Embed Size (px)
Citation preview
TABLE OF CONTENTS______________________________1_____
1 Introduction
2 Methods
2.1 Material selection
2.1.1 Cement
2.1.2 Silica Fume
2.1.3 Quartz Fines
2.1.4 Fine aggregates
2.1.5 HRWR
2.1.6 Steel fibres
2.2 Mix design
2.3 Mixing method
2.4 Curing regime
3 Properties Analyses of UHPC
3.1 Fresh properties
3.1.1 Rheology
3.1.2 Shrinkages
3.2 Mechanical properties
3.1.1 Compressive Strength
3.1.2 Residual flexural tensile strength
3.3 Durability
4 Economics of UHPC
5 Special applications
6 Conclusion
7 References
Page 2 of 12

List of Abbreviations and Symbols
UHPC Ultra High Performance Concrete
W/C Ratio Water Cement Ratio
W/B Ratio Water Binder Ratio
HRWR High Range Water Reducer
RFTS Residual Flexural Tensile Strength
SLS Service Limit State
ULS Ultimate Limit State
LOP Limit Of Proportionality
CMOD Crack Mouth Opening Displacement
fR1K Characteristics value of RFTS at Serviceability
fR3K Characteristics value of RFTS at Ultimate state
q Distribution Modulus
Dmin Minimum Particle Size
Dmax Maximum Particle Size
P (D) Fraction of Total Solids
Page 3 of 12
1 Introduction
Ultra high Performance Concrete (UHPC) is a new generation concrete which has a wonderful combination of high compressive strength and excellent ductility. UHPC’s revolutionary technology is rapidly outperforming the conventional concrete counterpart. By changing the fundamental ideas of conventional concrete; UHPC has the potential to bring concrete industry to a whole new level. Basically, UHPC is a steel fiber reinforced concrete consisting of an optimized gradation of fine powders and a very low water to cementitious materials ratio. Its durability properties prolong the lives of concrete structures. This far exceeds conventional concrete ability to do so.
2. Methods
2.1 Material selection
UHPC consists of Cement, Micro silica, silica sand, quartz powder, fibres as main ingredients. No coarse aggregate of any size is added to concrete. Because the interface between cement paste and aggregate particles is the weakest zone in concrete, and the use of ultra-fine particles, such as silica fume, is important for densification and for the improvement of the stability of fresh concrete, thus, enhancing the overall durability and strength.
2.1.1 Cement
The selection of cement is essential for the performance of UHPC. Ordinary Portland Cement (OPC) CEM I 52.5 R is highly preferential. Generally, cement should have high C3S and C2S with less content of C3A.
2.1.2 Silica fume A highly amorphous silica fume is an essential ingredient of UHPC. The addition of highly reactive material performs the following functions. This ultra-fine material reduces voids between components and increases packing density of cementitious matrix. This material is of spherical shape and it act as lubricant within fresh mix thereby improving ability to flow.
Since it is chemically reactive, it reacts with Ca (OH)2 and generates C-S-H gel. This improves compressive strength and other all desired properties. Silica fume that conforms to ASTMC 1240 is suitable for this purpose.
2.1.3 Quartz fines If UHPC is subject to thermal treatment at 900 C for 48 hours, the addition of quartz fines is necessary
Page 4 of 12
2.1.4 Fine aggregates
Fine aggregates of diameter less than 1 mm is mostly preferable. But, angularity of fine aggregates is a most important decisive parameter for selection of material. Angularity is a description of the degree of roughness and surface irregularities. Angular particles require more energy for compaction in comparison with rounded particles. Because angular surfaces tend to lock up with one another and resist compaction. While smoother and rounded surfaces tend to pass one another allowing for easier compaction. Higher the angularity of FA, the more void contend of material. The high void content of material in UHPC is undesirable as it needs more cementitious composites to fill voids in order to optimize packing density. 2.1.5 HRWR As UHPC mix is designed with low W/C or W/b ratio, not much free water is available in composition. Hence, careful selection of new generation poly carboxylate based super plasticizer plays major role in determining rheological properties of Mix. Unlike conventional concrete, this admixture is added in higher dosage. Owing to this, retardation effect that delays setting time is natural phenomenon in UHPC. But, it can be solved by adding compatible accelerator with it. Apart from modifying rheology and setting time, an action to enhance heat of hydration is also anticipated.
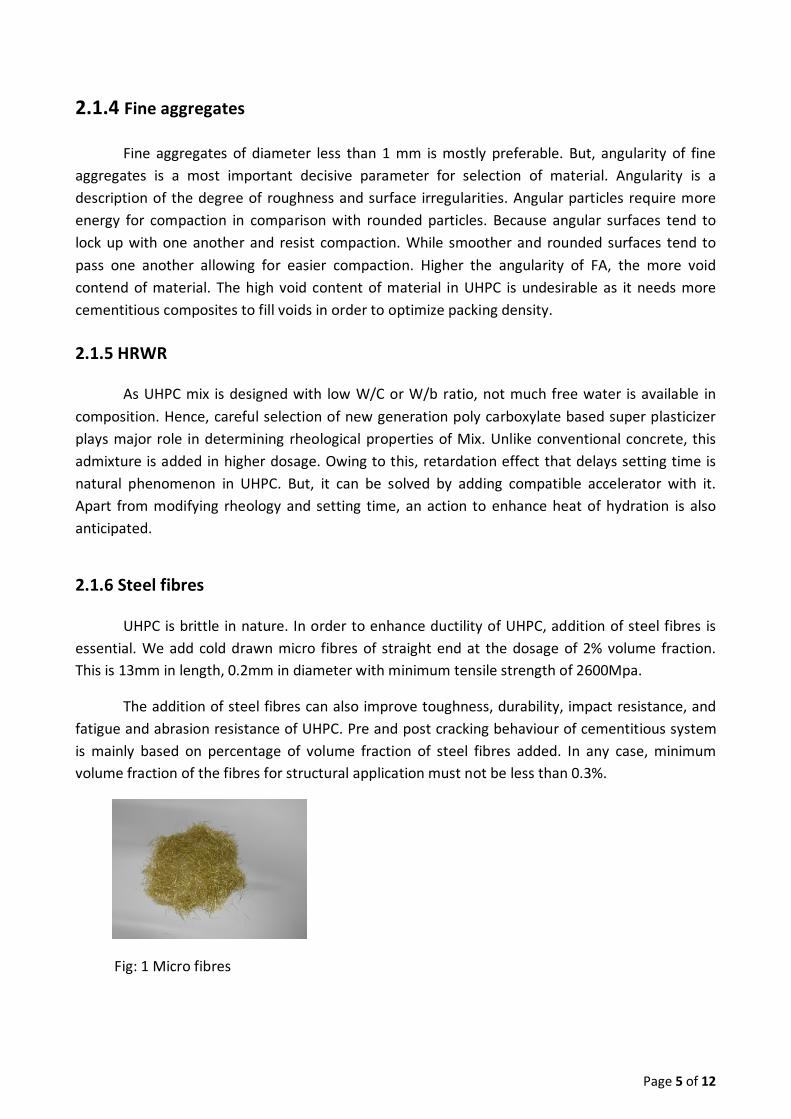
2.1.6 Steel fibres UHPC is brittle in nature. In order to enhance ductility of UHPC, addition of steel fibres is essential. We add cold drawn micro fibres of straight end at the dosage of 2% volume fraction. This is 13mm in length, 0.2mm in diameter with minimum tensile strength of 2600Mpa.
The addition of steel fibres can also improve toughness, durability, impact resistance, and fatigue and abrasion resistance of UHPC. Pre and post cracking behaviour of cementitious system is mainly based on percentage of volume fraction of steel fibres added. In any case, minimum volume fraction of the fibres for structural application must not be less than 0.3%.
Fig: 1 Micro fibres
Page 5 of 12
2.2 Mix design
Conventional mix design methods are not adequate to satisfy all multiple stringent requirements of UHPC. In this research, UHPC mix is designed based on optimization of particle density theory. The fundamental concept of this design method is based on the assumption that the performance of concrete mix can be optimized by maximising the particle density. Though many methods are available, Modified Andreason and Anderson model is best suited for optimization of mixture composition to achieve higher packing densities. The Fraction of total solids is calculated in this method as below.
𝑃𝑃(𝐷𝐷) = 𝐷𝐷𝑞𝑞 − 𝐷𝐷𝑚𝑚𝑚𝑚𝑚𝑚𝑞𝑞
𝐷𝐷𝑚𝑚𝑚𝑚𝑚𝑚𝑞𝑞 − 𝐷𝐷𝑚𝑚𝑚𝑚𝑚𝑚
𝑞𝑞
Where q – Distribution Modulus
Dmin - minimum particle size (µm)
P(D) - Fraction of the total solids.
If q value is higher (q>0.5), the mixture will be coarser. It is advisable keep q value below 0.25.
The proportions of each material in the mixture are adjusted until an integral resulting curve comes close to target curve.
2.3 Mixing process
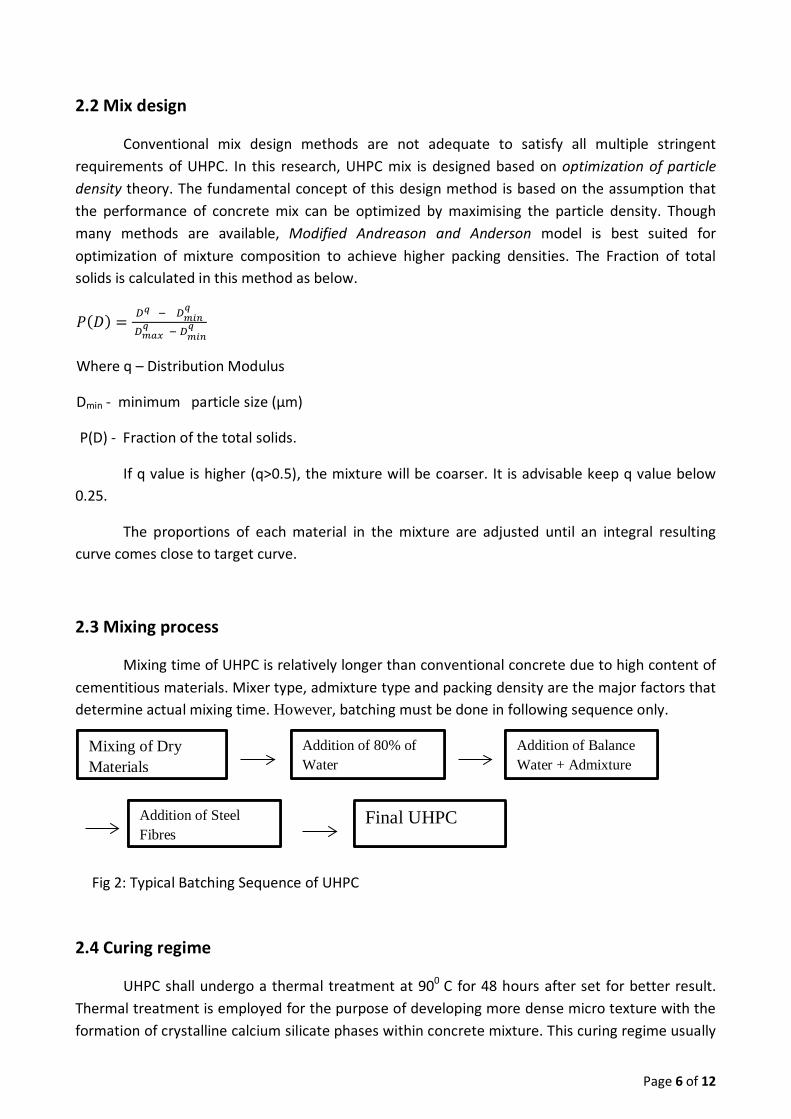
Mixing time of UHPC is relatively longer than conventional concrete due to high content of cementitious materials. Mixer type, admixture type and packing density are the major factors that determine actual mixing time. However, batching must be done in following sequence only.
2.4 Curing regime
UHPC shall undergo a thermal treatment at 900 C for 48 hours after set for better result. Thermal treatment is employed for the purpose of developing more dense micro texture with the formation of crystalline calcium silicate phases within concrete mixture. This curing regime usually
Mixing of Dry Materials
Addition of 80% of Water
Addition of Balance Water + Admixture
Addition of Steel Fibres
Final UHPC
Fig 2: Typical Batching Sequence of UHPC
Page 6 of 12
results in a reduction of pores and increases compressive strength compared to the same specimen cured under ambient temperature.
Thermal treatment at elevated temperature is highly preferential for cementitious system containing secondary cementitious materials such as GGBS, Flyash.
3. Properties Analyses of UPHC
No Properties 1 Compressive strength > 150 Mpa
2 Rapid chloride penetration test (RCPT) 6 coulombs 3 Water penetration 2 mm
4 Water absorption 0.2%
5 Chloride migration coefficient 0.05 X 10-12 m2/s
6 Acid Soluble Sulphate Content as SO3 0.97 % (By weight of concrete)
7 Acid Soluble Chloride Content 0.01 % (By weight of concrete)
TABLE 1 – Properties of UHPC
3.1 Fresh Properties
3.1.1 Rheology
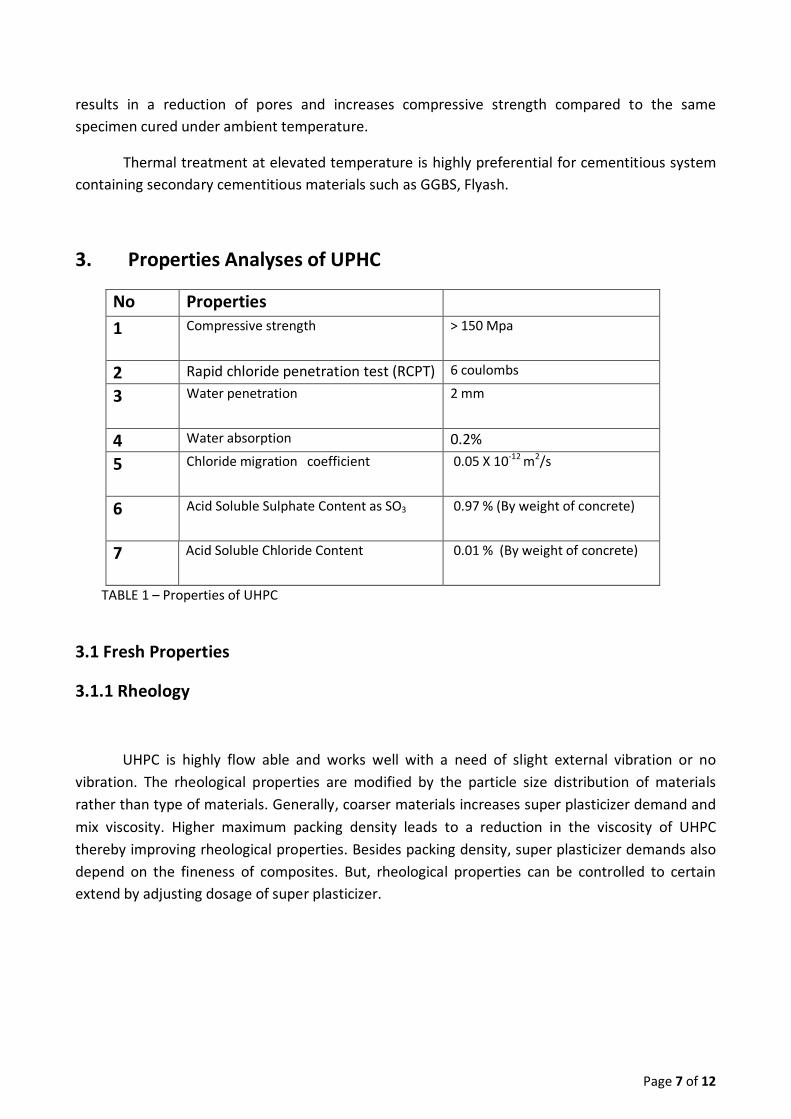
UHPC is highly flow able and works well with a need of slight external vibration or no vibration. The rheological properties are modified by the particle size distribution of materials rather than type of materials. Generally, coarser materials increases super plasticizer demand and mix viscosity. Higher maximum packing density leads to a reduction in the viscosity of UHPC thereby improving rheological properties. Besides packing density, super plasticizer demands also depend on the fineness of composites. But, rheological properties can be controlled to certain extend by adjusting dosage of super plasticizer.
Page 7 of 12
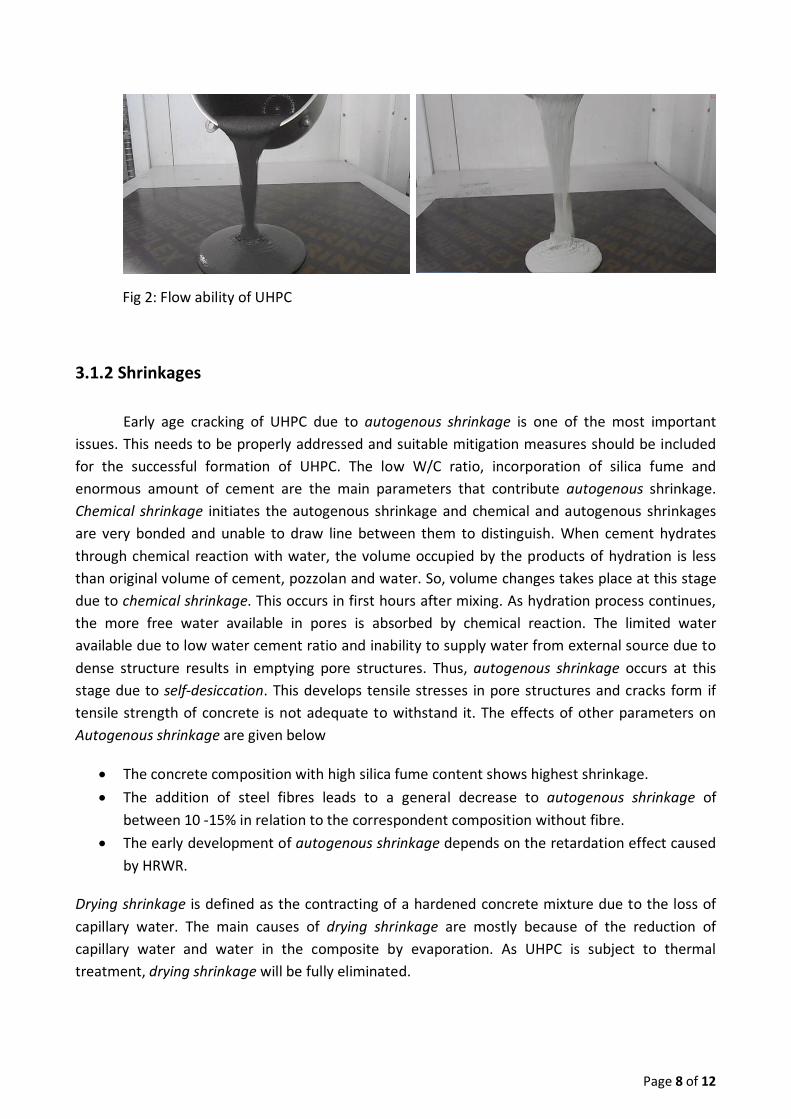
Fig 2: Flow ability of UHPC
3.1.2 Shrinkages
Early age cracking of UHPC due to autogenous shrinkage is one of the most important issues. This needs to be properly addressed and suitable mitigation measures should be included for the successful formation of UHPC. The low W/C ratio, incorporation of silica fume and enormous amount of cement are the main parameters that contribute autogenous shrinkage. Chemical shrinkage initiates the autogenous shrinkage and chemical and autogenous shrinkages are very bonded and unable to draw line between them to distinguish. When cement hydrates through chemical reaction with water, the volume occupied by the products of hydration is less than original volume of cement, pozzolan and water. So, volume changes takes place at this stage due to chemical shrinkage. This occurs in first hours after mixing. As hydration process continues, the more free water available in pores is absorbed by chemical reaction. The limited water available due to low water cement ratio and inability to supply water from external source due to dense structure results in emptying pore structures. Thus, autogenous shrinkage occurs at this stage due to self-desiccation. This develops tensile stresses in pore structures and cracks form if tensile strength of concrete is not adequate to withstand it. The effects of other parameters on Autogenous shrinkage are given below
• The concrete composition with high silica fume content shows highest shrinkage. • The addition of steel fibres leads to a general decrease to autogenous shrinkage of
between 10 -15% in relation to the correspondent composition without fibre. • The early development of autogenous shrinkage depends on the retardation effect caused
by HRWR.
Drying shrinkage is defined as the contracting of a hardened concrete mixture due to the loss of capillary water. The main causes of drying shrinkage are mostly because of the reduction of capillary water and water in the composite by evaporation. As UHPC is subject to thermal treatment, drying shrinkage will be fully eliminated.
Page 8 of 12

3.2 Mechanical Properties 3.1.1 Compressive Strength
High compressive strength and its strength gain behaviour are important characteristics of UHPC. Achievement of up to 80 Mpa after 24 hours is also possible with the help of newly developed admixtures. UHPC gains strength rapidly after 3 days due to thermal treatment. The strength of more than 150Mpa is easily achievable after three days. After this point, the rate of strength development decreases. But, strength gain continues until 28 days and strength increases of 10% over three days strength happens at this period.
Fig 4: Compressive strength of UHPC
3.2.2 Residual Flexural Tensile Strength
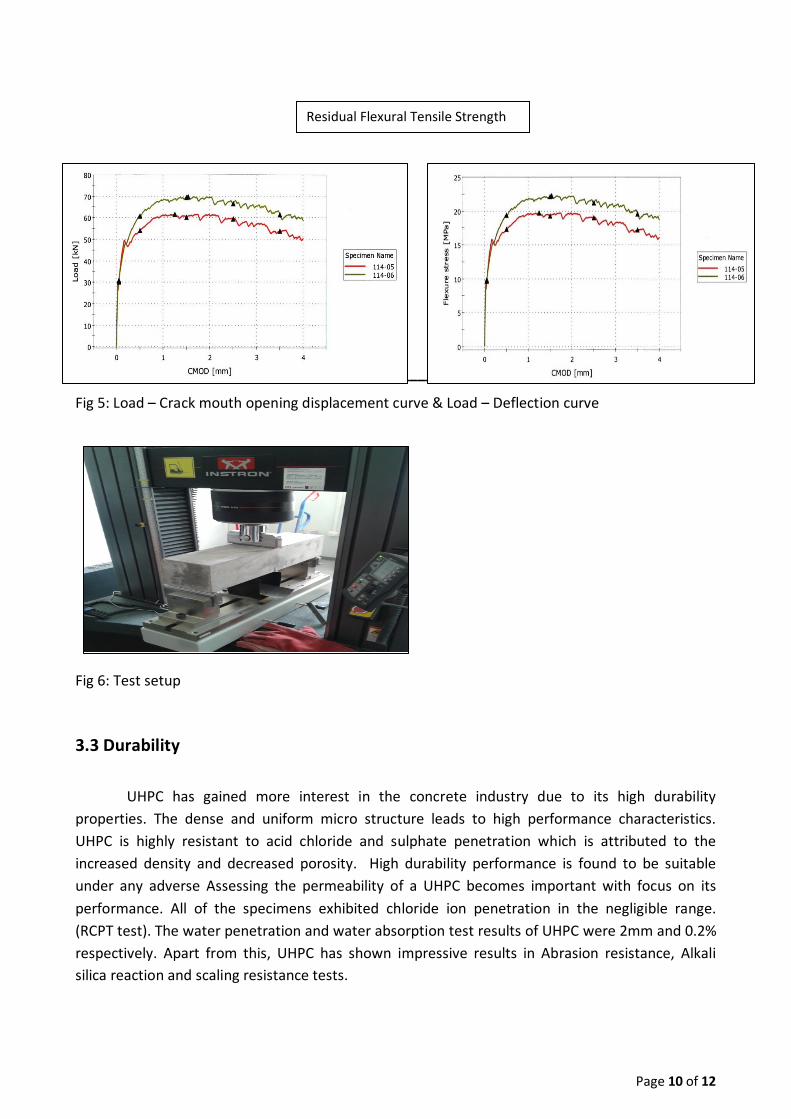
The tensile behaviour of UHPC can be evaluated in terms of RFTS (Residual Flexural Tensile Strength) values at SLS and ULS. LOP (Limit of proportionality) value is also important to access concrete behaviour. These values can be determined from Load-Crack mouth opening displacement (CMOD) curve and Load –deflection curve obtained by applying centre point load on a simply supported notched beam. (The test procedure is in accordance with BS EN 14651).
LOP value correspondences directly to the strength of concrete irrespective of steel fibre additions. In particular, RFTS at SLS is significant for durability and RFTS at ULS is significant for partially or totally substitute conventional reinforcement. RFTS at ULS is can easily be enhanced by increasing volume fraction of steel fibres added. In test according to BS EN 14651, fR1K (CMOD =0.5mm) and fR3K (CMOD=2.5mm) represent RFTS at serviceability and ultimate conditions respectively. Moreover, fR1K and fR1K/ fR3K values are used for concrete classification as per fIB code 2010.
0
50
100
150
200
1 hour 3 days 7 days 28 days
Compressive Strength Test Results
Mpa
Days Compressive strength Mpa
1 Day
66
3 Days 153 7Days 158 28 Days 163
Mpa
Page 9 of 12
________________________________________________________________________________
Fig 5: Load – Crack mouth opening displacement curve & Load – Deflection curve
Fig 6: Test setup
3.3 Durability UHPC has gained more interest in the concrete industry due to its high durability properties. The dense and uniform micro structure leads to high performance characteristics. UHPC is highly resistant to acid chloride and sulphate penetration which is attributed to the increased density and decreased porosity. High durability performance is found to be suitable under any adverse Assessing the permeability of a UHPC becomes important with focus on its performance. All of the specimens exhibited chloride ion penetration in the negligible range. (RCPT test). The water penetration and water absorption test results of UHPC were 2mm and 0.2% respectively. Apart from this, UHPC has shown impressive results in Abrasion resistance, Alkali silica reaction and scaling resistance tests.
Residual Flexural Tensile Strength
Page 10 of 12
4. Economics of UPHC
Although a unit price comparison cannot be made between UHPC and conventional concrete, it is fact that the high cost of UHPC outweighs all of its benefits and the economics of UHPC prevents its popularization in construction industry. It is essential to take measures to reduce cost that will help in dispensing the benefit to the construction industry worldwide. The following steps will help to achieve this goal.
Steel fibre is a primary reinforcement in UHPC and its high cost constitutes more than 50% of total cost. By employing a new design approach to use both steel fibres and steel reinforcement as primary and passive reinforcement in design calculation will help to reduce percentage addition of steel fibre. Owing to this, further savings on cost will be achieved,
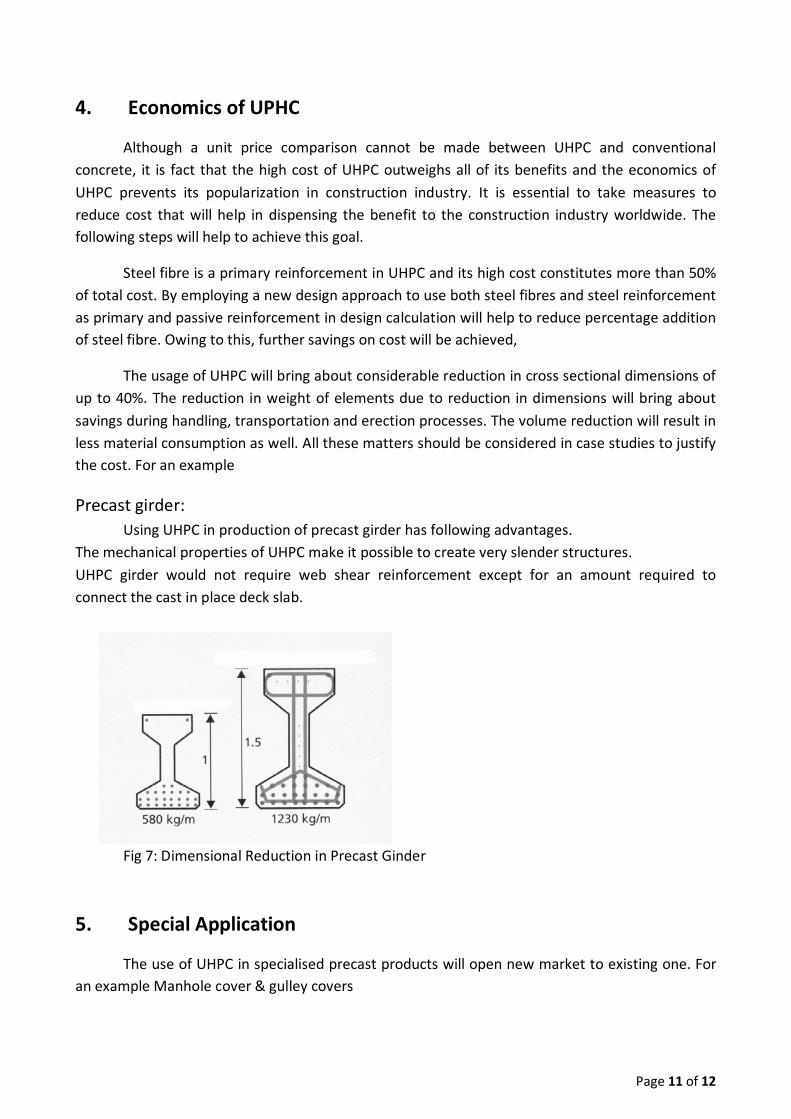
The usage of UHPC will bring about considerable reduction in cross sectional dimensions of up to 40%. The reduction in weight of elements due to reduction in dimensions will bring about savings during handling, transportation and erection processes. The volume reduction will result in less material consumption as well. All these matters should be considered in case studies to justify the cost. For an example
Precast girder: Using UHPC in production of precast girder has following advantages.
The mechanical properties of UHPC make it possible to create very slender structures. UHPC girder would not require web shear reinforcement except for an amount required to connect the cast in place deck slab.
Fig 7: Dimensional Reduction in Precast Ginder
5. Special Application
The use of UHPC in specialised precast products will open new market to existing one. For an example Manhole cover & gulley covers
Page 11 of 12
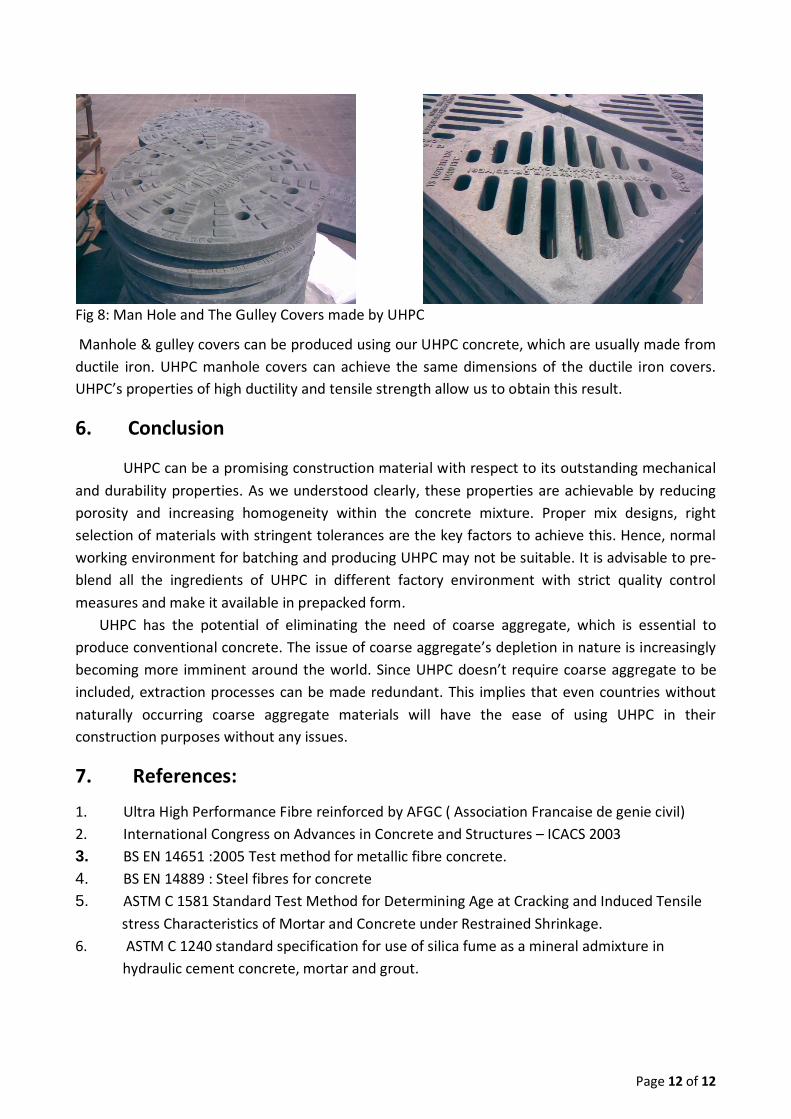
Fig 8: Man Hole and The Gulley Covers made by UHPC
Manhole & gulley covers can be produced using our UHPC concrete, which are usually made from ductile iron. UHPC manhole covers can achieve the same dimensions of the ductile iron covers. UHPC’s properties of high ductility and tensile strength allow us to obtain this result.
6. Conclusion
UHPC can be a promising construction material with respect to its outstanding mechanical and durability properties. As we understood clearly, these properties are achievable by reducing porosity and increasing homogeneity within the concrete mixture. Proper mix designs, right selection of materials with stringent tolerances are the key factors to achieve this. Hence, normal working environment for batching and producing UHPC may not be suitable. It is advisable to pre-blend all the ingredients of UHPC in different factory environment with strict quality control measures and make it available in prepacked form.
UHPC has the potential of eliminating the need of coarse aggregate, which is essential to produce conventional concrete. The issue of coarse aggregate’s depletion in nature is increasingly becoming more imminent around the world. Since UHPC doesn’t require coarse aggregate to be included, extraction processes can be made redundant. This implies that even countries without naturally occurring coarse aggregate materials will have the ease of using UHPC in their construction purposes without any issues.
7. References:
1. Ultra High Performance Fibre reinforced by AFGC ( Association Francaise de genie civil) 2. International Congress on Advances in Concrete and Structures – ICACS 2003 3. BS EN 14651 :2005 Test method for metallic fibre concrete. 4. BS EN 14889 : Steel fibres for concrete 5. ASTM C 1581 Standard Test Method for Determining Age at Cracking and Induced Tensile stress Characteristics of Mortar and Concrete under Restrained Shrinkage. 6. ASTM C 1240 standard specification for use of silica fume as a mineral admixture in
hydraulic cement concrete, mortar and grout.
Page 12 of 12




![Rolling Fatigue Test of Large-Sized UHPC Member for Cable ... · tion of UHPC to cable stayed bridge [1-4]. As part of this project, SuperBridge800, a UHPC cable stayed bridge with](https://img.pdfslide.us/doc/110x75/5ebf1c7878e2f9654370ef61/rolling-fatigue-test-of-large-sized-uhpc-member-for-cable-tion-of-uhpc-to-cable.jpg)
























