Embed Size (px)
Citation preview

Presentation of Project ContentFAA Project on Process Monitoring
November 3rd 2009, Boston FAA
Dipl.-Ing. Dražen Veselovac
Department of Process and Product Monitoring Chair of Manufacturing Technology WZL - RWTH Aachen
© WZL/Fraunhofer IPT

Outline
1
2
3
4
5
6
Introduction
Interest of Industrial Partners
State of the Art
Objectives and Main Goals
Scope of the Project
Risk Management
© WZL/Fraunhofer IPT Seite 2

Introduction
Introduction1
2
3
4
5
6
Interest of Industrial Partners
State of the Art
Objectives and Main Goals
Scope of the Project
Risk Management
© WZL/Fraunhofer IPT Seite 3

Needs for workpiece-oriented process monitoring
ACCIDENT
DL 1288, July 6, 1996 - Pensacola, Florida
Broaching and drilling are machining operations carried out to finalise discs’ geometry
Drilling is most critical and sensitive process due to difficult cutting tip engagement, complicated chip flow and unfavourable heat dissemination
Broaching is difficult because of one-stroke nature
Need for investigation and monitoring of these operations was expressed several times from ROMAN group based on their Lessons-Learned data base
© WZL/Fraunhofer IPT Seite 4

.5
1000
Workpiece-oriented process monitoring
Stable manufacturing of critical Process monitoring / temperature control turbine engine discs are required to ensure components without
fatal thermal damages
Source: MTU, Rolls-Royce
0 2 5 7.5 10 12.5 15
Bohrweg [mm]
0
500
1000
1500
2000
2500
3000
Vor
schu
bkr a
ft [N
]
Kt x
a
ppl.
(MPa
)
10000 100000 1000000 Zahl der Lastwechsel
Correlation of induced thermal impact to LCF-tests of manufactured specimens
© WZL/Fraunhofer IPT Seite 5

10 mm
Temperature Measurements in Drilling TiAl6V4d = 100 µm d = 200 µm d = 300 µm
d
tY
3D-Measurment device
After experimental investigations
Holes for fibres
Experiments
© WZL/Fraunhofer IPT Seite 6

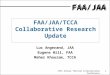
Temperature Distribution around the Cutting Edge
Dis
tanc
e0.6
mm
0.4
0.3
0.2
0.1
0.0
-0.1
-0.2
-0.3
-0.4
Max. Temperature [°C]
183
303 225
Holewall 432
Cutting edge
550
Tool 567
Main tip -0.8 -0.7 -0.6 -0.5 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4
Position in direction of feed xrel [mm] © WZL/Fraunhofer IPT Seite 7

-0 4
-0 3
-0 2
-0 1
-0 8 -0 7 -0 6 -0 5 -0 4 -0 3 -0 2 0
-0
-0 1
2,5 7,5 12,5 17,5 22,5
Temperature Distribution along the whole Drilling Operation
Cutting parameter: D = 8 mm l = 25 mm
vc = 35 m/min f = 0.1 mm l/D = 3.125
Max. Temperature [°C]
,
,
,
,
0,0
0,1
0,2
0,3
0,4
0,5
0,6
, , , , , , , -0,1 0,0 0,1 ,2 0,3 0,4 -0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
0,6
-0,8 -0,7 -0,6 -0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4 -0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
0,6
-0,8 -0,7 -0,6 -0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4 -0,4
,3
-0,2
,
0,0
0,1
0,2
0,3
0,4
0,5
0,6
-0,8 -0,7 -0,6 -0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4 -0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
0,6
-0,8 -0,7 -0,6 -0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
.
Cutting edge Holewall
567 550
432225
183
591 514
268
467192
225 154
652 573
289 217225
182
614 628
554 297
297 202
349 303
220
729
572 656
648
303
2.5 7.5 12.5
17.5
22.5
Measurement position – Depth of Hole [mm]
© WZL/Fraunhofer IPT Seite 8

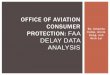
vc = 35 m/minf = 0.1 mmD = 8 mm
Temperature distribution in continuous measurements
-2 0 2 4 6 8 10 12 14 16 18 20 22 24 26 0
100
200
300
400
500
600
700
800
Tem
pera
ture
T [°
C]
Drilling depth [mm]
1
2
3
4 5
6
V-Slot
Drilling tool
vf
vf
v c
Fibre
Work piece
V-slot-base
Tem
pera
ture
T [°
C]
Zoom
Process Parameter:
Measurement distance d = 200 µm
800
700
600
500
400
300
200
100
0
21.6 21.8 22 22.2 22.4 22.6 22.8 0
100
200
300
400
500
600
700
800
0.1 mm = f
0.05 mm = ½ f
22.55 22.6 22.65 22.7 22.75 22.8
Drilling depth [mm]
© WZL/Fraunhofer IPT Seite 9

0,05 mm/tooth
Analysis of Drilling Process
- Reground tool - Already used for 8 holes - Dry cut Feedforce - TiN coated
Process parameter:
vc = 35 m/min f = l/D = 3,125
AE-raw Signal
Seite 10 © WZL/Fraunhofer IPT

AE RMS Monitoring for Drilling TiAl6V4
AE _r
m s
(V )
Very clear indication of anomaly during the time and drilling depth, where LCF specimen 4 is located
7
6
5
4
3
2
1
0
Min_RMS400
Max_RMS400
Mean_RMS400
1 2 3 4 5
X1_X2 X3_X4 X5_X6 X7_X8 X9_X10
Distance (total 25mm)
Seite 11 © WZL/Fraunhofer IPT

Joint Time Frequency AE Raw Analysis
© WZL/Fraunhofer IPT Seite 12

0
200
400
600
800
1000
1200
Torq
ue (N
m)
0
2
4
6
8
10
12
14
Anom
aly
(mic
rom
eter
s)
0
20
40
60
80
100
120
140
160
PM-Anomaly-LCF CorrelationWorn tool. TiN. No coolent. Wide margin.
0 5 10 15 20 25 30
Forc
e (N
)
Force Distance (mm)Torque 21 mmAmorphous layer Total deformation
© WZL/Fraunhofer IPT Seite 13

Joint Drilling Depth-Frequency AE Raw Analysis
© WZL/Fraunhofer IPT Seite 14

Design of a Slim-Line integrated face milling tool
Design and first prototype
© WZL/Fraunhofer IPT Seite 15

Design of a Slim-Line integrated face milling tool
Cutting Tip Slim-Line Sensor
© WZL/Fraunhofer IPT Seite 16

Forc
e F
[N]
Design of a Slim-Line integrated face milling tool
Force signal of dynanometer New designIndividual slim line signals
Ability to monitor individual
time t [s]
forc
e F
[N]
forc
e F
[N]
time t [s]
Force Signals in HS-Cutting
forc
e F
[N]
Individual signal not extractable
Individual signal not extractable
cutting edge signaltime t [s]
Seite 17 © WZL/Fraunhofer IPT

Accelerometric compensation with Slim-Line sensorsSlim-Line Sensors
Tool holder
Cutting tip
Tip-mounting and preload transfer device
Slim-Line Sensor
Tool-holder set-up with Slim-Line force sensor
Workpiece for high frequency force interaction
© WZL/Fraunhofer IPT Seite 18

V
Slim-Line vs. Dynamomter force meausurements
Process Parameter: 20
Cut
ting
Forc
e [N
] C
uttin
g Fo
rce
[N]
Cut
ting
Forc
e [N
]
0 10 20 30 40 Time [s]
]
Slime-Line Sensor Dynamometervc = 532 m/min
ap = 0.1 mm
f = 0.05 mm/rev
10
0
-10
Coolant = no
Cal.slim = 2.4 pC/N 20
= 100 N/V
fEingr. = 1000 Hz
fgrenz = no Filter SL
fAbtast = 100 kS/s
Time-const. = Long 7.82 7.83 7.84 7.85 7.86 Time [s]
15 10 5 0
-5-10-15
20 15 10 5 0
-5 -10 -15
7.864 7.865 7.866 7.867 7.868 Time [s]
© WZL/Fraunhofer IPT Seite 19

Interest of industrial partners
1 Introduction
Interest of Industrial Partners 2
3
4
5
6
State of the Art
Objectives and Main Goals
Scope of the Project
Risk Management
© WZL/Fraunhofer IPT Seite 20

Industrial partners from WZL
WZL has become a Center of Competence for MTU AERO Engines in Compressor Technologies
WZL is official Partner of Rolls-Royce plc. in Production Technology development for Integrative Aero Engine components
Main development axes are going to focus on 3 – 5 axis machining operations with machining centres
Blisk technology is going to be the main focus of technology development for military and commercial aeronautics
© WZL/Fraunhofer IPT Seite 21

Support of industrial partners during the project
Support actions Support actions Support actions Opportunity to use broaching Conduction of trials on Supply work piece material
machine tools for testing broaching machine tools for testing series
© WZL/Fraunhofer IPT Seite 22

State of the Art
1
2
Introduction
Interest of Industrial Partners
State of the Art 3
4
5
6
Objectives and Main Goals
Scope of the Project
Risk Management
© WZL/Fraunhofer IPT Seite 23

Application of Process Monitoring in Manufacturing Process Monitoring is seen
as effective control for production with little or no part variation (automotive, food processing)
In manufacture for critical aero engines PM is often seen as a burden rather than a benefit
Systems in use apply simple techniques e.g. simple gated process monitoring
These simple techniques fail to detect manufacturing induced anomalies in production, identified during MANHIRP Project
Source: ARMINES, SNECMA MOTEURS
without anomaly
smearings
minor thermal influence
high thermal influence
Kt x
a
ppl.
(MP
a)
1000 10000 100000 1000000 Zahl der Lastwechsel
© WZL/Fraunhofer IPT Seite 24

Adressing state of the art in previous projects Initiated by the Pensacola
event in 1996, FAA sponsored the Roman Project, which introduced appropriate manufacturing controls
European aero engine makers formed project MANHIRP, which investigated use of PM for detection of anomalies, NDE, fatigue and probabilistic lifing models
MANHIRP delivered an anomaly definition and categorization and identification of characteristic process monitoring signals
Source: FAA
Information on achieved quality
Process qualification
Process Monitoring
NDE
Direct feedback
Information on special event
© WZL/Fraunhofer IPT Seite 25

Addressing state of the art in this proposal
ability to manufacture critical rotating components whilst
Manufacturing needs offering better quality control will lead to increased levels of air safety
ability to demonstrate a higher level of quality manufacture in this most demanding and competitive global market
development of a product monitoring system will allow reduction of time required to approval
Design needs
Design intent higher stressesimproved performancemore frequent flights
New material introduction More difficult to machine More prone to machining abuse
Component introduction costs Process validation time Manufacturing change control Inspection time
Manufacturing Cost Multiple machine operation Automation New methods New tooling materials and coatings
Lead time
FutureToday
© WZL/Fraunhofer IPT Seite 26

Objectives and Main Goals
1
2
3
Introduction
Interest of Industrial Partners
State of the Art
Objectives and Main Goals 4
5
6
Scope of the Project
Risk Management
© WZL/Fraunhofer IPT Seite 27

Process-Material Combinations Work of this project will refer to
Drilling Processes Broaching Processes
FAA will choose either one Titanium or Nickel Alloy to conduct trials with
Trials will be performed with same tools, materials and parameters as they are used in production of critical aero engine components
Analysis of the trials and evaluation of machined parts will lead to suitable sensor solutions for monitoring material defects
With regard to known specifications and FAA standards, borders and limits with regard to recorded signals will be defined
Drilling processes Broaching processes
Titanium or Nickelbased Alloy
source: MTUsource: Lycoming
© WZL/Fraunhofer IPT Seite 28

Sensor and Mounting Location Selection
possible sensors
physical process and disturbance quantities
sensing principles
sensor specifications
sensor mounting restrictions
input:
OEM description of process conditions ex.: - tool
- cutting steps - disturbance def. - disturbance char. - process features - :
Sensing principles
- strain gauge - hall effect - structure-borne sound
- :
ex.: - piezoelectric
AE-Signal force torque
acceleration temperature power drive current
10
20
30
40
100
200
300
N
500
10,84
400
10,9 Zeit
10
20
v
Zeit -10
-20 10
20
30
40
V/°C
°C
10
20
30
40
Md
P
20 10
20
30
40
Weg
IHSP
Sensor specifications
- frequency response
- range - sensitivity
- :
ex.: - frequency band
Machine test bed
- machine 3, 5 axis - interfaces (mechanical, data) - process boundary conditions (lubricant, electro magnetic fields, etc.)
- :
ex.: - workpiece handling
- mounting space
© WZL/Fraunhofer IPT Seite 29

Suited Sensors for Cutting Operations
vc
AE-Sensor
Cutting forces
Rotating Cutting force Dynamometer (RCD)
Mov
emen
t/Vib
ratio
n
Accerelation Sensor
Hall-Sensor
Structure born sound
Structure borne sound
© WZL/Fraunhofer IPT Seite 30

Signal Analysis
Low frequency signals (20 kHz): - Force, torque and power analysis in time-domain
- Combination of AERMS and feed-force - Analysis of acceleration in frequency domain
High frequency signals (500 - 2000 kHz): - Analysis of AEraw-signal in frequency domain
- Time-Frequency analysis of AEraw-signal
Additional analysis of work pieces and tools:- SEM (WP and tools)- Surface roughness measurements- Micro hardness measurements
At WZL’s lab:- Work piece oriented temperature measurements
Seite 31 © WZL/Fraunhofer IPT

Main Goals of the Project- PM-Strategy: Development of a position oriented process monitoring strategy for the selected material and process combinations
- Data Basis: Creation of data basis of available monitoring systems on the free market and actual scientific work done in the area of process monitoring
- Software Tool: Development of a software tool for data aquisition of monitoring signals and feature extraction routines
- Correlation of identified anomalies to the determined signal pattern
- Reaction strategies: development of possible reaction strategies and measures to be taken for saving time and waste during manufacture
© WZL/Fraunhofer IPT Seite 32

Scope of the Project
1
2
3
4
Introduction
Interest of Industrial Partners
State of the Art
Objectives and Main Goals
Scope of the Project 5
6 Risk Management
© WZL/Fraunhofer IPT Seite 33

Task 4:
Task 8:
Task Content and Interaction
Task 6: Preliminary study of
automated data/signal mining in
manufacturing
Task 1: Procurement of test
material
Task 2: Evaluation of the state of the art
Task 3: General review on
experiences with PM systems in production
PM techniques identification
Task 5: Sensor specification
and sensor developments for
specific applications
Task 7: Definition and design of a
suitable PM System Machining Experiments at demonstrator machines
Task 9: Intelligent signal analysis and
software development
Task 10: Feature extraction/selection
Task 11: Development of possible
reaction strategies
© WZL/Fraunhofer IPT Seite 34

Task Description
prog
ress
Task 1: Procurement of test material
Material will be used for machining tests/production of test pieces for hole making and broaching trials
Task 2: Evaluation of state of the art
Review of PM techniques studied in MANHIRP project
Task 3: General review on experiences with PM Systems in production
Survey of current knowledge about PM in OEM’s shop floors
Analysis of assessment and benefit in terms of quality, production, safety and human factors
© WZL/Fraunhofer IPT Seite 35

Task Description
prog
ress
Task 4: PM techniques identification
Definition of useful combination of sensor signals in order to detect anomalies and disturbances
Task 5: Sensor specification and sensor development for specific applications
Specification and development of special sensors to enable surface monitoring system
Task 6: Preliminary study of automated data/signal mining in manufacturing
Literature Study of data/signal mining for PM applications
Literature Study on models describing measurements considered in the project
Seite 36 © WZL/Fraunhofer IPT

Task Description
prog
ress
Task 7: Definition and design of a suitable PM System
Development of system with suitable sensors and database
Qualification of sensor system
Procurement of sensors and equipment
Task 8: Machining experiments at the demonstrator machines
Experiments based on DoE analysis
Task 9: Intelligent signal analysis and software development
Data collection from various PM sensors and conditions
Time frequency and statistical analysis of signals in normal and abnormal mode
Development of software tools based on LabView environment
Seite 37 © WZL/Fraunhofer IPT

Task Description
prog
ress
Task 10: Feature extraction/selection
Find features of PM signals for reliable detection
Perform analysis isolating the features that give reliable detection of an abnormal mode
Optimise computational efficiency for high data rate measurements
Task 11: Development of possible reaction strategies
Elaboration of reactions strategies, e.g. immediate stop of machining process, reduction of cutting parameters, warnings
© WZL/Fraunhofer IPT Seite 38

Risk Management
1
2
3
4
5
Introduction
Interest of Industrial Partners
State of the Art
Objectives and Main Goals
Scope of the Project
Risk Management 6
© WZL/Fraunhofer IPT Seite 39

Identified Risks and Measures
Risk Action
No anomalies could be created during standard machining operations
Development of a anomaly creation procedure (analogy trials) which are inducing anomalies, similar to those which can occur during production
Machine tool availability is not big enough at the end-user sites as it was planned
Do fundamental analysis for system verification at the available machine tool at the WZL (hydraulic machine tool) on analogical set-ups
© WZL/Fraunhofer IPT Seite 40