Embed Size (px)
DESCRIPTION
good discription
Citation preview

OXY ACETYLENE WELDING
OXY ACETYLENE WELDING
BASICS
•Oxy-Acetylene welding (Gas Welding) is an autogenous welding
process, in which two parts of the same or different metals are joined
by causing the edges to melt by an oxy-acetylene flame and unite
while molten without the aid of hammering or compression.
•Filler metal is added by inserting it into the molten puddle of the
base metal.
•The puddle then solidifies making the weld bead.
•The oxy-acetylene flame is made by mixing oxygen and acetylene
gases in a special welding torch or blowpipe, producing, when burned,
a heat of 6,300° C, which is more than twice the melting temperature
of the common metals.
•This flame, while being of intense heat, is of very small size.
OXY ACETYLENE WELDING
OPERATING PRINCIPLE
In oxy-acetylene welding, the oxygen is supplied from steel cylinders
and the acetylene either from cylinders or from an acetylene generator
which can be of the medium-pressure or low-pressure type
The burning of oxygen and acetylene is accomplished in five steps:
First, the cylinder pressure is released to a working-line pressure by
means of special regulators. The gases are transported, by hoses
usually, to the torch body. These gases are mixed in the mixing
chamber, and then this mixture is ejected into the atmosphere. All that
is needed now to supply combustion is for this mixture to be ignited.
When the spark of ignition is supplied, the triangle of combustion is
then complete.
FUEL
HEAT
THE FIRE TRIANGLE TO PRODUCE FIRE, THREE THINGS MUST BE PRESENT AT THE SAME TIME
The basic process that allows the oxy-acetylene equipment to work.
OXYGEN
2 C2H2 + 5O2 = 4CO2 + 2H2O
However, this burn does not all happen at one time. Normally, it
occurs in two stages.
First, equal volumes of oxygen and acetylene are ejected from the torch tip to burn
in the atmosphere (2C2H2 + 2O2).
When these equal amounts of the gases go through combustion, the inner cone is
created and is readily visible at the end of the torch tip. The inner cone is referred to
as the primary combustion zone on the primary stage of combustion. This first
combustion has a residue of
OXY ACETYLENE WELDING
…OPERATING PRINCIPLE …The Oxy-acetylene Flame:
(4CO + 2O2 )
Since both these residual gases are capable of supporting combustion, when they
are liberated, they ignite and burn at a lower temperature than the primary burn of
acetylene and oxygen are consumed.
It burns in the secondary combustion zone or outer envelop, which is also called the
second stage of combustion and liberates four volumes of carbon dioxide (4CO2).
OXY ACETYLENE WELDING
…OPERATING PRINCIPLE …The Oxy-acetylene Flame:
The last volume of oxygen combines in the secondary combustion zone with the
remaining two hydrogen volumes that resulted from the original combustion
release. These two gases react and liberate two volumes of water vapor (2H2O)
2 C2H2 + 5O2 = 4CO2 + 2H2O
2H2O = 4CO + O2
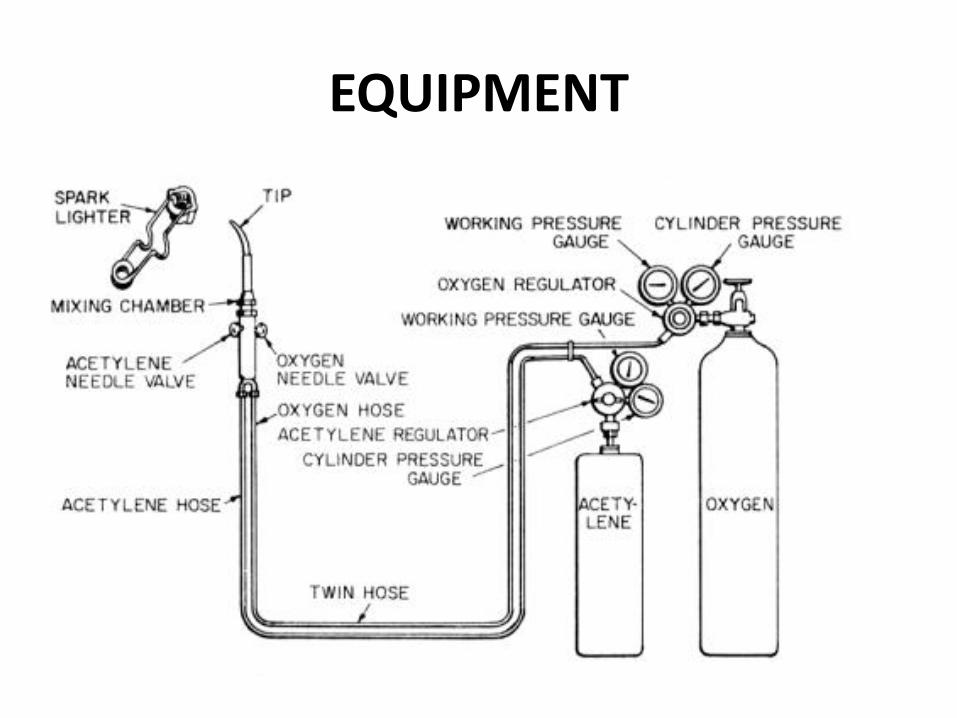
EQUIPMENT
EQUIPMENT
•Oxygen
•Acetylene
•Regulators
•Welding Hoses
• Torch handle
OXYGEN – Drastically increases the speed of burning.
• Burns fast and burns hotter.
– 2,000 to 2,600 psi. cylinder.
– Cylinder can explode violently if dropped or hit with object.
– Properly secured… chained, and capped.
– Open and Close Valve.
ACETYLENE
– Compound of Carbon + Hydrogen.
– Unstable gas when above 15 psi.
– Cylinder filled with:
• Porous concrete.
• Acetone.
• Acetylene added, combines with acetone.
– Acetylene + Acetone stable at 250 psi.
– Never tip or shake. Always upright.
– Mixed with air becomes highly explosive.
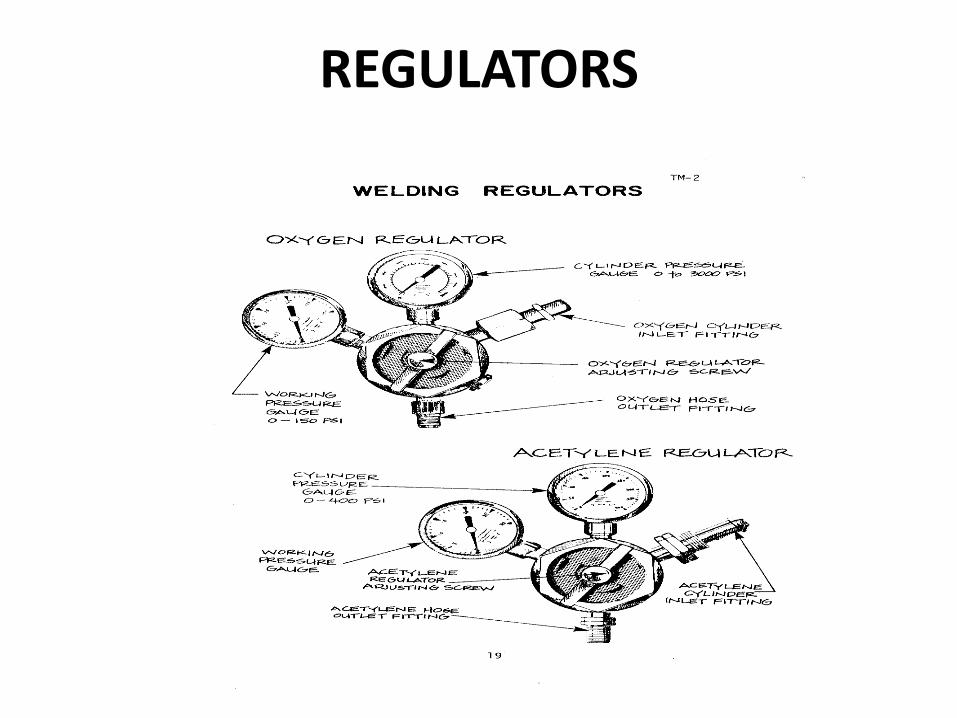
REGULATORS
REGULATOR purpose
Two
1. Reduce high cylinder pressures to suitable low working pressures.
2. Maintain an even flow of these pressures.
REGULATORS
• are: – Not interchangeable. – Oxygen inlet and outlet have RIGHT hand
threads. • Clockwise.
– Acetylene inlet and outlet LEFT hand threads. • Counter clockwise.
– Adjusting screw adjusted clockwise.

HOSES:
– Oxygen is GREEN.
– Acetylene is RED.
– Keep hose away from:
• Open Flame
• Slag
• Sparks
TORCH:
– Control the gas supply with two valves. • Oxygen
• Acetylene
– Barrel
– Tips: • Welding Tip
• Rose Tip
• Cutting attachment
– Use Friction lighter only ! • No matches or gas lighters.
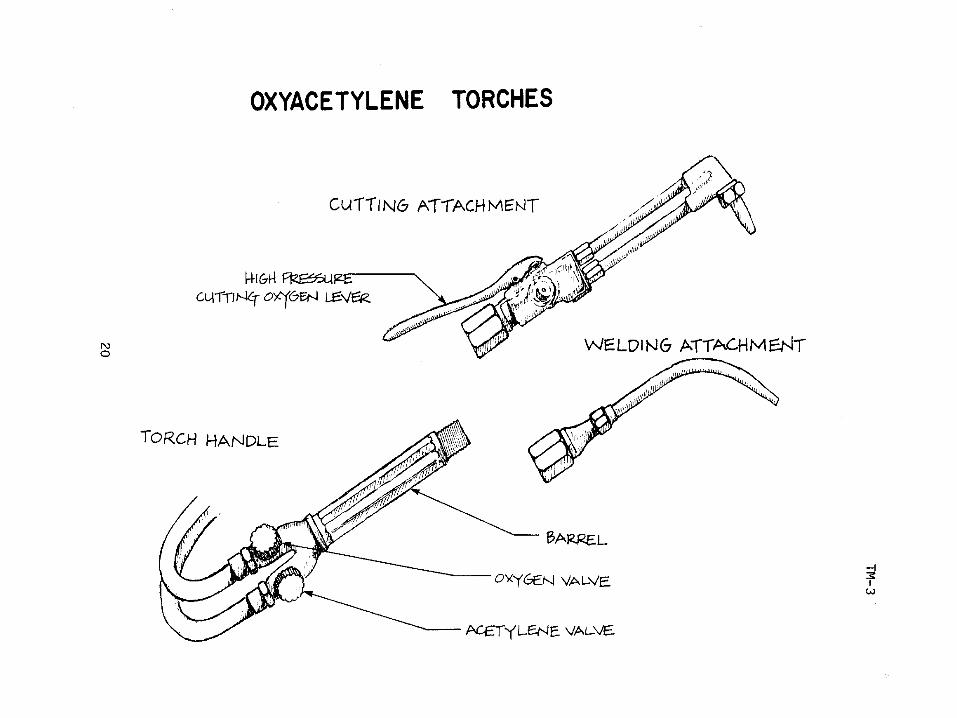
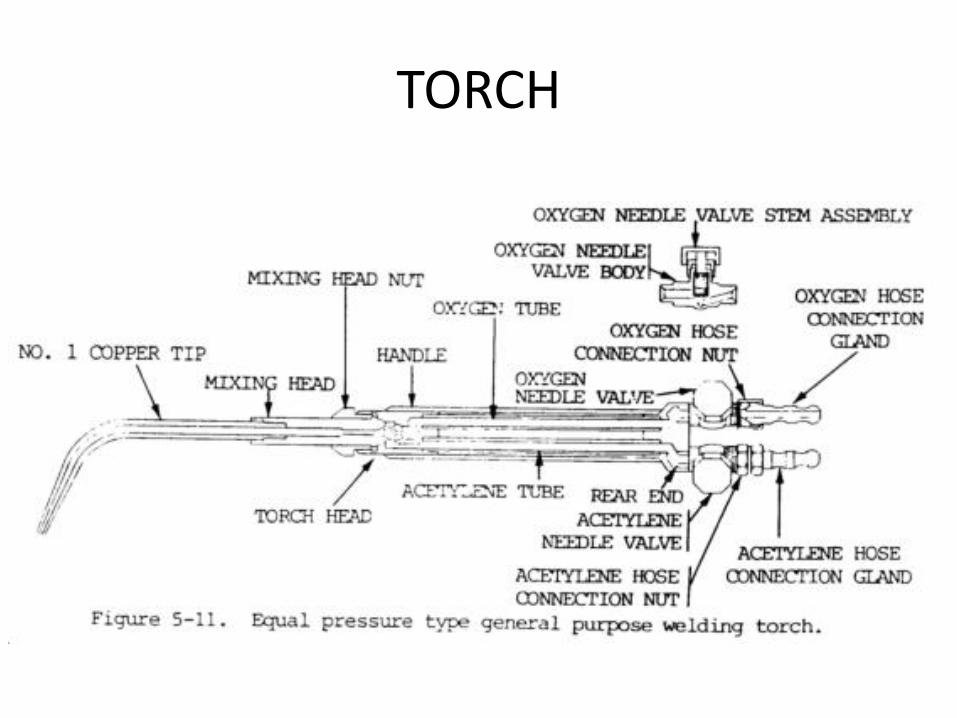
TORCH
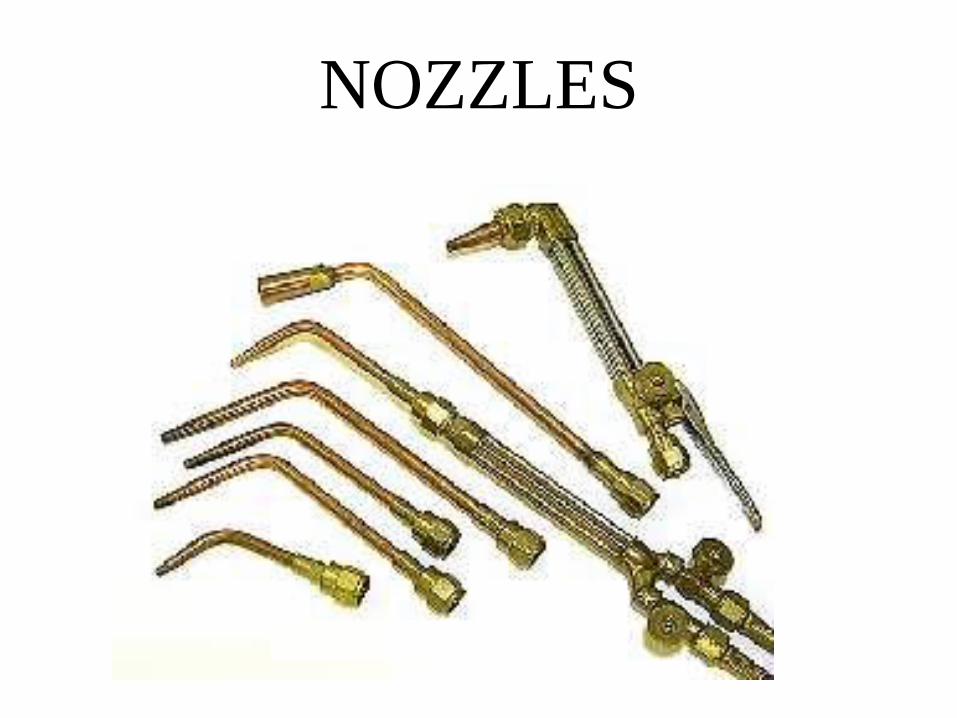
NOZZLES
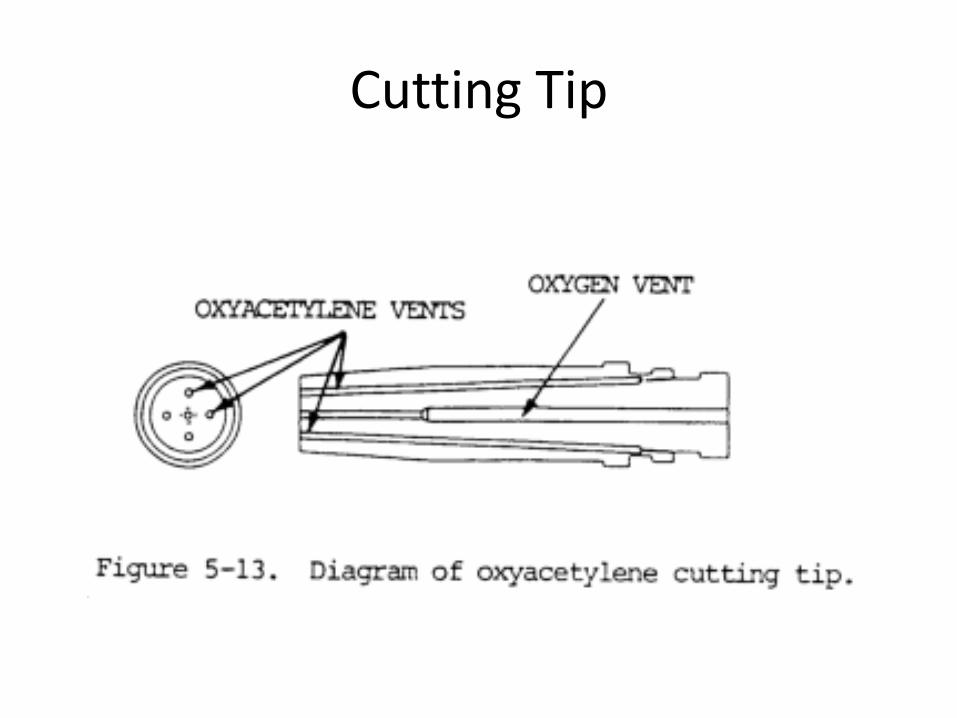
Cutting Tip
OXY ACETYLENE WELDING
OPERATING PARAMETERS
Flame adjustment:
Oxygen and acetylene can be injected from the torch tip in three possible gas
mixtures by adjusting the needle valve on the torch.
Based on it, three types of oxy-acetylene flames can be produced:
1.The carburizing flame (reducing)
2.The balanced flame (neutral)
3.The oxidizing flame.
Welding Techniques:
1. Leftward or forward welding
2. Right ward or backhand welding
The Oxy-acetylene Flame:
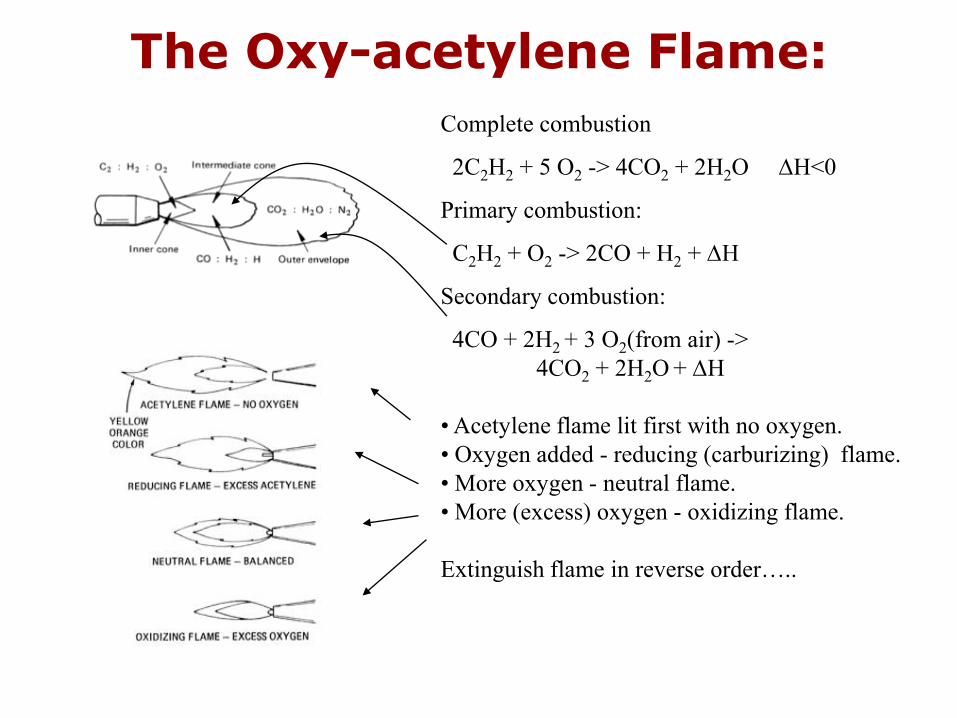
Complete combustion
2C2H2 + 5 O2 -> 4CO2 + 2H2O DH<0
Primary combustion:
C2H2 + O2 -> 2CO + H2 + DH
Secondary combustion:
4CO + 2H2 + 3 O2(from air) ->
4CO2 + 2H2O + DH
• Acetylene flame lit first with no oxygen.
• Oxygen added - reducing (carburizing) flame.
• More oxygen - neutral flame.
• More (excess) oxygen - oxidizing flame.
Extinguish flame in reverse order…..
The Oxy-acetylene Flame:
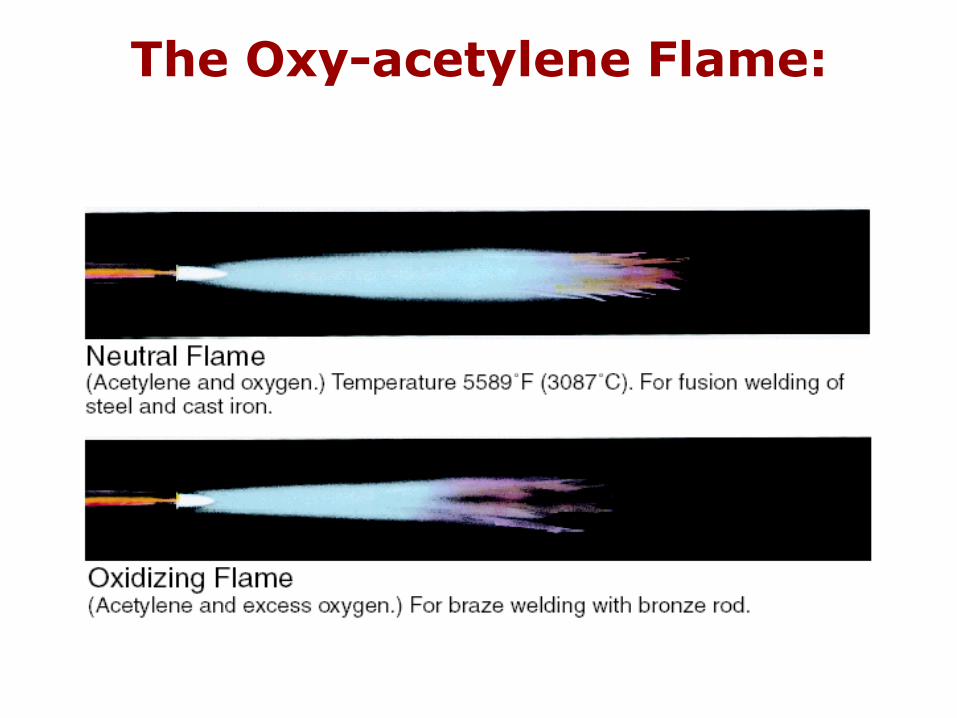
• The neutral flame (Fig. 4-1) is produced when the ratio of oxygen to acetylene, in the mixture leaving the torch, is almost exactly one-to-one. It’s termed ”neutral” because it will usually have no chemical effect on the metal being welded. It will not oxidize the weld metal; it will not cause an increase in the carbon content of the weld metal.
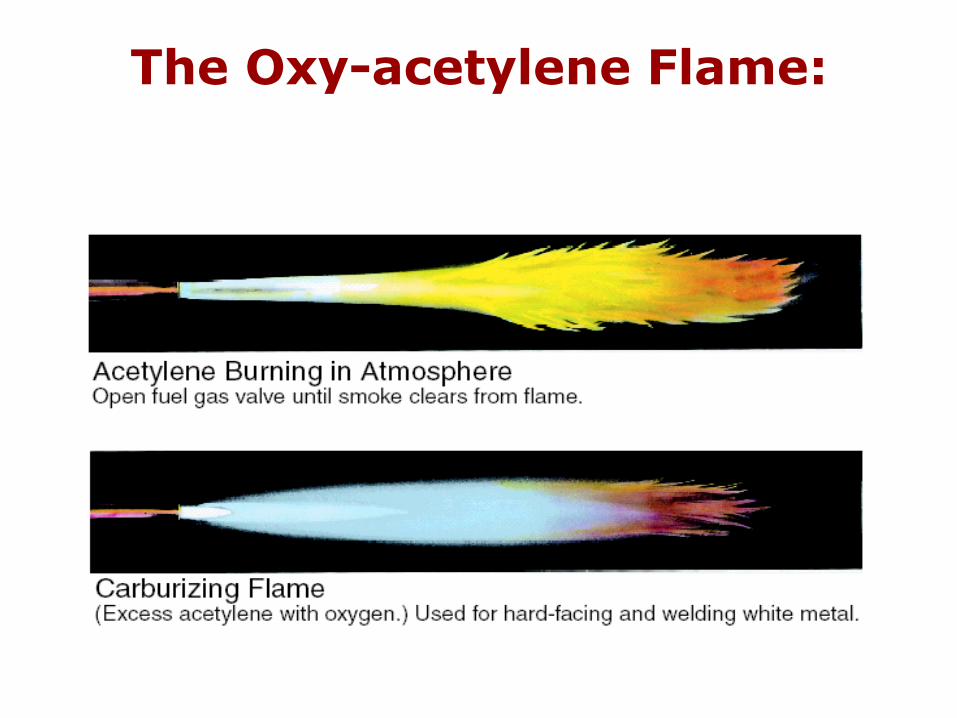
• The excess acetylene flame (Fig. 4-2), as its name implies, is created when the proportion of acetylene in the mixture is higher than that required to produce the neutral flame. Used on steel, it will cause an increase in the carbon content of the weld metal.
• The oxidizing flame (Fig. 4-3) results from burning a mixture which contains more oxygen than required for a neutral flame. It will oxidize or ”burn” some of the metal being welded.
The Oxy-acetylene Flame:
The Oxy-acetylene Flame:
OXY ACETYLENE WELDING
APPLICATION
The oxyacetylene torch can be applied to three basic types of welding: Fusion
welding, Braze welding and Brazing.
1.Can be used to weld various ferrous metals such as cast iron, various varieties of
steels, stainless steel, and nonferrous metals such as aluminium, copper, nickel,
magnesium, lead and there alloys.
2.Neutral flame is generally employed for fusion welding of ferrous metals, in
which the secondary combustion flame protects the molten puddle sufficiently.
3.The oxyacetylene fusion welding process is used more for repairs than as the
production welding procedure.
4.The welding technique used for fusion welding of copper is same as that used for
the welding of steel; the only difference is the high fluidity of the molten copper.
Therefore, the tip size of the oxy-acetylene torch should be one or two sizes larger.
4. In fusion welding of aluminium, care has to be taken for three basic things:
i. Aluminium does not give any indication of change in temperature as the
ferrous material does. Its color does not change until all at once it suddenly
reaches the melting point and collapses.
ii. Aluminium has extreme hot- shortness, i.e., it is weak at elevated
temperatures. It also is highly thermal conductive. Therefore, a welding jig
has to be used.
iii. There is a refractory oxide skin on the surface of all aluminium which has
thrice the melting point of the base metal. It prevents the base metal and
the filler metal from fusing properly.
5. During welding of nickel and its alloys, pure acetylene gas should be used. Also, it
should be ensured that oxidizing flame is not used.
6. Welding of magnesium and its alloys is generally done in the similar manner as of
aluminium.
OXY ACETYLENE WELDING
…APPLICATION