
Granulation too cold
Tablets expand
remedies
• Reduce granule size. Add fines.
• Moisten the granules properly and add proper amount of binder.
• Improve granulation. Add dry binders.
• Compress at room temperature.
BINDING
Binding : difficult ejection
(insufficient lubrication)
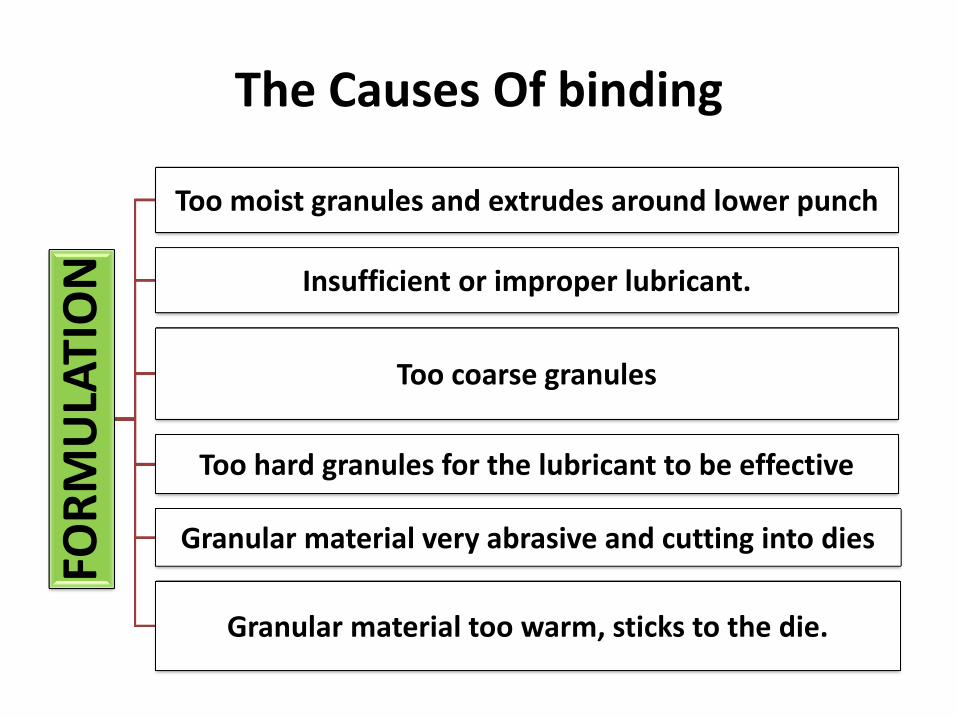
The Causes Of binding FO
RM
ULA
TIO
N
Too moist granules and extrudes around lower punch
Insufficient or improper lubricant.
Too coarse granules
Too hard granules for the lubricant to be effective
Granular material very abrasive and cutting into dies
Granular material too warm, sticks to the die.
Remedies
• Dry the granules properly. • Increase the amount of lubricant or use a more
effective lubricant. • Reduce granular size, add more fines, and
increase the quantity of lubricant. • Modify granulation. Reduce granular size. • If coarse granules, reduce its size. • Use wear-resistant dies. • Reduce temperature. • Increase clearance if it is extruding.
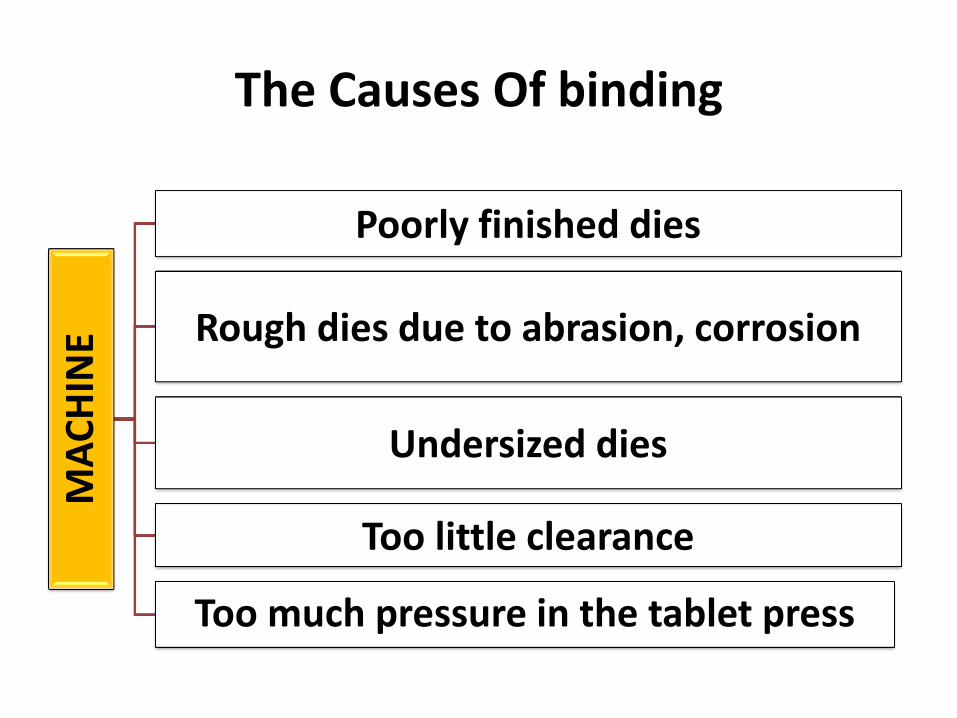
The Causes Of binding M
AC
HIN
E
Poorly finished dies
Rough dies due to abrasion, corrosion
Undersized dies
Too little clearance
Too much pressure in the tablet press
Remedies
• Polish the dies properly.
• Investigate other steels or other materials or modify granulation.
• Rework to proper size.
• Increase clearance.
• Reduce pressure. OR modify granulation.
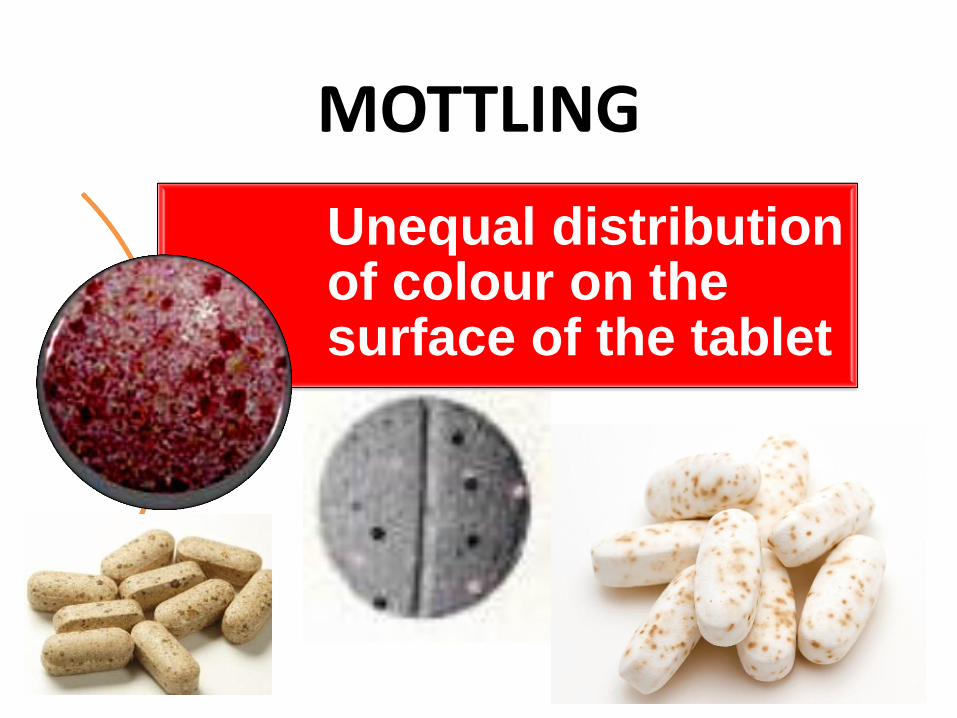
MOTTLING
Unequal distribution of colour on the surface of the tablet
Causes of Mottling
A drug that differs in color from its excipients
A dye migrates to the surface of granulation while drying
Improperly mixed dye, especially during ‘Direct Compression
Improper mixing of a colored binder solution
degradation products are highly colored
Remedies
Use appropriate colorants.
Change the solvent system, Change the binder, Reduce drying temperature and Use a smaller particle size.
Mix properly and reduce size if it is of a larger size to prevent segregation
Incorporate dry colour additive during powder blending step, then add fine powdered adhesives such as acacia and tragacanth and mix well and finally add granulating liquid.