Embed Size (px)
Citation preview

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
1
PREFEASIBILITY REPORT
for
PROPOSED
“Expansion of existing production capacity of Diketene derivatives & Ketene
derivatives and Installation of Ethyl acetate, EO derivatives and Cogeneration
CPP”
In
GOVT MIDC AREA
(LAXMI ORGANIC INDUSTRIES LIMITED)
Mahad, Dist: Raigad, Maharashtra

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
2
Synopsis
1. Introduction
2. Justification
3. Location
4. Recourses
5. Process
6. Pollution Control
7. Background Study
8. Safety
9. Benefits
10. EIA structure
11. Scoping
12. Conclusion

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
3
1. Introduction
M/s.LAXMI ORGANIC INDUSTRIES LIMITED (This Industry, TI) are desirous to expand,
diversify and energy integrate the existing specialty chemicals industrial unit for producing
green solvents, specialty chemicals and co-generation based captive power plant (CPP), at
Plot No. B-2/2, B-3/1/1, B-3/1/2; B-1/1/2, B-1/2/1& B-1/3/2, at Government developed
Maharashtra Industrial Development Corporation (MIDC) industrial estate, Mahad, district
Raigad, Maharashtra.
The existing industrial unit is the only production facility in India to manufacture range of
specialty chemicals based on acetic acid to cater to demand of pharmaceutical, colorant and
agrochemical industry and substitutes imports by about 40% to 50%. The industry now
proposes to expand the capacity and add additional capacity to further substitute imports
and enhance exports.
Indianand worldwide demand for green solvents and specialty chemicals is increasing
steadily. The intermediates and solvent proposed to be manufactured will be used in
following industry segments.
• Printing industry : As a green solvent substituting aromatic solvents.
• Pharmaceutical industry
• Colorant industry
• Agrochemical industry
• Organic synthesis industry
• Polymer and coating industry
The Notification no. S.O. 1533 promulgated on 14th September 2006 has covered this type
of industries under its entry ‘5 (f)’. Synthetic organic chemicals industry located in a
notified industrial area/ estate will come under Cat Band come under purview of
SEAC/SEIAA, Maharashtra to obtain environment clearance for.
The industry submitted the proposal to SEAC, Maharashtra in June 2014. Subsequently,
SEAC, Maharashtra have taken up the project in its 86th meeting dated 5th and 6th Sept
2014, and classified under Category – “A” as the unit is falling within five km from
Ecologically Sensitive Area (ESA) and directed TI to approach to Central EAC, MoEF, New
Delhi.
In the recent past, the industry was granted Environmental Clearances for the same unit in
March 2010 and April 2013 by state SEAC/SEIAA.
Now we are seeking expansion in production capacity with addition of new products. This
prefeasibility report is prepared for forming a frame work for EIA study, scoping and
finalizing terms of reference as may be required.
Form I, as is prescribed by the said notification is duly filled up and submitted. The
prefeasibility report is an accompaniment to the same.

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
4
Form I submitted by us generally covered Justification, nearby Land Use, Resources,
Process, Pollution Control, Aesthetics, Risk Involved, Consequent Developments and
Environmental Sensitive Issues.
2. Justification
The Indian pharmaceutical industry is the world's second-largest by volume and is likely to
lead the manufacturing sector of India. Several Government and private sector projects
with huge amount of investments have been initiated but could not attend the speed of
development for the need of good quality material. Over the last decade, there has been a
sizeable growth in Pharmaceutical sector both in small, medium and large scale units. This
has given rise to many small and medium scale units to manufacture pharma
intermediate.The ever growing requirements of India,due to higher population and various
diseases indicated the need for the growth of this industry. Thus there is a gap in demand
and supply. Our efforts of generating products, by-products, downstream products and
recycling - reprocessing are indeed needed. With multinational pharmaceutical companies
enhancing their presence in India, the long-term prospects of the pharmaceutical industry
seem fairly bright.
The printing industry is increasing at robust rate due to globalization and change of life
style in India. This calls for availability of green solvents like ethyl acetate which will
substitute solvents like toluene, MIK and MIBK.
Indian agro sector demand is increasing to improve productivity and to deal with attack of
various types of pests etc. The intermediates proposed will substitute imports.
The colorant industry demand for intermediates is increasing as multinational companies
are shifting manufacturing base in India.
But the impact of some factors on the industry's growth remains to be seen. For one, there
is the power supply situation. Power accounts for around 10% of the manufacturing cost
and availability could be an issue in future. Also, manufacturers need to modernize their
processes to reduce energy consumption and become more cost efficient.
Due to shortage of power in the country, the company proposes to generate captive power
by energy integration by setting a co-generation plant and meets its captive requirements
of steam and power.
The fate of industrialization depends on the proper and effective conjugation of large and
medium/small scale industries each supporting each other in their requirement to bridge
the gap between demand and supply. In order to be competitive in the global market this
synergy between large & medium/small scale industries is a prerogative. Therefore
considering the above, large companies do require the help of small units to support them
by giving them quality products at lesser price.

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
5
Industry is regularly submitting the EC compliance report to the statutory bodies.
In addition, it is also examined whether industry had made compliance as expected in
Consent to Operate by MPCB for existing production.
S. No. Condition Compliance
1 Address & status Continuous the same no change
2 Validity Valid till 31.03.2016
3 Product size Sr. no. Product Capacity
(TPM)
1 Diketene 1350
2 Intermediates for
Pharmaceuticals,
Pesticides and
Pigments
a Esters 1000
b Amides 480
c Arylides 535
3 Ketene Derivatives /
Acetic anhydride
1200
4 Isolated storage of
ethyl alcohol for
captive consumption
only
8500 KL/M
4 Waste water
quantity
100 m3 permitted. Limited inside
5 Treatment Comprehensive, PCT, Biological & CETP. Found in limit
6 ECE Dust collector / Scrubbers, cyclone, bag filters in place
7 LDAR Leak detection & repair program with monitoring
protocol undertaken as consented. No –toward incident
reported. Work zone ambiance cognizes
8 Hazardous waste Membership of CHWTSDF
Prefeasibility Report – M/s. Laxmi Organic Industries Limited
6
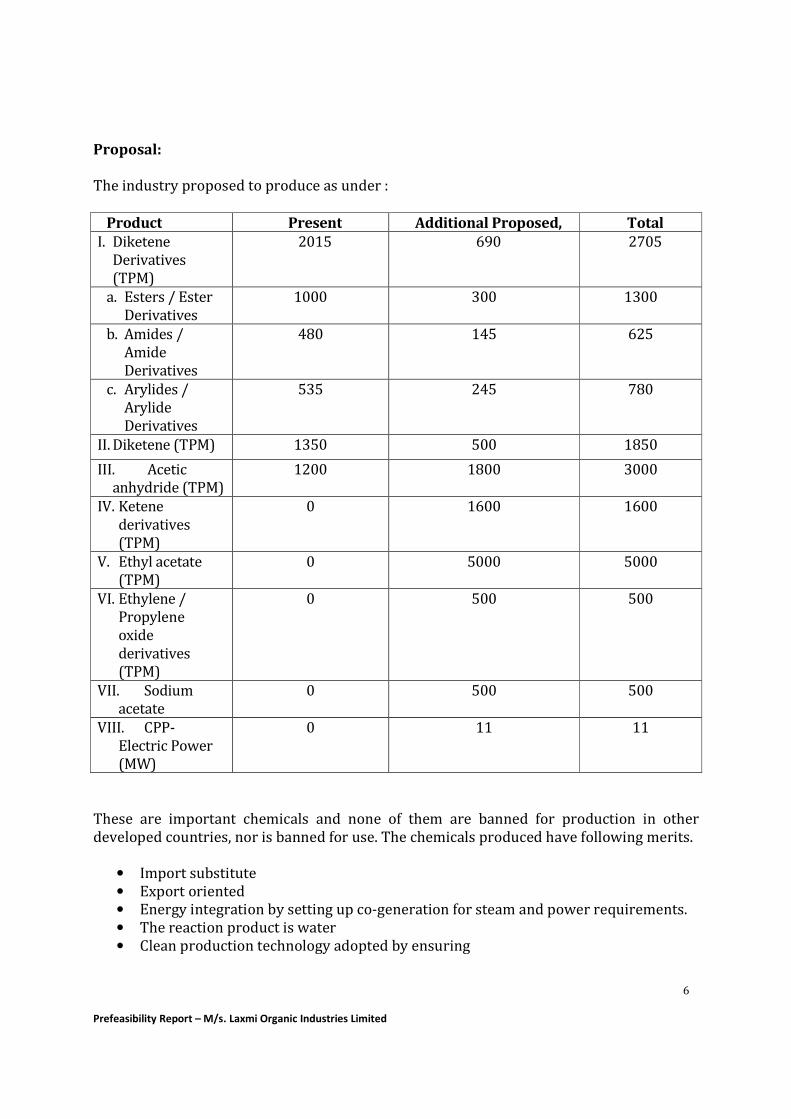
Proposal:
The industry proposed to produce as under :
Product Present Additional Proposed, Total
I. Diketene
Derivatives
(TPM)
2015 690 2705
a. Esters / Ester
Derivatives
1000 300 1300
b. Amides /
Amide
Derivatives
480 145 625
c. Arylides /
Arylide
Derivatives
535 245 780
II. Diketene (TPM) 1350 500 1850
III. Acetic
anhydride (TPM)
1200 1800 3000
IV. Ketene
derivatives
(TPM)
0 1600 1600
V. Ethyl acetate
(TPM)
0 5000 5000
VI. Ethylene /
Propylene
oxide
derivatives
(TPM)
0 500 500
VII. Sodium
acetate
0 500 500
VIII. CPP-
Electric Power
(MW)
0 11 11
These are important chemicals and none of them are banned for production in other
developed countries, nor is banned for use. The chemicals produced have following merits.
• Import substitute
• Export oriented
• Energy integration by setting up co-generation for steam and power requirements.
• The reaction product is water
• Clean production technology adopted by ensuring
Prefeasibility Report – M/s. Laxmi Organic Industries Limited
7
- Minimize pollutants at source
- Maximize recycle
- Treat to PCB norms
- Use low ash and sulphur coal for Cogen-CPP.
• 100% recycle of increased effluents for process.
• No increase in effluent load to CETP
Laxmi Organic Industries Limited (TI) is the only producer of Diketene derivatives &
Ketene derivatives and major producer of Ethyl acetateand have expertise in Co-gen CPP.
TI has proposed to increase capacity in the same products range and has expertise in
design, engineering, construction, commissioning and operation of these products and has
network of marketing these products in domestic and export markets.
3. Location-
The proposed location is at plot number Plot No. B-2/2, B-3/1/1, B-3/1/2, B-1/1/2, B-
1/2/1& B-1/3/2, M.I.D.C, Mahad, District, MIDC at Mahad. This TI site is in premises of MIDC
estate which is meant for this type of industries. On all four sides we are surrounded by
industries and no nuisance is spread. The surrounding neighbors are,
1. East : MIDC vacant plot
2. West : Local body Road, vacant agricultural land.
3. South : Pearl Polymers
4. North :Lona Industries.
Location too is justifiable. Unit size is kept correct for ease of handling and environmental
control.
Government MIDC at Mahad has provided all infrastructures like assured Electrical power,
continuous water supply with purification from water works having, RSF (Rapid Sand
Filtration) and disinfection, internal road, network, external approach roads and has
networking with Common Hazardous Waste Storage Treatment and Disposal Facility
(CHWTSDF). CHWTSDF at Maharashtra Industrial Development Corporation (MIDC),
Taloja, in vicinity has been established with support of MIDC and Maharashtra Pollution
control Board (MPCB). A Common effluent Treatment Plant (CETP), is also functional at
MIDC, Mahad.
As there are other industries in the neighborhood with similar nature, there is
compatibility.
Location can be thus justified. A relevant portion of index map is enclosed.
The proposed land plot admeasuring 1,02,789 sq. mts. This is not a Prime Agricultural
Land. The land use is already as “Industrial”. Thus, there is no change in the status. This is a

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
8
flat land where by cutting- filling balances and there will be No Low Borrowing from
Nature.
Within 10 km influence zone there is no tropical forest, biosphere reserve, national park,
wild life sanctuary and coral formation reserve. The river, city Mahad, railway line and
national highway are sufficiently at safe distance. The clearance is obtained from local
body. Hence, have public acceptability.
GEOGRAPHICAL LOCATION OF SITE :
� Latitude : Approx. 18° 6'2.93"N
� Longitude : Approx. 73°29'4.98"E
� Terrain : Flat terrain
� Climate : Semi-Arid
4 Resources
TI is desirous to establish in MSI sector unit to expand, diversify and energy integrate the
existing specialty chemicals industrial unit for producing green solvents, specialty
chemicals and co-generation based captive power plant (CPP).
It requires following resources,
• Area 102789 sq. mts
• Water Input Assured from MIDC
• Work force 240
• Raw Materials commensurate with product, as also work up
Chemicals, solvents & catalysts
• Effluent Facility high COD and TDS sub stream segregated self-treatment
and CETP later.
• Haz. Waste Facility CSWTSDF at Taloja
• Process Developed by self
• Machinery available locally
• Laboratory maintained sophisticated
• Attendants Units cooling tower, hot water generations
• Instrumentation state of art
• Total Investment Rs. 172.80Crores ( Present + Expansion)
• Environment Fund 2 %
• Proponents Law abiding. No litigation pending.
Site
1. Existing industrial premises.
2. Climatic condition suitable for finer adjustments of control, making it fit for
processing conditions.
3. Well connected for transportation.
4. Leveled ground and load bearing soil
5. TI being in Govt. MIDC Estate, its infrastructure will be used.

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
9

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
10
Technology Selection
1. The products proposed are in the same manufacturing range for which the
technology is already developed and plants are in operation.
2. The process used is based on raw materials that are available, without
anybottleneck. Thus, it is not necessary to store any one of it in excess, with a
fear of crossing expiring date. Excess storage also means wastage. Here, we can
follow easily the principle of JIT (Just In Time).
3. The process used is developed by TI themselves and hence we are aware about
the sensitive points needing careful attention in advance.
4. The process is cost effective, safe and environmentally friendly.
5. There is no elevated pressure condition in processing.
6. Solvents used that are recoverable, and are so recovered.
7. The steam from boilers will be used for process and to produce power in turbine
by installing new power plant.
Instrumentation
1. Latest electronic instrumentation with high accuracy and reliability
2. DCS control system with 100% redundancy for control and power supply.
3. Emergency Shut Down System for ensuring safety of plant and personnel.
4. Stream flow, feed water flow is measurable (indicating and recording)
5. Water level and liquid material level is measurable (indicating and
recording)
6. Multipoint temperature scanner with thermo couple. All points indicating
and recording (all for steam, feed water, flue gas and air)
7. Pressure gauges at reactors.
8. DCS based multi-channel data logger to inputs like currents, mv, T/C
and recording with columned dot matrix printer.
9. DCS based hooters for trips, low levels, high levels and high temperatures.
Machinery &Hardware :
1. Modern pneumatic air handling transfer system is used to avoid any risks in
human being handling the production.
2. All processing equipment like reactors material of construction will be
compatible to process. Generally, will be of SS316 quality and will be kept
validated as per strict international guidelines prescribed.
3. The condensers are in SS316.
4. Wherever water is used, will be specially purified both for process and cleaning-
washing.
5. Help of sophisticated configuration may be taken, if necessary.
Project proponents
Laxmi Organic Industries Ltd. is a producer of green solvents based on alcohols for
pharmaceutical and printing industry. It was established in 1988, with a focus on the
solvents for Pharmaceuticals and Printing industries.

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
11
The company has adopted following certifications
1. ISO 9001
2. ISO 14001
3. ISO 18001
4. ISO 50001 (Under implementation)
5. Kosher
6. Responsible Care
Today, Laxmi Organic Industries Ltd manufactures a wide range of intermediates and
solvents and has forged enduring relationships with large and small companies all over the
world. Laxmi Organic Industries Ltd. has established reputation for providing quality
products in manufacturing plants that meet global standards. The proponents are,
S. No. Name Designation
1. Ravi V. Goenka
Chemical Engineer
Managing Director
2. A. K. Dudhane
Chemical Engineer
Executive Director &
COO
3. N. K. Rao
B.Sc.with Diploma in Marketing
Management
Vice President–
Marketing
4. V. B. Borse
Chemical Engineer
Sr. Vice-President–
(Operations & Projects)
5. B. K. Kabra
Graduate in Commerce with Masters in
Marketing Management
General Manager –
Exports
6. K.D. Das
ACMA, MBA (Finance)
C.F.O.
5 Process
Products
TI proposes to establish a plant to produce green solvents. The products serve as green
solvents for Pharmaceuticals and Printing. As season changes or as immunity changes,
demand for particular chemical changes, the industry has thus to be in readiness to change the product suitability and be prepared to mitigate the corresponding environmental
challenges. The utilities are normally the same, but the reactors are used by different
combination and sequence.
The product mix is as given below.
Product Present Additional Proposed Total
1. Diketene Derivatives
(TPM)
2015 690 2705

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
12
Esters / Ester
Derivatives
1000 300 1300
Amides / Amide
Derivatives
480 145 625
Arylides / Arylide
Derivatives
535 245 780
2. Diketene (TPM) 1350 500 1850
3. Acetic anhydride (TPM) 1200 1800 3000
4. Ketene derivatives
(TPM)
0 1600 1600
5. Ethyl acetate
(TPM)
0 5000 5000
6. Ethylene / Propylene
oxide derivatives
(TPM)
0 500 500
7. Sodium acetate 0 500 500
8. CPP- Electric Power
(MW)
0 11 11
It may be seen that, • There is a capability of making these products
• Production process is continuous with “Cleaner Production” strategy with effluents
recycle
• Machineries, utilities will be installed according to the expansion requirement.
Process – The details of manufacturing process is submitted as annexures.
Overall Environmental Significance:
Unit Operation/
process
Peculiarities Environmental significance
1. Incoming raw
material
Selected from known
vendors
Transportation in closed
tankers
Prompt use and storage in
closed containers prevent
spillages and loss of strength.
Less HC emissions.
2. Weighing and
strict quality control
Load Cell based weighing
system provided
Better check on mass
balance, purer material and
less rejections.
3. In process Solvents Recovered and reused
By products Recovered and sold to
parties, when in demand
Gaseous emissions Scrubbed and detoxified
Process waste residue To be sent on common
facility for disposal

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
13
4. Instrumentation DCS Control system for
accurate process controls
Facilitates monitoring of
quality of the product and
safety aspects.
5. Control Excellent system of
documentation and
control of critical stages in
production process
Better operation and
retrievable records for better
checks.
6. Solvent
recovery
No solvents are used in
the process
Not applicable
6 Pollution control
Clean production technology adopted by ensuring following at design and engineering
stage.
- All reactions selected are producing water as by product.
- Minimise pollutants at source
- Maximise recycle
- Treat to PCB norms
- 100% recycle of increased effluents for process.
- No increase in effluent load to CETP
- Treatability data available from existing ETPs
- Reduction of VOC at every processing stage by vent condensers and
scrubbers.
- Use low sulphur and ash coal for Cogen CPP for reducing emissions
The process adopted is based on esterification of organic acid and alcohol producing water
as an effluent. The recovery system will be designed in such a way that entire water is used
for process application thereby replacing fresh water input.
The boiler is provided with cyclone separator, bag filter/ESP, to control emission within
prescribed limits. The stack height is upto 60 meters to control ground level clearance
within limits.
Process vents are controlled by condensers followed by water scrubber and organics are
recovered and recycled.
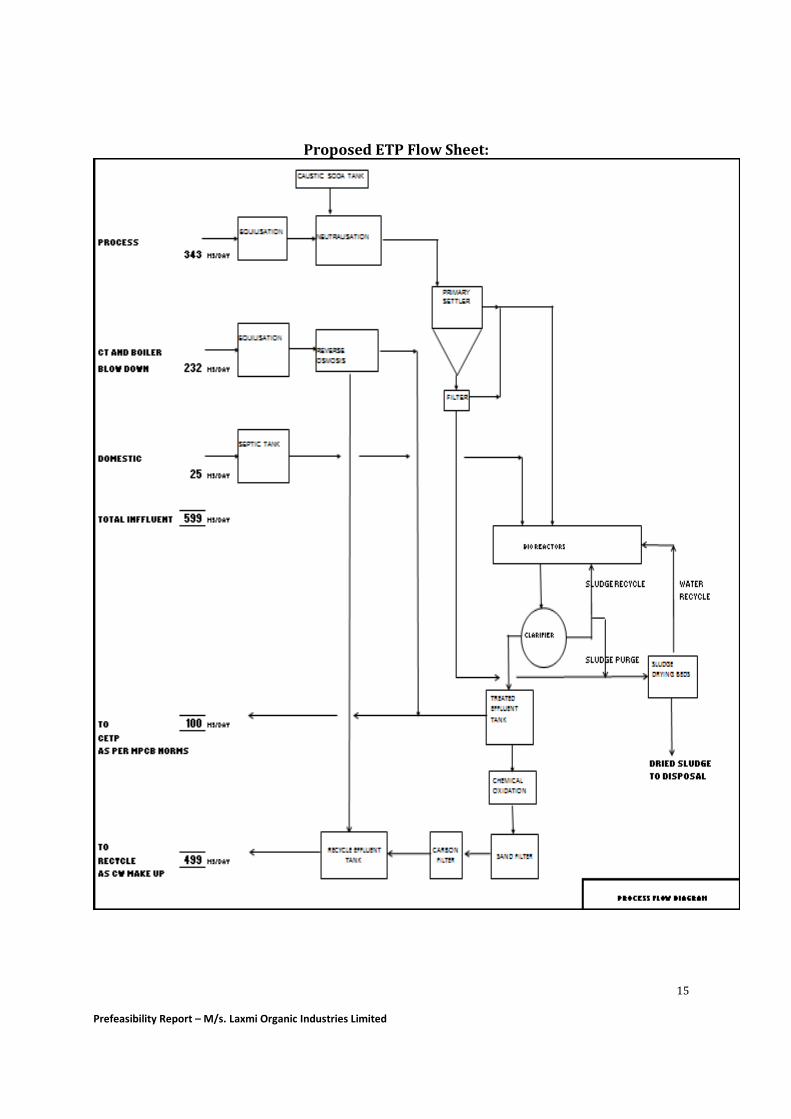
(a) Water & waste water:
The water and waste water generated in the factory will be as follows;
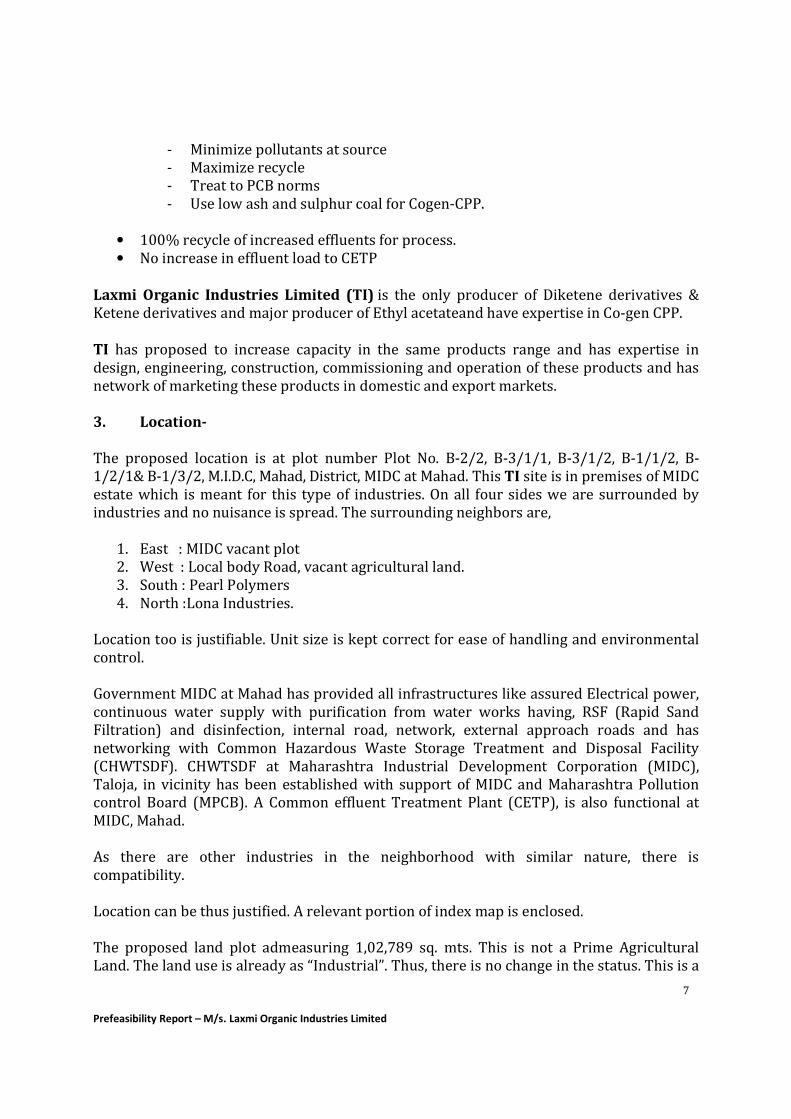
a. Water requirement :
# Use Station Existing Proposed Total
1 Domestic 22 8 30
2 Cooling water 916 1891 2807
Prefeasibility Report – M/s. Laxmi Organic Industries Limited
14
3 Process water 170 75 245
4 Boiler feed 10 32 42
5 Greening 5 52 7
Total 1123 2008 3131
b. Waste Water generation:
# Use Station Existing Proposed Total
1 Domestic 18 7 25
2 Cooling water 37 152 189
3 Process water 170 173 343
4 Boiler Blow down 3 39 42
Total 228 371 599
There is no increase in effluent load to CETP. The industry has membership of CETP, letter
is attached
ESTIMATED QUALITY OF RAW & TREATED EFFLUENT :
SR.
NO.
PARAMETER RAW
EFFLUENT
TREATED EFF.
QUALITY
(MPCB LIMITS)
UNITS
1. pH 6 – 7 5.5 – 9.0 --
2. B.O.D 300 Max. 100 Mg/lit.
3. C.O.D 800 Max. 250 Mg/lit.
4. T.S.S. 200 Max. 100 Mg/lit.
5. Oil & grease 8 Max. 10 Mg/lit.
6. Ammonical Nitrogen <50 <50 Mg/lit.
Prefeasibility Report – M/s. Laxmi Organic Industries Limited
15
Proposed ETP Flow Sheet:

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
16
(b) Air pollution:
The proposed plant will not produce any significant air pollution load. The major sources of
air pollution are:
• Boiler
• D.G. Set Emissions
• Fugitive emissions
• Process emissions
The efforts taken by the proposed plant to tackle these issues are also given below.
Emission Control Equipment:
The fuel used here is coal & electricity. Stack of 60 m shall be provided. DG set of capacity
1010 KVA will be on low sulphur diesel and will be provided stack and acoustic enclosure
as per MoEF standards.
# Source Pollutant In-plant
Measures
Control Equipment
1 Proposed
Boiler
SPM, CO,SO2,
NOx
Dust Collectors, ,
ESP, Dust
extraction with
Bag filters,
fogging.
Tall stack of 60 m.
3 In process HC, VOC Closed loop
transfer
Vent condensers,
Extraction and
scrubbing
4 In process SO2 &HCl SO2 and HCl gas Scrubbing and
detoxification
5 ETP CO2, H2S Covered transfer Fully aerobic
In addition, other attendant efforts like water spraying, tree plantations and covered
storage,etc shall be adopted, wherever feasible and needed.

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
17
Stack Details:
Stack numbers 1 2 3a 3b 3c 4 5 6 7
Present Present Additional Present Present Additional Additional
Attached to Boiler
No 1 & 2
(No
change)
Air
exhaust
from
Pneumatic
conveying
(No
change)
Ketene Furnace (Additional
Stack details as given below)
Acid
Recovery
DG Set (No
change)
DG Set Cogen CPP
Capacity ----- ------ 3.4 MM
Kcal/Hr
5 MM
Kcal/Hr
5 MM
Kcal/Hr
------ 1010 KVA 1010 KVA 75 MT/Hr
Steam
Fuel Type Boiler
No. 1 :
Coal
------ Coal is gasified to produce
Producer gas and used as Gas in
the Furnace
------ Diesel Diesel Coal
Boiler
No. 2 :
Furnace
Oil
C-9 as alternative / support fuel
Fuel quantity (Kg/hr) Boiler
No. 1 :
27 TPD
------ Coal :
500
kg/hr
Coal :
1100
kg/hr
Coal : 1100
kg/hr
------ No
continuous
requirement.
Used only
during
failure for
critical
areas. Not
used for
Plant
No
continuous
requirement.
Used only
during
failure for
critical
areas. Not
used for
Plant
Coal :
11000
kg/hr
Boiler
No. 2 :
8.3 TPD
C-9 : 2
KL/day
C-9 : 4
KL/day
C-9 : 4
KL/day
Material of
Construction
MS MS MS MS MS MS MS MS RCC

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
18
Shape Round Round Round Round Round Round Round Round Round
Height, mtrs 40 30 30 30 40 30 6.3 (above
roof) (2 nos)
6.3 (above
roof) (2 nos)
60
Diameter, mtrs 1.2 0.6 0.674 1.1 1.1 0.2 0.25 * 2 nos 0.25 * 2 nos 3
Gas Quantity Nm3/hr 13500 6000 5000 8700 8700 650 3000 3000 111450
Gas Temperature oC 140 35 140 140 140 35 160 160 140
Exit Gas Velocity
(m/sec) 3 6
4 4 4 6
7
7 5
Control equipment
preceeding the Stack
Dust
collector
& Bag
filters
Scrubber
of
diameter
1200mm
N.A. since Gas fired Scrubber
of
diameter
600mm
As per air
pollution
prevention
norms for
DG
As per air
pollution
prevention
norms for
DG
Dust
separators
followed
by ESP
Nature of pollutants
likely to be present in
the stack gases such
as Cl2, NOx, Sox, TPM
etc
SOx,
TPM
SOx, TPM SOx, TPM SOx,
TPM
SOx, TPM SOx, TPM CO2, SOx,
NOX, SPM
Emission Control
System provided
Dust
collector
& Bag
filters
Scrubber
of
diameter
1200mm
N.A. since Gas fired Scrubber
of
diameter
600mm
As per air
pollution
prevention
norms for
DG
As per air
pollution
prevention
norms for
DG
Dust
separators
followed
by ESP
Incase of DG set
Power generation
capacity in KVA
(Attach specifications
including residue
management systems
of each of the Control
equipment including
inlet/outlet
NA NA NA NA 1010 KVA. Plant will not be
operated on the DG. DG
shall be used only for
Critical Consumers. The fuel
used is high speed deisel
available from Petrol /
Diesel pumps. Residue
management system is not
applicable.
NA

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
19
concentration of
relevant pollutants)
Whether any release
of Odiferous
compounds such as
Mercaptans, Phorate
etc. are coming out
from any storages or
process house
No
Do you have adequate
facility for collection
of platform, ladder
etc. as per Central
Board Publication
Emission regulations
Part - III
Yes
Quality of treated flue
gas emissions and
process emissions.
Quantity of treated
flue gas emissions and
process emissions
(Specify concentration
of criteria pollutants
and industry/process-
specific pollutants
stack-wise. Enclose
copy of latest report
of analysis from the
laboratory approved
by State
Board/Central
Refer Annexure

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
20
Board/Central Govt.
in the MoEF. For
proposed unit funish
expected
characteristics of the
emissions

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
21
Dispersion:
Point Emissions are coming from six boilers, and a proper stacks are provided for the same.
Refer enclosed of stack details
The stack will be fitted with port-holes, ladder and platform for facility of taking samples.
Fugitive:
A number of mitigation measures are taken to control fugitive emissions
• Engineering the plant layout in such a way so as to virtually eliminate need of
using heavy equipment for material handling in the main plant
• Internal roads paved, leveled, no undulations, no sharp curves, slow speed
• No open storage of materials involved
• Fumes extraction and scrubbing system provided for extraction of fumes
from the reactors and the process plant areas.
8. SOLID WASTE
Introduction:
Following mitigation practice is the policy for future:
• Minimization at all levels will be attempted for discarded products, empty
containers, packing surpluses, incoming raw material unloading spillages and fugitives.
• The plant will produce very less amount of scrap materials. All these, however, be
carefully stored on raised platform with dwarf toe walls all around, and a roof over-head.
The contents will not be held in the premises for more than a fortnight.
• The main solid waste from factory will be in form of and residues form catalyst
recovery. This waste will be transported to the Common Hazardous Waste Treatment and
Disposal site for proper treatment and disposal.
• We buy raw materials in tankers and chemicals in bags. The bags are recycled.
• The ETP sludge will be sent to CHWTSDF.
(A) Non Hazardous solid waste:
Based on above working, the summary of Non Hazardous solid waste is given below
Non hazardous solid waste
generation
Type of
waste
Total Management
From Domestic Activities
Dry garbage 18 Kg/day
Garbage sent to
Muncipal collection
centre
Wet garbage 42 Kg/day
Garbage sent to
Muncipal collection
centre

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
22
From Process Coal Ash 28 MT/day To Brick Manufacturers
Plastic Drums
/ Containers 15 Nos./ Day
Handed over
to the
authorized
recyclers
(B) Hazardous Waste:
The unit is member of CHWTSDF Taloja the copy of membership is attached
The relevant summary is given below:
Sr. No.
Schedule I Category No. Type
Qty (kgs/day) Method of Disposal
1 34.3 (ETP Sludge)
Chemical sludge
from waste water
treatment
6 (Present)
3 MT/month (Proposed –
Additional)
9 MT/month (Total)
CHWTSDF
2 26.1 Process waste
sludge / residue
containing acid or
other toxic metals or
organic complexes.
D-7 Organic nitrogen
containing
compounds
expressed as nitrogen
55 MT/month (Present)
29 MT/month (Proposed)
84 MT/month (Total)
Used as fuel in furnace along
with other fuels, after
reprocessing
Aesthetics:
There will be no nuisance from noise. DG set only run occasionally during power failures to
keep plant under safe conditions. There are crushing and pulverizing operations for coal
handling. Dust suppression system is provided. Dust extraction with dust collection is
provided. Labor strength is also limited in this MSI unit.
Odour however can be of some sensitivity in chemical industries. However, in this case
majority input is odourless, and only few with mild or characteristic odour. This will be
handled carefully. No nuisance will go to surrounding chemical industries.

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
23
7. Background Study:
This is important part of study.
(A)Natural Environment : We propose to do sampling as –
• Surface Water: 2 Locations, 11 Parameters.
• Ground Water: 5 Locations, 9 Parameters. Includes 1 up gradient and 2 down
gradient source.
• Air Quality: 3 Months, For PM10, PM2.5, SO2 and NOx.
• Noise: 5 Locations.
• Soil: 5 locations
The stations will be selected in all the eight directions from the factory and in 10 km radius.
(B) Manmade Environment
This includes existing land-use, demography, employment, socio-economic aspects and
community development needed and proposed. This is for entire area both rural and urban
in this study zone.
• Socio-Economic Status in Influence Zone explained in the study of Non-Workers
percentage whether high, from the percentage employed population on Agricultural, how
far is the scope for other avenues of livelihood like Live Stock, Forestry, Fishing, Hunting,
Orchards, Mining, Trade Commerce.
• Further Out of Total Land what percentage is already under Cultivation and Out of
Total Land what percentage is already under Irrigation.
• If the land is not likely to support more people, then whether Industrialization is
necessary to improve the situation.
• All this will be studied as cost benefit ratio.
8. Safety
Safety and Occupational Health will be dealt carefully. A disciplined approach is natural to
this industry. Safety policy will be in place. The unit is registered under Factory Act and is
bound by State Factory Rules.
A complete exercise of risk assessment & characterization is scientifically done. Mitigation
plan is drawn as follows:
• Mitigation measures
• Sprinkling on excavation
• Scrubbers on process vents
• Bag filters for steam boilers
• Stack height per MPCB
• Trees
• Barrier walls as shielding technology to suppress blast pressures, fragments, fire-
balls
Prefeasibility Report – M/s. Laxmi Organic Industries Limited
24
• Chemical storage area – ventilation, store-rooms, fuel dyked
• For Hazardous chemicals – Flame-proof motors, “No smoking’, Thermal insulations.
First aid trained and Fire-fighting trained person will be available in every shift. Safety
Officer will be appointed, as also the competent person retained. Where necessary,
provisions of other Acts, where required like Petroleum act, Explosive Act, etc. will be
obeyed. Fire fighting system is kept as per norms of Insurance Company.
DMP (Disaster Management Plan) and off-site emergency plan will be in place. Accordingly,
Personal protection equipment will be given and use will be insisted. Consulting Physician
is available to attain the factory.
9. Benefits
The expanded capacity will meet the growing demand for green solvents – locally and
internationally. 40% of the products will be exported to EU and other countries.
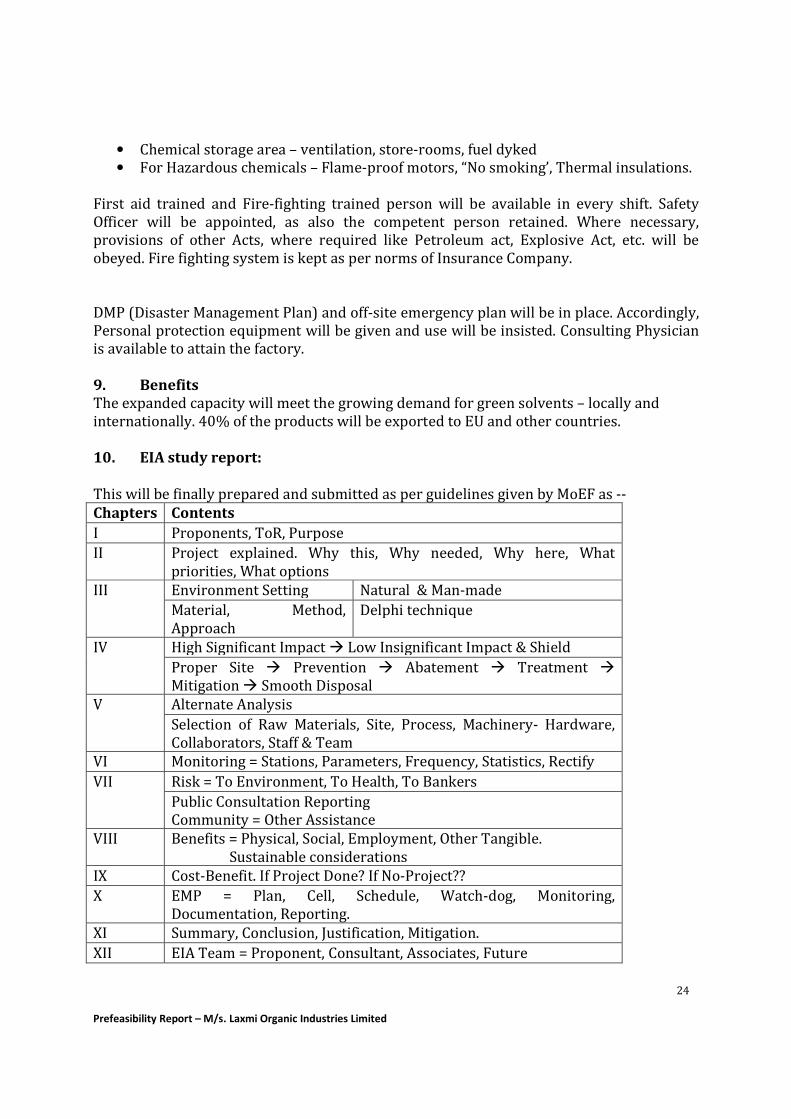
10. EIA study report:
This will be finally prepared and submitted as per guidelines given by MoEF as --
Chapters Contents
I Proponents, ToR, Purpose
II Project explained. Why this, Why needed, Why here, What
priorities, What options
III Environment Setting Natural & Man-made
Material, Method,
Approach
Delphi technique
IV High Significant Impact � Low Insignificant Impact & Shield
Proper Site � Prevention � Abatement � Treatment �
Mitigation � Smooth Disposal
V Alternate Analysis
Selection of Raw Materials, Site, Process, Machinery- Hardware,
Collaborators, Staff & Team
VI Monitoring = Stations, Parameters, Frequency, Statistics, Rectify
VII Risk = To Environment, To Health, To Bankers
Public Consultation Reporting
Community = Other Assistance
VIII Benefits = Physical, Social, Employment, Other Tangible.
Sustainable considerations
IX Cost-Benefit. If Project Done? If No-Project??
X EMP = Plan, Cell, Schedule, Watch-dog, Monitoring,
Documentation, Reporting.
XI Summary, Conclusion, Justification, Mitigation.
XII EIA Team = Proponent, Consultant, Associates, Future

Prefeasibility Report – M/s. Laxmi Organic Industries Limited
25
11. Scoping
We shall propose in “Scoping” the details of all above, as also the following;
• The study area of 314 sq. km, the land under the unit is very small. Thus, there will
not be change in land use pattern. The present land is already non agricultural and
under the industrial use.
• Raw material requirement, water requirement, water balance, process details,
technology, product details etc.
• Ambient Air Quality monitoring, for 3 months except monsoon covering 10 km
radius around industry and its impact.
• Ground water quality around plant 10 km radius.
• Treatment scheme to achieve low discharged from premises.
• Scheme of treatment, mode of treatment
• Many other medium and large scale industries are present within 10 km
radius in general and in this estate in particular.
• Information of solid waste, number of working days, CO2 emission from
stack and process, etc.
• Employment generation, benefits of project
• The raw materials used are enlisted and their MSDS will be presented.
Some of them will be covered under MIS rules. However there use in process is small below
regulatory quantity. Risk assessment will be done and submitted.
12. Conclusion
This project is very necessary to supply green solvents for printing industry and meet
solvent demand of pharmaceutical industry both domestic and worldwide and also in view
of :
• The local people desire that this industry will be welcome in their area.
• The candidate site is suitable from general MoEF expectations.
• Water, power, raw material, Filler Material and Market is assured and found
available with ease.
• Full precautions will be taken for Pollution Control, Resource Conservation and
Environmental Protection.
• This is cost effective and Sustainable Development.