Embed Size (px)
Citation preview

452
PRACTICAL USE OF COAL COMBUSTION RESEARCH
P.T. Roberts C. Morley
Shell Research Ltd. Thornton Research Centre P.O. Box 1 Chester CHi 3SH, U.K.
o. SUMMARY Laboratory measurements of coal rapid pyrolysis char yield
and char reactivity, together with a simple model of pulverized coal combustion, have been used to predict coal combustion efficiency in utility boilers. Several bituminous coals were tested and found to burn out to different extents under boiler conditions. Burnout performance did not correlate well with proximate volatile matter content.
Burnout predictions agreed with measured power station data for three coals. Model calculations showed that furnace residence time distribution and excess air are parameters strongly affecting burnout. Grind fineness (% w < 75 micron) has a potentially large affect on combustion efficiency but the extent to which this is realized in practice depends on the mill classification characteristics.
1. INTRODUCTION Traditional coal quality indices do not necessarily provide
a reliable measure of the combustion and ash behaviour of pulverized coal. There is a need to develop practical tests which provide this information quickly, at reasonable cost and which use small coal samples to allow characterization of bore-cores and spot cargoes as well as contract supplies. Because combustion behaviour depends on furnace chamber conditions as well as on coal properties, test procedures must take account of the differences in combustion environment that exist in boilers of different design. This paper describes the development of a method for assessing coal burnout performance in utility scale boilers.
Coal burnout performance is commercially important because the presence of carbon in ash lowers the overall boiler efficiency and can affect electrostatic precipitator performance. In certain cases the suitability of fly ash as a cement component also depends on its carbon content. Carbon in ash comprises partially burnt out char particles formed by coal pyrolysis. The degree of burnout achieved in a boiler depends on the amount of char formed by pyrolysis under flame conditions and the burning rate of the char particles under the boiler operating conditions of particle size, temperature, oxygen concentration and residence time distributions. In this work account is taken of each of these factors, however, for practical reasons, the separate contributions to burnout of
J. Lahaye et al. (eds.), Fundamentals of the Physical-Chemistry of Pulverized Coal Combustion
© Martinus Nijhoff Publishers, Dordrecht 1987

453
the different maceral components of coal (4) have not been identified and averaged properties of whole coal are used instead. Fuel quality parameters are measured in two laboratory experiments, coal pyrolysis and char oxidation, and a mathematical model is used to calculate burnout under operating conditions relevant to large boilers.
2. COAL PYROLYSIS The coal pyrolysis apparatus is intended to reproduce the
heating conditions experienced by coal particles injected into a hot furnace. It comprises a vertical flat flame burner fueled with a stoichiometric hydrogen oxygen mixture. Nitrogen is added as a diluent to give a combustion product temperature of 1675 K. Trace amounts of ethylene are added to render the flame visible. The combustion products are confined by a quartz tube to prevent ingress of air. Particles of pulverized coal, metered at approximately 3 g/h, by a screw feeder are entrained in the combustible mixture and delivered to the centre of the burner. The residence time of particles in the hot gases is 34 ms. Sampling at shorter times showed that most of the weight loss occurs in the first 20 ms of heating as found by Kobayashi (1) working at a similar temperature of 1740 K. Char particles are collected via a cooled probe onto a filter paper for char yield determination and in a three stage cyclone separator for longer char preparation runs.
Coal is prepared by crushing a representative sample to smaller than 212 microns in a laboratory hammer mill. The mill product is then sieved at 125 microns and oversized material reground with a pestle and mortar. This procedure minimizes the production of very fine, < 10 micron, particles whilst removing large particles which may not heat up to the pyrolysis temperature in the available time. Char particles much larger than 100 micron are also less suitable for high temperature oxidation studies because the particle burning rate is usually close to the external diffusion control limit and hence estimation of the chemical reaction rate is unreliable.
The particle size distributions of the coal and char are measured using a commercial particle size analyser (Malvern Instruments type 2200). This provides a volume size distribution from a light scattering measurement. In some cases measurement accuracy is affected by the presence of very small particles in the samples which are therefore wet sieved at 5 micron as a precautionary measure.
Volatile matter yields obtained by pyrolysis under the above conditions are usually greater than those obtained by proximate analysis as expected. Some results are shown in Figure 1. Values of the Q-factor, (flame volatiles/proximate volatiles) lie in the range 1.0-1.25, which compares reasonably well with the data reviewed by Howard (2). Our values of volatile yield may be underestimated due to the inclusion of soot in the measured char yield. The proportion of soot formed is hard to quantify as the parent coal samples contain small particles and fines are also produced through coal fragmentation during pyrolysis.

454
;;::-'" ~ 60 ~
?fi. .,: 50 l!l .... '" E 40 ~ ';;
'" ~ 30 '" '/n >
*
E 20 > c.
E 10 '" ;;:::
> 00 10 20 30 40 50 60
v p' proximate volatile matter, %w (daf)
FIG. 1 - Volatile matter yield under rapid heating conditions for a range of coals
It is estimated that soot may contribute up to ten percent of the char yield for higher volatile coals.
Significant changes in particle size on flame pyrolysis were rarely observed. Swelling was marked by a fractional increase (or decr-ease) in particle size and swelling factors were independent of particle size in the range tested. However none of the coals were classed as strongly swelling. Fragmentation was distinguished from swelling by significant differences in the size distribution of coal and char. We suspect most coals fragment to some small degree but this is confused by soot formation. Only a couple of high volatile coals have shown extensive break up. Larger particles appeared to be the most likely to fragment. Unfortunately we have not been able to derive an explicit description of the fragmentation process and because of uncertainty over char particle size are unable to predict burnout performance for these coals. This remains a subject of study.
Char is prepared for oxidation studies by wet sieving into narrow size fractions. A 50-63 micron sieve range is used as a standard for coal assessment since smaller particles are hard to characterize at other than high burnoff whilst larger particles are liable to burn under external diffusion control at high temperatures. Oxidation measurements have however been made using particle sizes between 20 and 100 microns. Prior to oxidation the ash content of each char fraction is measured and the bulk particle density determined.
455
3. CHAR OXIDATION The char oxidation apparatus is a vertically mounted
entrained flow reactor. Oxidation takes place inside a 38 mm i.d. ceramic tube heated externally by four silicon carbide elements. The temperature distribution along the tube is nearly isothermal and internal tube temperatures can be up to 1750 K. In our studies the normal operating range used is 1320 - 1520 K. Particle temperatures are higher dependin~ on char properties and oxygen concentration. .
Char particles are entrained in a small flow of nitrogen from a fluidized bed feeder. The particle mass flow rate is small, 0.3 g/h, to avoid perturbing conditions inside the reactor. The particle stream passes through a preheater to raise the particles to test temperature and is injected along the axis of the reactor. The main gas flow through the ceramic tube comprises a mixture of air and nitrogen. Ratios of these components are chosen to give the required oxygen concentration. With the small char feed rates used oxygen concentration is uniform over the reactor length.
Particle residence times of between 0.15 and 0.7 s are controlled using different gas throughputs. At all flow rates the gases are in laminar flow and the particles remain on axis so that their residence time is well defined. A greater residence time range can be achieved by also changing the path length between the char feed and collection points but alignment of probes can be difficult and time consuming.
Char particles are collected on a filter using a water-cooled probe into which is also injected cooling nitrogen to ensure rapid quenching of char combustion. The mass flow rate of particles passing through the reactor under nitrogen is determined by weighing the sampling filter after a 3 minute interval. The gas composition is changed to give oxidizing conditions and the weight collected on the filter over a 6 minute interval measured. The initial nitrogen run is repeated to ensure constancy of the flow rate. Burnoff is determined from the mass collected under oxidizing conditions relative to that collected under nitrogen with an appropriate correction for ash. This procedure takes account of other factors such as drying, further devolatilization or collection losses which could give weight loss not attributable to oxidation. The method works well in practice but we do find, for a limited number of coals, that repeatability of the burnoff measurement is poor. We suspect that density differences within a char sieve size, leading to aerodynamic separation in the fluid-bed feeder, are responsible for nonuniformity of feeding. A problematic coal has recently been identified as dividing cleanly into high and low density fractions and also a separate ash fraction at these small particle sizes.
3.1 Oxidation results Char oxidation results comprise a set of burnoff versus time
measurements obtained normally at nominal furnace temperatures of 1320, 1420 and 1520 K ,oxygen concentrations of 3, 5 and 10 %v., and spanning a burnout range of 10-90 %w. A mathematical

456
description of the char combustion process is needed in order to derive a value for the chemical reaction rate of the coal char. Empirically we have found that, for different sized particles, the particle mass burning rate is first order in oxygen concentration and proportional to the particle external surface area. Char reactivity can therefore be 2haracterized by a surface reaction rate coefficient K, kg/em s atm02), as for "shrinking sphere" mode combustion. This is recognlzed to be an inexact description. Char particles are known (3) to burn internally and we have observed changes in particle density and internal pore structure with increasing burnoff. Char particles are also not homogeneous in composition being made up of a blend of different char types reflecting the different macerals in the coal. However, the assumption that particles burn as impervious "shrinking" spheres satisfactorily accounts for the particle size dependence of the burning rate. One possible reason for this behaviour is that the internal pore structure and hence internal surface area of the char is a function of particle size (4) and not a uniform material property as assumed in many analyses of porous particle combustion. This point deserves further investigation.
The range of surface oxidation rate coefficients, corrected for external diffusion, is indicated in Figure 2, which is a plot of char reactivity versus reciprocal particle temperature. The difference between the latter and the furnace
5.0
... \ Highest c: Q) 2.0 ·u ~ \ .... Q) \ 0 1.0 t.)
'\ Q) E \ ... ... '" '" \ "- 0.5 c: II> ON
'\ \\ .- E ... -"'---c 0> ·x .::t!. 0.2 Lowest 0 \ \ Q) t.)
'" .... 0.1 \ Char A ... ~
CIl
5 6 7 8
104 IT particle K-1
FIG. 2 - Range of char surface oxidation rate coefficients measured in bituminous coal studies
457
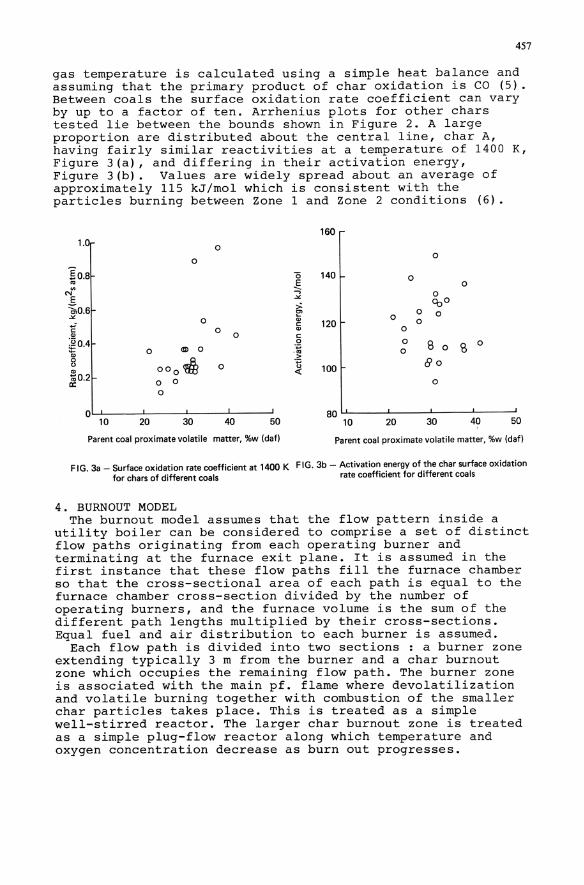
gas temperature is calculated using a simple heat balance and assuming that the primary product of char oxidation is CO (5). Between coals the surface oxidation rate coefficient can vary by up to a factor of ten. Arrhenius plots for other chars tested lie between the bounds shown in Figure 2. A large proportion are distributed about the central line, char A, having fairly similar reactivities at a temperature of 1400 K, Figure 3(a), and differing in their activation energy, Figure 3(b). Values are widely spread about an average of approximately 115 kJ/mol which is consistent with the particles burning between Zone 1 and Zone 2 conditions (6).
160 1.
0
0 0
go.s 0 co ~ on
140 0 0
'" ...,
E "'" "a.O.6 >-
l:' "'" 0 ., 1::' c
0 ., ., 0 c
~0.4 0 <JI) 0
.g ·co ., > 0
000 caE .~ tJ 0 Q) « 1;;0.2
0 0 a:
120
100
0 'b 0
0 0 0 0
0
0 8 0 S 0 0
80
0 0
0 10 20 30 40 50
SOUL----~----~----~----~ 40 50 20 10 30
Parent coal proximate volatile matter, %w (daf) Parent coal proximate volatile matter, %w (daf)
FIG. 3a - Surface oxidation rate coefficient at 1400 K FIG. 3b - Activation energy of the char surface oxidation for chars of different coals rate coefficient for different coals
4. BURNOUT MODEL The burnout model assumes that the flow pattern inside a
utility boiler can be considered to comprise a set of distinct flow paths originating from each operating burner and terminating at the furnace exit plane. It is assumed in the first instance that these flow paths fill the furnace chamber so that the cross-sectional area of each path is equal to the furnace chamber cross-section divided by the number of operating burners, and the furnace volume is the sum of the different path lengths multiplied by their cross-sections. Equal fuel and air distribution to each burner is assumed.
Each flow path is divided into two sections : a burner zone extending typically 3 m from the burner and a char burnout zone which occupies the remaining flow path. The burner zone is associated with the main pf. flame where devolatilization and volatile burning together with combustion of the smaller char particles takes place. This is treated as a simple well-stirred reactor. The larger char burnout zone is treated as a simple plug-flow reactor along which temperature and oxygen concentration decrease as burn out progresses.
458
Calculation of the appropriate temperature distribution is beyond the scope of this work. Instead, data on the temperature field inside boilers of different design were obtained from the Central Electricity Generating Board Marchwood Engineering Laboratories (MEL). The data were generated by a computer program which predicts both the temperature and wall heat flux distributions in large boiler plant (7). The original data were in the form of temperature-distance histories along burner flow paths as described above. Analysis showed that, along the plug-flow component, temperature distributions were self-similar if the distance along each plug-flow reactor was normalized with respect to the reactor length. The temperature distribution obtained in this way was almost linear in dimensionless plug-flow reactor length decreasing from a typical peak pf. flame temperature of ~ 1900 K to the furnace exit plane temperature. Thus the temperature field can be characterized by a single parameter; the exit plane temperature.
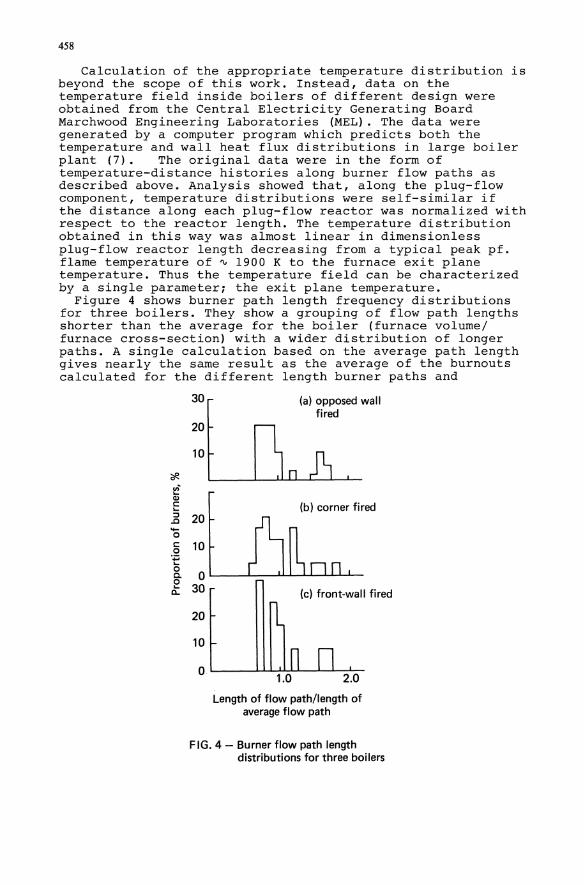
Figure 4 shows burner path length frequency distributions for three boilers. They show a grouping of flow path lengths shorter than the average for the boiler (furnace volume/ furnace cross-section) with a wider distribution of longer paths. A single calculation based on the average path length gives nearly the same result as the average of the burnouts calculated for the different length burner paths and
"*-~. Ql c: .... :::J .0 -0 c: 0 'f 0 c. 0 .... a.
30
20
10
20
10
0 30
20
10
(a) opposed wall fired
(b) corner fired
(c) front-wall fired
OL-_---JL..I...L-!"-:::"-'---1--'--=-"=_ 2.0
Length of flow path/length of average flow path
FIG. 4 - Burner flow path length distributions for three boilers
has proved satisfactory for assessing differences in burnout performance between coals.
459
The coal feed size distribution, specified as Rosin-Rammler, is divided into 15 equally spaced monosized classes. Volatile matter, determined by the flame pyrolysis experiments, is assumed to burn in the well-stirred reactor. The amount of char burning in the reactor is calculated from the char oxidation rate, the residence time distribution and the local oxygen concentration. The well-stirred reactor is assigned an average temperature of 1600 K. On entry to the plug-flow reactor the particle size distributions are resorted into monosized classes. This is necessary because, due to their different residence times, single sized particles entering the burner zone exit as a continuous size distribution. Burnout and oxygen concentration changes along the plug-flow reactor are calculated for the input temperature distribution.
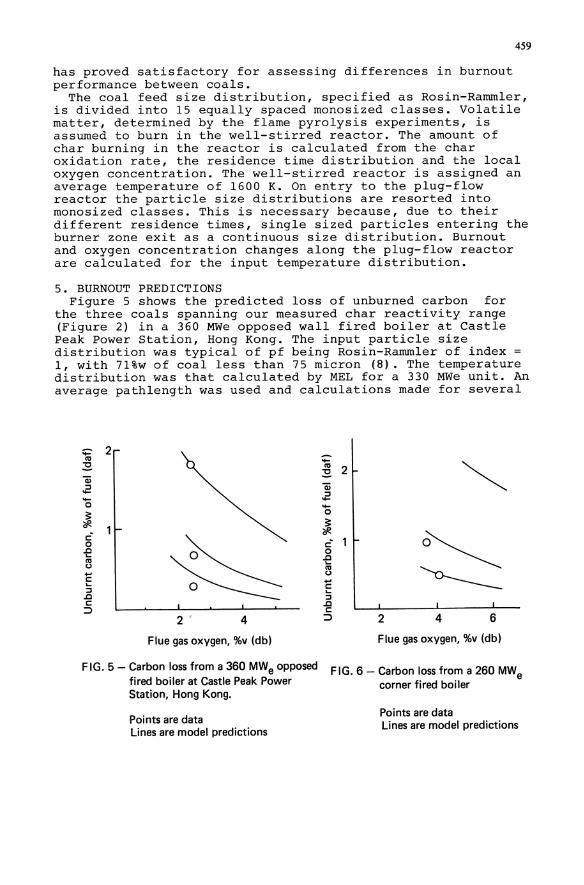
5. BURNOUT PREDICTIONS Figure 5 shows the predicted loss of unburned carbon for
the three coals spanning our measured char reactivity range (Figure 2) in a 360 MWe opposed wall fired boiler at Castle Peak Power Station, Hong Kong. The input particle size distribution was typical of pf being Rosin-Rammler of index 1, with 71%w of coal less than 75 micron (8). The temperature distribution was that calculated by MEL for a 330 MWe unit. An average path length was used and calculations mad~ for several
;;:- 2 ra :g "iii ::l .... .... 0 ;=
?fi c'
~ 0 .0 .... ra tJ .... E ::l .0 C
:::> 2 4
Flue gas oxygen, %v (db)
FIG. 5 - Carbon loss from a 360 MWe opposed fired boiler at Castle Peak Power Station, Hong Kong.
Points are data Lines are model predictions
.... ra 2 :g "iii ::l .... .... 0
~
~ c' 0 .0 .... !3 ~ .... C .... ::l .0 c
:::> 2 4 6
Flue gas oxygen, %v (db)
FIG. 6 - Carbon loss from a 260 MWe corner fired boiler
Points are data Lines are model predictions

460
excess air values. No allowance was made for the possible effect of excess air on furnace temperature.
Comparison of the calculated burnout performance and the measured values of unburned carbon, shown as points in Figure 5, shows that real differences in the combustion performance of the coals exist and that these have been correctly identified. Method predictions are in good absolute agreement with observation, better than might have been expected from so simple an approach.
Figure 6 shows another comparison between method predictions and power station data for the same coals burned in a 250 MWe corner fired unit. The furnace mean residence time is shorter, 1.5 s, than that for the wall fired boiler, 2.4 s, and higher excess air values are used in normal operation. MEL calculations suggest that temperature distributions should be similar. As before the assessment method correctly identifies the difference in combustion efficiency between coals and gives realistic values for carbon loss.
Figure 7 shows the range of burnout performance that would be expected from different coals. Combustion conditions have been kept constant in these calculations and are appropriate to the 360 MWe wall fired boiler. The differences in carbon loss shown in Figure 7 therefore derive solely from differences in char yield and reactivity, the latter being the most important. The most important feature is the lack of a good correlation between burnout performance and coal
1.6 0
1.4 "' .~
J:J ..... 1.2 co :£ "'iii 1.0 ~ 0 0
'0 0 0
~ 0.8 0 0
c· 0>0 0 0.6 0 -e 0 0 0 co
" 8 0
€ 0 0.4 00 :>
J:J c 0 ::l
0.2 0
0 20 30 40
Proximate volatile matter, %w (daf)
FIG. 7 - Variation in burnout performance due to differences in coal properties. 360 MWe boiler,~ 15% excess air
Residence time at 15% excess air, s
3.0 .--_-:,1 r=.2_--=.2.:...:4 __ 3,.6~_4,.8:...,
'" 'in co
J:J ..... co :£ "'iii 2.0 ~ '0 l: If!. C 0 -e co 1.0
" E " J:J c ::l
o L----~1:...:.0----~2.~0
Burner path length/average path length
FIG.8 - Dependence of carbon burnout on burner path length (residence time) at three values of excess air

proximate volatile matter content. Although it is true that carbon loss is likely to be higher for a low volatile coal significant variation exists in the combustion efficiency of coals in the volatile matter range 25 - 35 %w (daf) used for stearn raising.
6. BOILER OPERATING PRACTICE
461
The mathematical model allows the effect of certain boiler operating practices on burnout to be investigated. Already shown in Figure 5 is the effect of excess air. Unburnt carbon is predicted to increase rapidly as excess air is reduced to below 10 % (2.0%v flue gas oxygen). Increasing excess air above 20% (4.0%v flue gas oxygen) gives only a slow improvement in burnout which is broadly in line with industrial experience.
The contribution to total carbon loss from different burners, if the path lengths are known, can be estimated from Figure 8. This shows the change in carbon loss with burner path length for a 360 MWe boiler. Path lengths have been given relative to the average. Unburnt carbon concentration increases very rapidly as path length decreases so that top row burners may be expected to contribute significantly to carbon loss. Similarly, poor furnace aerodynamics causing under utilization of the furnace volume and an effective reduction in path lengths would also result in significantly increased carbon loss. Fuel-air distribution to the burners can also be difficult to control in utility plant. If a combination of short path length and low, < 10 % , excess air occurs then boiler performance may be severely affected.
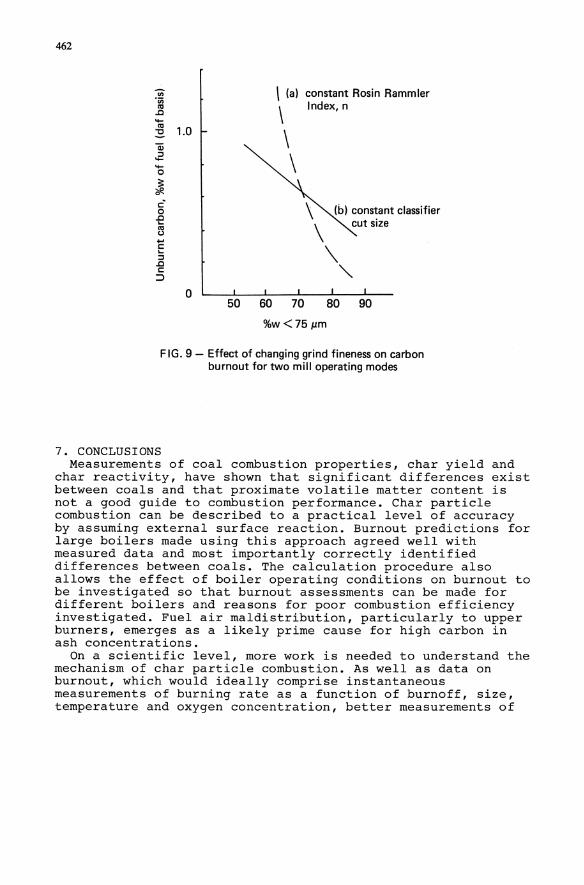
The effect of particle size distribution on carbon burnout is easily calculated but it is difficult to identify exact values for the size distribution of coal produced by large mills. Coal grind fineness is usually characterized by a single parameter; the weight percent passing a 75 micron sieve. The size distribution of larger particles typically follows a Rosin Rarnrnler distribution. For "standard" pf. the slope of the R-R distribution is close to unity in value and 70-75 % w of material is sized smaller than 75 micron (8). If it is assumed that all coal psd's are R-R with unit slope then carbon burnout is a very strong function of 75 micron grind fineness as shown by the hashed line in Figure 9. This is however an unrealistic situation. Power station mill product is influenced by the presence of the mill classifier which limits the largest particle size sent to the burners. If it is assumed that the coal distribution is R-R but that the mill classifier fixes the largest particle size ,such that for example 99.99%w of coal is always less than a certain value d ,then burnout is a weak function of 75 micron grind fT~gness as shown by the solid line in Figure 9. The best, albeit limited, information available to us on the variation in coal particle size distribution with 75 micron grind fineness supports the second hypothesis above. This leads to the conclusion that only limited scope for modifying coal combustion performance through finer grinding exists unless the utility is able to alter the mill classifier settings.
462
u; \ (a) constant Rosin Rammler 'iii '" \
Index, n .0 -'" 1.0 ~ \ a; ::l
\ -0+-0
s: ?f2. ~.
\ (b) constant classifier 0 .0 cut size ...
\ '" 0 ... ~
\ ... ::l .0
'" ~
:::>
0 50 60 70 80 90
%w<75 Jlm
FIG.9 - Effect of changing grind fineness on carbon burnout for two mill operating modes
7. CONCLUSIONS Measurements of coal combustion properties, char yield and
char reactivity, have shown that significant differences exist between coals and that proximate volatile matter content is not a good guide to combustion performance. Char particle combustion can be described to a practical level of accuracy by assuming external surface reaction. Burnout predictions for large boilers made using this approach agreed well with measured data and most importantly correctly identified differences between coals. The calculation procedure also allows the effect of boiler operating conditions on burnout to be investigated so that burnout assessments can be made for different boilers and reasons for poor combustion efficiency investigated. Fuel air maldistribution, particularly to upper burners, emerges as a likely prime cause for high carbon in ash concentrations.
On a scientific level, more work is needed to understand the mechanism of char particle combustion. As well as data on burnout, which would ideally comprise instantaneous measurements of burning rate as a function of burnoff, size, temperature and oxygen concentration, better measurements of

463
pore structure are needed together with models of transport and combustion within the pores. These will need to take account of pore structure dependence on parent coal type and particle size, pyrolysis history and burnoff. In addition the above comments apply to the different maceral components within the coal. We also suspect tha~ catalysis of the char oxidation reaction by ash components may be responsible for significant differences in char oxidation behaviour over and above pore structure effects. While it would be desirable to incorporate these into an advanced method of coal characterization such an approach is likely to be uneconomic for routine evaluation.
ACKNOWLEDGEMENTS The authors wish to thank Dr. S. Cooper of Marchwood
Engineering Laboratories, C.E.G.B, for information on boiler conditions and Mr. K. Stott, Station Superintendent, Castle Peak Power Station, Hong Kong, for boiler performance data.
REFERENCES 1. Kobayashi H., Howard J.B., Sarofim A.F. Coal
Devolatilization at High Temperatures. 16th Symposium (Int.) on Combustion. The Combustion Institute. p411 (1975)
2. Howard J.B. Fundamentals of Coal Pyrolysis and Hydropyrolysis. Chemistry of Coal Utilization. 2nd Supplementary Volume. Wiley Interscience. (1981)
3. Essenhigh R.H. Fundamentals of Coal Combustion. Chemistry of Coal Utilization. 2nd Supplementary Volume. Wiley Interscience. (1981)
4. Morley C., Jones R.B. Entrained Flow Reactor and Image Analysis Study of Maceral Effects in Coal Char Oxidation. submitted to: 21st Symposium (Int.) on Combustion. Munich. (1986)
5. Ayling A.B., Smith I.W. Measured Temperature of Burning Pulverized Fuel Particles and the Nature of the Primary Reaction Product. Combustion and Flame 18 173-184 (1972)
6. Laurendeau N.M. Heterogeneous Kinetics of Coal Char Gasification and Combustion. Progress in Energy and Combustion Science. 4 221-270 (1978).
7. Cooper S. Private Communication. Marchwood Engineering Laboratories. (1983).
8. Steam its Generation and Use. Babcock and Wilcox Publications (1978).

464
DISCUSSION
R.H. Essenhigh
1) Support for the "flow tube" concept is supplied by cold-model experiments and analysis reported on the 14th combustion Symposium (Zeinalov et al.). Contours of mixing delay could be defined, and an "information flow path" identified flowing normally to the contours. This may be of interest.
2) A perfectly stirred reactor "flame ball" model was constructed to look at the extinction in a boiler (data from Waibel). The results showed the need for substantial char combustion to maintain the flames, and also indicated that the flames could be uncomfortably close to extinction is normal operation.
P. Roberts
Thank you for your support. I am also of the opinion that early flame development relies on char oxidation and that flame stability is largely determined by the reactivity of the coal char.
H. Jtintgen
Can we take the message from your modelling and practical experience that volatiles (under the conditions of heating rates in flames), reactivity of the residual char and its particle size are the only coal or char properties, which describe the behavior of different coals?
P. T. Roberts
Yes, of these, char reactivity and particle size would seen to be the most important in determining compustion performance.
G. Flament
I would suspect that 34 ms might reaching 100 % devolatilization for Therefore the factors (Vx/V proximate) from your measurements might be somewhat
P. T. Roberts
be a bit short for large coal particles. that you have derived underestimated.
The maximum coal particle size is restricted to 125~ m to ensure that the largest particles reach the pyrolysis temperature. The Q factor is slightly underestimated due to the inclusion of soot in the char yield.
T.F. Wall
I suggest that in furnaces flame temperatures will be

465
higher for high VM coals than for low. Therefore the temperature/time paths will depend on VM and a more pronounced effect of burn-out with VM can be expected than your predictions based on the same T-t path.
P.T. Roberts
The detailed temperature distribution in the burner zone can be expected to depend on fuel quality. This we treat as a well-stirred reactor with an average temperature and fuel burn-out figures are found to be insensitive to changes in this temperature. There will also be small changes in residence time with fuel quality changes for a boiler fired at constant heat input. However these facters do not affect our conclusions to any significant degree.
I.W. Smith
You showed 1st order rate coefficients. What range inP02 did you use to get this ?
P.T. Roberts
Burnout measurements are made at oxygen concentrations of 3, 5 and 10 % v. It is possible that a fractional reaction order would also describe the data. This order would not be as small as 0.5 as TGA measurements at low temperature have shown. (Entrained flow reactor and image analysis study of maceral effects in coal char oxidation). C. Morley and R.B. Jones, 21st Symposium (Int.) on Combustion, Munich (1986).





























