Embed Size (px)
Citation preview

1
Optimization of granular flows for
industrial applications
Paul Mort
Procter & Gamble Company
Member of International Fine Particle
Research Institute (IFPRI)
P. Mort 1 PASI on Frontiers in Particulate Media,
La Plata, 2014
My Background: • Ceramic Science and Engineering
• Started at P&G in 1993, focus on detergent.
– Involved w/ IFPRI† while at P&G.
Ceramics… • Aluminosilicate powder
• Add a little surfactant/
polymer as a process aid,
• Forming process…
Detergent… • Surfactant active
• Add a little
aluminosilicate as a
process aid,
• Granulation process…
Saint Gobain Ceramics
Procter & Gamble
Industrial issue… Products with high
organic compositions
may be softer, stickier
and more susceptible to
fouling in processes that
require granular flow:
– Mixing,
– Milling,
– Agglomeration,
– Drying,
– Conveying…
P. Mort 2 PASI on Frontiers in Particulate Media,
La Plata, 2014
Motivation – optimizing processes that handle
particulates either as intermediates or end products
• We desire efficient processes:
– Maximize production throughput
– Minimize the spent energy.
• Two aspects in this optimization:
1. Process equipment and its integration within a system; and
2. Properties of the particulate material that are relevant to the processing conditions, specifically the material’s response to flow and stress fields that are imposed by the process equipment.
• Industrially-relevant materials have a complex coupling among:
– imposed flow field and boundary conditions,
– constitutive properties of the material function of shear rate, packing density…
– resultant stress & energy consumption.
• Optimization requires understanding of flow and stress fields.
Dense flows are of interest
Optimize the use of energy
to achieve desired product
transformation
energyspecific mass
flowstress
time
P. Mort 3 PASI on Frontiers in Particulate Media,
La Plata, 2014

2
Multi-scale Approach to Particulate Flow
Scale
m
icro
m
eso
bu
lk
Granular Temp.
(gas continuum)
Binary collisions,
infinitesimal contact
time
Transient
clusters?
Fluid-like
continuum
(N.S. analogy)
Transient
contacts –
friction, rolling
Spatial and
temporal
distribution of
coherence,
stress chains
Particle
packing
contacts
Domain
interactions
(coherence
length scale)
Quasi-static or
Frictional
continuum
f1n;,~ n high;~ 2
Dimensionless shear rate, 2
1
g
dp*
0 0.2 3 >>
(Tardos, Savage)
Stiffness/shear 3d
k
high low
Contact time tc / tbc high ~2 1 (Campbell)
Stokes # 0 ~10 high d6
m
(Brady)
0
p
P
d
Inertia /
confinement, (GDR Midi)
Is there an optimal
particle flow
operating regime?
• Fluid-like;
• Dense flow;
• Efficient particle
interactions:
• Boundaries,
• Particles,
• added Liquid,
• Gas.
• Low E/M.
Coupling of particulate flow and stress fields –
a multi-scale challenge
• Fundamental understanding of particulate
flow and stress fields and their material coupling.
• Particle-particle and particle-boundary interaction:
– particle characteristics such as size, size distribution,
shape, surface characteristics, and properties such
as complex modulus.
• Flow and stress in critical sections of the process,
e.g., the gap between an impeller and a process
boundary.
• Unit operation, its flow fields, residence time
distributions and scale-up.
• System scale of ancillary process interactions:
– feeders, intermediate storage, product and
intermediate handling, recycle integration, etc.
1) Survey experiments
and models of flow
2) Apply to mixing
3) Process optimization
6) Implication of
local stress
fluctuations
5) What can we infer
about stress based
on power and/or
torque measures?
Granular rheology
4) Process control
mic
ro…
…m
acro
…
5
1
Survey of experiments and models of flow
– Optimize process using fluid-like flow;
link regime map to operating strategy.
– Examples:
• Centrifugal flow granulators.
• Dual-axis mixers.
P. Mort 6 PASI on Frontiers in Particulate Media,
La Plata, 2014

3
Flow Fields in Mixer-Granulators
• Stress-bounded flow, at least one free surface
• Dominant driving force:
– Gravity / Centripetal force / Air fluidization
Fr = w2r/g > 1
P. Mort 7 PASI on Frontiers in Particulate Media,
La Plata, 2014
Vertical axis mixer/granulators – a stable fluid-like operating regime?
Scale
m
icro
m
es
o
b
ulk
Granular Temp.
(gas continuum)
Binary collisions,
infinitesimal
contact time
Transient
clusters?
Fluid-like
continuum
(N.S. analogy)
Transient
contacts –
friction, rolling
Spatial and
temporal
distribution of
coherence,
stress chains
Particle
packing
contacts
Domain
interactions
(coherence
length scale)
Quasi-static or
Frictional
continuum
f
n~ 1n 2~
Dimensionless shear
rate for centripetal flow, R2*
w
0 0.2 3 >>
A B C
Flow spiral
(~ )
R
Impeller
A B
C?
Pre-binder
addition:
Fine powder,
aerate-able.
Shear stress is
not effectively
transmitted
above impeller
Post-binder
addition:
Shear stress is
transmitted
throughout granular
mass.
Centripetal “rope-
flow” pattern, all
material is in a
helical swirl;
Uniform stress and
flow fields
uniform granulate.
Centripetal flow-field analysis for scale-up
• At high Fr#, substitute w2r for g.
• Let K1 be the ratio of tangential particle velocity vs. impeller velocity, Up/Ui
• Let K2 be the ratio of axial shear transmission / mixer radius, /R
• Then the rotational speed drops out of the equation…
• …providing a fairly broad “intermediate regime” flow field.
w
RK4UK2
2/
U1i1p
1%
10%
100%
1% 10% 100%
i
pU
U1K
20.*
K2 =
/R
3*
A
B
C
2
12
*
K
K2
R
w
R2*
w
What about scale-up of stress field?
P. Mort 9 PASI on Frontiers in Particulate
Media, La Plata, 2014

4
Examples: Modeling and Characterization of Flow
Considerable work has been reported on characterization and modeling of powder flow behavior during mixing under various process conditions.
A partial list:
– M. Moakher, T. Shinbrot, F. Muzzio, “Experimentally validated computations of flow, mixing and segregation of non-cohesive grains in 3D tumbling blenders,” (2000).
– Y. Muguruma, T. Tanaka, Y. Tsuji, “Numerical simulation of particulate flow with liquid bridge between particles simulation of centrifugal tumbling granulator,” (2000).
– Motion in a Particle Bed Agitated by a Single Blade, AIChE Journal, Volume 46, 2000, B. F. C. Laurent, J. Bridgwater and D. J. Parker
– R. Yang, R. Zou, A.B. Yu, “Micro-dynamic analysis of particle flow in a horizontal rotating drum,” (2003).
– S. Forrest et al, “Flow patterns in granulating systems,” (2003).
– A. Hassanpour, HS Tan, et al, “Analysis of Particle Motion in a Paddle Mixer,” (2009).
Experimental validation of flow fields vs. Discrete Element Method simulations provide reasonable agreement:
– DEM uses “ideal particles” and manipulated DEM model parameters (stiffness, damping, restitution, friction, simplified boundary conditions…)
– Experimental measures (PEPT, NMR, optical tracers…) include realistic particles in small-scale industrial mixers.
P. Mort 10 PASI on Frontiers in Particulate Media,
La Plata, 2014
*Y. Muguruma, T. Tanaka and Y. Tsuji, “Numerical
simulation of particulate flow with liquid bridge between
particles,” Powder Technology, 109 (2000).
Granulator
Schematic
Snapshot of Flow
dry +12%
binder
Analysis of shear field in flow
Example: Model and validation of a
centrifugal-flow granulator
11
Position of particle
generation
Impellers
Plan view, red = up, blue = down
Section view, red = out of page, blue = into page
PEPT Measurements D50 ~ 500 um, sgv ~ 1.6
EDEM Simulations Granular packets ~ 5 mm +/- 1 mm
Example: Comparison of Time-Averaged Particle Flow
Position of particle
generation
Impellers
Impeller shaft
locations
Plan View
Section
View
A Hassanpour et al, “Analysis of Particle Motion in a Paddle Mixer,” Sheffield Granulation Conference (2009).

5
2
Apply flow model to mixing process
– Markov Chain model • adapted from Freireich & Wassgren, Purdue Univ.
P. Mort 13 PASI on Frontiers in Particulate Media,
La Plata, 2014
1%
10%
100%
10 100
elapsed mixing time, from start of tracer addition (s)
RS
D (
mix
ture
)
V=4X, U=80%,
E/M*=170%
V=4X, U=100%,
E/M*=160%
V=2X, U=100%,
E/M*=130%
V=1X, U=100%,
E/M*=100%
V=1X, U=130%,
E/M*=95%
Batch mixing analysis –
Markov Chain approach
• Add “pulse” tracer over a paddle position.
• Model dispersion over time.
• Asymptote at about 13-14 revolutions. – Blend # (B) scales with
revolutions.
paddle type forward cross cross forward type paddle
1 fwd 70% 30% 100% 0% rev 14
2 fwd 70% 30% 30% 70% fwd 13
3 fwd 70% 30% 30% 70% fwd 12
4 fwd 70% 30% 30% 70% fwd 11
5 fwd 70% 30% 30% 70% fwd 10
6 fwd 70% 30% 30% 70% fwd 9
7 rev 0% 100% 30% 70% fwd 8
Channel A Channel B
0.00%
1.00%
2.00%
3.00%
4.00%
5.00%
6.00%
1 4 7 10 13
paddle position
puls
e c
oncentr
ation
mixture @ 12 s, RSD = 66.9%
0.00%
0.50%
1.00%
1.50%
2.00%
2.50%
1 4 7 10 13
paddle position
puls
e c
oncentr
ation
mixture @ 32 s, RSD = 2%
• Mixer volume (V)
• Tip speed (U)
• E/M* is specific
energy (kJ/kg)
required to mix to
<2% RSD
P. Mort 14 PASI on Frontiers in Particulate
Media, La Plata, 2014
3
Process optimization
– Mixer example (using Markov model)
P. Mort 15 PASI on Frontiers in Particulate
Media, La Plata, 2014

6
Process optimization
Empirical model for free-flowing
granular materials:
– Power (P) scales with mass (M) and
dimensionless impeller speed (u):
P / M = k • um
– Specific Energy (E/M) calculated over
residence time ():
E / M = (P/M) • = k • B • 2R • (u)m-1
Production efficiency model:
M’ / V = ( • ) / [(2R • B / u) + ]
Mass throughput / mixer volume
Mixer radius
Paddle tip speed
0.01
0.1
1
10
100
0.01 0.1 1 10 100
net power predicted
net
pow
er
measure
d
R^2 = 99.53%
Scaling of Net Power
Consumption for Mixing of
Free-Flowing Granules
ln(x) = -4.73 + 1*ln(mass) + 0.82*ln(U)
Data collected over:
Mixer volumes,
• Fill levels,
• Product densities,
• Impeller tip speed.
Blend #
Batch transition idle time, 0 for continuous
Fill level
Product density
P. Mort 16 PASI on Frontiers in Particulate
Media, La Plata, 2014
0.0
0.5
1.0
1.5
2.0
2.5
3.0
1 10 100
mass rate
Sp
ecific
en
erg
y
0
10
20
30
40
50
60
Pro
du
ctio
n e
ffic
ien
cy
E/M
M'/V
0.0
0.5
1.0
1.5
2.0
2.5
3.0
1 10 100
mass rate
Sp
ecific
en
erg
y
0
10
20
30
40
50
60
Pro
du
ctio
n e
ffic
ien
cy
E/M
M'/V
0.0
0.5
1.0
1.5
2.0
2.5
3.0
1 10 100
mass rate
Sp
ecific
en
erg
y
0
10
20
30
40
50
60
Pro
du
ctio
n e
ffic
ien
cy
E/M
M'/V
Process optimization…
Integrate rate and energy models.
Consider:
– achievable production efficiency (M’/V)
– specific energy input (E/M)
as a function of mixer size and
operating strategy:
– batch or continuous,
– batch transition time;
all other parameters held equal (tip
speed, Blend #, density, fill level).
Batch,
5 minute transition
Batch,
1 minute transition
Continuous
Continuous operation can
improve efficiency & simplify
scale-up.
Continuous operation requires
achievable steady-state
operation.
V = 8X
V = 2X
V = X
4
Process control
– System flowsheets
– Agglomerator example
• Doyle group, UCSB, IFPRI project
P. Mort 18 PASI on Frontiers in Particulate Media,
La Plata, 2014

7
Particulate process control – achievable steady state?
• Continuous processes typically have recycle combined with raw material feeds.
– Ratio of recycle / raw material affects the process;
• An important parameter in a multivariate control problem.
• At steady state, recycle production must be balanced with its consumption.
– Do we need a recycle surge to get to steady state?
• Flowsheet models integrate process models:
– Useful to optimize system performance:
• Achievable steady states
• Dynamics, startup, shutdown, changeovers, upsets…
Bioreactor example, www.psenterprise.com/gproms/
.../biotreatment_white_paper.pdf
Urea granulator example,
http://www.solidsim.com/www/examples-of-use
Multivariate process control
For 1:1 relations (sensor:actuator), simple PI or PID controllers can be used.
– Note, a sensor may be inferred (soft) based on a model.
For multivariate relations, consider:
– Integrated mode control – may be empirical, e.g., based on a multivariate data regression.
– Model predictive control – predicts forward based on process simulation, compares predicted and measured outputs.
Inputs:
Controlled,
Variable
Sensors:
Measured,
Inferred
Process:
• Target specs,
• Product quality
Particulate processes have
many:many relations among sensors,
actuators, and product attributes…
Control
Model
Process
Manipulated
Inputs:
Sensors:
Measured,
Inferred
targets
…use a control model to convert
many:many relations into more
tractable one:many relations.
P. Mort 20 PASI on Frontiers in Particulate Media,
La Plata, 2014
Example: Continuous Detergent Agglomeration
• High throughput production of Detergent Granules in continuous granulation.
• Integrated recycle systems.
• Variety of in-process sensors and actuators are used to meet product specifications, a multivariate problem.
• Agglomeration processes tend to be under-actuated – not easy to reverse coalescence…
…is there a steady state in a binder-
granulation process?
Normal production…
Material properties in coupling of flow &
stress fields are critical to the answer!

8
Process control modeling
and validation using
“Persistent Excitation”
• Multiple handles are
adjusted within relevant
operational window (as
per model prediction).
• Validate by statistical
comparison of
measured results and
model prediction. Is
there a bias?
• How do model biases
compare to known
operational biases in
plants?
-2
-1
0
1
2
3
Time
scal
ed u
nits
var 1 var 2 var 3 var 4
-4
-2
0
2
4
6
8
Time
scal
ed u
nits
var 5 var 6 var 7 var 8 var 9
0 5 10 15 20 25 30 35 40
0.6
0.8
1
1.2
1.4
1.6
Time []
d50 (
norm
aliz
ed)
measurements
infinite horizon prediction
model cross validation
Frank Doyle group
(UCSB), IFPRI project
P. Mort 22 PASI on Frontiers in Particulate Media,
La Plata, 2014
5
What can we infer about stress based on
power and/or torque measures?
Granular rheology
– Instrumented axial Couette
• Tardos & Kheiripour, CUNY
– Constitutive characterization of dense flows in
the intermediate regime (IFPRI)
P. Mort 23 PASI on Frontiers in Particulate Media,
La Plata, 2014
Granular Rheology –
stress analysis in
Couette flow
• Tardos and Kheiripour, CCNY, IFPRI
• Interrogate stress field in a drained
vertical couette flow
Experimental options:
closed-bed (Batch, close packed);
open-bed (Continuous, allow dilation)
Powder Feed
Powder
Discharge
Torque
meter
Stress
Sensors
Rotating
Cylinder
Shearing
Gap
Over-
burden
h
R w
H
L
y
Normal
Stress
Sensors
Rotating
Cylinder
Stationary
Outer
Wall

9
Multi-scale Approach to Particulate Flow
Scale
m
icro
m
eso
bu
lk
Granular Temp.
(gas continuum)
Binary collisions,
infinitesimal contact
time
Transient
clusters?
Fluid-like
continuum
(N.S. analogy)
Transient
contacts –
friction, rolling
Spatial and
temporal
distribution of
coherence,
stress chains
Particle
packing
contacts
Domain
interactions
(coherence
length scale)
Quasi-static or
Frictional
continuum
f1n;,~ n high;~ 2
Dimensionless shear rate, 2
1
g
dp*
0 0.2 3 >>
(Tardos, Savage)
Stiffness/shear 3d
k
high low
Contact time tc / tbc high ~2 1 (Campbell)
Stokes # 0 ~10 high d6
m
(Brady)
0
p
P
d
Inertia /
confinement, (GDR Midi)
Is there an optimal
particle flow
operating regime?
• Fluid-like;
• Dense flow;
• Efficient particle
interactions:
• Boundaries,
• Particles,
• added Liquid,
• Gas.
• Low E/M.
)/1( s
rr
ra
s
8.02.038.0 a
66.044.054.0 a
Shear / normal stress ratio as a function of
boundary conditions
(G. Tardos, M. Kheiripour, IFPRI project)
4 mm polyethylene beads:
Smooth wall
Rough wall
P. Mort 26 PASI on Frontiers in Particulate Media,
La Plata, 2014
Liquid-Like
Solid-Like
34.0n
500 m Glass
yy
xy
s
2/1* )/( gd p
Axial Flow rate: 2 g/sec
n=0.34
Liquid-Like
Solid-Like
34.0n
Liquid-Like
Solid-Like
34.0n
500 m Glass
yy
xy
s
2/1* )/( gd p
Axial Flow rate: 2 g/sec
n=0.34tan
n
ij
ij
ij
ij
ij
ijijapppT
)cos(2)sin(2
Schaeffer Equation
(solid- like behavior)
Liquid-like behavior
n
ij
ij
ij
ij
ij
ijijapppT
)cos(2)sin(2
Schaeffer Equation
(solid- like behavior)
Liquid-like behavior
(G. Tardos, M. Kheiripour, IFPRI project)
Determine Constants in Constitutive Equation from
Rheometer Experiments in Couette Device
Growing interest in applying intermediate regime rheology to continuum flow solvers
P. Mort 27 PASI on Frontiers in Particulate Media,
La Plata, 2014

10
Effect of particle shape
(G. Tardos, M. Kheiripour, IFPRI project)
Glass beads Crushed
glass, sieved
P. Mort 28 PASI on Frontiers in Particulate Media,
La Plata, 2014
Coupling of stress
and dilation
Capacitance sensor measures
solids fraction in Couette gap.
• Various elastomeric materials (A,B,C) show markedly different stress and packing profiles
• Power law rheology is stronger for materials that retain packing state with increasing shear.
– Analogy w/ incompressible fluids?
• Materials that dilate with large fluctuations in packing can maintain relatively stable stress ratios at higher strain rates.
– Average can be steady, local highly fluctuating.
A
B
C
C
A
B
C
A
Str
ess r
atio
Solid
s f
raction
29
What about compressible powders?
Free-flowing granules tend to be stiff and elastic
– If particles are stiff and elastic, springback dilation.
• Note, “elastic-inertial” regime, C.S. Campbell / Powder Technol 162 (2006)
– If particles are soft (e.g., viscoplastic) and the local stress
exceeds the particle’s deformation yield stress (sy)…
– While average stress may be < sy, stress fluctuations may
initiate fouling; once started, fouling may propagate.
… smearing
and build-up
on boundaries
can happen
(fouling).
Granular
free flow
Soft
granular†
Granular
w/ liquid
bridge
Fine
powder
cohesive
Tensile strength
Com
pre
ssib
ility
com
pre
ssib
le
stiff
† May become cohesive under higher consolidation stress,
i.e., an upward curving flow fuction

11
6
Local stress chains and stress fluctuations
– Stress chain visualization and measurement
• Behringer group, Duke University
– Dynamics and Rheology of Cohesive and
Deformable Granular materials (IFPRI)
P. Mort 31 PASI on Frontiers in Particulate Media,
La Plata, 2014
Stress fluctuations in
volume-constrained
flow
s / smean
4 mm beads, 2 cm fill height,
quasi static flow
In a confined flow…
Local stress fluctuations
may be much higher than
the average stress.
Behringer et al 32
Spatial distribution of stress chains
Iconic image of stress chains
illuminated by photo-elastic particles
in vertical axis 2-D Couette flow
Behringer group, Duke University
Horizontal axis, modified impeller
Behringer, Clark, IFPRI project
P. Mort 33 PASI on Frontiers in Particulate Media,
La Plata, 2014
12
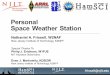
Spatial distribution of stress chains
Iconic image of stress chains
illuminated by photo-elastic particles
in vertical axis 2-D Couette flow
Behringer group, Duke University
Horizontal axis, modified impeller
“paddle” edge highlighted in red.
Stress chains extend from paddle tip
to wall of mixer – implies opportunity
for jamming.
P. Mort 34 PASI on Frontiers in Particulate Media,
La Plata, 2014
Summary 1: Constitutive relations in
process optimization
• Take advantage of fluid-like granular rheology
– “Intermediate” or “elastic-inertial” regime.
– Innovation by analogy?
• Energy can be analyzed in terms of stress and flow
fields. Stress and flow are coupled via granular
constitutive properties.
– Success or failure of particulate process scale-up and
optimization depends on understanding of material-process
interactions.
– Much progress in DEM and continuum modeling; many
challenges remain!
P. Mort 35 PASI on Frontiers in Particulate Media,
La Plata, 2014
Summary 2: Apply granular rheology in
process models
• Take advantage of continuum models in broader process
context.
• Modeling can be used to drive process efficiency:
– System scale, dynamic flowsheets
– Macro scale (unit op), throughput and energy efficiency as a function
of scale up and operating mode.
– Model-based process control.
– Multi-scale modeling continues to be an important opportunity.

13
Summary: Granular Flow Topics
• Flow fields in mixers – examples show growth of basic understanding and modeling capability.
– DEM models show good predictive capability of macroscopic flow, even with “packet” particles up to 10X actual.
– Growing interest and capability in continuum modeling using granular rheology.
• Stress fields (and energy dissipation) are coupled with flow via granular constitutive properties.
– Granular flows can compress and dilate, rheology, s = f ( ’, )
– Important considerations:
• Boundary conditions,
• Particle’s material properties (e.g., elastic vs. visco-plastic),
• Particle’s shape, size distribution, frictional characteristics
• Understanding of fluctuations and jamming may be critical, especially in confined volume flows.
– A statistical mechanics approach using stress chain characteristics?
Thank-you for your kind attention
P. Mort 38 PASI on Frontiers in Particulate Media,
La Plata, 2014