-
uwith air exhaustion and blowing using an experimental
portable
unnem
temperature based on the convection principle. Cooling air
is
circulated through the product, packed in boxes, in order to
decrease freezing time (Brosnan and Sun, 2001; Thompson,
2004). This process may be used in batch or continuous
processes. Fruit cooling and freezing and fruit pulp
freezing
the efficiency of a forced-air cooling system compared to
a cooling room for grapefruits. The results showed a
reduction
of 6.7 C in one hour and 14.6 C after 2.5 h, compared to 2 Cand
3.5 C for one hour and 2.5 h, respectively, for the
coolingroom.
* Corresponding author. Tel.: 55 19 3521 4095; fax: 55 19 3289
1513.
Available online at www.sciencedirect.com
e:
i n t e r n a t i o n a l j o u r n a l o f r e f r i g e r a t
i o n 3 5 ( 2 0 1 2 ) 2 0 2e2 0 8E-mail address:
[email protected] (D.F. Barbin).1. Introduction
Forced-air systems use cooling air to reduce products
packed in polyethylene packages are among the main batch
freezing process (Resende et al., 2002; Castro et al., 2003;
Dussan Sarria et al., 2006). Talbot and Fletcher (1996)
showedfroides utilisees pour lentreposage
Mots cles : Produit alimentaire congele ; Distribution de lair ;
Refrigeration ; Congelation ; Transfert de chaleurAvailable online
27 August 2011
Keywords:
Frozen food
Air distribution
Refrigeration
Freezing
Heat transfer
Evaluation dun tpour le refroidiss0140-7007/$ e see front matter
2011 Elsevdoi:10.1016/j.ijrefrig.2011.08.008for air circulation
evaluation and compared with convective heat transfer coefficient
(hef)
values. Lower modules of heterogeneity factor values represent
smaller temperature
differences among samples. Comparing two different air flow
processes, heterogeneity
factor values were similar for regions where the cooling air
could flow without obstruc-
tions. However, larger differences were observed for regions
with hampered air circulation.
Results indicated that the air distribution, as well as the heat
transfer, occurs more
uniformly around the products in the exhausting process than in
the blowing system.
2011 Elsevier Ltd and IIR. All rights reserved.
el de refroidissement et de congelationent de produits a`
linterieur de chambres19 August 2011
Accepted 22 August 2011forced-air freezing tunnel. The device
was designed to improve cooling rates inside storage
room without the need for a cooling/freezing tunnel. A
heterogeneity factor was proposedReceived in revised form
comparative studiesinside cold storage rooms
D.F. Barbin*, L.C. Neves Filho, V. Silveira Junior
Department of Food Engineering, University of Campinas, Rua
Monteiro Lobato 80, CEP: 13083-862 Campinas, SP, Brazil
a r t i c l e i n f o
Article history:
Received 28 July 2009
a b s t r a c t
Freezing process efficiency is affected by the required
conditions to keep the air flow and
temperature at the product surface. The objective of this work
was to obtain results onPortable forced-air tunnel eval
www. i ifi i r .org
journal homepagier Ltd and IIR. All rightsation for cooling
products
www.elsevier .com/locate/ i j refr igreserved.
-
i n t e rn a t i o n a l j o u r n a l o f r e f r i g e r a t i
o n 3 5 ( 2 0 1 2 ) 2 0 2e2 0 8 203Model systems are commonly used
to simulate food stuff
in processing techniques because of its homogeneity and
ease of batch reproducibility. Such characteristics could
not
be ensured with real foodstuffs, which have a great vari-
ability in structure, texture and composition (Woinet et
al.,
1998; Chevalier et al., 2000). Resende et al. (2002) and
Berto
et al. (2003) used a sucrose solution system to observe
freezing process in forced-air room and thermal processing,
respectively. According to the authors, the solution is
prof-
itable for pulp simulation with low changes in repeated
processes.
Convection heat transfer is related to the amount of energy
transferred from the product surface when it is in contact
with
the refrigerating fluid (Welty et al., 2000). Dussan Sarria et
al.
(2006) studied the influence of the air velocity in a
cooling
tunnel. According to the authors, air velocities greater
than
2.0 m s1 did not affect the convective coefficients (hef),
asresults obtained were not greater than 23.8 Wm2 C1. Dincer(1995)
determined the experimental heat transfer coefficient
with data obtained during forced-air cooling, with results
varying from 21.1 to 32.1 Wm2 C1 for air velocities of
Nomenclature
A heat transfer surface area (m2)
cp specific heat (J kg1 K1)
cpm metal body specific heat (J kg1 K1)
cpAl aluminum specific heat (J kg1 K1)
hef effective convective heat transfer coefficient
(Wm2 C1)kAl aluminum thermal conductivity (Wm
1 C1)m mass (kg)
mi product infinitesimal mass (kg)
mt sample total mass (kg)
n number of results obtained (dimensionless)
Q total heat (J)
S2 linear regression line inclination (C s1)
t time (h)1.1e2.5 m s1. Mohsenin (1980) obtained hef values in
the rangeof 20e35Wm2 C1 for air forced systems with air
velocityfrom 1.5 to 5.0 m s1. Experiments carried out in a
forced-air
roomwith air velocities in the range of 1e2 m s1 resulted in
hefvalues varying from 28Wm2 C1 up to 52Wm2 C1 forcylindrical
products (cucumber) during cooling (Dincer and
Genceli, 1994).
Le Blanc et al. (1990a,b), Resende et al. (2002) and Barbin
et al. (2010) reported experiments for determination of hefusing
the product cooling temperature curves approach. In
this method, a metallic aluminum body with high thermal
conductivity is used to minimize the temperature gradient
formed during the heat transfer process between the product
and the cooling medium. The heat transfer rate in a deter-
mined control volume is given by equation (1):
dQdt
hefATb TN (1)
where Q is the energy amount (J) drawn back per time t (s);
hefis the effective heat transfer coefficient (Wm2 C1); A is
theheat transfer area (m2); Tb is the product temperature (C)
and
TN is the air temperature (C). Energy variation in a
metallic
body with constant properties is given by equation (2):
dQdt
rmVcpmdTdt
(2)
Combining equations (1) and (2), then integrating and
adopting the initial contour condition T(t0) Ti, leads to
theequation for time dependent temperature variation:
Tb TNTi TN e
hefAtrmcpmV (3)
Equation (4) can describe the fast cooling process, which is
a simplification of Equation (3):
Tb TNTi TN e
S2$t (4)
where Ti is the initial temperature of the metallic body and
TNis the cooling air average temperature, measured by the ther-
Tb product temperature (C)Ti initial temperature (C)TN chilling
medium temperature (C)Tc product average representative temperature
in
a layer (C)Tmax maximum temperature (C)Tmin minimum temperature
(C)Tref reference temperature (C)V volume (m3)
Vi Vi number (dimensionless)
Greek letters
rm metal density (kgm3)
rAl aluminum density (kgm3)
4 heterogeneity factor (dimensionless)mocouples inside the
cooling room. Parameter S2 represents
the cooling coefficient, a simplification from equation (3).
Vigneault et al. (2004) proposed a new calculationmethod
for air distribution in recipients during forced-air cooling
process. Moreover, the authors developed a dimensionless
number to compare air velocity distribution heterogeneity
flowing through a porous medium, called the Vi number.
This was defined as the rate of the standard deviation and
the average of the air velocity flowing through a mass of
product inside a recipient. Experiments were carried out
with spherical samples inside a forced-air circulation
tunnel.
Some authors have studied the air temperature conditions
inside forced-air tunnels (Thompson, 2004; Dussan Sarria
et al., 2006). The portability of the device was not
reported
before.
The objective of this work was to present a new mathe-
matical approach for the evaluation of a portable forced-air
tunnel built to enhance the freezing process of packed prod-
ucts stored in commercial boxes inside a storage room. The
described device could be adopted to avoid extra expenses
-
with new equipment such as freezing tunnels. Heat transfer
coefficients were used for an indirect analysis of the air
distribution inside the equipment and comparison of
temperature variation among samples considering the loca-
tion between layers of boxes. A new method for the quanti-
tative evaluation of the temperature variation for different
positions in the system was proposed.
2. Material and methods
2.1. System experimental design
i n t e r n a t i o n a l j o u r n a l o f r e f r i g e r a t
i o n 3 5 ( 2 0 1 2 ) 2 0 2e2 0 8204Model systemwith 15%
(weight/weight of solution) of sucrose
and 0.5% (weight/weight of solution) of carboxy methyl
cellulose (Carbocel AM, Arinos, SP, Brazil) was packed in
polyethylene bags (0.1 kg) with similar dimensions (0.095 m0.07
m 0.015 m) to pulp fruit products in the market. Thebags were
stored in 35 plastic boxes (Fig. 1), with external
dimensions of 0.6 m 0.4 m 0.12 m and kept inside thefreezing
room. The boxes had an opening area of 21% of the
total area, more than the minimum values recommended for
a good air flow (Castro et al., 2003), and were stacked over
a 1.00 1.20 m commercial pallet in seven layers, with fiveboxes
each. Each box contained 8.6 kg of product in eighty-
four plastic bags.
The projected freezing system was built as described in
Barbin et al. (2009), with a plastic cover connected to an
aluminum flexible duct and a fan that blows or exhausts the
air. The plastic covers the boxes that contain the product,
stacked on a commercial pallet. The portable tunnel fan used
has axial airscrews with a tri-phase induction engine (Weg,
Brazil, model 71586 and 0.5 hp). The whole device was placed
inside a freezing storage room (Recrusul, Brazil), with
internal
dimensions of 3 m 3 m 2.3 m (20.7 m3) and walls made of0.01 m
aluminum panels filled with expanded polyurethane
as insulation.
The cooling process consists in circulating the air from
insideof the storage roomthrough theopen spaces in theboxes
and around the product. In an exhaustion process, the air
flows
from the lower part of the system to inside the boxes and
through the fanback to theroom. In theblowingprocess, theair
flow is changed, blowing the cooling air from the room
directly
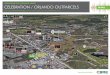
to the product. The forced-air circulation is vertically
orientedFig. 1 e Plastic box for freezing products.in both the
exhaustion and the blowing process. During
exhaustion, it goes from the bottom to the top of the
pallet;
while in the blowing process, it goes from top to bottom (Fig.
2).
A freezing process without the portable tunnel was carried
out as a reference test to be compared to the experiments
using the tunnel device. This reference freezing process
con-
sisted in leaving the boxes inside the cold room until all of
the
samples reached the final freezing temperature.
Blowing (B) and exhausting (E) air tests were run in tripli-
cate. Mixed experiments with both air circulation directions
were tested with each orientation during half of the process
length. Two types of these experiments were made, one star-
ted with the blowing process, and then changed to exhaustion
after approximately 24 h (BeE), and another started with
exhaustion and changed to blowing (EeB). The velocity of the
cooling air was measured for comparison with the convective
coefficients andheterogeneity factors obtained. Results for
the
air velocity are presented in Barbin et al. (2009).
Sample temperatures were monitored using type T ther-
mocouples (coppereconstantan), acquired by a monitoring
system composed of an automatic channel selector system
model Scanner 706 (Keithley Instruments Inc., OH, USA).
2.2. Convective heat transfer calculation
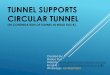
Convective heat transfer was obtained using temperature
measurements of 5 identified (T1 to T5) aluminum test bodies
(with dimensions of 0.1 m 0.07 m 0.025 m), distributed inlayers
1, 3, 4, 5 and 7, respectively, including both the extreme
layers (1 and 7) and the central layers (3, 4 and 5) (Barbin et
al.,
2010). All the aluminum test bodies were positioned over the
samples in the center of the boxes along with the thermo-
couples identifiedwith number 5 as last algorism (15, 35, 45,
55
and 75, Fig. 3) and in contact with the cooling air (Fig. 4b).
The
second layer did not have a test body, but it had a
temperature
measurement (thermocouple 25). The sixth layer was not
monitored with a test body neither thermocouples.
Two other thermocouples were distributed inside the room
for air circulation temperature monitoring: one in the
evapo-
rator blowing air and one to evaluate the evaporator
returning
air, to measure the temperature variation in these points
during the process.
The test body is an aluminum plate with similar size to the
samples. Thermocouples were inserted inside holes in the
body tests that were filled with thermal paste to avoid
bubbles
which could interfere in the temperature measurement.
Polystyrene was used as insulation around the test body to
keep only one surface exposed in contact with the cooling
air
(Fig. 4a). This procedure was adopted to analyze one-
dimension heat flow and avoid edge effects. Aluminum
thermo physical properties (as a metallic test body) used
for
the determination of the convective heat transfer
coefficients
are shown in Table 1.
After obtaining S2 values (according to equation (4)), the
effective heat transfer coefficients were calculated for
the samples in the sensible heat loss phase, as shown in
Equation (5):hef rAlVCpAlA S2 (5)
-
Fig. 3 e Thermocouples and test body positioning and
identification used in the system with seven layers.
Fig. 2 e Plastic boxes stacked on a commercial transport pallet
covered with plastic, and fan orientation during the
exhaustion and blowing processes.
i n t e rn a t i o n a l j o u r n a l o f r e f r i g e r a t i
o n 3 5 ( 2 0 1 2 ) 2 0 2e2 0 8 205
-
cn (
i n t e r n a t i o n a l j o u r n a l o f r e f r i g e r a t
i o n 3 5 ( 2 0 1 2 ) 2 0 2e2 0 82062.3. Heterogeneity factor
The freezing process was monitored until the center of the
samples reached 18 C. A method was developed for deter-mination
of the temperature distribution inside the pallet. The
objective was to evaluate temperature heterogeneity in
different pallet positions during the freezing process. This
parameter was obtained from the heat transfer between the
product (model system) and the cooling air (Equation (6)):
Q mcpDT (6)
where Q is product energy (J), m is product mass (kg), cp is
product specific heat (J kg1 C1), and DT is the
temperaturedifference between the samples (model system) and
a temperature reference (Tref, C).
If the whole mass of product in the pallet is reduced as
much as possible (to infinite small parts), the total energy
of
the pallet is equivalent to the sum of all parts of the energy
of
Fig. 4 e Aluminum test body insulatiothe products. Equation (7)
represents this calculation:
mtcpTc
ZmicpTx;y;z dVZ
dV(7)
where mt is the total mass of the product on the pallet or
in
a layer, Tc is the product average temperature for the
respec-
tive amount of product (layer or whole pallet), mi is the
local
mass of an infinitesimal part of the product, T(x,y,z) Ti Tref
isthe temperature of this mass and Tref is equal to 0 C. The
product average representative temperature in a layer at
a certain moment is shown in Equation (8):
Table 1 e Aluminum thermo physical properties at 20 C(Welty et
al., 2000).
Density, rAl(kgm3)
Specific heat, CpAl(J kg1 C1)
Thermal conductivity,kAl (Wm
1 C1)
2701.1 938.3 229Tc PmiTi
mt(8)
The temperature difference between the representative
average temperature and theminimumandmaximumproduct
temperatures during the freezing process was calculated
using
Tc values obtained. The temperature variation in each moni-
tored point in the layer is obtained using Equation (9):
DTc Tc Tmin or DTc Tc Tmax (9)
A dimensionless factor was suggested to evaluate the
temperature variation compared to the average temperature,
aiming to quantify the cooling performance obtained by
different air circulation processes through the product
using
Tc and DTc values calculated. This factor was an extension
of
the Vi number proposed by Vigneault et al. (2004), who
worked with the air flow around samples. In this work the
heterogeneity factor was defined as the rate between the
square root of the second potency sum of the DT values and
a) and positioning inside the box (b).the number of monitored
samples (n), divided by the Tc values
obtained during the freezing process (Equation (10)):
4
P DTc2n
s
Tc(10)
Minimum heterogeneity factor value is 0 (zero), which
represents a perfect temperature distribution inside the
system, with no temperature difference between samples.
Greater module of 4 values means bigger differences between
the considered monitored samples.
The heterogeneity factor was obtained for three layers
(upper, central and lower) in the system, for each conforma-
tion of air direction. In each of these calculations, n is equal
to
5 monitored points in each layer, representing the heteroge-
neity of temperature distribution in different positions of
the
respective layer. Later, it was obtained for the whole
pallet,
where n is equal to 15 monitored samples. In this case, it
represented the heterogeneity of temperature distribution
between layers in the pallet.
-
3. Results
3.1. Convective heat transfer
The average dimensionless temperature [(T TN).(Ti TN)]neperian
logarithm versus cooling time graphs for every test
body monitored were plotted. Based on these graphs, the
angular coefficient (S2) and linear coefficient (A) for the
y A eS2x equation were obtained. Angular coefficient valueswere
used to obtain the hef values previously reported (Barbin
et al., 2010). The authors have shown that every hef value
was
larger for the process with the tunnel for both the
exhaustion
and blowing processes, compared to the reference. In addi-
tion, the exhaustion process resulted in greater values for
the
local effective heat transfer coefficients at the product
surface
and also a more homogeneous distribution at the lower layer
heterogeneity value for the reference test was 0.18, which
is
i n t e rn a t i o n a l j o u r n a l o f r e f r i g e r a t i
o n 3 5 ( 2 0 1 2 ) 2 0 2e2 0 8 207of boxes inside the pallet. The
large value obtained for the
upper layer could indicate that the air flow causes a rapid
temperature reduction of the samples located at that
position,
which could be related to the fact that cooling air had a
great
velocity at that point for the blowing process (Barbin et
al.,
2009). It was reported air velocities over 15 m s1 in
certainareas for the insufflation process, while the exhaustion
process had air velocity values around 3 m s1 (Barbin et
al.,2009; Barbin and Silveira Jr., 2011).
The same trend was observed by Resende et al. (2002), with
greater convection transfer coefficient for samples in
direct
contactwith the circulating forcedair.According to
theauthors,
the amount of product to be cooled is an obstacle for the
cooling
air flow when it is driven directly toward the product. In
the
blowing process, the air flows directly into the device and
in
contact with the upper layer. This first layer of samples
may
affect the air flow, leading to the high convective
coefficient
obtained for the region that is in direct contact with the
incomingcoolingair, andthesmallervalues for the lower
layers.
3.2. Heterogeneity factor
The heterogeneity factor 4 was calculated for each test and
is
shown in Table 2.
Table 2 e Heterogeneity coefficient values (4) fortemperature
distribution characterization for samples inlayers and layers in
pallet.
Tests Heterogeneity factor (4)*
Lowerlayer
Centrallayer
Upperlayer
Pallet
Reference 0.12BC 0.21D 0.10B 0.18D
Exhaustion Average 0.06A 0.05A 0.05A 0.02AAD 0.01 0.01 0.01
0.01
Blowing Average 0.14C 0.12BC 0.05A 0.09BAD 0.01 0.02 0.01
0.01
Mixed (EeB) 0.09B 0.09B 0.02A 0.04AMixed (BeE) 0.08AB 0.09B
0.05A 0.10BAD e average deviation. *Different letters means
statistically
difference ( p< 0.05).greater than the results obtainedwith
the tunnel. The value of
0.02 obtained for the exhaustion process is statistically
different than the result obtained to the blowing process
(0.09),
and very close to 0 (zero), showing a homogeneous tempera-
ture distribution inside the device and around the samples.
The mixed tests showed similar results among them, and
intermediary between the exhausting and blowing processes.
However, the mixed test which started with the blowing
process showed a greater 4 value (0.10) than the mix test
started by the exhausting air, for the whole pallet (0.04).
4. Conclusion
The main difference between air flow processes is the
temperature variation at different positions throughout the
system, as the heterogeneity coefficient proposed showed
significant differences ( p< 0.05) for central and lower
layers
of the system. These differences are greater for the blowing
process, what may lead to technological problems such as the
freezing time overestimation, causing unnecessary costs, or
underestimation, when the process could be considered
finished with samples above freezing temperature affecting
the final quality of the product.
Using the tunnel was a viable optionwhen compared to the
freezing process in a room without the portable tunnel
forced
air as it reduces sample cooling and freezing time in the
storage room. Exhausting the air has a better performance
considering the cold room capacity as it drives the cooling
air
through every sample in every layer equally, reducing pro-
cessing time and easing systemmonitoring, as it is allowed
to
assume that all samples are at the same temperature in
unsteady state.
The use of the portable tunnel was useful to reduceThe results
for the blowing and exhausting tests made in
triplicate were evaluated with one-way analysis of variance
(ANOVA) tests. Different letters mean significantly
different
values ( p< 0.05) for rows or columns. Values did not differ
for
the upper level, where the circulation of air had fewer
obsta-
cles. However, the differences were greater for the central
and
lower layers. Module values obtained for 4 topped 0.12 in
the
central layer, and 0.14 in the inferior layer for the
blowing
processes, while for the exhaustion processes these values
were not greater than 0.06. The reference test without the
forced-air equipment had 4 module values up to 0.21 for the
central layer, where the air flow is reduced.
This fact also occurredwhen analyzing the layers compared
to the whole pallet. The 4 value was greater for the blowing
process (0.09) than for exhausting process, which was 0.02.
This shows that the temperature distribution between layers
wasmore uniform for the exhausting process, compared to the
blowing process.
Reference tests showed heterogeneity not statistically
different ( p< 0.05) compared to the blowing process for
the
lower layer, therefore central and upper layers showed
values
of 0.21 and 0.10, respectively, which were greater compared
to
both forced-air process (0.05). Analyzing the whole pallet,
thefreezing time, as it allows amore homogeneous air
circulation
surrounding the samples in the exhausting process resulting
-
in more homogeneous temperature distribution in the
system. The currently proposed heterogeneity factor could
help in clarifying the cooling process during forced-air
heat
transfer, once it is related to the temperature variation
within
the system. More studies could be made regarding the system
energy consumption and comparing the use of the forced-air
tunnel to analyze the time reduction and the energy demand
during its operation.
Acknowledgments
The authors wish to acknowledge Coordenacao de Aperfei-
coamento de Pessoal de Nvel Superior (CAPES) for the finan-
cial support.
Castro, L.R., Vigneault, C., Cortez, L.A.B., 2003. Container
openingdesign for horticultural produce cooling efficiency. Int. J.
FoodAgric. Environ. 2 (1), 135e140.
Chevalier, D., Le Bail, A., Ghoul, M., 2000. Freezing and ice
crystalsformed in a cylindrical food model. Part I: Freezing
atatmospheric pressure. J. Food Eng. 46, 277e285.
Dincer, I., 1995. Transient heat transfer analysis in air
cooling ofindividual spherical products. J. Food Eng. 26,
453e467.
Dincer, I., Genceli, F., 1994. Cooling process and heat
transferparameters of cylindrical products cooled both in water
andair. Int. J. Heat Transf. 37 (4), 625e633.
Dussan Sarria, S., Honorio, S.L., Nogueira, D.H., 2006.
Precoolingparameters of Roxo de Valinhos figs (Ficus carica L.)
packed ina carton box. Fruits 61 (6), 401e406.
Le Blanc, D.I., Kok, R., Timbers, G.E., 1990a. Freezing ofa
parallelepiped food product. Part 1: Experimentaldetermination.
Int. J. Refrigeration 13, 371e378.
Le Blanc, D.I., Kok, R., Timbers, G.E., 1990b. Freezing ofa
parallelepiped food product. Part 2: Comparison ofexperimental and
calculated results. Int. J. Refrigeration 13,
i n t e r n a t i o n a l j o u r n a l o f r e f r i g e r a t
i o n 3 5 ( 2 0 1 2 ) 2 0 2e2 0 8208r e f e r e n c e s
Barbin, D.F., Neves Filho, L.C., Silveira Jr., V., 2009.
Processo decongelamento em tunel portatil com conveccao forcada
porexaustao e insuflacao para paletes. Cienc. Tecnol. Aliment.29
(3) (in Portuguese).
Barbin, D.F., Neves Filho, L.C., Silveira Jr., V., 2010.
Convectiveheat transfer coefficients evaluation for a portable
forced airtunnel. Appl. Therm. Eng. 30, 229e233.
Barbin, D.F., Silveira Jr., V., 2011. Comparison of the effects
of airflow and product arrangement on freezing process byconvective
heat transfer coefficient measurement. In:Belmiloudi, Aziz (Ed.),
Heat Transfer e Theoretical Analysis,Experimental Investigations
and Industrial Systems, ISBN 978-953-307-226-5. Available from:
http://www.intechopen.com/articles/show/title/comparison-of-the-effects-of-air-flow-and-product-arrangement-on-freezing-process-by-convective-heat
InTech.
Berto, M.I., Gratao, A.C.A., Silveira Jr., V., Vitali, A.A.,
2003. Solucaomodelo de Sacarose e CMC: analise do tempo de
hidratacao,caracterizacao reologica e estabilidade termica. Braz.
J. FoodTechnol. e ITAL 6 (107), 9e14.
Brosnan, T., Sun, D.W., 2001. Precooling techniques
andapplications for horticultural products e a review. Int.
J.Refrigeration 24, 154e170.379e392.Mohsenin, N.N., 1980. Thermal
Properties of Foods and
Agricultural Materials. Gordon and Breach, New York.Resende,
J.V., Neves Filho, L.C., Silveira Jr., V., 2002. Coeficientes
de Transferencia de Calor Efetivos no Congelamento com ArForcado
de Modelos de Polpas de Frutas em CaixasComerciais. Braz. J. Food
Technol. 5, 33e42.
Talbot, M.T., Fletcher, J.H., 1996. A Portable
DemonstrationForced-Air Cooler. Agricultural and Biological
EngineeringDepartment, Florida Cooperative Extension Service,
Instituteof Food and Agricultural Sciences, University of Florida.
pub.CIR1166/AE096.
Thompson, J.F., 2004. Pre-cooling and storage facilities. In:
USDA(Ed.), Agr. Handb. Draft, vol. 66. United States Department
ofAgriculture Revised in 2004.
Vigneault, C., de Castro, L.R., Goyette, B., Markarian,
N.R.,Charles, M.T., Bourgeois, G., Cortez, L.A.B., 2004.
Indirectairflow measurement for horticultural crop package. Part
II:Verification of the research tool applicability. ASAE Ann.
Int.Meet., 7331e7344.
Welty, J.R., Wicks, C.E., Wilson, R.E., Rorrer, G.,
2000.Fundamentals of Momentum, Heat, and Mass Transfer, fourthed.
John Wiley & Sons, New York.
Woinet, B., Andrieu, J., Laurent, M., 1998. Experimental
andtheoretical study of model food freezing. Part I. Heat
transfermodelling. J. Food Eng. 35, 381e393.
Portable forced-air tunnel evaluation for cooling products
inside cold storage rooms1 Introduction2 Material and methods2.1
System experimental design2.2 Convective heat transfer
calculation2.3 Heterogeneity factor
3 Results3.1 Convective heat transfer3.2 Heterogeneity
factor
4 Conclusion Acknowledgments References