Embed Size (px)
Citation preview

Informacione tehnologije, obrazovanje i preduzetništvo ITOP17
169
UDK: 004.382:621.01 Stručni rad
PRIMENA CAD/CAM TEHNOLOGIJE PRI OBRADI DELOVA GLODANJEM
APPLICATION OF CAD/CAM TECHNOLOGY
FOR PROCESSING OF MILLING
Mijatović, M.1, Jevremović, V.1, Đorđević, V.1, Petrović, Z.1 1Visoka tehnička mašinska škola strukovnih studija Trstenik
Rezime: Uvođenje programskih paketa za modeliranje mašinskih delova u savremenim
industrijskim procesima omogućilo je efikasnije i kvalitetnije programiranje
proizvodnog procesa na CNC mašinama. Klasičan način programiranja svodio se na
veoma veliki i komplikovan posao programera, a sve ostalo pripadalo je
karakteristikama mašine. Povezivanje računara i upravljačke jedinice CNC mašine
smanjuje posao programera, i olakšava izradu programa za proizvodnju delova.
Ključne reči: CAD, CAM, programiranje CNC mašina.
Abstract: The introduction of software packages for modeling of mechanical parts in modern industrial processes has enabled more efficient and better programming of the production process on CNC machines. The classic way of programming boiled down to a very large and complicated job developers, and the rest belonged to the characteristics of the machines. Connect your computer and CNC machine control unit reduces the programmers work, and facilitate the development of programs for parts production. Key words: CAD, CAM, programming CNC machine.
1. UVOD
Sa pojavom CNC mašina postupak proizvodnje je dosta pojednostavljen. Klasičan način
programiranja svodio se na veoma veliki i komplikovan posao programera, a sve ostalo
pripadalo je karakteristikama mašine.
2. RADNO OKRUŽENJE Na šemi na slici 1 dato je radno okruženje za programiranje CNC mašine na osnovu
zadatog modela.

Informacione tehnologije, obrazovanje i preduzetništvo ITOP17
170
Slika 2 Izbor
rezima
Sl.1 Šematski prikaz procesa proizvodnje
Radni model se formira utapanjem referentnog modela u pripremak i to u režimu
Manufacturing. Kada se formira radni model,
pristupa se podešavanju radnog okruženja, što
obuhvata: definisanje operacije, definisanje alata za
obradu i definisanje načina stezanja obratka.
2.1 RAD U REŽIMU ZA PROIZVODNJU DELOVA GLODANJEM
Pokrene se Pro/Engineer i za radni direktorijum
odabere se onaj u kome se nalaze modeli za
proizvodnju. To se uradi naredbom: Fileð Set Working Directory... . Zada se: Fileð Newð potvrdi opcija
Manufacturingð NC Assembly i upiše naziv
Ploca, tako da okvir za dijalog izgleda kao na slici 2.
Pritisne se OK, nakon čega se na ekranu vide radne
ravni NC_ASM_TOP, NC_ASM_FRONT i
NC_ASM_RIGHT. Pojaviće se i koordinatni sistem
pod nazivom NC_ASM_DEF_CSYS.
PRIPREMAK (WORKPIECE)
RADNI MODEL (MANUFACTURING MODEL)
REFERENTNI MODEL (REFERENCE MODEL)
PODEŠAVANJE RADNOG OKRUŽENJA (SET UP PROCES ENVIRONMENT)
DEFINISANJE ZAHVATA ( NC SEQUENCES)
GENERISANJE PUTANJE ALATA (CREATE CL DATA FILES)
PREVOĐENJE NA MAŠINSKI JEZIK (POST PROCES)
PROIZVODNJA NA CNC MASINI (DRIVE NC MACHINE TOOL)
ALATI (TOOLS)
STEGA (FIXTURE)
OPERACIJE (OPERATIONS)

Informacione tehnologije, obrazovanje i preduzetništvo ITOP17
171
a) b)
Slika 4 Opcija Operation Setup
2.2 FORMIRANJE RADNOG MODELA
Zada se: Mfg Modelð Assembleð Ref Modelð izabere se Plocað Open. Na ekranu
će se pojaviti model ploče i okvir za dijalog Component Placement
Pritisne se
ikona ð OK.
Ako se želi, ukloniti koordinatni sistem
NC_ASM_DEF_CSYS. Označi se u
stablu modela ð pritisne se desni tasterð Deleteð OK.
Zada se: Assembleð Workpieceð izabere se Ploca_pripremakð Open.
Referentni model i pripremak će zauzeti
položaje kao što je prikazano na slici 3.
U polju Constraints Type izabere se Coord Sys. Selektuje se koordinatni sistem
referentnog modela CS, a zatim na koordinatni sistem pripremka CSPð OK. Nakon ove
akcije pripremak dobija zelenu boju, a model je »utopljen« u njega. Pritiskom na
Done/Return završava se ova faza rada.
2.3 PODEŠAVANJE RADNOG OKRUŽENJA Izabere se Mfg Setup i otvori okvir za dijalog Operation Setup, prikazan na slici 4-a.
Uključi se dugme i otvori novi okvir za dijalog, prikazan na slici 4-b.
Prihvate se ponuđeni elementi, pritiskom na Apply pa OK.
Kreira se koordinatni sistem u gornjem levom uglu pripremka kao što je prikazano na
slici 5-a. Osa z usmerena je naviše, x udesno. To se postiže na sledeći način:
Slika 3. Referentni model i pripremak

Informacione tehnologije, obrazovanje i preduzetništvo ITOP17
172
Ø Uključi se strelica Machine Zeroð Createð selektuje se pripremak i osveži
ekran.
Ø Drži se Ctrl, pa izabere prednja vertikalna, leva bočna i gornja horizontalna
površina pripremka, kao što je prikazano na slici 5-a.
Ø U okviru za dijalog Coordinate System uključi se kartica Orientation ð klikne u gornje polje Use (slika 5-b)ð selektuje se gornja površina pripremkað u polju
to determine izabere zð klikne u sledeće polje Use ð selektuje se leva bočna površina pripremka i u polju to project izabere x. Koristi se Flip da se pravilno usmere ose, a zatim pritisne OK da se zatvori okvir za
dijalog Coordinate System. 1. Formira se referentna ravan, odnosno pritisne se strelica Surface u polju Retractð izabere Along Z Axis ð upiše 10¿ðOK. 2. U polju Tolerance upiše se 0.02ðApplyð OKð Done/Return. 3. Snimi se trenutno stanje i nastavi sa radom
2.4 DEFINISANJE ZAHVATA
Da se napravi ploča sa slike 6, potrebno je obraditi: 1. spoljašnju konturu ploče (1), 2. gornju površinu ploče (2) 3. žlebove na gornjoj
strani (3).
2.5 GLODANJE SPOLJAŠNJE KONTURE Zada se: Machiningð NC Sequenceð Profileð Done, nakon čega se otvora meni prikazan na slici 7. Pro/Engineer će sam potvrditi polja koja su obavezna, a mogu se potvrditi još neka.
a) b)
Slika 6. Definisanje zahvata
1
2 3

Informacione tehnologije, obrazovanje i preduzetništvo ITOP17
173
Slika 7
Pritiskom na Done i sistem zatraži definisanje svih veličina koje ste potvrdili. U ovom slučaju to će biti alat (Tool), parametri rezanja (Parameters) i površine koje se obrađuju (Surfaces). Pro/Engineer ima svoje alate. Potrebno im je dodeliti ime, izabrati tip i definisati geometriju. Okvir za dijalog Tool Setup se popuni kao što je prikazano na slici 8 i pritisne se Applyð Fileð Done. Pritiskom na Set otvora se okvir za dijalog Param Tree, prikazan na slici 9-a. U njemu se podešavaju parametri rezanja. Parametri pored kojih piše –1 su obavezni, moraju se zameniti novim vrednostima. Ostale veličine su za detaljnija podešavanja. Parametri dati na slici 9-b.
Referentna geometrija, tj. površina koja se obrađuje zadaje se: Doneð Modelð Doneð Loopð izabere se gornja površina ploče i ð Pick na ivicu 1 (slika 10) ð OKð Done.
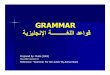
Finalizacija ova sekvence radi se uključivanjem Play PathðScreen Play. Na ekranu se pojavljuje plejer (slika 11-a), a glodalo zauzima početni položaj (slika 11-b).
Slika 8 Tool
Slika 9. Param Tree
Slika 10 Izbor površine
1
Informacione tehnologije, obrazovanje i preduzetništvo ITOP17
174
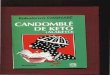
Pritiskom na taster vidi se kretanje glodala. Pomeranjem klizača u polju Display Speed levo ili desno reguliše se brzina kretanja alata. Alat obilazi 6 puta oko obratka, spuštajući se naniže za veličinu koraka (slika 12a).
Izgled ploče posle završene obrade na CNC mašini, dobija se: Machiningð Matrl Removeð 1:Profile Millingð Automaticð Doneð AutoAddð OKð Done/Return. Ploča će dobiti izgled prikazan na slici 12b.
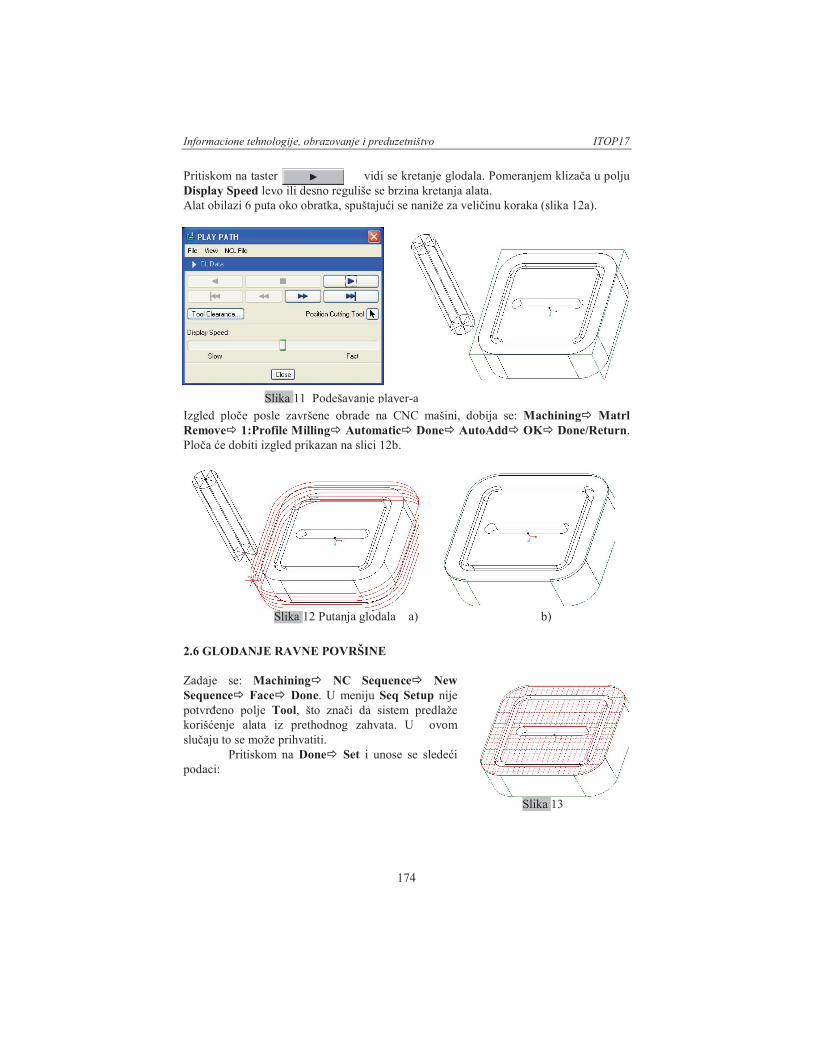
2.6 GLODANJE RAVNE POVRŠINE Zadaje se: Machiningð NC Sequenceð New Sequenceð Faceð Done. U meniju Seq Setup nije potvrđeno polje Tool, što znači da sistem predlaže korišćenje alata iz prethodnog zahvata. U ovom slučaju to se može prihvatiti. Pritiskom na Doneð Set i unose se sledeći podaci:
Slika 11 Podešavanje player-a
Slika 12 Putanja glodala a) b)
Slika 13

Informacione tehnologije, obrazovanje i preduzetništvo ITOP17
175
Zatvori se prozor Param Tree i pritisne Done. Sada se definiše površina koju treba obraditi. Zadaje se: Modelð Doneð izabere gornja površina referentnog modela (slika 13) ðOKð Done/Return. Uključi se Play PathðScreen Play
da bi se simuliralo kretanje alata. Putanja alata treba da izgleda kao na slici 14.
4. ZAKLJUČAK U cilju sveobuhvatnijeg sagledavanja problema analizirane su karakteristike programiranja CNC mašina alatki. Prikazana je primena CAD/CAM tehnologija pri obradi delova glodanjem. Sagledane su mogućnosti programiranja CNC mašina pomoću CAD sistema i na primeru Pro/Engineer sistema opisan mehanizam definisanja putanje alata pri obradi delova glodanjem. Imajući u vidu sve izraženiju potrebu za automatizacijom izrade programa radnog predmeta opisane su funkcije koje ručnu metodu programiranja čine efikasnijom. U ovom radu se jasno vidi efikasnost ovog načina programiranja, s obzirom na broj programskih rečenica i vreme izrade programa. 5. LITERATURA [1] Gerry Grahman, Denis Steffan- MAJSTOR ZA Pro/Engenieer 2001, Čačak,2002 [2] Roger Toogood, Jack Zecher- Pro/Engenieer Widefire 2,0 Tutotial, USA 2005 [3] Roger Toogood, Pro/Engenieer Widefire 3,0 Tutotial,USA 2006 [4] M. Bjelaković –OD MODELA DO PROIZVODA UZ POMOĆ Pro/ Engineera,
Trstenik 2004 [5] M. Bjelaković –OD MODELA DO PROIZVODA UZ POMOĆ Wildfire-a, Trstenik
2007
CUT_FEED 400 STEP_DEPTH 4 STEP_OVER 10 BOTTOM_STOCK_ALLOW - CUT_ANGLE 0 SCAN_TYPE TYPE_1 SPINDLE_SPEED 800 COOLANT_OPTION OFF CLEAR_DIST 5
pogled odozgo
Slika 14. Glodanje ravne površine