Embed Size (px)
DESCRIPTION
treat ment textile plasma
Citation preview

14th Romanian Textiles and Leather Conference – CORTEP 2012
Sinaia, 6 - 8 September 2012
Research regarding the plasma hydrophobization of textile materials for medical articles
Lilioara SURDU1, Ioan CIOARA2, Carmen GHITULEASA1, Nicula GHEORGHE1,
Laurentiu DINCA1, Adriana SUBTIRICA1, Marilena NICULESCU1, Razvan RADULESCU1, Cosmin MEDOR3
1 The National R&D Institute for Textiles and Leather Bucharest (INCDTP) 16, Lucretiu Patrascanu str., 030508 Bucharest, Romania
e-mail: [email protected], webpage: http://www.certex.ro 2 “Gheorghe Asachi” Technical University Iasi 29, Dimitrie Mangeron blvd., 700050, Iasi, Romania
e-mail: [email protected], webpage: http://www.tuiasi.ro 3 University of Medicine and Farmacy "Carol Davila" Bucharest http://www.umf.ro
Abstract: The protection robes used by the medical staff within the surgery operating units should meet a number of requirements, such as: decreased absorption ability for fluids and decreased capability of water retention. Chemical treatment of the fabrics used as medical work equipment was successful in obtaining the desired properties, but there are environmental concerns related to the disposal of chemicals after treatment.[1] Taking into account the advantages of the plasma treatment technology, an enormous interest was gained in the last years, tending to replace chemical applications in finishing and pre-treatment of textiles products. This paper outlines the results of comparative research regarding the hydrophobic properties of several textiles with special destination – medical articles – using comparatively two processes: classical chemical treatment for hydrophobization and plasma hydrophobization. Surface treatment efficiency was assessed through laboratory tests (vapor permeability and air permeability) and their appearance by electronic microscopy. The hydrophobic properties of the produced materials have been evaluated by establishing the quantity of absorbed water, absorption time and contact angle. Hydrophobic treatment of cotton fabrics with plasma gas such as hexafloropropane (C3H2F6) leads to a smooth surface with increased contact angle of water. The best results for hydrophobization with plasma treatment was observed on cotton materials. The research highlighted that the plasma technology represents a new alternative for better modification of medical surfaces and textiles. Keywords: plasma, textile materials, surface morphology, functionality 1. INTRODUCTION A plasma is a (partly) ionized gas, which contains free charge carriers (electrons and ions), active radicals and excited molecules. So-called non-thermal plasmas are particularly interesting, because they operate at relatively low temperatures and do not inflict thermal damage to nearby objects. In the past two decades non-thermal plasmas have made a revolutionary appearance in solid state processing technology.[9] Surface preparation and modification has gained in the last decennia an enormous interest and discovered new applications. It is a complete other approach to modify only the surface properties without changing the bulk properties. This delivers new materials with new possibilities, which opens perspectives to resolve production or design problems or even develop complete new applications. Production problems are mainly caused by the substitution of the base material to new materials for example polymers, which have not the correct surface behavior for further processing.[3] Design requires of course another way of thinking because one has to take distance from the conventional mechanical and chemical modification of surfaces. [4] The low pressure plasma technology is such an alternative where on a dry, environmental friendly and cost-efficient way the surface is modified on microscopic level. [5] The plasma technology will be described together with the different application groups. Meaning is to give a good overview of the possibilities of plasma nowadays and to open new thoughts for the future.[3] The plasma treatment was realized to INCDTP by CD400 Roll-to-roll, Low pressure plasma equipment. Hydrophobic treatment of textile materials for medical articles was realized with hexafloropropane (C3H2F6). The advantage of this plasma compared with atmospheric-plasma equipment is that it is a well controlled and reproducible technique.

14th Romanian Textiles and Leather Conference – CORTEP 2012Sinaia, 6 - 8 September 2012
Surface treatment process for hydrophobic treatment Surface preparation and modification has gained in the last years an enormous interest and discovered new applications. It is a complete other approach to modify only the surface. The present paper presents the modification of surface properties of textile materials by hexafloropropane plasma treatment (a) in comparison with hydrophobization / oleophobization product treatment (b). 2. EXPERIMENTAL PART The production of fabrics used for medical applications (dressings, bandages and bonds). Fabrics used for this study were made of 100% cotton, 100% PA, 100% PES. The physical and mechanical characteristics of the yarns for the manufacturing of the textile medical articles are presented in Table 1. Table 1: Physical and mechanical characteristics of yarns used for the production of medical textile articles
No. Characteristics Yarn 1
100% cotton Nm 34/1
Yarn 2 100% cotoon Nm 70/1 yarn
Yarn3 100% PA HT
940/140
Yarn 4 Polyester
Tex (Nm)
29,5 (33,9)
14,2 (70,4)
187 (168)
9,2 (108,69) 1 Length density
Cv % 1,3 4,3 1,8 1,6 N 2,9 1,8 6,4 2,7
2 Tensile strength Cv % 8,0 7,7 3,4 13,4
% 7,2 3,7 40,5 45,4 3 Breaking elongation
Cv % 5,4 15,0 6 13,2 4 Twist direction Z Z - Z
t/m 659,2 1470 twistless 866 5 Twist
Cv % 3,4 3,5 - 2,4
6 Destination Warp and
weft Warp and weft
Warp and weft
Warp and weft
With the yarns shown in table 1, were manufactured woven textiles materials for medical articles, with characteristics required by the beneficiaries. Four types of fabrics used for dressings, bandages and bonds were produced and analyzed (characteristics are presented in Table 2). Table 2: Characteristics of raw fabrics
No. Characteristics
V1 made from Yarn 1
V2
made from Yarn
2
V3
made from Yarn
3
V4 made
from Yarn 4
1 Fibre composition
100 % cotton
100 % cotton
100% PA
100% PES
2 Fabric width cm 115 114 138,3 166,83
3 Mass g/m2 73 98 420 140
4 Density
U B
fire/
10cm
80 80
80
125
200 100
760 360
5 Structure - Linen cloth Linen cloth
Linen cloth
Linen cloth
6 Breaking force
U B
N
199 195
197 242
547,2 596
1204 1084

14th Romanian Textiles and Leather Conference – CORTEP 2012Sinaia, 6 - 8 September 2012
7 Breaking elongation
U B
%
7,65 7,31
8,3 8.6
62,2 61
46,5 39,6
The four types of fabrics, presented in table 2 were bleached and finished accordingly to technical specification for medical textile articles. The fabrics were finished and after their analysis we could conclude that: - by finishing the fabrics made of single spun yarns, treated during warping with lubricants, they are made suitable for manufacturing of hygienic and sanitary applications; - values obtained for the mass (g/m²), breaking force (N), elongation (%) do recommend the use of these fabrics for the production of dressings and bands with varying degrees of compressibility; - the use of lubricant deposition device permits the manufacture of single-yarn products on weaving machines; The production of barrier-type fabrics To achieve this objective, the requirements specific to hospitals – surgery departments were considered. The barrier type fabrics were produced accordingly to the technical specifications. The characteristics of the fabrics are the following: - low weight; - hydrophobic character; - persistency of hydrophobic effect to repeated washings in harsh conditions as well as in sterilization; Raw fabrics obtained were processed in the finishing department in order to ensure the specific conditions imposed. The operations performed had the following purposes: - obtaining a whiteness degree in accordance with the users’ requirements; - resistance to repeated washing of minimum 100 cycles; - resistance to hydrostatic pressure of minimum 200 mm water column; - air permeability of 100-200 l/m2/sec. to a depression of 200 mm water column. The characteristics of raw and finished barrier-type fabrics obtained are presented in Table 3. Table 3: Physical and mechanical characteristics of raw and finished barrier type fabrics
No. Characteristics Raw fabric Finished fabric 1 Width ( cm) 168 163 2 Mass (g/ mp) 140 142 3 Density (yarns/10cm) U 744 774 4 Density (yarns/10cm) B
342 356
5 Breaking force U (N) 1135 1244 6 Breaking force B ( N) 1077 1071 7 Breaking elongation U (%) 46 44 8 Breaking elongation B (%) 40 35 9 Thickness (mm) 0,4 0,3
10 Air permeability to a depression of 200mm water column (l/m2/sec)
275 216
The hydrophobic character of obtained materials after classical treatments was evaluated by determining the quantity of water absorbed, absorption time and contact angle. For a general characterization of surface modifications the investigation of higroscopicity, vapor permeability and air permeability was considered relevant. The quantity of water absorbed (WH2O) was determined by artificial rain method, in conformity with the following relation:
1001
122
m
mmW OH (%), (1)
where:

14th Romanian Textiles and Leather Conference – CORTEP 2012Sinaia, 6 - 8 September 2012
m1 – initial mass of the sample, g; m2 – sample mass after test, g. Contact angle was determined directly by measuring the angle formed by a drop of distilled water deposited on the fabric surface, by means of a device especially designed for this purpose [2]. Hydrophilicity was evaluated by determining the absorption time of a drop of distilled water deposited on the fabric surface. To evaluate higroscopicity samples with the dimensions of 50 x 50 mm that were kept successively for 24 hours, in a standard atmosphere environment (RH = 65%) and wet environment (RH = 100 %) [2] were used. Vapor absorption capacity is determined by the following relation:
100
c
cuabs M
MMH (%), (2)
where: Mu – average mass of samples conditioned at relative humidity RH = 100 %, g; Mc – average mass of samples conditioned at relative humidity RH = 65 %, g. Higroscopicity index (iH) is thus calculated:
tS
MMi cuH
, g/m2.h (3)
where: S – sample surface, m2; t – relative humidity time = 100 %, h. The capacity of materials to allow the passage of vapours was evaluated by calculating the vapour permeability index (μ), in conformity with the established methodology [22]:
tS
M
, g/m2.h (4)
, g (5) fMMM 0
where: M0 – initial mass of the testing set (Herfeld glass, water and sample), g; Mf – final mass of the testing set, g; S – sample surface subjected to vapor diffusion conditions, m2; t – time for maintaining the sample under diffusion conditions, h. Another indicator considered relevant for characterizing the treated materials is the air permeability (Pa). Air permeability: The air permeability of the fabrics was measured on a FX 3300 Air Permeability Tester at a test pressure of 100 Pa and a test area of 20 cm2 according to EN ISO 9237. Surface morphology of non-treated and treated samples was studied by SEM (scanning electron microscope). The plasma treatment was realized to INCDTP by CD400 Roll-to-roll, Low pressure plasma equipment. Hydrophobic treatment of textile materials for medical articles was performed with hexafloropropane (C3H2F6), as plasma gas. The characteristics of the plasma treated fabrics are shown in table 4, 5, 6. The surface images by SEM microscopy are presented in Figure 1-6. Table 4. Hydrophobization Effect of plasma treatment on polyester fabrics
Hygroscopicity Permeability to Variant Quantity of water absorbed,
%
Contact angle,
degrees H, %
iH,
g/m2.h vapours g/m2.h
air, m3/m2.min
V1b 2,38 127 0,300 0,0067 16,76 28,24 V2b 1,46 136 0,264 0,0059 17,54 27,46 V3b 0,97 143 0,235 0,0052 17,78 26,94 V4b 0,43 148 0,228 0,0050 17,93 24,59 V5b 0,10 154 0,208 0,0046 18,03 23,81

14th Romanian Textiles and Leather Conference – CORTEP 2012
Sinaia, 6 - 8 September 2012
V6b 0,11 155 0,208 0,0046 18,03 23,72 M 11,3 10 0,360 0,0081 15,56 30,42
Tabelul 5. Hydrophobization Effect of plasma treatment on polyamide fabrics
Hygroscopicity Permeability to Variant Quantity of water absorbed
%
Contact angle,
degrees H, %
iH,
g/m2.h vapours g/m2.h
air, m3/m2.min
V1b 9,13 124 3,57 0,0595 16,15 16,05 V2b 7,05 132 3,41 0,0534 16,62 15,36 V3b 5,66 138 3,09 0,0484 16,84 14,83 V4b 3,12 144 2,96 0,0463 17,39 14,22 V5b 2,60 150 2,84 0,0445 17,82 13,08 V6b 2,52 150 2,85 0,0446 17,82 12,55 M 16,09 70 4,02 0,0630 14,86 17,50
Tabel 8. Hydrophobization Effect of plasma treatment on cotton fabrics
Hygroscopicity Permeability to Variant Quantity of water absorbed
%
Contact angle,
degrees H, %
iH,
g/m2.h vapours g/m2.h
air, m3/m2.min
V1b 31,02 128 10,52 0,5582 15,15 50,96 V2b 20,01 139 9,21 0,4887 16,24 50,40 V3b 13,63 146 8,54 0,4531 16,59 49,83 V4b 8,50 152 8,19 0,4346 16,99 48,99 V5b 6,51 158 7,99 0,4186 17,23 48,29 V6b 6,39 159 7,98 0,4192 17,25 48,15 M 73,26 0 12,82 0,7180 13,52 51,67
It can be noticed that the amount of water absorbed by the textile materials (polyester, polyamide and cotton) decreases with the increase of the treatment product concentration. This can be explained by the increase of the quantity of hexafluorpropene reacting with the fibre: the increase of induced water repellence is determined by the chain F3C-(CF2)x- fluoride compound form hexafluorpropene. It is worth noting that the most intense effect in absolute value is obtained for cotton. The quantity of water retained by the material is comparable to the values specific to untreated polyester and polyamide. When concentration reaches the maximum value, the quantity of water absorbed is ten times lower than for the untreated sample. In relative value, the strongest modification of water repellence is registered for polyester, the decrease of retained moisture is over 110 lower. The hydrophobic effect is reflected also by the value of the contact angle of the distilled water drop deposited on the fabric surface. We notice that for the three textile materials the values of the contact angles are very large compared to the untreated material due to the increase of the concentration of the fluoride product in plasma. For higher concentration the contact angle is not significantly modified. A comparative analysis of the three fibres shows that the best results are obtained on cotton fabrics. We should mention that the results obtained are in perfect agreement with those registered following the hexafluorpropene plasma treatment for the three materials studied. The water and oil repellent character of the plasma treated materials is illustrated both in the very high absorption time (15000s) and in the spherical shape of the water and oil drops on their surface. The values of the vaporization coefficients increase with the decrease of hygroscopicity and this shows that the treatment leads to fibre structure modification – they become water repellent; the capacity to retain water vapours decreases and vapours can easily cross the textile structure. For the synthetic fibre materials, polyester and polyamide, hygroscopicity and the hygroscopicity index decreases with its increase in the treatment baths. Permeability to air decreases with the increase of the concentration of the treatment product. This can be explained by a decrease of pores’ dimension due to the setting of the hydrophobization product. The lowest values are registered for polyamide fabrics that present a higher density structure.

14th Romanian Textiles and Leather Conference – CORTEP 2012Sinaia, 6 - 8 September 2012
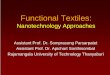
The changes in the surface properties of the cotton, polyamide and polyester woven samples were evidenced by the SEM image analysis and are shows in figure 1-6.
Figure 1. SEM images of untreated cotton samples
Figure 2. SEM images of plasma-treated cotton samples
Figure 3. SEM images of untreated PA samples
Figure 4. SEM images of plasma-treated PA samples

14th Romanian Textiles and Leather Conference – CORTEP 2012Sinaia, 6 - 8 September 2012
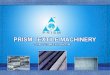
Figure 5. SEM images of untreated PES samples
Figure 6. SEM images of plasma-treated PES samples 3. CONCLUSIONS The properties of the weavings accomplished from cotton, polyester and polyamide treated by hydrophobization classical treatments compared to plasma treatments have been analyzed within this paper. For accomplishing the aim of this study, it was used low pressure plasma equipment from the INCDTP laboratory. Hexafloropropane (C3H2F6) as plasma gas was applied on all surface of the fabrics with destination medical articles . The surface modifications of the textile materials were analyzed by SEM microscopy and the images are shown in figures 1-6. The analysis of experimental data for all textile materials treated with hexafloropropane indicates higher values for the absorption time and for the contact angle when compared to the untreated samples. The most prominent changes in terms of absolute value are obtained for the cotton material - the water quantity absorbed by the plasma treated material (shown in table 8). The action of cold plasma is evidenced in the polymer destruction with the formation of small molecule and even volatile products. This could be easily observed by SEM on the fibre surface, by formation of visible roughness. Besides the treatments for water and oil repellence, the plasma treatments ensure the repellence of many other liquids including inks and alcohols. Hexafloropropane (C3H2F6) provides good properties for repellance of water and oil and other liquids compared to classical hydrophobization treatments. The SEM analysis on the materials treated with hexafloropropane shows the presence of roughness on the fibre surface, that can only be attributed to the applied fluoride product, shown in figure 2, 4, 6. Plasma activation treatments modify the surface characteristics of the cotton, polyamide and polyester fibres. The plasma treatment and grafting of the textile materials with water repellent monomers can be an alternative to classical treatments that are more expensive and have a negative impact on the environment.

14th Romanian Textiles and Leather Conference – CORTEP 2012
Sinaia, 6 - 8 September 2012
4. REFERENCES [1] Vrabič, U.: “Physical and Absorptive Changes in Plasma Treated Viscose Fibres“, Slovenia, Ljubljana, University of Ljubljana, Faculty of Natural Science and Engineering,, Department of Textiles, 2007 [2] Loghin C.; Mureşan, R.; Ursache, M., Mureşan, A.: “Tratamente de suprafaţă aplicate materialelor textile şi implicaţii asupra comportării în mediu umed”, Industria textila nr. 6/ 2011 [3] Shishoo, R.: “Plasma technologies for textiles”, The textile Institute and Woodhead Publishing Limited, Cambridge England / 2007 [4] Wang S.; Hou W.; L. Wei; H. Jia; X. Liu; B. Xu, “Surface and Coatings Technology”, 10,1016-1029, 2007 [5] Kieft, I. E.: “Plasma needle: exploring biomedical applications of non-thermal plasmas” Technische Universiteit Eindhoven, ISBN 90-386-2737-8/2005 [6] Caraiman, M.D., s.a: Revista Română de Textile – Pielărie, nr. 1, p.85-90, 2002 [7] Alexander, A. F.; Cambridge: University Press “Plasma physics and engineering Plasma chemistry Low temperature plasma physics”/ (2008); [8] Bonitz, M.: “Introduction to Complex Plasmas”, 2010 [9] Massines, F.; Gherardi, N.; Sommer, F.; “Plasmas and Polymers”, 5, 2000, p.151 [10] Schindler, W.D.; Hauser, P.J., “Chemical finishing of textiles”, Woodhead Publishing Limited, Cambridge England, 2004, p. 74-86 Corresponding author: Drd. Eng. Lilioara SURDU Department for Material Research and Investigation, The Research-Development National Institute for Textile and Leather, INCDTP Str. Lucretiu Patrascanu No 16, Postal code :030508, Bucharest, Romania phone: 0040213404928 fax: 0040213405515 e-mail: [email protected]; [email protected] . Co-author(s):
Dr. Eng. Carmen GHITULEASA General Director The Research-Development National Institute for Textile and Leather Address: Str. Lucretiu Patrascanu 16, Bucharest,Postal code: 030508, Romania Tel: (00402)1-340.49.28; 340.42.00; Fax: (00402)1-340.55.15, e-mail: [email protected]. Prof. dr. eng. Ioan CIOARA Department for TEXTILE, “Gheorghe Asachi” Technical University Iasi, 29, Dimitrie Mangeron blvd., 700050, Iasi, Romania e-mail: [email protected], webpage: http://www.tuiasi.ro
Eng. Adriana SUBTIRICA Department for Material Research and Investigation, The Research-Development National Institute for Textile and Leather Address: Str. Lucretiu Patrascanu 16, Bucharest,Postal code: 030508, Romania Tel: (00402)1-340.49.28; 340.42.00; Fax: (00402)1-340.55.15, e-mail: [email protected].
Eng. Razvan RADULESCU, Department for Material Research and Investigation, The Research-Development National Institute for Textile and Leather Address: Str. Lucretiu Patrascanu 16, Bucharest,Postal code: 030508, Romania Tel: (00402)1-340.49.28; 340.42.00; Fax: (00402)1-340.55.15, e-mail: [email protected].