Embed Size (px)
DESCRIPTION
Onshore Pipelines The Road to Success Vol 2
Citation preview

1
Onshore Pipelines
THE ROAD TO SUCCESS
An IPLOCA document – 2nd edition September 2011
VOLUME TWO
© Copyright IPLOCA 2011

2
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2
IPLOCA OBJECTIVES
Objective 1To promote, foster and develop the science and practice of constructing onshore and offshore pipelines,and associated works.
Objective 2To make membership of the Association a reasonable assurance of the skill, integrity, performance, andgood faith of its Members, and more generally to promote good faith and professional ethics in industry.
Objective 3To maintain the standards of the contracting business for onshore and offshore pipelines and associatedworks at the highest professional level.
Objective 4To promote safety and develop methods for the reduction and elimination of accidents and injuries tocontractor’s employees in the industry, and all those engaged in, or affected by, operations and work.
Objective 5To promote protection of the environment and contribute to social, cultural and environmentaldevelopment programs, both in Switzerland and worldwide.
Objective 6To promote good and co-operative relationships amongst membership of the Association as well asbetween contractors, owners, operators, statutory and other organisations and the general public.
Objective 7To encourage efficiency amongst the Members, Associate Members and their employees.
Objective 8To seek correction of injurious, discriminatory or unfair business methods practised by or against theindustry contractors as a whole.
Objective 9To follow the established Codes of Conduct set out by the industry and others with respect to workingwithin a free and competitive market, and in doing so, to promote competition in the interests of amarket economy based on liberal principle, both in Switzerland and worldwide.
Objective 10To maintain and develop good relations with our Sister Associations as well as Associations allied to ourindustry and play a leading role in the World Federation of Pipeline Industry Associations.
DisclaimerIn the preparation of THE ROAD TO SUCCESS, every effort has been made to present current, correct andclearly expressed information. However, the information in the text is intended to offer generalinformation only and has neither been conceived as nor drafted as information upon which any person,whether corporate or physical, is entitled to rely, notably in connection with legally binding commitments.Neither its authors nor the persons mentioned herein nor the companies mentioned herein nor IPLOCAaccept any liability whatsoever in relation to the use of this publication in whatsoever manner, includingthe information contained or otherwise referred to herein, nor for any errors or omissions containedherein. Readers are directed to consult systematically with their professional advisors for adviceconcerning specific matters before making any decision or undertaking any action.

3
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2
Executive Summary
“Onshore Pipelines: THE ROAD TO SUCCESS” was produced under the patronage of IPLOCA todescribe state-of-the-art project development and execution practices for onshore pipeline projects. It isthe collaborative result from six different working groups with the goal of covering all stages in thedevelopment of a pipeline project.
The updates (*) and the new developments (**) introduced into this Second Edition are highlighted inthis executive summary.
Section 1 IntroductionPipeline issues and challenges.
Section 2 Development Phases of a Pipeline ProjectSection 2 describes the key points to be addressed during the FEL (Front End Loading)phases in order to properly prepare for the project execution phase.
Much of FEL is done well before a project is sanctioned and begins construction to ensurea complete project assessment so as to fully understand the challenges and risksassociated with a proposed pipeline project. During this period, project investors and theirdesign contractors typically have due diligence obligation to themselves and theirshareholders to achieve good FEL and therefore control the work process and make thekey project decisions. A detailed review of the data requirements and activities duringthose phases is included.
Section 3 The Baseline of a Construction ContractThe next steps take place at the point of project sanction, where construction soonbegins. A baseline understanding of the project scope and its risks must be establishedwhen investors and contractors enter into mutual agreement underlying a constructioncontract.
This section offers recommendations for establishing the baseline for the Project Executionphases with four chapters: the Scope of Works, the Programme, the Cost and theContract.
Section 4 Dealing with Risks in Pipeline Projects *After project sanction, irrespective of all the efforts to reduce challenges and risks throughthe FEL phases, there will inevitably be other challenges and risks that arise. These mayrepresent disruptions and changes to the established project baseline, so any pipelineconstruction contract must document how these residual risks will be addressed andmanaged.
Section 5 Best Practices in Planning and Design *Best practices are developed in this updated section for planning and design, with theprocess leading to the definition of the ROW and the information to be gathered duringthe different phases of a project.
The routing and design of a pipeline requires a disciplined and organised sequence ofactions to ensure that the most acceptable and optimised route avoiding as many hazardsas possible has been selected and that the system has been designed under acceptablestandards to satisfy fitness for purpose, environmental constraints and safety.

4
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2
The Minimum Data Requirements and Activities for the Five Typical Project Stagesintroduced in section 2 are defined in this chapter.
Section 6 EarthworksThe terrain, soil types, and geohazards traversed by the pipeline are key factors toconsider in the design, construction, operation and maintenance of a pipeline project.Firstly, the terrain typically affects pipeline hydraulics, above ground stations and pipelineprotection. Secondly, soil types will affect heat transfer, pipeline restraint, andconstructability. Finally, geohazards often require special design and constructionconsiderations.
The Earthworks section offers guidelines on how to prepare the right of way (ROW) indifferent types of terrain, on the earthworks design, on the recommended measures toreduce the impact on the environment, and finally on the approach to health and safety.
Section 7 Crossings **This new section, to be further developed, is initiated with a description and comparison ofthe different methods to execute major trenchless crossings.
Section 8 Logistics **The risks associated with the logistics of pipe such as handling, transport, coating andstorage begin this new section. Other logistic constraints of pipeline projects will be furtherdeveloped in future editions.
Section 9 Welding (section to be developed)This important topic deserves a section of its own, yet to be developed.
Section 10 Non Destructive Testing **The section starts with a review of the main concerns of the different stakeholders of thepipeline for completing the project. The second subject will be the role of codes andstandards in the design and building of pipelines. Finally the issues involved with NDT atthe various stages of the project are addressed:
• The role of NDT in the FEL/FEED stages.• Vendor inspection and NDT at the material suppliers• Girth weld inspection during the construction stage• NDT during the use of the pipeline; considerations during the construction stage for
future maintenance
Section 11 Pipeline Protection Systems *Most of the installed and currently planned onshore transmission pipelines around theworld are steel pipelines and their integrity during all the manufacturing, handling, storage,installation and service life stages is an important aspect of any pipeline project. As theexternal corrosion and the mechanical impacts have been identified as the most commoncauses of pipe damage and failure in onshore pipelines, industry’s efforts have beenfocused on addressing these issues in order to avoid potential economic, environmentaland human costs from pipeline failures. Therefore, this document reviews the passiveexternal anti-corrosion systems as well as the active cathodic protection approach.

5
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2
However, onshore pipeline projects can have other specific requirements. Supplementarymechanical protection systems that protect the steel pipes and their coatings againstdamage from external impacts are reviewed, along with internal coating systems andthermal insulation. The floatability phenomenon has to be mitigated on onshore pipelinescrossing wet environments, such as lakes, rivers, or swampy areas and the industry hasdeveloped specialized buoyancy control systems which are being presented here.
Section 12 Pipelines and the Environment (section to be developed)This multiple-aspect topic also deserves a section of its own, yet to be developed.
Section 13 Future Trends and Innovation *The onshore pipeline industry involves collaborative efforts between multiple stakeholders,each of them having a key role to play at one stage or more during the project life cycle.Understanding the involvement of each of these players is a vital step towards enhancingthe operations on the pipeline project in the areas of efficiency, quality, safety, and theenvironment.
The GIS-based construction monitoring tool, the pipeline simulation tool, the EquipmentTracking System and the use of Google Earth in pipeline construction monitoring arepresented as components of a well-rounded Integrated Pipeline ConstructionManagement (IPCM) System.
Innovative construction techniques (the “skidless methodology”) and developments inconstruction machinery (features of the “ideal construction machine”, machine controlsystems – GPS – and data transfer) are being proposed to the industry to complete thissection.

6
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2

7
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2
Table of Contents (Volume Two)Page
Executive Summary 3
8. Logistics
8.1 Pipe Logistics Operations 1
9. Welding (section to be developed)
10. Non-Destructive Tests (NDT)
11. Pipeline Protection Systems
11.1 Review of Key Mainline External Anti-Corrosion Coatings 2
11.2 Field Joint Anti-Corrosion Coating Selection Guide 8
11.3 Bends and Fittings 15
11.4 Mechanical Protection Selection Guide 18
11.5 Internal Coating 25
11.6 Insulation 32
11.7 Buoyancy Control Systems 33
11.8 Cathodic Protection 40
Appendix 11.1.1: Comparison of Mainline External Anti-Corrosion Coatings 47
Appendix 11.1.2: Field Joint Coating Selection Table 48
Appendix 11.1.4: Supplementary Mechanical Protection SystemsSelection Table 50
12. Pipelines & the Environment (section to be developed)
13. New Trends and Innovation
13.1 Functional Specifications for a Near-Real-Time ConstructionMonitoring Tool 1
13.2 Conceptual Specifications for Building a Pipeline Construction SimulationTool 7
13.3 Equipment Tracking System 13
13.4 Google Earth in Construction Monitoring 23
13.5 Skidless Methodology 29
13.6 Machine Development 43
13.6.1. Features and Functional Specifications of the “Ideal Machine” 43
13.6.2. Use of Computer-based Technologies 49
13.6.2.1 GPS in Machine Control and Operation 49
13.6.2.2 Data Transfer 52
Appendix 13.1.1: Conceptual Functional Specifications for a GIS-based Near-Real-Time Construction Monitoring Tool 57
Glossary of Acronyms
Bibliography
Acknowledgements

8
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2

1
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
8. Logistics
8.1 - Pipe Logistic Operations
8.1.1 Introduction
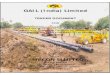
When a pipeline is completed and operational, it is the result of a cooperation between a number ofparties in the supply chain. These parties are sequential and overlapping in time, being involved in thedesign, manufacturing, blasting, coating, handling, storage, transport and construction of the pipeline.The supply chain is graphically displayed in Figure 1.
Fig. 1 Line pipe supply chain
During each stage of this supply chain pipes and coatings can be damaged. This recommendedpractice shall address the processes after pipe manufacture of the pipes and discuss risks and availablesolutions during logistic operation.
For every pipeline project the sequence of logistic operations and the circumstances in which they takeplace are different. It is important to have an exact overview of this logistic trail. When mapping out thistrail, the following questions need to be answered
• What are the different stages for the pipes in a project, and where do they take placegeographically? For example:
• How are pipes transported to their next destination, by truck, train or vessel?
• How does the loading / unloading (handling) take place at each transport stage?
• Where along the trail are the pipes being stored, and in which climate conditions?
• What is the duration of each storage period?
Manufacturingtransport
transport
Coating StorageHandling Handling Handling
transportHandling Pipeline construction
Field storagetransport
Storage Concrete coatingHandling Handling Handling

2
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
These questions need to be answered to ensure a good pipe end-quality and coating layer. The answershelp to make a selection of equipment and protection that is fit for purpose. Although modern coatingssuch as 3 layer polyethylene and fusion-bonded epoxy are designed to resist damage associated with‘normal’ logistic operations, numerous damages are encountered in practice. The damages that aremost likely to occur are the result of forces associated with impact or abrasion. If the coating isdamaged during logistic operations it needs to be repaired. These repairs are project-specific but due tothe use of imprecise technical specifications, repairs can fail and result in many in-ground coatingproblems. Damages can also stay undetected, or are very difficult to detect, such as UV degradation.Therefore preventing damage is always the best solution.
People often choose a cheap alternative, assuming nothing will go wrong as long as minimumrequirements or specifications are followed. However specifications and requirements are not always in-depth on every subject. Asking specialists for advice can save many costs in the long run. Often withonly a small extra initial investment, one can win not only in terms of quality but also on other groundssuch as safety and efficiency. A fair cost comparison is only made when not just the buying price istaken in to consideration, but also the consequences of choosing for a certain product.
We shall discuss damages encountered in processes during the supply chain, their root causes andways to prevent or minimize them. This chapter is aimed to secure the quality of coated pipes and alsoto improve the safety and efficiency in related processes. This chapter is relevant for all parties involvedin the line pipe supply chain, from the early phases in project management and planning to the lastconstruction operations
8.1.2 Pipe-end protection
Pipe-end protection is advisable in case the pipe-ends are bevelled at the pipe manufacturer. Especiallyin case of overseas transport there is an increased risk of damaged pipe-ends. This is caused by extrahandling procedures in ports and shifting of the pipes aboard vessels. It is difficult to control thecircumstances in ports overseas. Research and experience show that a good pipe-end protection canprevent 95% of the damages as they are most likely to occur in practice.
How to select proper pipe-end protection?• For protecting the bevel of the pipe, there are steel bevel protectors available.
Important features of a good bevel protector:1. Strong clamping system that can withstand transport vibrations, also in case of largediameters.
2. Effective protection of the bevel: Both a deformable buffer zone and materialthickness contribute to the effectiveness of the bevel protector (example: figure 2).
3. No parts sticking out: To promote safety and prevent damage to other pipes, it isimportant that the bevel protector has no sharp edges or parts sticking out that mightcause harm or damage.
4. No open gaps: Two overlapping ends make sure that the complete circumference of thepipe is covered.
5. Diameter tolerances of pipes: If the pipes are produced with a certain tolerance, makesure that the bevel protector of your choice can deal with this tolerance.
6. Re-usability: For example if pipes are being transported from the manufacturer to acoating plant on a different location, the bevel protectors have to be removed beforecoating and re-installed after coating.

3
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
Fig. 2 Example of a good steel bevel protector: Strong clamping system, no parts sticking out, no opengaps
Fig. 3 Cross-section steel bevel protector Fig. 4 Typical impact damage to the bevel
Pipe Closure
One can also chose to close off pipes after manufacturing in order to protect the internal pipe surfaceagainst contamination by sand, snow, animals and vegetation.
Contamination of the pipes is often seen, especially when pipes are stacked and stored for long periodsof time, at project locations, or close to the sea. Contaminated surfaces can remain moist for a longerperiod of time, because the moisture is kept from evaporating. For instance, pipes that were stored foremergency repairs at a location in the Netherlands showed heavy weathering and contamination both inand outside of the pipe where the coating disbonds at the pipe-end. Other forms of contamination areforeign objects that are found inside pipes such as tools, wood, animals, cans etc.
Fig. 5 Contamination of pipes Fig. 6 Contamination of pipes Fig. 7 Foreign objects in pipes

4
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
• For closing off pipes, there are different types of plastic caps available, as well ascombination possibilities such as a steel bevel protector with a plastic plug.
1. Pipe end caps- Made for standard external pipe diameters
- Not hookable
- Might loosen due to temperature fluctuations (risk increases for larger diameters)
- Cannot be applied on stacked pipes
2. Recessed caps- Made for standard external pipe diameters, with a certain wall thickness range
- Hookable
- Might loosen due to temperature fluctuations (risk increases for larger diameters)
- Cannot be applied on stacked pipes
3. Steel bevel protector combined with plastic plug- Made for any internal diameter, also for non-standard external diameters
- Hookable
- No difficulties with temperature fluctuations, because of the secured fit (the steel bevelprotector also keeps the plastic plug firmly positioned during logistic operations)
- Can be applied on stacked pipes
- Additional bevel protection
Fig.8 End cap Fig.9 Recessed cap Fig.10 Plastic plug with steelbevel protector
4. Solutions for extreme climates
Plastics can deteriorate fast in extreme climates. Both UV degradation and extreme cold temperaturescan cause plastic caps to become brittle and break easily under the influence of wind, sand, ice, snowor rain.
The material quality and thickness is crucial whenselecting end protection for demanding projectcircumstances.
It is also important to realise that pipes might come acrossalternating climates during their logistic trail. Nowadayspipelines run through more demanding latitudesand altitudes than ever before.
Fig. 11 Bevel protector combined withplastic plug for extreme climates

5
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
Consequently it is important to choose a material that is fit for purpose. The example in Figure 11 showsa bevel protector combined with a plastic plug that is made from very low density polyethylene (VLDPE).This material is highly UV-resistant and keeps its flexible qualities in low temperatures (down to -50°C)
Desiccant material
To prevent corrosion inside the pipe, desiccant material can be added. For this purpose, a tight sealingof the pipe is necessary. The steel bevel protector in combination with a plastic plug is the best solution,as the steel ring forces the plastic plug against the internal pipe surface. Desiccant material is available inbags that absorb moisture from the air. The quantity is calculated according to the climate conditionsand duration of storage. Not every desiccant material is suitable for use in steel pipes. Chemicaladditives such as salts might even speed up corrosion instead of preventing it. Consequently it isimportant to check if the desiccant is suitable for use in combination with steel products.
In case of long-term pipe storage (> 6 months) it is advisable to monitor on a regular basis if thedesiccant material is still active. This can be done by looking on indicator cards that change colourdepending on the relative humidity inside the pipe.
Fig.12 Desiccant bags inside a pipe
Tips:
• When choosing a hookable end cap, make sure that the depth corresponds with the hooks thatare used to handle the pipes.
• If there is a large altitude difference between the location where the end caps are put on the pipesand the location where the pipes are being transported to, it is advisable to make a smallventilation hole in the end cap. Otherwise the end caps might be pushed off due to expansion ofair inside the pipe.
• UV stability of end caps varies strongly. Don’t forget to check if the UV-resistance of the end capscorresponds with the climate in which the pipes are stored and the duration of storage.
• Recycling: Make sure the plastic caps can be recycled for the protection of the environment. Thisshould be discussed with the supplier.
8.1.3 Protection and efficiency during the coating process
In case of bevelled pipe-ends it is advisable to protect the bevel during external blasting and coating.
During external blasting:
It is advisable to protect and close off the pipe-end during external blasting. This prevents loss of steelgrit and damage to the pipe-end and internal pipe surface. Especially when internal coating is done priorto external blasting, the pipe needs to be closed to prevent any steel grit from entering and damagingthe internal coating. There are specialised tools – blasting plugs – available for this purpose.

6
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
Tools that are used to protect and close off the pipe-ends during external blasting should:
• Be easy to handle for employees
• Provide strong clamping inside the pipe
• Resist friction between rotating pipes
• Resist the pre-heating oven
• Resist impact of steel grit in the blasting cabin
• Resist acid wash or chromate treatment
• Take in to account the cutback of any present internal coating
By fine-tuning the blasting process (manually or programmatically), damages to the pipe-ends can beprevented. When pipes run against each other, friction forces between pipes should be minimized and aconstant line speed should be maintained. Pipes should also be prevented from opening up inside thepre-heating oven or blasting cabin.
Fig.13 Blasting plug for protecting and closing off the pipe-end during external blasting
Fig.14 Blasting plug during blasting process
During external coating:
To improve the efficiency during external coating and the quality of the coating application, it is possibleto line up and connect pipes. An unstable coating process can cause unwanted movements in thecoating line and damage to the bevelled pipe-end. Because the pipe does not rotate in a straight line,the coating thickness can vary over the length and circumference of the pipe. In the worst-casescenario, unwanted movements can even cause air seals underneath the coating layer. If pipes are linedup, there is less movement which ensures a better quality coating application.
A coating process can be unstable due to multiple causes:
• Large pipe diameter combined with small wall thicknesses
• Curved or oval pipes
• Unequal support rolls
• Unstable support rolls such as air tires
• High line speed
• Long distances between support rolls

7
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
The process of lining up and connecting pipes stabilizes the coating process and minimizes theconsequences of abovementioned problems, such as air seals underneath the coating layer.
Lining up pipes can be achieved with a pipe coupling. Pipe couplings are ideally made for one externaldiameter and adjustable for a certain wall thickness range. There are two types of pipe couplingsavailable: Male-female pipe couplings and single side pipe couplings. The male-female pipe couplingsexist out of two parts that have to be inserted in both pipe-ends that are running against each other. Thesingle side pipe couplings have to be inserted in only one pipe-end. The upcoming pipe is automaticallylined up.
Fig.15 Male-female pipe coupling Fig.16 Single side pipe coupling
Which features are important for a good pipe coupling? A good pipe coupling should:
• Line up pipes accurately
• Cause no permanent deformation to the pipe after fastening (especially in case of small wallthicknesses)
• Provide bevel protection
• Not scratch the internal pipe surface (usually caused by insufficient clamping or blocking of thecoupling when pipes move away from each other)
• Not take up to much heat from the pipe, as this would have a negative effect on the bonding ofthe coating. Contact surfaces between the coupling and the pipe should be limited.
• Be able to handle oval or curved pipes
• Be easy to adjust for a large wall thickness range
• Allow static flow between pipes
• Be able to resist heating by gas or induction oven
• Be able to bridge thermal expansion of the pipes
• Remain strongly fixed in place during the entire coating process
Fig.17 Pipe coupling with automatic clamping Fig.18 Perfect line up of pipes during coating andcentering
Pipe couplings have to be integrated in a coating process. It is important to choose a good position forinserting and removing the couplings. For large diameter pipe couplings a lifting crane or balancer isnecessary for fitting and removal. Transport of the couplings back to the beginning of the process canbe done by manual carts or an automatic rail system.

8
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
Tips:
• It is advisable to insert the coupling in the pipe-end of the pipe that enters the cooling street first.In that way the coupling will cool down and shrink slightly earlier than the upcoming pipe, whichallows a more easy release of the other pipe-end.
• In case of a fragile bevel or thin wall, choose softer material for rollers, such as heat resistingnylon (nylon 6.6)
• Make sure that the coupling allows conductivity flow through the coating line to prevent sparkscaused by static electricity
8.1.4 Pipe Handling
Pipes are handled multiple times in the supply chain for example in ports and storage yards. Handlinghere is taken to mean lifting of pipes and loading in or unloading from trailers, train wagons or vessels.Most damages to pipe-ends and pipe coatings occur during handling procedures due to a combinationof inadequate equipment and poor personnel attitudes. This also leads to unsafe situations andaccidents. The attitudes issue is the hardest to overcome as circumstances can’t always be controlledand many different people are involved in handling the pipes during different stages in the pipelineproject. Proper training, planning beforehand and safe equipment can help to overcome this issue.
Practical example
In many factories and coating plants, pipes are occasionally moved by hand. Special tools are made forthis purpose, that allow rolling of pipes with the help of a lever arm. Generally these kind of tools are‘home made’ by employees. If not constructed properly these tools can cause damage and injuries topeople. That is why training and technical insight into the fragility of the bevel and internal / externalcoating are so important.
Fig. 19 Pipe Roller designed for safe manual handling of pipes
Pipe lifting
Lifting can be done with hooks, forklift, hydraulic spreader and vacuum equipment. In this paragraphthese methods and their impact on the pipe coating are examined.
It is commonly known that pipe hooks could damage bevelled pipe-ends when badly designed. Bevelprotectors can be applied to overcome this issue. Less known is that hooks can also damage pipecoatings during loading operations. It is no exception that hooks dangle against the pipes causingimpact damage to the coating. Proper handling of coated pipes with pipe hooks is possible, butemployees must be made aware of the vulnerability of pipe coatings. A well designed pipe hook shouldbe selected for this purpose.

9
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
Features of a well-designed pipe hook:
• Covered with a softer material such as PU to prevent impact damage to the pipe coating
• Exchangeable pads
• Handgrip and rope shackle for safety of personnel
• Calculated for a prescribed lifting angle and tonnage
• Shaped to spread lifting forces on the internal pipe surface and bevel
Fig.20 Example of a poorly-shaped pipe hook Fig.21 Typical damage to the pipe-end caused byunsuitable pipe hooks
Fig.22 Example of a pipe hook Fig.23 Example of a well-designed pipe hook
without a protective hook exterior
Forklifts are frequently used for handling pipes. Damage to coated pipes is caused when the steel forksare not covered with a softer material to protect the coating. It has been seen that forklifts drive the forksdirectly into the pipe-ends to lift them. This type of handling causes damages to the pipe and internalcoating. There are custom made forklifts available with soft covered grippers to hold the pipes duringdriving.
Tip:
• Grippers are appropriate if the driving area is bumpy or not straightened. If a normal forklift,carrying a pipe, drives through a hole or bump in the road, one of the pipe-ends might scrapeover the floor causing serious coating damage and deformation of the pipe, not to mention therisk that the pipe might slide off the forks.

10
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
The best way to handle coated pipes is by means of hydraulic spreaders or vacuum lifters. Thisequipment is designed to minimise the risk of damaging pipe coatings. An investment is required, but iswell worth the effort. It not only has the advantage of needing less ground personnel, but the loadingand unloading practices can be done in less time as well.
Fig.24 Hydraulic spreader bar Fig.25 Vacuum lifter
8.1.5 Pipe Transport
Pipes are transported between parties involved in the supply chain. Ways to do this are by truck, trainand/or vessel.
Pipes need to be fixed during transport. Wooden dunnage can be applied in combination withtensioning belts; however there are some risks that need to be considered. The quality of the woodendunnage varies strongly and depends on the design and person who makes them. Variousspecifications are found for the design of wooden supports. In most cases wedges are nailed onwooden beams. As wood is a product of nature it has widely varying material properties and it isunreliable due to hidden cracks and voids. Besides this, wood is highly subjective to weather influencessuch as drought and rain that cause rapid deterioration. Most specifications do not take these factorsinto consideration and only focus on the basic design.
A risk that also needs to be considered is that nails can loosen due to transport vibrations. This not onlycauses unsafe situations, but also severe coating damage as the nails can intrude into the coating layer.
Fig.26 Nail sticking out of a transport system Fig.27 Coating damage caused by a nail
If wooden dunnage is used, the following measures are advisable:
• Thorough inspection after each use
• Immediate disposal of broken supports
• Use only 1-4 times

11
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
• Always store inside
• Have the dunnage tested before use
Immediate danger for everyone involved in pipe transport occurs when the wooden supports are notconstructed with care. Plenty of examples have been found during field work. Beams are found broken,wedges are too small, wedges are not made for the correct pipe diameter, wedges are not or poorlynailed to the beam, or nailed at very unfortunate locations.
Fig.28
Most wooden dunnage is not adjustable for differentdiameters. It is very difficult to organise a stock and selectthe appropriate system for a certain diameter
Alternative for wooden dunnage
There are more specialised systems available for pipe transport. This type of system has the followingadvantages:
• Safe for any coated pipe surface
• Wedges are made from one part, with a constant material quality
• No nails sticking out
• Adjustable for multiple diameters
• Durable
• Design based on static and dynamic calculations in accordance with API RecommendedPractice 5L1 and VDI 2700
There is one other essential difference to consider between wooden dunnage and a system as shown infigure 29-34. With wooden dunnage the pipes are supported on the bottom. Although the pipes areblocked by wedges, almost all weight rests on the beam underneath the pipe. With a system as shownbelow, the pipe doesn’t touch the bottom, but is fully supported by the wedges. This has a very positiveeffect on the roundness of the pipe and material stresses, as shall be demonstrated in the next sectionon pipe storage.
Fig. 29 Static pressure test (temperature 70°C) Fig. 30 Measuring coating thickness after test

12
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
This type of transport system is especially developed for safe pipe transport on truck and train:
Fig. 31 Pipe transport by train Fig. 32 Pipe transport by truck with anti-skidrubber layer added
Fig. 33 Pipe transport Fig. 34 Pipe transport of two 56” pipes on onetrailer with a pipe raiser system
8.1.6 Pipe Storage
Pipes are stored a number of times before they reach their destination. During storage the pipe coatingis subject to high pressure, ultra-violet (UV) degradation, design of bottom support, and contaminationamong other things. In this paragraph the impact of these influences on the pipe coating is examined.
Impact of storage method on coating
Pyramid stacking is the most common way to stack pipes. When pipe stacks are built layer on layer, theforces on the bottom row of pipes can be approximated by the number of pipe layers times the weightof one pipe. Pipes in the stack deform as a result of these forces. The coating is subject to these forcesas well. The resulting pressure on the coating must be considered to avoid damage.
The maximum pressure that coating material can take is known. A careful estimation should be made ofthe area that transfers the forces. This could either be the contact area between the pipes or betweenthe bottom pipe and the support that carries the pipe. In any case the 3 and 9 o’clock positions of thepipes should not touch each other. Because of the load on top, pipes become oval. When there iscontact between the 3 and 9 o’clock positions of the pipe due to this (temporary) ovality, the pressureon the coating becomes extreme. There should be just enough distance between the pipes to makesure that pipes do not touch due to deformation after the stack has been completed. This is one of thereasons why some manufactures apply ropes around the pipes.

13
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
If the pipes of a stack are being supported it is advised to block every single pipe from rolling. Using onlystops at the end of the stack is advised against. If only end-stops are used, forces add up at the end ofthe stack. The more layers of pipes, the more forces add up, as demonstrated in Figure 35. Thediagonal lines represent the forces that the pipes transfer to the pipes underneath. The bottom pipes inthe middle of a stack experience the same forces from the left and from the right. They are in staticbalance. The forces on the pipes more towards the end of the stack are not in balance, as theyexperience more pressure from one side than the other. If only end stops are used, the bottom pipestransfer the forces to each other which add up till the last pipe. This force is blocked by the end-stoponly, resulting in extremely high pressure (depending on the surface of the end stop). Steel supports asshown in Figure 36 are therefore not recommended as they only block the pipes at the end of the stack.
Figure 37 shows an example of an overloaded end stop.
Fig. 35 Forces add up towards the end of a pipe stack when using only end stops
Fig. 36 Example of steel end stop Fig. 37 Overloaded end stop
Tip:
• Similar calculations can be made for stacks in a vessel. Inside the vessel there is an even higherchance of damage due the movements at sea. The pipes are blocked by the vessel’s cargo holdonly and sometimes pipes are stacked higher inside the vessel than on land. This needs to betaken into consideration.
Risks when using sand berms for pipe storage
Sand berms and wood with wedges are commonly used, steel profiles with only end stops are less used.
If left uncovered, sand berms are highly subject to erosion. Erosion takes place slowly by wind and waterwashing away the sand. Pipe stacks might seem stable in the beginning but they become unstable aftera period of time. The degree of erosion is difficult to measure and monitor. Therefore bare sand bermsare unreliable and unsafe. This especially holds when berms are reused without rebuilding. Besidessafety risks, the composition of sand and rocks for the sand berms is not specified. Although the time

14
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
frame for storage is relatively small compared to the time a pipeline lays in the ground, there are familiarcases in which the sand berm was highly contaminated with salts that affected FBE-coated pipes withpitting corrosion.
There are also better examples of sand berms, constructed following a predefined specification withpolyethylene to cover the sand and periodical examinations to assess the stability of the stacks.However, when applying sand berms a level of uncertainty always remains, as you can never tell if sandis about to shift either because it is too wet or too dry.
If sand berms are used, the following minimum measures are advisable:
• Cover the sand with PE or rubber sheets
• Pre-define the height, depth and shape of the sand berm
• Use indicators to monitor any movement in the pipe stack, such as markings on the ground or onthe pipes
• Use a back-up system to help support the pipe stack, such as pipe clamps
Fig. 38 Eroded sand berm, the sand is too dry
Risks when using wooden systems for pipe storage
There are three main risks when using wooden pipe supports:
1. Wood is a natural product with an inhomogeneous structure. Pipe supports can have hiddencracks and weaknesses
2. Wood deteriorates fast due to weather influences, losing its capacity to carry loads
3. Nails that stick out intrude into pipe coatings, causing severe damage.
If wooden systems are used, the following minimum measures are advisable:
• Pre-define the design of the wooden system
• Use indicators to monitor any movement in the pipe stack, such as markings on the ground or onthe pipes
• Use a back-up system to help support the pipe stack, such as pipe clamps
• Use rubber padding to prevent coating damage
Fig. 39 Unstable wooden support Fig. 40 Weathered wooden support

15
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
Pipe support on wedges
A pipe storage system as shown in Figure 41 has some advantages compared to the systemsdiscussed earlier. It requires an initial investment, but pays itself back in the longer run because of itsreusability and minimized risk of coating damage or accidents. This system comprises low-densitypolyethylene compound wedges that are positioned on a steel-reinforced polyethylene compound gearrack. The gear racks can be connected to create the needed storage length. Pipes are raised from theground by at least 80 mm and settings can be made such that the distance between the pipes is atleast 1% of the pipe diameter.
Fig. 41 Pipe support on wedges Fig. 42 Pipe support in the field
Advantage of wedge support
Supporting pipes on two wedges instead of on one bottom beam has a big advantage. Because thereare two support surfaces instead of only one, the deformation of pipe is reduced significantly. Finiteelement method analysis indicates 3.8 times less displacement and 1.8 to 1.9 times less Von Misesstress. Figures 38 and 39 show the difference between bottom support and wedge support.
Fig. 43 FEM bottom support Fig. 44 FEM wedge support at two surfaces
The design of these types of systems is based on calculations and pressure tests. In addition thesesystems are certified by third parties. Uncertainties and hidden weaknesses are eliminated.
TIP
• Sometimes pipes are stored on a slope. Even a slope of only a few degrees makes a largedifference in the way forces are transmitted in a pipe stack. Make sure that the storage systemcan handle the forces when storing pipes on a slope.
Position of supports
When a pipe is not supported over its full length, it is going to bend under its own mass. Because of thebending, compression and tensile stress on the upper and under side shall arise, which can lead tocoating disbondment or damage and permanent deformation of the pipe.

16
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
Figure 45 shows a schematic storage situation of a pipe, using two support rails. To achieve as littledeflection of the pipe as possible it is necessary to calculate the ideal position of the supports.
Fig. 45 Bending of pipe due to support position
Calculations prove that the ideal position is at 22.05 percent (measured from the ends) of the total lengthof the pipe, when using two supports underneath one pipe. This results in the lowest possibledisplacement and thus the lowest bending stress.
This ideal position of the supports, distance a in Figure 45, is also determined with FEM analysis.
The results of the FEM analysis are shown in Figure 46. The smallest displacement can be seen at 22,15percent, marked by the green line.
Fig. 46 Displacement of pipes depending on supporting position and width
Figures 47-49 show the deflection of the pipe by FEM analysis at three different positions.
If the supports are placed at 18% of the pipe length, the displacement in the middle is greater than thedisplacement at both ends.
Fig. 47 Pipe support at 0.18 x L

17
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
If the supports are placed at 25% of the pipe length, the displacement at both ends is greater than thedisplacement in the middle.
Fig. 48 Pipe support at 0.25 x L
When supporting the pipe at 22% of the pipe length, the displacement at both ends and in the middle ofthe pipe is equal. Forces are spread in an optimal way. A support position at 22% of the pipe lengththerefore gives the best result.
Fig. 49 Pipe support at 0.22 x L
UV radiation
Another vicious enemy of pipe coating is UV radiation. Damage caused by it is difficult to see with thenaked eye. Serious consequences of UV radiation are addressed by Argent & Norman. In their paper anexample is shown with severe coating embrittlement caused by UV radiation. Studies undertaken byCetiner et al on fusion-bonded epoxy (FBE) coated pipes for the 3,700 km Alliance pipeline proved aloss in coating thickness and flexibility, and a loss of gloss with chalking as a result of degradation by UVdegradation. Based on their results they conclude that pipes which are stored outside for longer thanone year should be protected against UV degradation. This can be done by adding UV stabilizeradditives to the coating or by shielding the pipes from direct sunlight with a pipe stack cover.
Pipe Clamps
One tool that is seen at many locations is a clamp that connects pipe-ends in a stack. It is used to keepthe pipes together and to prevent the stack from collapsing. As described earlier, the heavy pipes exerthigh forces on the pipes on the bottom. The clamps must be designed to handle these forces. Manyclamps that are used in the field are not fit for purpose.
Fig. 50 Poor designed pipe clamp Fig. 51 Twisted pipe clamp

18
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
What proved to be the limiting factor in the design of a good pipe clamp, is the resistance to twisting.With 20 mm thick steel pipe clamps, tensile strengths over 80 kN were reached. With a safety factor of2, that results in a safe working load of 40 kN. An example of a well-designed pipe clamp can be foundin Figures 52-54
Fig. 52 Well designed pipe clamp Fig. 53 Well designed pipe clamp
Fig. 54 Tensile test with pipe clamp
When applying pipe clamps, the following should be taken into consideration:
• In case the pipes have an internal coating, the pipe clamp should have a soft cover to preventcoating damage
• For keeping a pipe stack together, do not rely on pipe clamps only! Make sure there is a goodsupport system for the pipes. Pipe clamps can (accidentally) be removed, creating an unstablepipe stack and a dangerous situation
• Choose a pipe clamp design based on calculations, not based on the feeling that it will be strongenough
New pipe monitoring technology
Logistic processes in the supply chain of line pipes are becoming more complicated, demanding andglobal. With today’s high value assets, it is important to reduce uncertainties and control the total projectdata management.
A recent development, is the application of active radio-frequency (RFID) technology for identificationand monitoring of pipes in the supply chain.
Small tags, that are positioned in the pipe, actively measure location, movement, humidity, temperatureand more. Other data, such as pipe numbers, can also be stored. Data is communicated throughrouters and a gateway in a self-organizing and healing mesh network. The central database isaccessible by WiFi or ethernet through a connect-box. With such system all pipe data can be monitoredby multiple users on any desktop computer or mobile.

19
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
The technology offers more insight in logistic operations and more control, for example to optimize pipestorage buffers and reduce errors in pipe data.
Important features of an intelligent pipe monitoring system:
- Wireless technology, no cables necessary in the field (solar powered routers)
- Easy to install, self-organizing, self-healing network
- Low total cost of ownership
- Long battery life of the tags (up to 5 years)
- Reprogrammable
- Uniform data output, such as XML streams, that can easily be processed in other softwareapplications
Possible functions of the pipe tag:
- Localization
- Identification
- Movement alert
- Battery alert
- Temperature measurement
- Humidity measurement
- LED-light (flashes on command)
- Additional data storage (1 MB)
Fig. 55 Schematic representation a RFID pipe monitoring system on a storage yard
Fig. 56 RFID pipe tags

20
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 8
6.3.4.6 Pipeline ConstructionOnce all the trouble of getting the pipes safely and damage-free to the construction site has beenmade, it would be a pity to waste all this effort and risk damaging the pipes at the last moment.Adequate equipment should be chosen during the final stages of the project for handling and support ofpipes and preventing last-minute coating damage. An example of poor on-site practice in shown inFigure 56.
Fig. 56 Poor support of a pipeline in the field
6.3.4.7 Key messageThe key message of this chapter is that quality, safety and efficiency should be pursued during eachstep in the supply chain of line pipes in order to build a successful pipeline.
A chain is only as strong as its weakest link. Control of the entire supply chain, including everymovement of pipes is necessary. Active responsibility should be taken and cooperation sought withprofessional partners. Responsibility should not be rejected, it should be handed over.
The choices that are made have consequences further along the way. The reader should not limitthemselves to their own part in the supply chain – they should make choices that contribute to a goodquality in the end, by thinking ahead and feeling co-responsible for other processes in the supply chain.Good communication lines with other involved parties are essential for achieving this goal.
A small extra investment in a good solution pays itself back in the long run. There are numerousexamples where cost savings in the wrong areas led to more costs in the end. A conscious and well-considered choice for quality is always better than choosing for a poor solution only because it is cheap.Costs are usually calculated per project, but if a solution reduces risks and can also be used for futureprojects, it is worth making an extra investment.

1
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 9
9. Welding (section to be developed)
This important topic deserves a section of its own, yet to be developed.

2
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 9

1
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
10. Non-Destructive Tests
This chapter will describe the issues involved with non-destructive testing (NDT) of pipelines in thevarious stages of the project. The different stakeholders of the pipeline and their main concerns forcompleting the project are reviewed, followed by a discussion of the role of codes and standards in thedesign and building of pipelines. Finally, the chapter will cover the role of NDT in each stage:
• The role of NDT in the FEL/FEED stages.
• Vendor inspection and NDT at the material suppliers
• Girth weld inspection during the construction stage
• NDT during the use of the pipeline; considerations during the construction stage for futuremaintenance
10.1 The background of inspection – public safety
In its most general definition inspection and NDT are a formal examination of the pipeline. Performingthis examination is useful for a number of reasons. It may be useful to check on the work of contractors,or to check if a pipeline is still fit for purpose after a number of years. When viewed in the framework ofnational and international regulations, it is clear however that behind all this is the need for public safety.Although specific regulations are different in every country, the focus is often on the containment ofhazardous materials and the safety of pressure systems. This is motivated by the need for public safetyand is often the result of legislation that was implemented in response to tragic accidents. One exampleis the “Pipeline Inspection, Protection, Enforcement, and Safety Act of 2006” in the USA, which waswritten in response to two incidents; a 1999 gasoline pipeline explosion in Bellingham, Washington,causing three fatalities, and $45 million in damage and also the 2000 natural gas pipeline explosion nearCarlsbad, New Mexico, which killed 12 campers, including four children. Another example is the Sevesodirective in Europe (Council Directive 96/82/EC) the first version of which was developed as a responseto the release of a cloud of herbicides and pesticides from a chemical plant near the town of Seveso inItaly. As a result European legislation was passed in order to control major-accident hazards.
In general terms, the structure of these regulations is that they mandate that a number of managementsystems need to be in place. An example of this is that in many countries it is now mandatory to have apipeline integrity management system. These management systems are increasingly risk based; makingan inventory of the threats to the pipeline, and deriving measures for prevention and/or reduction of therisk, and mitigation of the consequences. For the technical details both regulations and integritymanagement systems refer to technical codes and standards. These standards provide guidance for theNDT and inspection to be performed.
10.1.1 Codes and standards for inspection and NDT
In the second half of the 18th century, industrialization had proceeded to the point that agreement wasneeded in industry to enable engineers to work together. Practices for making engineering drawings hadto be agreed on, and some parts had to be specified to be interchangeable. The resulting standardsenable that someone could buy a bolt on one side of the country, a nut on the other, and still have themfit together. Standards can be written by government departments, national and internationalstandardization organizations like DIN and ISO and engineering societies like ASME and IEC. Somecompanies also independently write standards. From the oil and gas industry, the design andengineering practice (DEP) specifications of Shell are an influential example.

2
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
An important driver for standards was that many countries saw a sharp increase in the number of steamboiler explosions in the 1880s. Governments of industrialized countries demanded that industry improveits safety record. As a response standards for the manufacturing and testing of boilers and pressurevessels were developed. In the USA this task fell to the American Society of Mechanical Engineers(ASME) which developed the Boiler and Pressure Vessel Code, today still the largest engineeringstandard. In Germany, the industry founded industry associations for inspection of pressure vessel whichbecame the TüV association network. In the Netherlands, this task was given to a governmentdepartment (Dienst voor het Stoomwezen) which by now has been privatized.
The difference between a code and a standard is, that adherence to a standard is voluntary, while acode has been adopted by a government body and has the force of law. In the European contexthowever, another word used for standards is “norm”, which is the name for standards in many Europeanlanguages, and can refer to both legally-binding and voluntary standards.Currently another driver for standards development is that many insurance companies base theirpremiums on adherence to codes and standards.
10.1.2 The USA codes and standards system
United States standards are used in many countries beside the USA, and are typically the mostgenerally accepted standards.
In the USA most standards are written by engineering societies. For non-destructive testing importantengineering societies are the American Society of Mechanical Engineers (ASME) and AmericanPetroleum Institute (API) which write the standards for many of the products tested; the AmericanSociety for Testing and Materials (ASTM) which specifies many of the tests performed; and the AmericanSociety for Non-destructive Testing (ASNT) which also specifies tests, and regulates the personnelcertification in the USA.
All of these standards organizations are affiliated with the American National Standards Institute (ANSI)which specifies the procedures for development of standards. American standards are developed in aconsensus process. The committee meetings of a standards organization, which is comprised ofengineers with knowledge and expertise in the particular field, have to be open to the public and musthave representatives from all interested parties. Any comment on technical documentation must beconsidered in the approval process, and any individual may appeal to and demand actions from thecommittee.
In the context of pipelines, this means that every stakeholder, is permitted to participate in the standardswriting process, and can make sure that the standard is practical as well as meeting its purpose ofspecifying a practice that, if followed, results in a pipeline that is fit for purpose and safe for both thepeople working around it, and the general public
10.1.3 National standards systems
Almost every sovereign country has its own standards system, which is now in the process of beingharmonized. The organization of these systems is different in every country and for every industry. Togive some examples, the standards for pressure vessels were written by government institutes inGermany and England, while they were written by industry committees in the Netherlands. In the nuclearindustry, almost all standards are government controlled.

3
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
The enforcement of standards is again something that is organized different in every country. Forpressure vessels, in Germany this is performed by industry associations (TüV), while in the Netherlandsand England it was performed by government agencies (Stoomwezen and HSE respectively). UnderEuropean harmonization, government inspection organizations have now been disbanded or privatized.
10.1.4 Harmonized standards
In 2001 the Vienna agreement came into effect, in which technical cooperation between ISO and CEN(the European Committee for Standardization) is agreed. This agreement offers a route for Europeanstandards to become worldwide standards, although this is not automatic. Combined with theharmonization of standards in the common European market, this means that in the future many morestandards will have a worldwide scope. For non-destructive testing, the ISO 9712 is an extension of EN473, which specifies the personnel qualification for NDT. Another example is ISO 13847 “Petroleum andnatural gas industries -- Pipeline transportation systems -- Welding of pipelines”, in which the NDT atpipeline construction is also specified.
10.2 Stakeholders in the pipeline project
From the point of view of inspection and NDT, the pipeline project has a number of stakeholders thathave different objectives. For the future pipeline owner, NDT is one of the ways to make sure therequired quality is achieved. For the construction contractor it is a method to obtain feedback on theprogress of various steps in the construction process. This section will review these stakeholders, thequality issues they face, and how inspection and NDT can help in addressing these issues.
10.2.1 The future pipeline owner
For the future pipeline owner, the main reason to perform NDT and inspection is to demonstrate to hisregulators that all the requirements that were specified for building the pipeline are met. At every stage ofthe production process checks are made to ensure the quality of the final pipeline, starting at the basematerial coming from the supplier, to the pipe forming process, and finally the welding in the field.
The inspection and NDT results are also an important item in the information that needs to be compiledto obtain a complete overview of the as-build condition of the pipeline. This information will be stored forfuture reference, and used as the starting point for the pipeline integrity management process
It is in the interest of the future pipeline owner to record and document each flaw in the pipeline.
10.2.2 The pipeline construction company
For the company performing the welding on the pipeline, inspection and NDT is used to demonstrateperformance and capabilities. NDT is used at various stages of the pipeline project. During the weldingprocedure qualification and the welder qualification, tests to verify the material properties are performed.These properties may have changed due to welding and need to be determined both in the base andweld material. The tests are typically tensile strength tests and nick break tests. NDT is performed toverify that no unacceptable weld flaws result from the welding process, and to verify the competence ofthe welders. These tests will typically be subcontracted to an NDT service provider.

4
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
During the pipeline installation welds are tested as part of the quality control process. NDT can providevaluable feedback to the welders to make sure all of the parameters of the welding process are stillwithin acceptable limits.
For the pipeline contractor it is important to finish the project within time and budget. For this reason,unnecessary rejection of welds can put a strain on the project.
Consequently, an important step is to determine how production welds will be judged. This can be doneaccording to workmanship criteria, which are contained in pipeline codes, but it is often beneficial toperform a fitness for purpose analysis (often called an engineering critical assessment), as this mayresult in a more generous allowance for weld flaws, and consequentially fewer rejected welds.Nowadays, most pipeline welding standards allow for acceptance criteria based on engineering criticalassessments.
10.2.3 The regulator
In many pipeline projects there will be an independent third party which acts as the representative of thegovernment or certification agency, whichever is appropriate for the local regulatory situation.
This third party will primarily be checking if every part of the pipeline building process is performed incompliance with the specification and standards that were agreed upon and certify the pipelineaccordingly.
For the third party inspector, NDT and inspection are the eyes and ears that bring the information tomake this judgment.
10.2.4 Conflicts of interest
No contract is watertight, and every specification is to some extend open for interpretation. Theseinterpretations may lead to conflicts around the pipeline. As explained above, the future pipeline ownerwill want every part of the pipeline to be of the highest quality possible, and the pipeline contractorwants as little disruption of the pipeline building process as possible. This may lead to a conflict ofinterests when flaws are found. As inspection and NDT is often the messenger bringing the news ofwhether the pipeline is accepted or not, the NDT technician may likely find himself to be the centre ofsuch conflicts. Because of this is it important that NDT and inspection are performed transparently,inspection results are clear and that acceptance criteria are simple and recognized by all parties.Modern technology may be a big help in this.
On top of this it is important to realize that NDT is not perfect. In industry trials it was determined thateven the most advance NDT equipment finds only about 90% of the flaws present in pipeline welds, andtraditional NDT methods such as film radiography (especially with isotopes) and manual ultrasonictesting may find as few as 50% of the defects present in a weld. NDT and inspection can be of greatvalue in establishing a high quality pipeline, but at the current state of the art is no guarantee that noflaws are present.

5
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
10.3 The NDT toolbox
In this section the four most important NDT methodologies for pipelines are discussed. The basicprinciple will be explained, and the applications, advantages and disadvantages of each technique willbe described. Where appropriate some future capabilities are also presented.
10.3.1 Radiography
Industrial radiography is a method of testing for hidden flaws and defects in various types of materialswith X-ray or gamma radiation. Industrial radiography is similar to medical X-ray technology in that a filmrecords an image of an item placed between it and a radiation source.
The basic principle of the process is fairly simple and common to all radiography applications. Theradiation from a controlled source is allowed to penetrate the test item and expose a speciallyformulated film. As the radiation passes through the item, a portion of it is absorbed by the molecularstructure of the material. The amount of radiation absorbed depends on the density and composition ofthe material. Simply put, the amount of radiation that passes through the item to expose the filmdepends on the density of the material. As cracks, fissures, and pockets in the material obviously havedifferent densities, they will be characterized by different exposure values as more or less radiationpenetrates at those points during exposure.
The radiation used with radiography can be generated from various sources. The most common ways togenerate the radiation are the use of an X-ray tube (see picture below), or the use of a radioactiveisotope such as Iridium (Ir-192) or Cobalt (Co-60) which generates gamma radiation. Other sources,such as a particle accelerator are also possible, but will rarely be encountered at a pipeline.
Before commencing a radiographic examination, it is always advisable to examine the component withone's own eyes, to eliminate any possible external defects. If the surface of a weld is too irregular, it maymake detecting internal defects difficult. Defects such as planar cracks are difficult to detect usingradiography, which is why some form of surface inspection (e.g. magnetic particle or dye penetrantinspection) is often used to enhance the contrast in the detection of such defects.
The most common way to capture the image is silver halide film. The film is processed in a processingmachine. The image will be a black and white photograph which needs to be viewed on a light box.Some image quality indicators will be attached to the film to have a reference for determining if thequality of the image is sufficient.
Recently several digital options for capturing the image have become available. Some of these replacethe film material with an image plate containing storage phosphor which can be read in a laser scanner,while other options use a direct digital detector.

6
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
Top row from left to right; an x-ray tube, radiography film material, a film development machine and aradiography light box. Bottom; a practical example of a radiography film from manual welding. Thefuzziness of the picture is typical of film results in practical situations.
One of the big disadvantages of radiography is the fact that (fairly heavy) ionizing radiation is needed.Personnel performing radiography needs to be specifically trained for working with radiation and need toget a medical check-up regularly. Also, work areas need to be shielded or evacuated before radiographyis performed.
Industrial radiography is one of the last applications where silver-halide photographic materials are stillused. The other main application that used this material was medical radiography. For this applicationhowever, the transition to digital radiography is nearly complete. Suppliers of film material haveconfirmed that the production of film material will at some point be discontinued. At the same time theraw material for radiography film includes silver, which recently has risen in price considerably (doublingfrom 2010-2011)
10.3.2 Ultrasonic testing
Next to radiography, ultrasonic testing is one of the most well-known and applied NDT methodologies.Manual or automatic ultrasonic testing (MUT and AUT respectively) is used for different applications suchas wall thickness measurements and defect detection in steel components or welds. Ultrasonic testingmakes use of high frequency (ultrasonic) sound waves. Typically, the frequency range for mostapplications of these waves is 0.5 to 20 MHz. Under certain conditions, the ultrasonic waves canpropagate freely through the material. Usually, the ultrasonic waves are generated by piezo-electriccrystals or composites. When such a crystal is exposed to a mechanical vibration, an electric potential isgenerated. Vice versa, a mechanical vibration is generated when the crystals is subjected to an electricpotential. Crystals with these characteristics are called transducers. In practice, the crystal is exposed toa short potential pulse causing the crystal to vibrate with a frequency bandwidth and directivity patterncharacteristic for the crystal design.

7
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
Typical cross country AUT inspection
When the ultrasonic waves travel through a material, they will reflect or diffract (scatter in all directions) atboundaries or inhomogeneities in the material. Like an echo, the waves reflected from boundaries orinhomogeneities can travel back to the transducer. The transducer will start to vibrate when the wavesare received and an electric signature can be recorded in a time-amplitude graph. The time of arrivalrelates to the distance between the point of reflection and the transducer. The amplitude of the signaturerelates the size of the inhomogeneity. The electric signature is called an A-scan. A-scans are thefundamental building blocks for data display and interpretation. Defects are mostly inhomogeneities inmaterial and can be detected using this principle, also referred to as the well-known pulse-echomethod.
The direction in which the waves travel after reflection depends on the geometry of the inhomogeneity orboundary. The directivity pattern of the ultrasonic waves can be compared with a small beam like a laserpointer (typically being 2-3 mm wide, depending on the transducer design). When the reflected wavetravels towards a different direction than the transducer, no signal will be received if the beam misses thetransducer. Therefore, it is vital to understand the type of defect so that the transducers can bedesigned based on the expected defect characteristics, such as location, size, orientation and shape(planar or volumetric). For newly constructed welds, an overview of the different types of defects ispresented in Figure 1.
Figure 1: An overview of different defects that may occur in newly constructed welds

8
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
When ultrasonic responses are measured the results have to be evaluated. Responses caused by theirregular geometry of boundaries can usually be identified. Before the inspection starts, the geometry ofthe weld and the materials the weld and the pipe consist of, are known. Locations that cause responsesare, for example, the weld reinforcements (cap and root, see Figure 1), clad layers or buffer zones. Sincethe positions of those locations are known, the concomitant signals can be identified by their traveltimes. Sometimes the travel time from a defect to the receiver is almost the same as the travel time froma boundary to the receiver. In this case the defect’s responses are masked. By using a data presentationof colour-coded stacked A-scans, a pattern appears as a result of the geometry. This data displaymethod is called mapping, because the geometry responses are mapped as a pattern that can berecognized. Defects can be identified in the mapping display because they interrupt the pattern.
When a response is received from a defect, its size may be evaluated from the amplitude height of theresponse. Defect sizing based on amplitude height of the ultrasonic signal usually is done with the helpof a reference reflector with known characteristics and dimensions. Commonly used reflectors are boreholes, flat bottomed holes or notches. Relationships have been established to calculate a reflector’sdiameter from the measured amplitude, given the probe characteristics, the distance of the reflector andthe calibration amplitude. Diagrams are made from relationships, known as AVG curves (amplitudeverstarkung grösse), DAC curves (distance amplitude correction) or sizing curves. In practice, theamplitude caused by a defect will be compared to the amplitude of a reference defect. Then thedimensions of the reference defect with the corresponding amplitude obtained from the curve are usedas the defect size.
Amplitude based sizing has got some disadvantages. Firstly, by using the dimensions of acorresponding reference reflector, the assumption is made that the shape of the defect is identical to theshape of the reference defect. Furthermore, the amplitude of a reflected signal is highly dependent onthe orientation of the defect. The consequence can be that a large defect under a certain orientation isaccepted because the amount of received energy is much lower than the total reflected energy.
There are alternative methods for sizing that are not based on the amplitude height but rather are basedon the travel times from waves that are diffracted at defect tips. The most common method is the timeof flight diffraction method (ToFD). The transmitting and receiving transducers are placed in a so calledpitch-catch configuration. The travel time from source to defect tip to receiver contains the locationinformation of the defect. The ToFD technique is less dependent on defect orientation. When diffractionscaused by the upper tip and lower tip are measured, reasonably accurate sizing is possible, dependingon the frequency bandwidth of the signal. A disadvantage of the technique is the ‘dead zone’ caused bythe direct wave traveling just below the surface, also called the lateral wave. Cracks connected to thesurface are obscured by the lateral wave. The ToFD technique is widely accepted and special standardsare available. In most practical situations a combination of pulse-echo techniques and ToFD techniquesis used to increase the probability of detection of defects and to improve sizing by combining the results.Good results have been obtained with both the pulse-echo technique and ToFD techniques in controlledlaboratory and field circumstances. Still, those results involve interpretation by experienced operators.
Improvement of technologies can offer potential solutions for the limitations of defect detection, sizingand data interpretation. One such technology is based on ultrasonic phased arrays. Conventionaltransducers have fixed directivity properties for the ultrasonic beam. With a phased array transducer, thedirectivity properties such as beam angle and beam spread can be controlled with a computer. With thisflexibility, advanced ultrasonic techniques are possible. Such advanced ultrasonic techniques have beenstudied and applied to make an image of a defect illustrating the defects characteristics with so calledsectorial scans. Phased array sectorial scans are used successfully in medical imaging. With thedevelopment and miniaturization of ultrasonic array equipment, sectorial scans have become popular forindustrial applications. Although the interpretation possibilities of data have improved with sectorialscans, the same drawbacks regarding defect shape and orientation remain.

9
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
One of the disadvantages of automated ultrasonic testing compared to radiography is, that a validationof the performance of the ultrasonic set-up on the specific welding process used in the pipeline projectis needed, and specific reference pieces (also called calibration blocks) made from the pipeline materialneed to be made. This is an additional cost, which is only offset by the higher productivity of ultrasonictesting on longer projects. An advantage of ultrasonic testing is, that it is more generally sensitive to allflaw types (i.e. planar flaws that are not detected readily with radiography) and that therefore engineeringcritical assessment methodologies for determination of acceptance criteria are possible (see above)
10.3.3 Magnetic flux leakage
Magnetic flux leakage (MFL) is a magnetic method of non-destructive testing that is used to detectcorrosion and pitting in steel structures, most commonly pipelines and storage tanks. The basic principleis that a powerful magnet is used to magnetize the steel. At areas where there is corrosion or missingmetal, the magnetic field "leaks" from the steel. In an MFL tool, a magnetic detector is placed betweenthe poles of the magnet to detect the leakage field. The leakage field is evaluated to determine damagedareas and to estimate the depth of metal loss
Figure 2a: Field lines of the magnetic field. Left: just the magnet, Middle: magnet with an undamagedplate, Right: magnet with a damaged plate
Figure 2b: Typical MFL in-line inspection tools.
Typically, an MFL tool (a “smart pig”) consists of two or more bodies. One body is the magnetizer withthe magnets and sensors and the other bodies contain the electronics and batteries. The magnetizerbody houses the sensors that are located between powerful magnets. The magnets are mountedbetween the brushes and tool body to create a magnetic circuit along with the pipe wall. As the tooltravels along the pipe, the sensors detect interruptions in the magnetic circuit. Interruptions are typicallycaused by metal loss, which in most cases is due to corrosion. Mechanical damage such as shovelgouges can also be detected. The metal loss in a magnetic circuit is analogous to a rock in a stream.Magnetism needs metal to flow and in the absence of it, the flow of magnetism will go around, over orunder to maintain its relative path from one magnet to another, similar to the flow of water around a rockin a stream. The sensors detect the changes in the magnetic field in the three directions (axial, radial, orcircumferential) to characterize the anomaly. An MFL tool can take sensor readings based on either thedistance the tool travels or on increments of time. The choice depends on many factors such as the

10
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
length of the run, the speed that the tool intends to travel, and the number of stops or outages that thetool may experience.
The second body is called an electronics box. This section can be split into a number of bodiesdepending on the size of the tool. This box, as the name suggests, contains the electronics or "brains" ofthe smart pig. The electronics box also contains the batteries and in some cases an inertial MeasurementUnit (IMU) to tie location information to GPS coordinates. On the very rear of the tool are odometerwheels that travel along the inside of the pipeline to measure the distance and speed of the tool
As an MFL tool navigates the pipeline a magnetic circuit is created between the pipe wall and the tool.Brushes typically act as a transmitter of magnetic flux from the tool into the pipe wall, and as the magnetsare oriented in opposing directions, a flow of flux is created in an elliptical pattern. High field MFL toolssaturate the pipe wall with magnetic flux until the pipe wall can no longer hold any more flux. Theremaining flux leaks out of the pipe wall and strategically placed tri-axial Hall effect sensor heads canaccurately measure the three dimensional vector of the leakage field.
Given the fact that magnetic flux leakage is a vector quantity and that a Hall sensor can only measure inone direction, three sensors must be oriented within a sensor head to accurately measure the axial, radialand circumferential components of an MFL signal. The axial component of the vector signal is measuredby a sensor mounted orthogonal to the axis of the pipe, and the radial sensor is mounted to measure thestrength of the flux that leaks out of the pipe. The circumferential component of the vector signal can bemeasured by mounting a sensor perpendicular to this field. Earlier MFL tools recorded only the axialcomponent but high-resolution tools typically measure all three components. To determine if metal loss isoccurring on the internal or external surface of a pipe, a separate eddy current sensor is used to indicatethe wall surface location of the anomaly. The unit of measurement when sensing an MFL signal is theGauss or the Tesla. Generally speaking the larger the change in the detected magnetic field, the larger theanomaly
Because the MFL method responds to both far side (FS, external surface) and near side (NS, internalsurface) corrosion it is necessary to introduce a strong magnetic field into the component wall. The closerthis field becomes to saturation for the component, the more sensitive and repeatable the methodbecomes. For typical steels this value is large, generally between 1.6 and 2 Tesla. In this range anyresidual magnetism from previous scans or operations will be eliminated during subsequent scans so thatthe resulting flux leakage signals remain relatively constant and repeatable.
Working below the 1.6 Tesla level will still detect pitting on the first scan, but residual magnetism tends tocause a progressive deterioration of signal amplitude during subsequent re-scanning unless alternatescans are made from opposite directions. For a given magnet system the flux density achieved in thecomponent will depend on the thickness and permeability of the material. The factor controlling fluxdensity becomes one of plate thickness. There will be an upper thickness limit for each given magnetsystem above which the flux density will be too low to give adequate sensitivity to pitting.
Centred between the poles of the magnet bridge and stretching the full scanning width of the system isan array of Hall effect sensors. These are spaced between centres to give optimum resolution andcoverage. The sensing range of each sensor is sufficient to allow overlap with its neighbour. Hall effectsensors give a voltage signal proportional to the flux density of the field passing through the sensingelement. If the sensing elements were to be arranged perpendicular to the surface, then it would be thetangential (horizontal) vector component that would be measured. There are advantages anddisadvantages with these alternatives. The sensors are arranged to be close to but above the scanningsurface to avoid wear and other mechanical damage during scanning.

11
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
Although primarily used to detect corrosion, MFL tools can also be used to detect features that they werenot originally designed to identify. When an MFL tool encounters a geometric deformity such as a dent,wrinkle or buckle, a very distinct signal is created due to the plastic deformation of the pipe wall
There are cases where large non-axial oriented cracks have been found in a pipeline that was inspectedby a magnetic flux leakage tool. To an experienced MFL data analyst, a dent is easily recognizable bytrademark "horseshoe" signal in the radial component of the vector field. What is not easily identifiable toan MFL tool is the signature that a crack leaves. An MFL tool is known as an "intelligent" or "smart"inspection pig because it contains electronics and collects data real-time while travelling through thepipeline. Sophisticated electronics on board allow this tool to accurately detect features as small as 1 cmby 1 cm. MFL technology has evolved to a state that now makes it an integral part of any cost effective pipelineintegrity program. Although high-resolution MFL tools are designed to successfully detect, locate andcharacterize corrosion, a pipeline operator should not dismiss the ability of an MFL tool to identify andcharacterize dents, wrinkles, corrosion growth, mechanical damage and even some cracks
10.3.4 Magnetic Particle Inspection
This method is suitable for the detection of surface and near surface discontinuities in magnetic material,mainly ferritic steel and iron.
The principle is to generate magnetic flux in the object to be examined, with the flux lines running alongthe surface at right angles to the suspected defect. Where the flux lines approach a discontinuity theywill stray out into the air at the mouth of the crack. The crack edge becomes magnetic attractive polesNorth and South. These have the power to attract finely divided particles of magnetic material such asiron filings. Usually these particles are of an oxide of iron in the size range 20 to 30 microns, and aresuspended in a liquid which provides mobility for the particles on the surface of the test piece, assistingtheir migration to the crack edges. However, in some instances they can be applied in a dry powderform.
The particles can be red or black oxide, or they can be coated with a substance which fluorescesbrilliantly under ultra-violet illumination (black light). The object is to present as great a contrast aspossible between the crack indication and the material background.
The technique not only detects those defects which are not normally visible to the unaided eye, but alsorenders easily visible those defects which would otherwise require close scrutiny of the surface.
There are many methods of generating magnetic flux in the test piece, the simplest one being theapplication of a permanent magnet to the surface, but this method cannot be controlled accuratelybecause of indifferent surface contact and deterioration in magnetic strength.
Modern equipment generates the magnetic field electrically either directly or indirectly.
In the direct method a high amperage current is passed through the subject and magnetic flux isgenerated at right angles to the current flow. Therefore the current flow should be in the same line as thesuspected defect

12
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
If it is not possible to carry out this method because of the orientation of the defect, then the indirectmethod must be used. This can be one of two forms:
• Passing a high current through a coil which encircles the subject.
• Making the test piece form part of a yoke which is wound with a current carrying coil. The effectis to pass magnetic flux along the part to reveal transverse and circumferential defects.
If a bar with a length much greater than its diameter is considered, then longitudinal defects would bedetected by current flow and transverse and circumferential defects by the indirect method of anencircling coil or magnetic flux flow.
Subjects in which cracks radiating from a hole are suspected can be tested by means of the threadingbar technique, whereby a current carrying conductor is passed through the hole and the field induced iscut by any defects. Detection of longitudinal defects in hollow shafts is a typical application of thethreader bar technique.
The electricity used to generate the magnetic flux in any of these methods can be alternating current,half wave rectified direct current or full wave rectified direct current. A.C. generated magnetic flux,because of the skin effect, preferentially follows the contours of the surface and does not penetratedeeply into the material.
Normally, to ensure that a test piece has no cracks, it is necessary to magnetise it in at least twodirections and after each magnetising and ink application process visually examine the piece for crackindications
Magnetic crack detection equipment typically takes two forms. Firstly, for test pieces which are part of alarge structure, or pipes, heavy castings, etc. which cannot be moved easily, the equipment takes theform of just a power pack to generate a high current. This current is applied to the subject either bycontact prods on flexible cables or by an encircling coil of cable. These power packs can have variableamperages up to a maximum of 2000 Amps for portable units, and up to 10,000 Amps for mobileequipment. The indicating material is applied by means of a spray and generally the surplus runs towaste.
For factory applications on smaller more manageable test pieces the bench type of equipment isnormally preferred. This consists of a power pack, an indicating ink system which recirculates the fluid,and facilities to grip the work piece and apply the current flow or magnetic flux flow in a moremethodical, controlled manner. The work pieces are brought to the equipment and can be individuallytested in one operation. This type of universal equipment is ideally suited to either investigative work orroutine quality control testing.
These bench type equipments often incorporate a canopy to prevent direct light falling on the subject sothat ultra-violet fluorescent material can be used to the best effect. The indicating particles may besuspended in very thin oil (kerosene) or water. In some circumstances the indicating medium can beapplied dry
These equipments are suited to production work and in certain circumstances can be automated to theextent of loading, magnetizing, inking and unloading. The work pieces still have to be viewed by eye fordefect indications.
Specialized equipments are also frequently manufactured to test a particular size and type of test piece. Advantages of magnetic particle crack detection:
• Simplicity of operation and application.
• Quantitative.
• Can be automated, apart from viewing.

13
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
Disadvantages of are:• Restricted to ferromagnetic materials.
• Restricted to surface or near-surface flaws.
• Not fail safe in that lack of indication could mean no defects or that the process was not carriedout properly.
10.3.5 Dye Penetrant Inspection
Dye penetrant inspection or liquid penetrant inspection (LPI) is used on non-porous metal and non-metalcomponents to find material discontinuities that are open to the surface and may not be evident tonormal visual inspection. The part must be clean before inspection. The basic purpose of dye penetrantinspection is to increase the visible contrast between a discontinuity and its background. This isaccomplished by applying a liquid of high penetrating power that enters the surface opening of adiscontinuity. Excess penetrant is removed and a developer material is then applied that draws the liquidfrom the suspected defect to reveal the discontinuity. The visual evidence of the suspected defect canthen be seen either by a colour contrast in normal visible white light or by fluorescence under blackultraviolet light.
The penetrant method does not depend upon ferromagnetism like magnetic particle inspection, and thearrangement of the discontinuities is not a factor. The penetrant method is effective for detecting surfacedefects in non-magnetic metals and in a variety of non-metallic materials. The method is also used toinspect items made from ferromagnetic steels and its sensitivity is generally greater than that ofmagnetic particle inspection. The method is superior to unaided visual inspection but not as sensitive asother advanced forms of tests for detection of in-service surface cracks.
The major limitation of dye penetrant inspection is that it can detect only those discontinuities that areopen to the surface; some other method must be used for detecting subsurface defects. Furthermoresurface roughness or porosity can limit the use of liquid penetrants. Such surfaces can produceexcessive background indications and interfere with the inspection. The method can be used on mostpipeline parts and assemblies accessible to its application
10.4 NDT during the FEL stage
10.4.1 Stress and strain based designs
This section covers how different terrain situations will lead to different type of pipeline designs withdifferent NDT acceptance criteria. Examples are flat country and hill country. It is generally recognizedthat pipelines are the safest and most economical mode to transport large quantities of liquid oil andgas. Most existing pipelines have been designed according to codes, which are based on limiting thestress in the construction and service phase of the lines. These stress-based design codes are widelyused and considered as safe and conservative. An alternative for the conservative stress-based designmethod is the less widely used strain-based design method. The strain-based design method takesadvantage of well-known steel properties.
10.4.1.1 Stress-based design
Steel pipelines design codes were originally developed in the USA. The first codes were ASME/ANSI

14
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
B31.4 for Liquid Petroleum Transportation and B31.8 for Gas Transmission and Distribution PipelineSystems. As oil and gas was discovered around the world, countries and companies developed theirown standard, but used ASME as a good practical basis.
The pipeline codes used (maximum) design factors. Design factor is hoop stress/material yield strength.For oil pipelines no account was taken for population density in the location of the pipeline; a typicaldesign factor was 0.72. For gas lines account was taken of population density. This resulted in lowereddesign factors in populated areas down to 0.3 resulting in thicker pipe.
The advantages of stress-based design are:
• Simple and established;
• Accepted by regulatory authorities;
• Historical failure data shows safe pipelines.
The disadvantages of stress-based design are:
• Overly prescriptive design rules, leaving less freedom for design engineers;
• Prescribed unknown safety factors (e.g. conservative input SMYS)
• Many parts of codes are based on historical decisions and data (not recognizing new and safermaterials (e.g. higher steel grade, toughness, coatings)
• Cannot easily accommodate new technology (e.g. using distributions as inputs and not aminimum value like minimum wall thickness)
• Specific parts of codes differ from country to country (resulting in wall thickness changing atborder crossings)
10.4.1.2 Strain-based design
Strain-based design is a design method that places a limit on the strains at the design condition ratherthan the stresses. The methods using strain allow selected extensions to the stress-based designpossibilities to take advantage of steel’s well-known ability to deform plastically, but remain a stablestructure.
Strain-based design is used for many situations for pipelines where the loadings from forces, other thanthe internal pressure can be the largest generators of stress and strain in the pipe wall. Such loadingscan be generated by soil subsidence, frost heave, thermal expansion and contraction, landslides, pipereeling, pipe laying, and several other types of environmental loading. Designing based on strain forthese cases has an advantage over designing based on stress because these loadings tend to apply agiven displacement rather than a given force to the pipe.
10.4.1.2.1 Parent pipe requirements for strain based-design
When designing pipelines that may experience high axial strains during installation or in-service it isimportant to ensure that the parent pipe materials have adequate strength and ductility.
All pipe material standards specify minimum yield and tensile strength requirements for each pipe grade.However, while all pipe material standards specify minimum properties, many standards do not placelimits on maximum properties. As a result, pipe ordered to a specific pipe standard might exhibit tensileproperties well above the minimum requirements. This can give rise to a range of problems including:
• Reduced Y/T ratio (decreased work hardening)
• Reduced elongation to failure
• Weld material may unintentionally be of lower strength then the parent material

15
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
10.4.1.2.2 Girth weld strength requirements for strain-based design
It is generally accepted that pipeline girth weld should overmatch the tensile properties of the pipematerial to avoid excessive strain accumulation in the girth weld during pipeline laying or normaloperation. This is generally achieved by selecting weld consumables that produce higher tensileproperties than the pipe material. In selecting welding consumables for pipeline applications it isimportant to consider the variability in both parent pipe and weld metal tensile properties. While mostwelding codes require overmatched welded joints, there are a number of reasons why excessiveovermatching should be avoided, particularly for high strength line pipe.
10.4.1.2.3 Girth weld toughness requirements for strain-based design
It is now common practice to specify minimum toughness requirements for pipeline girth welds toensure adequate resistance to brittle and ductile fracture. Minimum toughness requirements aregenerally determined by conducting fitness-for-service assessments assuming the worst case loadingcondition and the maximum permissible flaw size.
10.4.1.2.4 Engineering critical assessment methods for strain-based design (of girth welds)
Engineering critical assessment (ECA) is primarily used in strain-based design to assess the allowableflaw size for inspection or to check that the material toughness is sufficient for a given flaw size. Themethods are applied to both girth- and seam-welded areas based on the engineering understanding ofbrittle and ductile fracture and plastic collapse.
The design process for girth-welded pipelines that can experience high applied strains will usually needto include an ECA to demonstrate that the choices made regarding the girth weld area provide sufficientresistance to fracture under the peak strains. The methods that are used for the ECA must be applicableto the situation. Today’s situation in ECA methods is that routine methods are available for strains up tothe yield strain in tension and extensions of these methods have been used for higher strain, althoughthe methods have not become routine standard methods. As the strain in the pipe design is increasedup to 2% strain and beyond, very few methods are available and these methods may not cover all therequired behaviour.
10.4.1.2.5 Inspection by AUT of strain-based designed pipelines
The use of ECA for stress-based designs leads to safe weld defect acceptance criteria provided NDT iscapable of detecting and sizing critical defects. Automated ultrasonic testing (AUT) has come a long wayand is currently the most advanced inspection technique for inspection of girth welds. To ensure safestrain-based pipeline design and construction, the applied AUT needs a high probability of detection(POD) and defect sizing capabilities.
High POD precision and defect height and length sizing is a must for strain-based pipeline girth welddefect acceptance

16
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
10.5 NDT at the material supplier and vendor inspection
Non-destructive testing (NDT) is a key technology in all modern pipe mills. The concept is one whereparticular techniques are specified according to the expected type of discontinuities inherent to theprocess route selected for pipe manufacture. The NDT regime is determined primarily by a combinationof line pipe standard and client purchaser specification, with due consideration given to the availabletechnologies at the pipe manufacturer’s mill and their associated limitations.
This section describes the various NDT regimes currently in use for different line pipe manufacturingroutes, and briefly highlights the key aspects of each technique
10.5.1 Submerged Arc Welded Pipe
10.5.1.1 Feed stock
The first area to address for submerged arc welded (SAW) pipe is the feedstock. The feedstock formsthe body of the line pipe and must be checked for internal soundness if it is intended to carry highpressure gas. The usual method for checking for internal soundness is via compression probe ultrasonictesting by either a manual ultrasonic testing (MUT) or automated (AUT) technique.
International standards such as API 5L/ISO 3183 and DNV OS-F101 are very specific regarding therequirements for feedstock checking; specifically designed standards for MUT/AUT checking such asISO 12094 or ASTM A578 are referenced, along with specific minimum area coverage requirements(e.g. 20%) and maximum acceptance criteria for both body and edges.
For helically welded pipe (SAWH), the norm is to apply the feedstock AUT at the pipe mill just after formingand welding due to the inherent difficulties involved with AUT testing in the coil plate mill. However forlongitudinally welded pipe (SAWL), most modern producers of line pipe steel will have the AUT applied atthe plate mill via a sophisticated automated system. This system uses specially designed calibration plateswith appropriate reflecting targets to set the sensitivity and coverage requirements of the standards. Asmentioned above, SAWH mills will conduct the feedstock AUT regime required by the standard/specificationto the agreed requirements but in pipe form. The same principles apply in that coverage and acceptancecriteria are guaranteed by prescribed scanning/oscillating patterns and appropriate calibration reflectors. It isimportant to note that most automated systems do not make a qualitative judgment; they merely identifyindications that have breached a sensitivity threshold. When this happens, MUT is usually applied to finally‘size’ the indication and evaluate acceptance or rejection, although there are some systems in place whichcombine detection with interpretation and acceptance/rejection.
10.5.1.2Weld Seam
Once in pipe form, the next NDT requirement is to confirm the quality of the SAW weld. Again, an AUTsystem is the norm in this case. As detailed at the start of 10.5, the aim is to generate a calibration blockwithin a section of pipe that recreates typical and expected discontinuities. This block is usually createdby removing a section of pipe weld and introducing a series of notches, holes or ceramic inserts whichrepresent typical defects. It is then reinserted into the donor pipe and forms a calibration pipe which isused to set up the AUT system (static calibration) and confirm the ongoing validity of the initial set up(dynamic calibration). The initial set up is the responsibility of qualified experts (Level 3 in UT) to definethe requisite probe configuration, angles and frequencies to best be able to detect the reflecting targetsin the calibration pipe.

17
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
It is at this stage that the subtleties of weld seam AUT become important; factors such as the amount ofadditional sound energy applied to ensure safe calibration, and the sensitivity of couplant monitoringsystems can all directly influence the integrity of the AUT set up. If there is too great a level of sensitivity,the system will produce many spurious indications which will serve to undermine confidence andproductivity by requiring an inordinately high volume of MUT or radiographic testing (RT) to confirm. Onthe other hand, a lack of sensitivity may allow a reject able discontinuity to be passed and so affectconfidence from a different perspective.
The international standards mentioned above have addressed these issues and a standard approachhas been developed which most operators are happy to apply.
In addition to the AUT system, there are a number of other techniques also applied for the weld seam.As detailed before, the AUT system only detects indications; all such areas are recorded and sprayed foridentification. These areas of concern are then checked by RT or MUT or both. The selection of RT orMUT is usually controlled by a manufacturer defined decision tree and by reviewing which AUT probesystem detected the indication. It is here that a differentiation between RT and MUT should be made.RT is a non-volumetric check (unless stereoscopic RT is being considered) – it simply looks down inplane view, and a discontinuity with an acceptable cross section in plane view could have anunacceptable depth to it. Conversely, MUT does enable a definition of depth, but doesn’t provide areadily reviewable record of the inspection such as a radiographic image.
The AUT systems in place around the world all tend to have an area where coverage is limited; this isusually at the start and end of inspection where the probes have to drop down/lift up. Such areas areusually covered by mandatory MUT and/or RT.
Finally, there are a number of periodical, complementary tests which are performed on the weld metal.Specific tests for shallow surface breaking discontinuities which are undetectable by the AUT systemcan be specified. The appropriate techniques for this inspection are magnetic particle inspection (MPI) orother magnetic flux based system, and eddy current inspection (ECI). These techniques are specificallyfocused on detecting surface breaking discontinuities, but are not easily automated and are timeconsuming. If specified, these checks are normally performed on just the start and end areas of theweld, or on the full weld length of one or two pipes per production shift to maintain practicality. Carefulconsideration of whether this inspection applies to the internal and external surface must be made dueto access issues with performing the test inside the pipe. The other occasionally required inspection is tocheck for delayed hydrogen cracking. This feature can appear after the main AUT inspection has takenplace; industry practice recognizes that it can take up to 48hrs after welding for any cracks to appear. Inthis case, one or two pipes per shift are held back for 48hrs from welding and MUT is applied with aprobe specifically designed (45°) to detect the typical delayed hydrogen crack (the so-called chevroncrack). It is clear that these additional checks have practical limitations, and only in the event ofdiscovery of such features is the inspection frequency raised to try and encapsulate the issue.
10.5.1.3 Pipe Ends
The final area where NDT is applied for SAWH or SAWL pipe is at the pipe ends. The ends of the weldarea have already received various inspections as detailed in 10.5.1.2 above, so the focus is now on theparent material. Typical requirements that are codified within such standards as DNV OS-F101 requirethat the bevel face receives a full circumferential MPI check, and that the final 50mm of pipe material ateach end receives a compressive probe MUT or AUT check for laminations. This UT test can beconducted from the inside or outside, and can also be supplemented with a shear wave (45°) MUT/AUTcheck for cracks and other non-lamellar features.

18
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
The importance of the pipe ends is obvious; this is where the critical girth welds will be performed, sothe acceptance criteria at the pipe ends is sometimes more stringent than would be the case for thepipe body.
10.5.2 Seamless Pipe
Due to the manufacturing processes involved with seamless pipe, feedstock inspection is unnecessary.The absence of a weld also makes for a conceptually simpler approach, and the basis of inspection isstill complex automated systems. For seamless material, it is better to consider each applicabletechnique rather than each part of the pipe.
10.5.2.1 AUT Systems
The AUT system is usually a rotary probe system; a standard pipe with machined targets (notches/holesetc.) is scanned by a system of probes that spin around the pipe (or the pipe spins around them). Thesesystems are usually quite complex and perform in a similar way to the AUT systems for the weld seam ofSAWH/SAWL material. The required targets are oriented, sized and positioned to represent typicaldiscontinuities (usually controlled by international standard and occasionally by purchaser specification),and specific probes are set up to target their detection. The targets are placed on the external andinternal surfaces, and oriented to represent transverse, longitudinal or lamellar flaws, and the targetsizes, probe settings and system sensitivity set the criticality of the regime. A complex interpretationsystem is commonly used to define acceptance or rejection; there still exists an option to determine finalacceptance via an MUT check of an AUT system detection as is the case with SAWH/SAWL material.During the AUT check, it is also quite common for seamless pipe to also be full-body checked for wallthickness by a compressive probe. This provides a large volume of data and therefore confidence in thethickness control of the seamless material.
The rotation of the probe assembly and the probe distribution are carefully designed to ensure that100% coverage of the pipe surface is achieved by each of the variously targeted probes for the giventhroughput speed.
10.5.2.2 Surface Testing Systems
The limitation of UT techniques to detect shallow surface breaking features is well known and has beendiscussed in the section on SAWH/SAWL material. As a result, seamless pipe producers havedeveloped systems that can perform a full body surface test on both the internal and external surfaces.The techniques commonly used are either magnetic flux leakage (MFL), eddy current (EDI) or MPI basedsystems, and the approach is the same as for AUT in that representative targets are located in acalibration pipe/block and the system must be able to detect each required target. As previously, thetargets have sizes, locations and orientations that are controlled by the international standards whichwork together with the system sensitivity settings to define how critically the inspection will beconducted. As with AUT systems, alarms and sprays can be used to identify indications andacceptability is either determined within the automatic nature of such systems, or is decided by manualprove up using an appropriate surface detection technique (e.g. MPI).

19
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
In line with the welded products, there are often complementary inspections for surface testing whichcan see the full body (usually only the external surface) receiving 100% MPI for a small proportion ofpipes. This has practical limitations, and is usually seen as part of a procedure qualification process.
10.5.2.3 Pipe Ends
As stated previously, the pipe ends are critical to the integrity of the field girth weld, and extra inspectionand tighter acceptance criteria are usually applied. The pipe ends of seamless material often require thesame inspections as the ends of welded material. Indeed, most international standard define therequirements for pipe ends independent of the manufacturing process.
10.5.3 Electric Welded Pipe (e.g. ERW/HFW)
Electric resistance welded (ERW)/high frequency induction welded (HFW) material is primarily checkedby UT techniques; MPI or EDI is not normally specified. However, MFL techniques can be specified forthe detection of some longitudinally oriented discontinuities in the pipe body. The presence of a weldzone within the product means that there are separate systems for inspecting the body and weld areas.
10.5.3.1 Pipe Parent Material
As for SAWH material, the coil feedstock is usually checked in pipe form. The difference for ERW/HFWmaterial compared with SAWH material is the use of a full body rotary probe system. Again, targetreflectors are introduced to the calibration pipe and a combination of compression and shear probescan be used to search for lamellar or longitudinal discontinuities in the parent material. As for all theother AUT techniques, the size, location and orientations of these targets are often controlled byinternational standards and specifications so as to define system sensitivity/robustness. The scanningpattern and probe spacing etc. define the area coverage achieved, which is also usually specified withinstandards and specifications.
An additional specific check of the parent material adjacent to the weld is also usually made. While thisis usually performed in plate form for SAWL material, for ERW/HFW material an additional set of AUTprobes focus on a zone of parent material usually around 15mm wide either side of the weld. This areanormally has more stringent acceptance criteria, and so different reflective targets are required to ensuresufficient sensitivity. The probes used for this part of the inspection are not rotary; they are fixed.
10.5.3.2 ERW/HFW Weld Area
Typically, only longitudinal indications are found within the ERW/HFW weld; this is a function of the sizeof the weld zone in an ERW/HFW pipe. The width is to all extents and purposes infinitely small as theweld has no filler material and is in fact a fusion line; the available width for a transverse indication tomanifest itself over is therefore very small. Nevertheless, AUT systems are designed to scan the fulldepth of the weld and are calibrated in the regular manner via representative targets being detectedwhen passing the calibration pipe through. The systems in place around the world range from thoserequiring MUT prove up and those that rely on the AUT system to reject or accept.

20
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
10.5.3.3 Pipe Ends
The pipe ends of ERW/HFW pipe are treated in the same manner as the pipe ends of seamless andSAWH/L pipe; please see the relevant sections.
10.5.4 Limitations of NDT Techniques
As discussed previously, some detection techniques have limitations; RT is non-volumetric, UT does notnecessarily produce a permanent record and struggles with shallow surface breaking defects, and MPIis slow and labour intensive. In short, there is no, one perfect system. A blend of techniques, withdeployment as appropriate is the best solution.
One must also address the question of detectability; what many engineers would consider implicit is anunobtainable ‘ideal’. No pipe will be free from discontinues; steel is not a fully homogenous material andwelding is not a perfect science. A particular NDT regime comprising different techniques, coverage andsensitivity can be described as having a high probability of detection (POD), but cannot be said to havea 100% POD. Certain discontinuities may only be discernable to techniques that are limited inapplication frequency due to practical concerns; it is considered to be more accurate to say that a pipehas no ‘detectable’ discontinuities after passing through a prescribed NDT regime. The pipe maycontain discontinuities that were not readily detectable by the techniques employed.
10.5.5 Other Vendor Inspections
Aside from the various NDT techniques described above, there are other inspections that are necessary;in the main, this means visual inspection. This is a sometimes overlooked area of inspection, as it is afundamentally subjective view, with human influence always being present. It is important to recognizesome key aspects of visual inspection:
• Fully trained inspection team, with direct experience and awareness of the appearance of eachtype of typical feature
• Sufficiently assured eyesight abilities (via regular testing)
• Sufficiently illuminated viewing areas
• Robust procedural control of where and when to look
Careful selection of various inspection points in the process is also critical; when the product ispotentially changed and new features are possibly introduced, re-inspection is necessary to reaffirm theproduct compliance.
10.6 NDT in the field – weld inspection
How to inspect pipeline girth welds and what to inspect for: choice between ultrasonic testing andradiography.
10.6.1 AUT inspection technique on pipelines
Application of automated ultrasonic testing on pipeline welds is advancing rapidly through newinnovations in AUT technology. AUT is replacing radiographic inspection techniques as the industry

21
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
standard for inspection of pipeline welding and is recognized as the quickest, most reliable andbeneficial weld testing method available.
10.6.1.1 AUT Inspection Principle
Pipeline AUT uses fully automated ultrasonic equipment travelling circumferentially around the pipe girthweld on a welding (guide) band in a linear scan, with the array pulsing to cover all the weld zones. Anelectric motor drives the scanner and an encoder measures positions around the circumference.
The vertical cross-section of the weld is divided into approximately equal sections (zones,) with theheight of each zone roughly equal to the height of a single welding pass. Each zone is assessed by apair of ultrasonic search units (probes) on either side of the weld, the total of these ultrasonic searchunits called an array. The probe array is in a fixed position with respect to the weld centreline, resulting ina series of pulse-echo probes with their beams positioned to intersect the weld bevel centred on eachvertical zone. To ensure that the ultrasound energy and reflected signals are transferred from the probeto the pipe surface, water is used as a couplant or in freezing climates; a water methanol mix is used.
The ultrasonic information from the scanner / probe array is transferred to a computer through anumbilical cable. The computer is used for data presentation and analysis and is housed inside a 4WDvehicle. A trained ultrasonic technician / operator evaluates the returning data and assesses the results.The display consists of multiple strip charts where each strip represents a specific zone on either side ofthe weld. Each strip displays both signal amplitude and also the time-in-the-gate for defect location inthe weld. This allows more accurate interpretation as to the vertical height of a flaw or indication and itsposition within the weld, whether lack of fusion on the weld bevel or a volumetric type flaw within theweld body.
To establish a reference point as to the start of the weld bevel and be able to assess the vertical heightof an indication, the system is calibrated on a calibration block made out of identical pipe material usingsurface notches and/or side-drilled holes to represent weld imperfections on the weld fusion line, eachzone having a dedicated reflector. For each pipe diameter, wall thickness and weld bevel design aspecific project specific calibration block is used.
Step by step AUT inspection
• After weld bevel preparation and prior to fit-up/welding, a scribe line is put on the pipe end to beused as a reference line for the position of the guide band relative to the weld centreline.
• After welding, the OD surface on both sides of the weld is cleaned of weld splatter to allowproper coupling of the ultrasonic probes to the pipe surface.
• The weld is identified and marked with a unique number prior to inspection.
• The zero point, (usually top centre,) and the direction of the scan are clearly marked on the pipe.
• The guide band is placed around the pipe using the scribed line as a reference for exact positionin relation to the weld centreline.
• A calibration on the cal block is performed to establish the start of the weld bevel and therequired inspection sensitivity.
• The scanner is placed on the guide band, at the zero datum point described in point 4.
• A scan is performed over the entire weld circumference using the unique weld ID number for weldidentification and as part of the filename.
• Evaluation is performed in real time as the scanner moves around the circumference of the pipe.
• Data is stored immediately following final evaluation and determination as to weld acceptabilitydependant on client specification or code.

22
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
• Rejectable welds are documented and can be reported immediately following the weld scan.Defects are identified in the data file and file is stored.
• During data analysis by the ultrasonic technician, the scanner technician will remove the scannerand guide band, and prepare for the next weld or calibration as required
10.6.1.2 Applications
10.6.1.2.1 Onshore Mainline
This is usually a 4 man crew able to scan up to 200 welds in a 12 hour working day; smaller crews maybe applied when production rates are lower. Welders are provided with immediate results due to theAUT crew being able to remain approximately 3 to 5 welds behind the capping crew. When automaticwelding is used process control is a key factor with this near instant feedback with results which assistsin keeping the repair rate as low as possible. Furthermore with the ability to size flaws vertically, relativeto height and depth, an ECA may be applied to further reduce unnecessary repairs. The inspection cycleinvolves mounting the scanner, scanning, analysing, removing the scanner and driving to the next weld.This can usually be performed in around four (4) minutes on large bore pipes up to 42" or largerdiameter pipe.
10.6.1.2.2 Onshore Tie-ins
This consists of a 2 man crew able to scan as many as 20 to 30 welds per day dependant onaccessibility of the welds, geographic location and diameter. Tie-ins are manual welds that are onlyaccessible on the outer diameter (OD) of the pipe and where results are desired immediately due toopen excavations that could need to be closed as soon as possible. The crew is generally able toprovide results immediately on final completion of the weld scan as opposed to the long exposures anddevelopment times needed for a radiographic tie-in crew.
10.6.1.3 Advantages of AUT as opposed to Radiographic inspection
• Engineered critical assessment (ECA) criteria vs. a good workmanship criteria can be appliedwhich can avoid unnecessary repairs, due to zonal discrimination and the ability to size flawheight and depth.
• Process control can be applied with far more accuracy as to the nature and cause of theimperfection and with quicker feedback to the welding crew.
• Higher probability of detection.
• Weld to weld inspections generally of 5 minutes or less.
• No radiation hazards – reduced HSE issues.
• Real-time and computer-aided analysis increases productivity and accuracy.
• All digital data archived electronically eliminating the need for huge filing and archiving rooms tostore film.
• Digital data archiving allow emailing of weld scans to allow next day assessment by clients orproject management and audit.
• The AUT systems are deployed on the OD of the pipe only as compared to a radiographiccrawler which must enter the ID of the pipe. This avoids possible delays due to crawlers beingstuck, as well as time spent with crawler battery changes each shift.

23
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
10.6.2 Radiography inspection technique on pipelines
Application of radiographic approach to inspect pipelines was the preferred inspection method in thepast until the arrival of ultrasonic inspection technique. It is however doubtful that automated UT will eversupplant radiography due to the relative simple application and relative low cost.
10.6.2.1 Inspection Principle
A source of radiation is placed on one side of the pipe and a recording medium (film) is placed on theother side. It is based on the ability of X-rays and gamma rays to pass through metal to obtainphotographic records of the transmitted radiant energy. All materials will absorb known amounts of thisradiant energy and, therefore, X-rays and gamma rays can be used to show discontinuities andinclusions. As the X-ray absorption coefficient depends strongly on material density, radiography isparticularly effective at detecting volumetric defects, which have either extra mass or less mass (such asporosity or slag inclusions).Thus, the radiation that reaches the film in a potential flaw area is differentfrom the amount that impinges on the adjacent areas. This produces on the film a latent image of theflaw that, when the film is developed, can be seen as an “indication” of different photographic densityfrom that of the image of the surrounding material.
Digital Radiography is one of the newest forms of radiographic imaging. Since no film is required, digitalradiographic images are captured using special phosphor screens containing micro-electronic sensors.Captured images can be digitally enhanced for increased detail and are easily archived as they are digitalfiles. Real-Time Radiography (RTR): is the latest application for inspecting pipelines that allows electronicimages to be captured and viewed in real time allowing cycle times of 4 minutes or less like AUT.
Step by step radiographic inspection
• Weld will be identified by client with a unique number prior to inspection.
• Surface area will be cleaned to avoid masking of any imperfections.
• Zero point and direction of scan will be clearly marked on pipe.
• Location markers shall be placed around the pipe for circumferential reference
• Films shall be clearly identified by lead numbers, letters or flash cards, or any other method foridentification
• Film is placed in the desired location
• A source of radiation is put in place and activated for a set time
• Radiation is shut down and film is removed
• Film is developed in a dark room and evaluated for film quality and weld imperfections
• Film is stored immediately
• Rejectable welds are documented and can be reported immediately
10.6.2.2 Application
10.6.2.2.1 Onshore Mainline
This is usually a 4 man crew using an internal crawler; smaller crews may be applied when productionrates are lower. The X-Ray Crawler is similar to conventional radiography however an x-ray source tubeon a crawler device is run inside the pipe to each weld. Film is wrapped around the welds and thesource tube is excited. The film is then developed in a mobile dark-room on location. The technique is

24
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
quick and can inspect on average 150 welds per day. The advantages of x-ray crawlers are their speedand the short exposure time. The quality of the image is far better due to the x-rays passing through lessmaterial compared to conventional radiography. The disadvantages are that the tool must be run into thepipe and the testing must be performed a significant distance from the welding crews for radiation safetyand the potential risk of risk of crawlers being stuck in the pipe.
10.6.2.2.2 Onshore Tie-ins
This consists of a 2 man crew able to inspect up to 15 welds per day depending on diameter, wallthickness and accessibility of the welds. Tie-ins are manual welds that are only accessible on the OD ofthe pipe. The x–ray film is placed on the external surface of the pipe section to be inspected and the x–ray source is placed against the pipe wall on the opposite side. This way, the section of the weld joint isradiographed through two walls. Multiple exposures are needed to cover the entire circumference of thepipe that may result in a relative long period of time before the weld quality can be evaluated.
10.6.2.3 Advantages opposed to AUT inspection
• More sensitive at detecting volumetric imperfections
• Less coating cut back required
• Able to inspect materials that are not suitable for ultrasonic inspection
• Able to deal with relatively large wall thickness variations
• Requires no dedicated calibration or reference blocks resulting in less preparation time
10.7 Future developments
10.7.1 Ultrasonic Imaging techniques
A new ultrasonic array technology for direct imaging of subsurface defects (2D & 3D visualization ofwelding defects) makes use of advanced algorithms that reconstruct the image of the defect fromsignals received from multiple detectors. Examples of these techniques are IWEX and sampling phasedarray.
Both in new construction and in service, detection, sizing and, characterization of defects are essentialfor integrity assessment of metal components and welds. Ultrasonic non-destructive testing using pulseecho technique or Time of Flight Diffraction (ToFD) has been proven to be reliable approaches to assessweld integrity. However, quantitative defect characterization with pulse-echo remains challengingbecause the signal caused by the reflection at the defect is very dependent on defect orientation. ToFDhas sizing capabilities, but only limited capabilities in flaw characterization. In phased arrays inspection,the image obtained from sectorial scans cannot be directly related to defect size and orientation. Datadisplay and interpretation are not straightforward and require operator skill and experience. A better andmore reliable ultrasonic inspection would be achieved if a methodology would be used that allows directimaging of defects.
These new imaging techniques have the potential to image welding defects in 3D, giving absolute valuesfor the orientation, length and height. This will enable the NDT result to be interfaced more directly withfracture mechanics calculation, potentially allowing more accurate determination of acceptance or non-

25
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
acceptance of the weld. An example of what an image would look like is shown below, showing threeperspectives (a though c) of the same defect.
10.7.2 3D Radiographic inspection
10.7.2.1 Future of radiography
In normal photography almost all pictures and cameras are now digital. Similarly, radiography is becomemore and more digital. There are a number of ways in which digital radiography can be performed, eachwith their advantages and disadvantages. A distinction is made between computer radiography, wherethe film is replaced by an image plate, and digital radiography where the image is directly captured on adigital detector array. In the future it will also be possible to produce a 3D image of weld flaws, usingtopographic reconstruction.
10.7.2.2 Computed radiography
Computed radiography (CR) uses very similar equipment to conventional radiography except that inplace of a film to create the image, an imaging plate (IP) made of photo-stimulable phosphor is used.The imaging plate is housed in a special cassette and placed under the body part or object to beexamined and the x-ray exposure is made. Hence, instead of taking an exposed film into a darkroom fordeveloping in chemical tanks or an automatic film processor, the imaging plate is run through a speciallaser scanner, or CR reader, that reads and digitizes the image. The digital image can then be viewedand enhanced using software that has functions very similar to other conventional digital image-processing software, such as contrast, brightness, filtration and zoom.

26
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 10
An advantage is that no processing chemical and silver based films are used, and that radiation levelsand exposure times are typically much lower than needed with film radiography. The replacement of filmby the image plate is very straightforward, and the process in the field will hardly change at all.
For weld radiography however, it is very hard to find an image plate and scanner than offers sufficientimage quality. Also at the high resolution needed for weld radiography the scanner time will become verylong. Additionally although image plates are reusable, they are sensitive to scratching, and combinedwith manual handling in this field this may lead to problems.
10.7.2.3 Digital Radiography
Digital radiography is a form of x-ray imaging, where digital X-ray sensors are used instead of traditionalphotographic film. Digital radiography (DR) is essentially filmless X-ray image capture. In place of X-rayfilm, a digital image capture device is used to record the X-ray image and make it available as a digitalfile that can be presented for interpretation, making real time interpretation of welds possible. DigitalRadiography can achieve the same image quality as film radiography.
The advantages of DR over film include immediate image preview and availability, a wider dynamic rangewhich makes it more forgiving for over- and under-exposure as well as the ability to apply special imageprocessing techniques that enhance overall image display. The largest motivator to adopt DR is itspotential to reduce costs associated with processing, managing and storing films. Crew sizes forradiography can be significantly reduced.
A disadvantage of digital radiography in the field is that a big and heavy manipulator is needed to movethe x-ray tube and detector around the pipe. In this sense the operation of digital radiography is verysimilar to automated ultrasonic testing.
10.7.2.4 3D radiography
An even more advanced development is the use of topographic reconstruction to make 3 dimensionalimages of weld flaws. The feasibility of this technology has been demonstrated in the detection andsizing of flaws in nuclear components. The detector needed is very similar to the one used in digitalradiography discussed above, but additionally to make a scan along the weld, and additional motionacross the weld is needed. Of cause this increases scan time considerable, but it gives anunprecedented image of weld flaws, and could be directly linked to fracture mechanics calculation,further simplifying the process of accepting welds.
10.8 Concluding remarks
In this chapter the use of NDT in pipeline construction was presented. NDT uses a number oftechniques to ensure the integrity of pipelines in every stage of a pipeline’s lifecycle. In the FEL stageNDT is used to check the assumptions of the pipeline design. At the pipe factory many tests are done tothe surface, weld seams and the pipe ends. In the field the girth welds are tested. All of this is to ensurethat the pipeline is fit for purpose, conforms to codes and standards and is safe for the general public. Inthe future, new imaging techniques will make an even better assessment. NDT ensures that everyoneinvolved in the pipeline project can rest assured that the pipeline is sound.

1
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11. Pipeline Protection Systems
Pipeline integrity for durations well above the nominal 25-35 years of service is an important aspect inany pipeline’s design, construction and operation. Pipelines should not fail during their entire service lifebecause such failures could lead to human and economic costs. As the public’s perception of pipelinefailures is (generally) much worse than the actual human and economic failure costs, considerableresources have been dedicated to protect the pipes against any potential damage that could lead topipeline failure.
As the majority of installed and planned onshore transmission pipelines around the world are steelpipelines, this document will focus on the protection of steel pipes.
In order to ensuring a service life without failure, we need to apply a life-cycle approach to the steel pipeprotection, so that we avoid damage and failure during all the steel pipe’s life stages:
• Pipe transportation – from pipe mill or coating facility to temporary storage yards or tothe right-of-way
• Pipe handling – loading, unloading at different locations
• Pipeline installation – stringing, lowering in, backfilling
• Pipeline service life until decommissioning
The industry has been trying for decades to target the most common causes of onshore pipe damageand failure. In this context, the statistical data available for the onshore transmission pipeline systems –both gas and liquids – show that mechanical impact damage (including third-party damage andconstruction/repair damage) and external corrosion represent the cause for between half and two-thirdsof the reported onshore pipelines incidents and failures1.
Corrosion is an electrochemical phenomenon that leads to the degradation of the steel pipe material andcould ultimately cause pipeline failure. There are multiple ways of preventing corrosion or protecting thepipe against it, such as the use of corrosion-resistant alloys, steel pipe design corrosion allowance,external anti-corrosion coatings and cathodic protection (CP) systems. Some prevention and protectionsystems are called passive systems, such as external anti-corrosion coatings for line pipe (discussed inSection 11.1), the field joint area (Section 11.2) and for other pipeline components such as bends andfittings (Section 11.3), whereas others are considered active prevention and protection systems, such asthe cathodic protection systems (discussed in Section 11.8).
Mechanical damage can be sustained when the steel pipe suffers an external impact or penetration fromrocks, outcrops, construction equipment (excavators, backhoes, drills), other pipe joints etc. There aremultiple ways of preventing mechanical damage and protecting the pipe and its coatings, such aspipeline above-ground markers, call-before-you-dig numbers, sand bedding and padding, concretecoatings, mechanical padding with select backfill etc. The most common mechanical protectionsystems are reviewed in section 11.4.
Internal coatings are used to increase the flow efficiency for natural gas pipelines and to mitigatecorrosion damage to the steel pipe. The most common internal coating systems are reviewed in section11.5.
1 For onshore pipeline incident information, please see the reports and statistics published by government agenciessuch as the US Pipeline and Hazardous Materials Safety Administration (PHMSA), the US Department ofTransportation Research and Special Programs Administration, industry associations such as Association of Oil PipeLines (AOPL), Conservation of Clean Air and Water in Europe (CONCAWE), as well as other sources such as“Transmission Pipelines and Land Use: A Risk-Informed Approach”, Special Report 281, US TransportationResearch Bureau, 2004 or “Subsea Pipeline Engineering”, Palmer, A.C., King R.A., 2004.

2
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
More recently, onshore insulation systems have been developed for the external anti-corrosionprotection and thermal insulation of pipelines operating at temperatures ranging from 85°C up to 650°C.These systems generally include a corrosion resistant coating, a thermal insulation layer and an outerjacket or protective topcoat and are discussed in Section 11.6.
In order to avoid the floatation phenomenon in onshore wet environments (such as lakes, river crossingsor swamps) the industry has developed solutions to mitigate the pipeline buoyancy phenomenon. Thesesolutions are based on the extensive experience in mitigating the pipeline buoyancy phenomenonoffshore and are discussed in Section 11.7.
Finally, as mentioned above, steel pipes and coatings can be damaged during each stage of the supplychain, including pipe handling (loading, unloading) and installation (stringing, lowering in), storage andtransportation. Section 11.9 discusses risks and available solutions during these logistic operations.
11.1 Review of Key Mainline External Anti-Corrosion Coatings
The purpose of the mainline external anti-corrosion coatings is to isolate the pipe steel from the externalenvironment (soil, air and water) and thus to protect the steel from corrosion damage that could lead tofailure. The mainline coatings protect the whole length of the steel pipe except for the variable-lengtharea where two pipes are joined – this area is usually protected by separate field joint coating solutions(assessed in the next section).
The mainline external anti-corrosion coatings can be categorized using several criteria:• Coating materials – powder systems (based on epoxy resins), polyolefin systems (polyethylene,polypropylene), liquid systems, other materials (asphalt, coal tar)
Except for the single-layer coatings, all the others usually have a primer layer (closest to the steel),one or more topcoat layer and sometimes an adhesive between two coating layers
• Application method – electrostatic spraying, extrusion, liquid spraying, liquid painting, tape-wrapping, hybrid application (electrostatic spraying/extrusion)
Other categories are starting to be used, based on new criteria such as application temperature ranges,operating temperature ranges etc.
The most widely used coatings in the industry are reviewed in the following sections. The list of coatingsdescribed below is not exhaustive, as other mainline external anti-corrosion coatings are also used in theonshore pipeline projects, but on a more limited scale. Appendix 11.1 provides a table comparing thestrengths and weaknesses of the mainline coatings described below.
11.1.1 Fusion-Bonded Epoxy (FBE)
Fusion-bonded epoxy (FBE) coatings are thin film coatings based on epoxy-resin powder materials.Thickness and other coating configuration requirements can be found in the new EN ISO 21809-2standard, as well as CSA Z245.20. Most FBE coatings are rated for operating temperatures up to 85°Cin dry conditions and 65°C in wet conditions, but new products have been developed and are currentlydeveloped for higher operating temperatures.
FBE coatings were separately developed in Europe and North America and are usually applied inspecialised coating facilities in powdered form by electrostatic spraying. The pipes are pre-heated andthen blast-cleaned. The pipe surface is then inspected for any defects and the pipe is then washed andrinsed. Induction heating then brings the pipe to the temperature required for the spraying of the epoxypowder. The epoxy particles flow, melt and bond to the steel.

3
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
The next step is to cool down the pipe through water quenching. Finally, the pipe is inspected forcoating defects (known as holidays) and then loaded out for storage.
Fig.1 – Fusion bonded epoxy (FBE) external coating
FBE coatings have undisputed benefits for the users. They offer excellent corrosion protection andexcellent adhesion properties. FBE coatings are very flexible, resistant to soil stresses and have goodhandling characteristics. They are usually used in pipeline projects that have standard requirements – i.e.do not have challenging terrain configurations, soil types, climatic conditions, exposure towater/moisture or harsh storage and handling conditions.
For the external anti-corrosion field joint coatings that are most commonly used with FBE mainlineexternal anti-corrosion coatings please see section 11.2.
11.1.2 Dual-Layer Fusion-Bonded Epoxy (2L FBE)
Dual-layer fusion-bonded epoxy (2LFBE) coatings are also based on epoxy-resin powders. Theirthickness and minimum technical performance requirements are standardized in CSA Z245.20. Like thesingle-layer FBE coatings, most dual-layer FBE coatings are rated for temperatures up to 85°C in dryconditions. Dual-layer FBE coatings are usually made of a fusion-bonded epoxy primer, similar to thecoatings in section 11.1.1 and, depending on the targeted application, a tougher FBE topcoat, usuallycalled abrasion-resistant overcoat (ARO), or a high operating temperature FBE topcoat.
The application process for dual-layer fusion-bonded epoxy coatings is very similar to the one for single-layer FBE coatings, with the two FBE layers being sprayed successively, and also takes place in aspecialised coating facility.

4
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig. 2 – Dual-layer FBE (2LFBE) external coating
Dual-layer FBE coatings are usually used in specialty applications that require high abrasion resistance,such as horizontal directional drilling (HDD) projects and offer improved handling, as well as higherabrasion and impact resistance than single-layer FBE coatings. Other dual-layer FBE coatings are usedfor high operating temperature environments where increased flexibility is considered a benefit.
For the external anti-corrosion field joint coatings that are most commonly used with dual-layer FBEmainline external anti-corrosion coatings please see section 11.2.
11.1.3 Three-Layer Polyethylene (3LPE)
Three-layer polyethylene (3LPE) mainline coatings are multilayer anti-corrosion systems consisting of alayer of fusion-bonded epoxy primer, a polyethylene-based adhesive layer and an outer layer (topcoat) ofpolyethylene. Their thickness and minimum technical performance requirements are the subjects ofmultiple industry and international standards such as DIN30670, NFA49711, CSA Z254.21 and theupcoming EN ISO 21809-1 (draft). Most 3LPE mainline coatings are rated for operating temperatures ofup to 85°C.
3LPE coatings are applied in specialised coating facilities. The pipes are pre-heated and then blast-cleaned. The pipe surface is then inspected for any defects and the pipe is then washed and rinsed.Induction heating then brings the pipe to the temperature required for the spraying of the epoxy powderof the primer. The epoxy particles flow, melt and bond to the steel. The polyethylene-based adhesiveand then the polyethylene topcoat are then successively extruded on the rotating pipe. The next step isto cool down the pipe through water quenching. Finally, the pipe is inspected for coating defects(holidays) and then loaded out for storage.

5
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig. 3 – Three-layer polyethylene (3LPE) external coating
Each of the three 3LPE coating layers adds specific technical performance characteristics to the finalcoating system: the FBE primer offers excellent adhesion to the steel substrate, as well as an excellentcorrosion resistance potential; the adhesive bonds the epoxy primer to the polyethylene outer layer; andthe polyethylene topcoat offers very good damage resistance, making the whole coating systemtougher, more durable and resistant to environment factors such as moisture penetration. 3LPE coatingsare used in projects that present technical challenges, such as rough storage or handling conditions,challenging backfill material or harsh climatic conditions.
For the external anti-corrosion field joint coatings that are most commonly used with 3LPE mainlineexternal anti-corrosion coatings please see section 11.2.
11.1.4 Three-Layer Polypropylene (3LPP)
Three-layer polypropylene (3LPP) mainline coatings are multilayer anti-corrosion systems consisting of alayer of fusion-bonded epoxy primer, an adhesive layer and an outer layer (topcoat) of polypropylene.Their thickness and minimum technical performance requirements are the subjects of multiple industryand international standards such as DIN30670, NFA49711, and the upcoming EN ISO 21809-1 (draft).Most 3LPP mainline coatings are rated for operating temperatures of up to 110° C.
The application process for three-layer polypropylene (3LPE) coatings takes place in a specialisedcoating facility and is very similar to the one for 3LPE coatings – described in section 11.3 – with theepoxy primer being applied by electrostatic spraying on the induction-heated rotating pipe, followed bythe application of the adhesive layer and the extrusion of the polypropylene top layer.

6
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig. 4 – Three-layer polypropylene (3LPP) external coating
Each of the three 3LPP coating layers adds specific technical performance characteristics to the finalcoating system: the epoxy primer offers excellent adhesion to the steel substrate, as well as an excellentcorrosion resistance potential; the adhesive bonds the epoxy primer to the polypropylene outer layer;and the polypropylene topcoat offers very good damage resistance, creating the most durable anddamage-resistant plant-applied external anti-corrosion coating systems. 3LPP coatings are used inprojects that present technical challenges, such as rough storage or handling conditions, challengingbackfill material or harsh climatic conditions.
For the external anti-corrosion field joint coatings that are most commonly used with 3LPP mainlineexternal anti-corrosion coatings please see section 11.2.
11.1.5 Three-Layer Composite Coatings
Three-layer composite mainline coatings are multilayer anti-corrosion systems. As an example, a three-layer composite coating system currently supplied for onshore pipeline projects consists of a layer offusion-bonded epoxy primer, a specially formulated polyolefin adhesive layer that achieves a strongchemical bond with the FBE primer and a fused mechanical bond with the topcoat, and an outer layer(topcoat) of polyethylene. The thickness and minimum technical performance requirements of the three-layer composite external coatings are the subjects of multiple industry and international standards suchas CSA Z245.21, and the upcoming EN ISO 21809-1 (draft). Existing three-layer composite mainlinecoatings are rated for operating temperatures of up to 85° C.
Three-layer composite coatings are applied in specialised coating facilities. The pipes are pre-heatedand then blast-cleaned. The pipe surface is then inspected for any defects and the pipe is then washedand rinsed. Induction heating then brings the pipe to the temperature required for the spraying of theprimer epoxy powder. The epoxy particles flow, melt and bond to the steel. The polyolefin-basedadhesive and then the polyethylene topcoat are then successively sprayed on the rotating pipe. The nextstep is to cool down the pipe through water quenching. Finally, the pipe is inspected for coating defects(holidays) and then loaded out for storage.

7
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig. 5 – Example of a 3-layer composite external coating
Each of the three layers of the three-layer composite coatings adds specific technical performancecharacteristics to the final coating system: the epoxy primer offers excellent adhesion to the steelsubstrate, as well as an excellent corrosion resistance potential; the adhesive bonds the epoxy primer tothe outer layer; and the topcoat offers very good damage resistance, creating a very durable coatingsystem. Like 3LPP and 3LPE coatings, three-layer composite coatings are used in projects that presenttechnical challenges, such as moisture penetration, rough storage or handling conditions, challengingbackfill material or harsh climatic conditions.
For the external anti-corrosion field joint coatings that are most commonly used with three-layercomposite mainline external anti-corrosion coatings please see section 11.2.
11.1.6 Tape Coatings
Tape mainline coatings are multilayer anti-corrosion systems. As an example, a tape coating systemconsists of a layer of liquid epoxy primer, an adhesive layer, and an outer layer (topcoat) of polyethylene.The thickness and minimum technical performance requirements of a tape coating system are describedin DIN30670. Existing tape mainline coatings are rated for operating temperatures of up to 60°C.
Tape coatings are applied in specialised coating facilities or in the field. The pipes are blast-cleaned, thenthe pipe surface is inspected for any defects. The pipe is then washed and rinsed. The epoxy primer isusually applied in liquid form (painting, brushing). The adhesive layer is then applied. The polyethylenetopcoat tape is finally wrapped on the pipe. Finally, the pipe is inspected for coating defects.
Tape coatings are used in certain markets in projects that need good damage resistance.
For the external anti-corrosion field joint coatings that are most commonly used with tape mainlineexternal anti-corrosion coatings please see section 11.2.

8
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.2 Field Joint Anti-Corrosion Coating Selection Guide
High performance pipeline corrosion protection and insulation coatings have been developed to meetthe demanding requirements of current pipeline operating and field conditions. A variety of pipeline-coating technologies are available and selection has evolved along geographical lines.
These coating decisions are generally based on the owner-company or engineering companypreferences, but also on the pipeline construction and operating conditions. As an example, coatingdamage is a real concern in regions where limited transportation infrastructure, rough pipe handling,aggressive backfills and high populations are prevalent. This creates the need for robust, multi-layercoatings.
Once the coated pipe is delivered to the right-of-way and pipeline welding begins, then application ofthe field joint corrosion protection must commence.
There are several types of commercially available external anti-corrosion and insulation field jointcoatings. For the purposes of this document, the specific types of field joint coatings have beenidentified as being most suitable for use with the various mainline coatings.
Aside from the mainline coating compatibility the criteria for determining which field joint coating to useencompass a number of variables. Pipe diameter, operating temperature, construction conditions,backfill, soil conditions and contractor capabilities all affect coating choice. Appendix 11.2 outlines thevarious mainline anti-corrosion coatings along with the most suitable field joint coatings and relevantstandards.
While mainline coatings are applied in consistent factory environments, field joint coatings are applied ina variety of conditions which the photos below depict.
Fig. 6 – Application of field joint coating protection in desert conditions
In desert conditions, sand storms and huge day/night temperature fluctuations present specialproblems.
Fig.7 – Application of field joint coating protection in cold climates
Cold climates require additional equipment and expertise to deal with the low temperature constructionconditions.

9
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
The paragraphs below provide a brief description of the most common onshore anti-corrosion andthermal insulation field joint coatings in use today.
11.2.1 Fusion Bonded Epoxy (FBE)
Fusion-bonded epoxy (FBE) coatings are thin film coatings based on epoxy-resin powder materials.They can vary in thickness depending on specification and be applied as single layer or dual layercoatings. For the purposes of field joints, FBE is only recommended for use with FBE mainline coatingsdue to the high pre-heat temperatures required by certain FBE materials, which could damage othertypes of mainline coatings. Prior to application, the field joint must be blast-cleaned to minimum Sa 2.5and inspected for soluble salt contamination.
Induction heating is then used to bring the field joint cutback to the temperature required for theapplication (typically 240ºC) of the epoxy powder which is flocked on using manually held or semi-automatic spray nozzles/application equipment. The field joint is allowed to cool naturally or throughwater quenching. Finally, the field joint is inspected for thickness and coating defects such as holidaysand then readied for burial.
Fig. 8 – Field-applied FBE joint coating
11.2.2 Two-Layer Polyethylene Heat-Shrinkable Sleeve (2LPE HSS)
These types of heat-shrinkable sleeves have been commercially available since pipeline coatings appliedin manufacturing plants became commonplace in the early 1960s. They consist of a cross-linked andstretched polyethylene sheet coated with a mastic or butyl-based adhesive resulting in the 2-layersystem. The application is direct to metal with surface preparation requirements varying from simplehand wire brushing to commercial blasting. No primers are required.
Application is done by preheating the field joint to a specified temperature (typical maximum of 80ºC),wrapping the sleeve around the field joint, securing a closure strip and heat-shrinking the sleeve usingsuitable propane or natural-gas-fuelled torches.
Fig. 9 – 2-layer sleeves ready for application

10
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.2.3 Three-Layer Polyethylene Heat-Shrinkable Sleeve (3LPE HSS)
Three-layer polyethylene heat-shrinkable sleeve systems consist of an epoxy primer and a heat-shrinkable sleeve. In rare cases, the epoxy primer can be a fusion bonded epoxy but, more commonly, a2-component, liquid epoxy. The heat-shrinkable sleeve consists of a cross-linked and stretchedpolyethylene sheet coated with a hot-melt, hybrid or polyethylene-based adhesive layer depending onthe pipeline design service temperature.
The field joint must be blast-cleaned to minimum Sa 2.5 and inspected for soluble salt contamination. Ifthe soluble salt levels are deemed as being too high, then remedial measures to remove thecontamination and re-blast will be required.
Application is done by preheating the field joint to a specified temperature, applying the liquid epoxyprimer to the steel cutback, force-curing the epoxy primer (typically 90 - 120ºC) then wrapping thesleeve around the field joint, securing a closure strip and heat-shrinking the sleeve using suitablepropane or natural-gas-fuelled torches. Preheating and force-curing stages may be done with eitherinduction heating or gas-fuelled torches.
Fig. 10 – 3-layer heat-shrinkable sleeve graphic Fig. 11 – Completed and tested 3-layer HSS
11.2.4 Three-Layer Polypropylene Heat-Shrinkable Sleeve (3LPP HSS)
Three-layer polypropylene heat-shrinkable sleeve systems consist of an epoxy primer and a heat-shrinkable sleeve. The epoxy primer is a 2-component, liquid epoxy. The heat-shrinkable sleeve consistsof a cross-linked and stretched polypropylene sheet coated with a polypropylene-based adhesive layer.
The field joint must be blast-cleaned to minimum Sa 2.5 and inspected for soluble salt contamination. Ifthe soluble salt levels are deemed as being too high, then remedial measures to remove thecontamination and re-blast will be required.
Application is done by preheating the field joint to a specified temperature, applying the epoxy primer tothe steel cutback, force-curing the epoxy primer (typically heating to 175ºC), then wrapping the sleevearound the field joint, securing a closure strip and heat-shrinking the sleeve using suitable propane ornatural-gas-fuelled torches. The force-curing stage must be done with induction heating.

11
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig.12 – 3-layer polypropylene sleeve application
11.2.5 Three-layer Polypropylene Field-Applied Systems (3LPP, IMPP, FSPP)
Systems consist of a polypropylene tape or sheet (3LPP Tape), flame-sprayed powder (FSPP) orinjection-moulded polypropylene (IMPP). Each of these systems consists of a fusion-bonded epoxyprimer, a powder applied polypropylene adhesive and an outer layer of polypropylene applied bywrapping, spraying or injection moulding. All of these systems are applied using specialised applicationequipment. The methods of application may be proprietary to the service company and generally requirespecialised equipment and highly-trained applicators.
11.2.6 Adhesive Tape Systems (CAT)
Tape coatings are multilayer anti-corrosion systems. As an example, a tape coating system consists of asolvent-based liquid primer, an adhesive layer, and an outer layer (topcoat) of polyethylene. Thesesystems often use two types of tapes such as a soft first layer for corrosion protection and a toughersecond layer for mechanical protection.
11.2.7 100% Solids, 2-Component Liquid Epoxy or Polyurethane (2CLE, 2CPU)
Commonly referred to as “liquids”, most liquid coatings in use for pipeline protection are either 100%solids, 2-component epoxies or polyurethanes. The 2 components are “base (or polyurethane: polyol)”and “cure (or polyurethane: isocyanate)” parts, sometimes referred to as Part A (base) and Part B (cure).The base and cure must be formulated to work together and mixing a base from one manufacturer andcure from another is not possible. The cure component is formulated to impart various cure timesdepending on type of application and application environmental conditions.
Liquid epoxies are formulated using a variety of epoxy raw materials. A few high performance epoxieshave operating service temperatures up to the 130ºC range. Liquid epoxies are applied to field joints ofFBE-coated pipelines and appear to be most companies’ choice for pipeline rehabilitation projects.Polyurethane coatings are generally used as pipeline coatings for ambient temperature water pipelinesor for lower operating service temperature conditions.
Liquid coatings are usually available in sprayable and brushable formats. The spray versions generallyhave a much faster set-up time and very limited “pot-life”. The extended pot-life of the brushable versionprovides adequate time for the applicator to mix and brush-apply the coating onto the pipeline section.

12
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig. 13 – Liquid epoxy brush application
11.2.8 Pre-Insulated Pipe Onshore Field Joint Sealing and CorrosionProtection Selection Guide
The purpose of the field applied joint coating system is to maintain the continuity of the mainline coatingacross pipe connection points. In the case of pre-insulated pipes the field joint coating systems arerequired to provide not only anti-corrosion continuity but also thermal protection continuity. Moreover,similarly to the mainline pre-insulated coatings, the insulating materials used in the joints usually have tobe isolated from the environment and therefore most joint protection systems used with thermallyprotected pipes are designed to provide sealed, jacketed protection across the adjoining jacketedmainline coated pipes.
The most common insulating materials used on pre-insulated pipes are polyurethane (PU) foams,mineral wools and more recently aero gels. The insulation is either supplied to the field in the form ofhalf-shells or wrap-around blankets or, in the case of PU foams, it can be moulded on the pipe and filledor “foamed” at the job site. The insulation materials are rated through measurable methods such as thethermal conductivity coefficient, compressive strength, density, thermal life expectancy and operatingtemperature.
The selection of the pre-insulated field joints is governed by the operating environment of the pipeline(ex. above/below ground), geographical location, and operating temperature of the pipeline, pipediameter, construction conditions, backfill method, soil conditions, contractor’s capabilities and requiredin-process testing.
The paragraphs below provide a comprehensive summary of the most common pre-insulated pipe fieldjoint coating systems.
11.2.9 Heat-Shrinkable Casing System
The heat-shrinkable joint casing systems consist of an expanded high-density polyethylene (HDPE)casing which is attached to the mainline polyethylene jacket using either a hot melt adhesive or electro-fusion process. There are several variations of heat-shrinkable casing systems and they can becategorized using the following criteria:
• Material type: cross-linked vs non-cross-linked HDPE
• Application method: foam-in-place* vs pre-foaming
(*casing used as a mould for field-injected PU foams)
• Casing sealing method: adhesive vs electrofusion
• Secondary sealing requirement: collar sleeves
The method and complexity of field installation as well as functional performance of the product areunique to each variant of the heat-shrinkable casing system. Appendix 11.2 contains a comparativetable describing the strengths and weaknesses of the above described casing systems.

13
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.2.9.1 Cross-linked Heat Shrinkable Casing Systems
Cross-linked heat shrinkable casing systems are the most technologically advanced joint protectionsystems used with PU foam based pre-insulated pipe systems. As the name suggests these types ofjoint systems consist of cross-linked high density polyethylene (HDPE). Cross-linking of HDPE enhancesthe functional performance of the material and enables fast and simple field application of the product.One of the most notable features of the cross-linked material is its stability in hot climates. Cross-linkedheat shrinkable casing systems do not pre-shrink due to the exposure to summer-like conditions as isthe case with non-cross-linked casing systems.
There are several variants of cross-linked heat shrinkable casing systems available on the market. Somesystem designs allow the casings to be used as a mould during field injection of PU foam in addition toperforming their primary function of sealing and mechanically protecting the joint. Other options includeinspection of the foam before sealing the joint off (see figure 14 below). There are also systems whichallow field testing to verify the seal performance. The seal between the adjoining polyethylene jacketpipes is primarily achieved through hot melt adhesives.
Figure 14. “Foam in place” vs “pre-foamed” pre-insulated cross-linked joint casing systems
“Foam in Place” “Pre-Foamed”
The sequence of the application steps for cross-linked joint casing system depends on the type ofsystem: foam in place vs pre-foaming. In the case of foam in place systems, the casing is secured overa joint before the foam is injected into the cavity. The first step of the application includes preparation ofthe PE surface on the adjoining PE jacket pipes. The second step consists of pre-heating the jacketpipe, using suitable propane of natural-gas-fuelled torches, and wrapping the adhesive around thejacket pipes. The next step consists of centrally locating the casing over the joint and shrinking theapplicable sections with suitable torches as described above. Upon verification of the proper installationof the casing, appropriated PU foam material is injected into the cavity formed by the casing.
In the case of the pre-foamed joint casing systems, the foaming of the cavity is completed as the firststep of the system application. Removable external moulds are used to form the foaming cavity. Thecasing is applied after the foam is inspected and the application of the casing follows the same generalsteps as the foam in place systems.

14
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Figure 15: Typical pre-insulated pipeline joint coating operations
11.2.9.2 Non Cross-linked Heat Shrinkable Casing Systems
Non cross-linked heat shrinkable casing systems consist of expanded polyethylene tubes. Most projectsinvolving these casing systems use them as moulds during field injection of PU foam in addition to theirprimary function of sealing and mechanically protecting the joints. Application of this type of casing isrelatively slow, compared to cross-linked casing systems, and therefore shrinking of the entire casing (asis the situation with the pre-foamed casing systems) is impractical. Additionally, these casings have atendency to pre-shrinking on the pipes when exposed to summer temperatures. Pre-shrinking makesthe casings unusable as they cannot be moved over the joint. Another shortcoming of the non-cross-linked casing systems is their inability to maintain geometrical conformance to the shape of the pipe theyembrace. To counter the relaxation of non-cross-linked casing systems, heat-shrinkable cross-linkedcollar sleeves are used on both ends of such casings.
The application of a non-cross-linked casing starts with the preparation of the PE surface on theadjoining PE jacket pipes. The second step consists of pre-heating the jacket pipe, using suitablepropane or natural-gas-fuelled torches, and wrapping the hot melt adhesive around the jacket pipes.Alternatively, instead of preheating the adjoining PE jacket pipes and applying the adhesive strips,electro-fusion system components are wrapped around the adjoining jacket pipes. The next stepconsists of locating the casing over the joint and shrinking the applicable sections with suitable torchesas described above. In the case of electro-fusion systems, after the shrinking step, the sides of thecasing are then fused with the adjacent jacket pipes. Upon verification of the proper installation of thecasing, an appropriate amount of PU foam material is injected into the cavity formed by the casing.

15
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Figure 16. Non-cross-linked joint casing systems with protective collars.
11.2.9.3 Heat-Shrinkable Sleeve Systems
Heat-shrinkable sleeve systems consist of cross-linked and stretched polyethylene sheets coated withadhesive layers. These systems are only applied on joints which have been pre-foamed using externalremovable moulds or where PUF half shells are used to provide the insulation at the joints.
The application consists of pre-heating the adjoining polyethylene jacket pipes, wrapping the sleevearound the pipe, securing a closure strip and heat-shrinking the sleeve with suitable propane or natural-gas-fuelled torches.
Compared to casing systems, heat-shrinkable sleeve systems provide inferior mechanical protectioncontinuity for pre-insulated pipe joints.
Figure 17. Cross-linked heat-shrinkable sleeve installed on a pre-foamed joint of a PUF pipeline
11.3 – Bends and Fittings
11.3.1 Application of Polyolefin Coatings
Bends and fittings are typically protected from external or internal corrosion by liquid coatings such aspolyurethane or epoxy, or by polyolefin coatings applied by two different processes. These componentsare coated individually and the process is usually referred to as ‘custom coating application’.
The two processes employed for the application of polyolefin coatings are fluidised bed or flock sprayingonto hot surfaces.
In the fluidised bed coating process, after pre-heating, the item is dipped into a bed of fluidising powder.This bed consists of two compartments, one on top of the other. The upper, larger compartmentcontains the coating powder. The lower compartment, or "plenum chamber", is a reservoir forpressurised air. A porous membrane, sometimes called a diffuser, separates the two compartments.Usually the membrane is made of canvas or a high quality filter paper. The porosity of the membrane iscritical to the quality of the fluidisation of the powder. Compressed air is forced into the lowercompartment. It diffuses through the membrane and moving upwards, still under pressure, passes

16
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
between the fine powder particles that are contained in the upper compartment. As a result, the bulkdensity of the powder is reduced and this permits the preheated metal object to be lowered easily,without any resistance, into the now "fluidised" bed of powder. The powder behaves like a liquid andcontinues to do so, as long as the air is forced into the lower plenum chamber.
By careful agitation or controlled movement of the hot metal object underneath the surface of the "fluid"powder, the cold powder comes into contact with every point of the hot metal and fuses onto it. Athickness of between 300 and 750 microns is suggested in order to achieve the optimum potential ofthe coating material. Thicknesses outside the recommended range may be detrimental to the coating.Thicknesses above 1500 microns are to be avoided. The benefits of this process include: 100% coatingefficiency; faster cycle times than other application processes; thicker coating providing functionalprotection, longer life, impact resistance but with higher material usage and superior edge coverage.However, this application process requires capital to be invested in the fluidised bed unit.
Flock spraying is sometimes called "powder spray coating". This method consists of blowing powderthrough a suitable spray gun onto metal items that have been preheated to a predeterminedtemperature. The powder hits the hot metal and sticks to it, where it melts and gradually fuses to form ahomogenous coating. This method of powder application is particularly suited to coating large or odd-shape objects, which would otherwise be impractical to process by the fluidised bed process. Flockspraying has the added benefit that more than one coat of powder can be applied, if the metal object iscarefully re-heated before re-spraying. This process can be repeated several times, if necessary, in orderto build up and achieve the desired coating film thickness. This method is used for the application of 3layer polyolefin coatings where FBE, adhesive and top coat layers can be successively applied.Maximum thickness is limited by the application method to not more than 2mm. Other benefits of thisapplication process include: recycling of the coating material is possible; no major investment inequipment. However, this process has a lower coating efficiency than the fluidised bed process. Thesteps of a typical custom coating process are detailed in Appendix 11.3.
11.3.2 Internal Protection of Bends and Fittings
The use of internal coatings for corrosion protection, electrical isolation and deposit mitigation is acommon industry practice. A wide variety of pipeline components such as elbows, bends, valves, piglaunchers, and isolation spools are manually coated using spray and/or flocking guns.
A wide variety of liquid or powder coating materials are employed. Careful selection of the coatingmaterial based on the intended service environment is essential in order to ensure proper coatingadhesion and a long service life of the component. Some liquid coatings can cure at ambienttemperatures which makes them useful for large surface applications such as tanks and vessels.Powder coatings require factory-applied coating application because of the temperatures involved, butgenerally provide better chemical and temperature resistance versus typical liquid systems.
Fig 18 Internal Coating Materials for Immersion Service

17
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
A variety of internal coatings are used for corrosion protection in continuous immersion service. Coatingswhich cure by chemical reaction (for example epoxy, polyester, polyurethane and coal tar epoxycoatings) have proven to be the most durable materials.
Over the last 20 years epoxy based coatings have proven themselves to be very successful inimmersion service. The success of fusion bonded epoxy (FBE) coatings is rooted in their excellentchemical resistance and long service life. FBE coatings are powder materials that are applied to aheated surface allowing the powder to melt and flow. Typically a liquid primer is first applied to allow forthe maximum level of adhesion of the overall coating system to the metal substrate. During the ‘curing’process, the primer and top coat react together and chemically cross-link, yielding a single system welladhered to the metal surface. In order to ensure proper application of FBE coatings the surfacepreparation is very important. The first step is to thermally clean the component to be coated attemperatures of up to 399°C. The part is then grit blasted with blast media, such steel grit or aluminiumoxide. The blasting is done to a NACE # 1 White Metal Finish (SSPC 5), the aim being to obtain asurface structure (anchor pattern) rough enough to allow excellent mechanical adhesion and a surfaceclean enough to allow excellent chemical adhesion by the primer system.
Chemistry Characteristics
Epoxy Temperature limit 225ºF (107ºC), the amount of flexibility and temperatureresistance are inversely related. Inherently have a fair amount of chemicalresistance.
Phenolic Temperature limit 400ºF (204ºC), high abrasion and temperature resistancealong with good chemical resistance. Can be brittle.
Epoxy Phenolic Temperature limit 250ºF (121ºC), produces a middle-of-the-road coating withgood flexibility, temperature resistance, and chemical resistance.
Epoxy Novolac Temperature limit 400ºF (204ºC), excellent chemical resistance (generallybetter than straight phenolic), temperature resistance and flexibility close to aphenolic coating.
Table 1 Main internal coating systems for bends and fittings
11.3.3 Substrate Suitability for Custom Coating – General Guidelines
Not all substrates are suitable for the application of internal coatings. An assessment of the metalsubstrates suitability for coating should be done using DIN 14879-1:2005. The material to be coatedshould be free of all sharp edges and corners that could interfere with the coating’s ability to provideadequate physical coverage, and the metal substrate must be easily accessible to hand tools in orderfor proper surface preparation. Any weld beads must be ground smooth, providing a surface where anadequate anchor profile can be generated for proper coating flow and adherence. In order to obtain thedesired anchor pattern (a surface roughness profile between 25-80 microns) the metal substraterequires blasting, usually with steel grit or aluminium oxide. Critical to the success of a coating systemwill be the ability to overcome the dimensional limitations and geometry of the material to be coated. Allsurfaces must be accessible not only for proper grit blasting but also for hand-held coating guns as wellas proper quality control measurements.
Some coating applications call for thermal cleaning for the purpose of eliminating organic deposits, atelevated temperatures in excess of 370°C. Care should be taken with corrosion resistant alloys (CRA),as they could possibly suffer from some level of embrittlement after thermal cleaning. Other specialtubulars i.e. nonmagnetic drill collars, cannot be thermally cleaned without changing the metallic surfacestructure. These special substrates are instead chemically cleaned prior to the coating application.

18
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig 19. Metal Substrates Not Suitable for Custom Coating
Spiral &Weld Imperfections
Burrs & Longitudinal Chamfer
Weld Seam & Surface Imperfections
11.4 – Mechanical Protection Selection Guide
As mentioned earlier, mechanical impact damage is one of the most common causes of onshorepipeline incidents. Pipelines thus need mechanical protection in order to avoid or reduce the damagefrom impacts. The mechanical protection need for each onshore pipeline project has to be addressed,whenever possible, at an early stage in the design and/or construction of the pipeline in order to ensurethe integrity of the corrosion protection system(s) and thus the long-term pipeline integrity.
All the most common external anti-corrosion and insulation plant and field-applied coatings have anembedded basic mechanical protection potential coming from the intrinsic damage resistance of the rawcoating materials. Multi-layer external coatings have been developed to specifically improve the basicmechanical protection potential of the single-layer external coatings. However, the basic mechanical

19
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
protection potential that can be obtained at a reasonable total installed cost, even by using multi-layerexternal anti-corrosion coatings such as those detailed in section 11.1, is rather limited, especially duringpotential high-impact activities such as backfilling. For example, field trials have shown that even withthe most impact-resistant coating systems, the maximum size of the backfill material that could be usedduring standard backfilling should be no more than 5-6 cm in diameter2.
Therefore, the onshore pipeline industry has focused on developing supplementary mechanicalprotection systems that increase the damage resistance of the pipe and pipe coating during thevarious stages of their life-cycle.
In this context, as mechanical impacts from different sources can happen at any time during the life of apipe joint, the supplementary mechanical protection systems can be categorized based on the timehorizon of their protection:
• Protection during transportation – separation pads etc
• Protection during handling (loading in and out) and storage – protection pads, sand berms,wood pads etc.
• Protection during installation (lowering in, backfilling) – sand padding, concrete coatings, non-woven geotextiles etc.
• Protection during pipeline’s service life – above-ground pipeline markers, coatings, concreteslabs etc
• Whole pipe life-cycle protection – including all stages above – selected plant-applied concretecoatings
The existing supplementary mechanical protection methods and systems can also be separated inseveral categories based on their location relative to the pipe:
• Above-ground systems – pipeline markers, ‘call-before-you-dig’ numbers, separation orprotection pads etc
• Buried trench protection systems – tunnels, concrete slabs, steel plates or wires that protector deny access to the pipeline trench etc
• Buried pipe protection systems – can be either protection systems that protect just part of thediameter or length of the pipe (such as foam pillows, sand bags etc) or systems that protect thewhole diameter and length of the pipe (such as plant and field-applied coatings, sand padding,select backfill [mechanical padding], non-woven geotextiles, rock shield materials etc)
Supplementary mechanical protection systems can also be categorized based on the location where theprotection is applied – in a specialised facility or in the field by a specialised contractor.
Based on these categories, for the purpose of this document, we are going to focus on the systems thatprotect the whole diameter and length of the pipe – the buried total pipe protection systems, both plant-applied and applied in the field.
The most widely used buried total mechanical protection systems in the industry are reviewed in thenext sub-sections. Note that the list of systems described below is not exhaustive, as other systems arealso used in onshore pipeline projects, but on a more limited scale.
2 For some examples of such field trials, please see Optimization of Pipeline Coating and Backfill Selection, EspinerR., Thompson I, Barnett J, NACE, 2003 and other similar sources listed in the section’s Bibliography

20
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.4.1 Concrete Coatings
Concrete coatings were created to offer supplementary mechanical protection to the pipe and pipecoating. When applied in a specialised coating plant, concrete coatings are the only mechanicalprotection systems in the industry that protect the pipe during the whole pipeline construction process(transportation to ROW, temporary storage, handling, stringing, lowering in, backfilling) and the entirepipeline service life.
Concrete coatings can be plant-applied (through side-wrap, spraying or impingement processes) orapplied in the field – as form-and-pour or moulded concrete and are covered by the EN ISO 21809-5(draft) standard. All concrete coatings are reinforced by either wire mesh, rebar cages or different typesof fibres. While the reinforced concrete coating covers the pipe length, its field joint areas are protectedby either field-applied reinforced concrete, wire-reinforced polyethylene open-cell sheets or wood slats.Some concrete coatings are wrapped in a perforated polyethylene outer tape that prevents concretespalling and allows curing (the PE tape can then be removed at the customer’s demand). The minimumthickness of the concrete coatings is 6-7 mm (fibre-reinforced concrete), while the maximum that can beapplied is 150 mm for the side-wrap process and around 200 mm for the impingement and form andpour processes. Some of the fibre and wire mesh reinforced concrete coatings with a thickness of up to25 mm are bendable according to the industry specifications – 1.5° per pipe diameter. Some of thefibre-reinforced and higher thickness concrete coatings are not bendable, reducing their ability to followthe terrain configuration in the field.
Fig. 20 – Bendable plant-applied concrete coating
Concrete coatings offer some of the highest mechanical protection among the existing systems whilsttaking up little space. A 25 mm wire mesh reinforced concrete coating, for example, offers the equivalentimpact protection of a layer of 300 mm of sand padding. Some concrete coatings are capable ofresisting penetration from trench bottom outcrops, if specific point loading parameters supplied by theapplicators are satisfied.
If available in the project’s region, concrete coatings offer the highest flexibility to pipeline designers andcontractors, as they have no limitations of use in terms of terrain configuration (they work very well onsteep slopes), trench material type (large rocks) or climatic conditions (very cold climates), as all theother systems have. When applied in a plant, the concrete coatings do not delay the construction of thepipelines and do not require additional material, equipment or manpower on the right-of-way.
On the other hand, while reducing other pipeline construction costs, concrete coatings increase theweight to be transported and handled to and on the right-of-way. Non-bendable concrete coatings arealso less useful, as the coated pipe cannot follow the terrain configuration. Field-applied concrete

21
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
coating is slow, can delay the pipeline construction and usually cannot offer the quality guarantee of aplant-applied coating.
11.4.2 Sand Padding
Sand bedding and padding is one of the most frequently used supplementary mechanical protectionsystem during the last decades. This system only protects the pipe against impacts during its loweringin, trench backfilling and during its service life after installation.
Sand padding is applied in the field. After the pipeline trench is opened, sand or fine gravel is brought inusing sand trucks, usually from a commercial sand pit in the region. The fine material is dumped next tothe trench. A first layer of sand, the sand bedding – usually 20-30 cm thick – is then placed on thetrench bottom for protection against rock or other hard outcrops. The pipe is then lowered in andanother layer of sand or other fine material is placed (padded) around and on top of the pipe – usuallyanother 20-30 cm on top of the pipe. The trench backfill is finished with some of the material excavatedfrom the trench and the topsoil. Finally, the surplus spoil – the original trench material displaced by theimported sand/fine gravel, such as shot rock, cobbles, boulders – is usually removed from the right-of-way and disposed of – at a cost – at a different location.
The sand padding provides adequate mechanical protection to the pipe and pipe coating and, bychanging the thickness of the top sand layer can withstand backfill impacts from virtually any size oftrench material. Sand also offers a certain degree of protection against penetration from trench bottomoutcrops, as long as there is sufficient sand to ensure outcrops are not in direct contact with the pipe.
Sand padding has some limitations in terms of climatic conditions – sand can freeze in large chunks incold weather, making padding more difficult or impossible. Its protection can also be impaired by sandwashouts on steep slopes or in other draining areas.
Sand padding needs additional material (sand), equipment (sand trucks, padding machines), additionalmanpower (truck drivers, one bedding team after the trenching team and one padding team after thelower-in team), space (sand truck access and sometimes temporary sand dump areas) on the right-of-way and adds surplus trench material disposal costs.
11.4.3 Select Backfill (Mechanical Padding)
The select backfill method (also called mechanical padding) was created to offer mechanical protectionto the pipeline by taking advantage of the local material that was excavated at the opening of the trench.This method protects the pipe only during its lowering in, trench backfilling and during its service life afterthe installation.
The select backfill (mechanical padding) is applied in the field. The local material excavated at theopening of the trench is fed into the mechanical padding machine, where it is screened based on size.The finer material is then placed under, around and on top of the pipe for protection against large backfillmaterials – the layer under and on top of the pipe are each usually 20-30 cm thick. The trench is thenclosed by adding the remaining larger size trench material and the topsoil.

22
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig. 21 – Mechanical padding machine
The select backfill method provides adequate mechanical protection to the pipe and pipe coating and,by changing the thickness of the top padding layer can withstand backfill impacts from virtually any sizeof trench material. The biggest advantage of this system is that only the original trench material is used,and there is no requirement for imported fine materials (sand etc). Select backfill has the best resultswith dry granular trench materials.
The performance of this system is reduced in regions with wet, silty or clay trench materials. There aresome limitations in terms of climatic conditions – mechanical padding is more difficult when trenchmaterials are frozen. This system is also not very practical on steep slopes or areas with reduced or noright-of-way access for equipment.
Mechanical padding needs additional equipment (mechanical padding machines), additional manpower(padding machine operators) on the right-of-way, as well as additional time for setting up anddemobilizing the padding machines.
11.4.4 Rock Shield and Non-Woven Geotextile Systems
Rock shield materials are polyethylene or PVC-based solid sheets or open-cell extruded pads; non-woven geotextiles are needle-punched polypropylene fibre-based rolls. These materials are designed toprotect the pipe and pipe coating against damage during pipe lowering in, trench backfilling and duringthe pipeline’s service life after installation.
Rock shield and non-woven geotextile materials are installed on the pipe in the field outside the trench,in a spiral “cigarette” wrap application using tape or Velcro to secure the seam. Smaller diameter pipescan be longitudinally wrapped. Rock shield materials are available in rolls of various styles, sizes,thicknesses (usual range 6-11 mm per layer for rock shield and 4-14 mm per layer for non-wovengeotextiles) and technical performance properties.

23
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Fig. 22 – Non-woven geotextiles installed on pipe
Rock shield and non-woven geotextile materials offer good mechanical protection to the pipe, especiallyin gravel/small cobble trench materials: according to the suppliers, the strongest multi-layer non-wovengeotextiles can withstand impacts from backfill material up to 10 cm in diameter without any damage(holidays) to the anti-corrosion coating or the pipe. They do not protect against penetration from trenchbottom outcrops and have to be combined with other systems (sand) in order to create some degree ofprotection.
Rock shield and non-woven geotextile systems will not provide adequate mechanical protection in rockytrenches and with largebackfill material. A rock shield could produce cathodic protection systemshielding if it is not an open-cell material, while, based on the information available from the industry, theimpact of the non-woven geotextiles on the cathodic protection system is unclear and needs furtherresearch.
Installation of rock shields or non-woven geotextile materials could slow down the pipeline constructionand needs additional material (rock shield, geotextile sheet), manpower (field installation crew) on theright-of-way, and sometimes other mechanical protection systems (sand, select backfill). Costly wastagecan also arise if the rock shield sheet width does not match the pipe diameter. The protection efficiencywill be dependent on the quality of the field installation crew’s work.

24
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.4.5 Mechanical Protection Selection Guidelines
In order to make the most informed choice for the supplementary mechanical damage prevention andprotection of the onshore pipelines, the parties involved should use the following categories of selectioncriteria:
- Technical performance criteria – such as time horizon of the protection (e.g. is this whole lifecycleprotection or just protection during installation?); impact resistance during backfill (maximumallowable backfill size); resistance to penetration (from trench bottom etc); flexibility (impact onpipe cold bending); impact on the cathodic protection system etc.
- Pipeline design and constructability criteria – such as limitations in terms of trench material,terrain configuration, harsh climatic conditions; right-of-way allowance and access limitations;increased contractor risk (additional equipment and manpower needed, construction delays,potential future remediation cost risk etc); regulatory limitations (pipeline operator specifications,government/industry standards and regulations) etc.
- Environmental criteria – minimum impact on the right-of-way and surrounding environment duringpipe transportation, handling, installation and service life – impact can be measured by vegetationloss, increased erosion potential, volume of excavated and landfilled trench material, fauna andflora disturbance etc.
- Economic criteria – system availability in the region; total installed cost (including the materialsupply cost, but also all the direct and indirect mechanical protection installation costs)
Please find in Appendix 4 a table comparing the discussed supplementary mechanical protectionsystems based on the criteria listed above.
In terms of selection methodology, based on the criteria categories above, and if the basic mechanicalprotection provided by the external anti-corrosion coatings is not enough for the needs of a pipelineproject, the stakeholders can take a three-step approach in selecting the optimal supplementarymechanical protection system or combination of systems (as some of the systems discussed above canbe combined for increased mechanical protection):
1. Shortlist the preferred supplementary mechanical protection systems or combinations of systemsbased on the pipeline project specifics and on technical, design, constructability and environmentimpact criteria – see table in Appendix 1 for help
2. Once the most interesting systems or combinations of systems are selected, check theavailability of those systems in the project’s region or in a region with easy logistic access to theproject’s region
3. Choose among the available short-listed systems or combinations of systems the option with thelowest total installed cost or the best cost/benefit ratio
The selection of the supplementary mechanical protection solution should be done, as the selection ofthe mainline and field joint coatings, as early in the pipeline design and construction as possible, in orderto ensure consistent and cost-effective corrosion and mechanical protection for the pipeline.
Although the general technical performance of the different supplementary mechanical protectionsystems is well understood in the industry, we recommend that further research be done to clarify sometechnical performance aspects such as the comparative resistance of the different systems topenetration from outcrops in the trench bottom, re-validate the maximum backfill size that is allowed forthe different systems and the impact of increasing pipeline operating temperature on the performance ofthe different mechanical protection systems.

25
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.5 – Internal Coatings
11.5.1 Internal Coatings’ Purpose
Internal coatings are used to increase the flow efficiency for natural gas pipelines and to mitigatecorrosion damage to the line pipe. Internal plastic coatings (IPC) have a very low surface roughness inrelation to the steel pipes they protect. This impacts pipe hydraulics and provides a surface change thatwill aid in the mitigation of organic and inorganic deposit formation, increasing the economicjustifications for using IPC.
The surface finish of an internally plastic-coated pipe has a fraction of the surface roughness of barepipe, reducing the friction generated at the surface during product flow. The usage of IPC in gaspipelines have shown a reduction in friction coefficient of up to 50% resulting in a transmission increaseof 15 to 25% (2) (4). The potential pipeline transmission increases are more pronounced in smaller sizedpipes, as well as systems with higher Reynolds numbers where flow is turbulent.
Fluid flow is characterized as laminar, or turbulent with most gas pipeline having turbulent flowconditions. Even for systems which are characterised by turbulent flow conditions, a minute laminar(sub) layer exists at the pipe wall, and the extent of the laminar sub layer is dependent upon the surfaceroughness of the pipe surface. Under laminar flow conditions, fluid and particle movements are morepredictable. The greater the laminar sub layer extends into the pipe ID the less friction is a factor onproduced flow. In uncoated pipe the surface will have a greater physical roughness which will increaseturbulence leading to greater friction being generated during flowing conditions. The overall effect of thisfriction will vary based on the type of product being transported and the rate of flow. Hydraulic modellingsoftware is now available to conduct simulations inputting varying surface roughnesses in an effort toidentify any possible increases in product throughput and also for research into the modelling ofmultiphase flow that is becoming ever more important as large offshore developments call for thepumping of gas, and oil/water emulsions in pipelines over extended distances.
Internal plastic coatings aid in maintaining fluid purity by mitigating product interaction with the bare steelsubstrate which can lead to harmful reaction products. They also aid in the prevention of organic andinorganic deposits adherence (3). Deposits of corrosion by-product, water born scales andmicrobiological ‘biofilms’ are usually encountered in low spots of the pipeline, i.e. road crossings, or atthe foot of a mountain and can result in premature pipeline failure due to corrosion (mostly localisedpitting corrosion).
Undesirable bacteria such as acid-producing bacteria (APB) and sulphate-reducing bacteria (SRB)associated with water transmission pipelines form dense ‘biofilms’ which can result in pitting corrosionof line pipe. The biofilm provides a habitat for the microorganisms, providing shelter from bulk fluidmovement and contact with most surfactant biocides able to effectively kill off the bacteria. Biofilm

26
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
deposits can require extensive pipe pigging operations in addition to costly biocide treatments in orderto control corrosion. The material composition of the surface has little effect on the biofilm development(5) or adhesion to the substrate, bacteria will secrete polysaccharides and attach to metals as well as toplastics. The smooth surface (roughness) of coated pipe will however expose these microbiologicaldeposits (biofilms) to a much higher degree of sheer stress from the bulk fluid movement compared tobare pipe. The higher surface roughness of uncoated pipe helps shield the bacteria from the bulk fluidmovement, enhancing growth conditions for bacterial colonies. Coated pipe also provides an effectivebarrier (barrier coating) against the detrimental and corrosive effects of contact with the bacteriametabolic byproducts such as H2S and/or acids.
In water-injection systems where produced water from various formations and/or other sources such asriver water or seawater are mixed, the potential for the development of scale deposits in the pipeline lineis a possibility. Coatings can also provide benefits for production systems which are prone to have scaledeposits forming on the pipe surface. As in the case of bacteria, the low surface roughness of coatedpipes exposes the scale to higher sheer stress from the bulk fluid movement, additionally the coatedsurface provides reduced mechanical binding locations for the crystal lattice of the developing scale.Improved fluid purity will also increase the service life of pumps while reducing their power requirements(6) and resulting in cleaner filtration units.
Additional benefits of using internal flow coatings include: corrosion protection of the pipe during storageprior to installation; improved pigging conditions; faster drying times; and improved conditions for visualinspection of the internal surface of the pipe walls. Pipe storage periods prior to construction should bekept to a minimum as studies (1) have shown that the surface roughness of bare pipes will increaseduring storage due to surface corrosion. The high surface gloss of most internal plastic coatings are anexcellent aid in the visual inspection of the pipe interior prior to line commissioning, while the smoothcoating surface finish aids to extend the life of pipeline pigs during production/clean-up operations.
The application of internal plastic coatings involves several surface preparation steps. Initially there willbe a thermal cleaning step or chemical wash to remove any organic species that might be on the pipe’sinternal surface. The next step will include some level of grit blasting of the pipe’s internal surface to acleanliness level specified by the coating manufacturer/applicator. During the surface preparation of thepipe, all mill scale and metallic deposits are removed from the pipe ID; removal of this debris followingthe hydro testing of the pipeline would be extremely expensive. During hydro testing the water used isusually chemically treated so as not to cause corrosion or have water-borne bacteria becoming sessileand adhering to the new pipe.
Studies have shown that the typical payback for the internally coated pipe investment is between threeto five years, based purely on pipeline hydraulic improvements (8). Plastic coatings can reduce thepressure drop in pipelines, and have been shown to allow the operator to use a smaller ID line pipe whilestill maintaining the same throughput as with a larger diameter internally-bare pipe (9). One additionaleconomic benefit of using coated line pipe is the reduction in power consumption required to move the

27
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
gas and/or liquids from one end of the line to the other. In countries such as Norway, over 30% of theproduced gas is used in offshore power generation that is required to fuel the compressors used for theexport gas pipeline.
11.5.2 Main Internal Coating Systems
Cement Lining
Cement mortar lining (CML) is a centrifugally-applied continuous lining of dense Portland cement mortarwith a smooth and uniform finish. These products were developed to provide an economical form ofinternal corrosion and abrasion protection for oilfield tubulars and line pipe. CML is used primarily inwater injection and disposal lines. These products are also suitable for potable water lines but shouldnot be specified for lines where hammer conditions or fluid pH below six (acidic condition) exist.
The lining provides economical and lasting protection against the corrosive effects of saline solutionsand other types of industrial liquids and wastes. It has excellent structural and spall-resistant properties.
This is a proven technology with over a century of use in municipal water mains and water service lines.The system is compatible with other external coatings. Extruded polyethylene external coating may beapplied over CML pipe provided the steel is not heated rapidly by more than 80°C during the coatingprocess. Cement is alkaline in contact with water which reduces the corrosion impact to the metalsubstrate under the cement mortar. Cement mortar however has restrictions with regards to water fluidspeeds and reduces the pipe ID to a larger extent than FBE coating systems would. Cement also has ahigher surface roughness compared to FBE and promotes microbiological growth to a larger extent,furthermore the degree of flexibility of cement mortar lined pipe and impact resistance is inferior to FBEtype of linings.
Fusion Bonded Epoxy
Typically when fusion bonded epoxy (FBE) is referenced, it is assumed to be for the external protectionof line pipe. There are a wide array of FBEs, primed and unprimed, that have proven to be successful inthe area of corrosion protection, hydraulic improvement and deposit mitigation for the internal of linepipe. FBE is a plant-applied thermoset lining for steel pipes where internal corrosion protection or asmooth surface is required. This lining reduces friction costs and compression costs, and provides aclean internal surface along with corrosion protection. As with internal plastic coatings, FBE has beenused since the early 1960s. FBE coatings are used extensively in the oil and gas industry for the coatingof line pipe, valves, fittings and for downhole materials such as tubing and casing. The fusion bondedepoxy coating systems are applied at what is called the “cladding temperature” of the powder. Thecladding temperature is the point at which the powder will melt and flow allowing it to adhere to the pre-prepared (grit-blasted and/or thermal-cleaned surfaces). Powder coating systems are applied in a onelayer process as opposed to liquid coating systems which can be applied in numerous, thin layers withan intermediate drying/baking cycle between each layer. As opposed to cement linings, FBEs are thickfilm coatings usually with a Dry Film Thickness (DFT) of less than 400 microns. Advantages of FBEcoatings are their adhesive properties, their chemical resistance, their high degree of flexibility and goodimpact resistance. Drawbacks of FBE coating systems are the high degree of surface preparationrequired for their application as well as a curing temperature in excess of 200°C, all of which requires‘shop applied’ coating application.

28
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Polyamide Coatings
Internal coatings based on polyamide chemistry are defined as thermoplastics. Unlike thermosetmaterials, thermoplastics do not undergo a final curing step at elevated temperatures. Instead, thesematerials are applied at very high temperatures and are then led through a controlled cool down processthat will vary depending on the type of polyamide and the desired final properties. Due to this, heat-resistant polyamide powder coatings are primarily plant-applied coating systems. Polyamide coatingshave advantages over FBE coating materials due to a higher degree of flexibility and less damageexperienced from mechanical impact. Polyamide coatings generally require a liquid epoxy or phenolicprimer in order to ensure good adhesion.
Flow Efficiency Coating
Flow efficiency coatings (FEC) are thin film epoxy coatings applied in natural gas pipelines to smooth theinternal pipe surface for improved flow. Application of FEC replaces the internal rough surface of a steelpipe with a smooth surface finish which reduces friction and turbulence to increase flow efficiency. Thismay allow for use of a smaller diameter pipe or lower compression requirements resulting in reducedcapital and operating costs. After application of FEC, the clean internal surface of the pipe providescorrosion protection prior to installation and allows for easier visual inspection. The cleaner surfacereduces the cost and effort of drying the pipe after hydrostatic testing.
Anti-Corrosion for Potable Water – Epoxy LiningOne type of internal coating system for potable water applications is a 100% solids, two component,and solvent free, high build epoxy lining used to provide corrosion protection for the internals of steelpipes in potable water applications. BS6920 and ANSI/NSF 61 are local standards for potable water,and can also be used for other applications including raw water, process water, sewage, wastewater,crude oil, and white oils. These standards usually call for testing of the applied coating material withregards to taste, smell, microbiological growth and possible leaching out of heavy metals and/orsolvents. Coatings used for potable water handling must be solvent free in an applied form and are usedon valves, fittings, tanks and elbows as well.
These products are designed for high build, single coat applications by airless spray equipment.
Performance PropertiesThese products are allowed to cure to form a hard and glossy surface film with excellent resistance for awide range of aqueous chemicals including potable water, effluents, raw water, process water, sewage,crude oils, and white oils. These products exhibit excellent adhesion on correctly-prepared steelsurfaces. They are compatible with most readily-available field joint coating systems such as heat-shrinkable sleeves, liquid epoxy, FBE and polyurethane coatings.
Easy ApplicationThese products are suitable for application as a single coat system, using both standard and/or pluralcomponent airless spray equipment. They are capable of being applied by roller or brush for smallapplications and repairs.
Environmentally SafeWith a 100% by volume solids, zero volatile organic compound (VOC) formulation, these products aredesigned to meet strict health, safety and environmental standards. They eliminate solvent emissions,explosion risk and fire hazard and are designed to eliminate the risk of solvent retention which caninfluence water quality and coating defects.

29
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Anti-Corrosion for Potable Water - FBE Powder CoatingsAnother type of internal coating is the FBE system. FBE powder coatings have been used in the pipelineindustry for more than 40 years. These powder coatings contain no solvents and are 100 % solidwithout any dangerous raw materials. FBE powder coatings meet a lot of standards around the world like DIN/ISO/EN, GSK, AWWA anddrinking water approvals such as - UBA-Guideline, Germany - ACS, France - WRAS, United Kingdom - KIWA, Netherlands - Belgaqua, Belgium - NSF 61, USA
The purity of the water for human consumption is the highest priority for the companies involved in thesupply chain of manufacture and management of the mains distribution systems. Therefor the control ofthe products used in the industry must also be of the utmost importance.
In Europe the control of materials used is normally determined through government departments orindependent test institutes or a combination of both. In certain cases only raw materials that are on a“positive” list can be used in a fusion bonded epoxy formulation. In this case the powder manufacturerwould also be audited on a regular basis and samples taken from production of FBE products to confirmthey continue to meet the approval documentation.
In the case of the KIWA or NSF drinking water approval the control of raw materials is very strict, withthe chemical composition of individual raw materials assessed to ensure the products conform to theirrequirements.In addition to these regulations further testing is performed on the growth of microorganisms onmaterials intended for use in drinking water. In particular the FBE technology has been tested inGermany by the Hygiene-Institut des Ruhrgebiets for examination and assessment following theregulations of the DVGW (German Association of Gas and Water) technical rules, method W 270. Thetest is targeted at determining any signs of bactericidal or fungicidal properties of the FBE-coatedsurface. The FBE technology has been tested to and meets the requirements of this specification withdocumentation available.
Anti-Corrosion for Potable Water – Polyurethane LiningPolyurethane-based products are 100% solids, either one or two component systems, 1:1 mixed byvolume, high performance, high build, fast set, aromatic and rigid polyurethane lining. They have beenspecifically designed as corrosion and abrasion resistant coating for long term protection of water pipeinternals. They should comply with the requirements of NSF/ANSI 61 standard for potable water andAWWA C222 standard. They can also be used for other applications including raw water, process water,sewage, and wastewater.
Excellent Performance PropertiesPolyurethane based systems cure to form a very hard and tough surface film with excellentresistance to abrasion, impact, chemical attack, and cathodic disbondment. They exhibitexcellent adhesion on correctly-prepared steel and ductile iron surfaces. The application of aprimer is not necessary. They are compatible with most readily available field joint coatingsystems such as heat-shrinkable sleeves, liquid epoxy, FBE, and polyurethane coatings.
All Temperature Cure and Unlimited Film BuildPU can be cured at almost any ambient temperature. These products have a very fast curingtime and are therefore applied using plural component spray equipment. The unlimited filmbuild can be achieved in a single coat multi-pass application. The end result is a thick,

30
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
impervious, and holiday-free internal coating film within minutes of spray application. Inspectionand quality testing can be made within 30 minutes and pipes can be put into service withinhours.
Environmentally SafePU is a 100% solids system, being free of solvents and VOCs, and is designed to meet stricthealth, safety and environmental standards. The product contains only pure resins and thefinished coating is safe for drinking water and food contact.
11.5.3 Coating Qualification Testing
Regardless of the purpose of an internal plastic coating in a pipeline application, the coating must be ‘fitfor purpose’. For example, it must have sufficient resistance against delamination, swelling anddisbonding in its intended environment. Advances in coating chemistry and technology over the lastdecade have led to the usage of coated line pipe in environments where this was previously not feasible.Oil and gas fields with service temperatures in excess of 120°C, and extreme chloride concentrations inexcess of 160,000 ppm, coupled with substantial concentrations of sour gas are not uncommon anymore.
When choosing the qualification tests to be used for the testing of the most appropriate coating systemit needs to be kept in mind that the coating standards used for ID coatings originated from the externalcoating business. The confusion is amplified by the extensive number of ANSI, AWWA, API, NACE, DINand ASTM standards that are associated with coatings and paint. These may not be suitable for internalcoatings. Care has to be taken that these standards are not confused with one another and the testingduring fit for purpose trials is relevant to the system in question.
The coating material under consideration should be tested for its resistance in its intended environment.It has to be kept in mind that most test work relating to internal plastic coatings is derived from externalcoating test procedures. As such there are several tests which, while appropriate for external coatingsystems, provide little beneficial data regarding the performance of an internal coating in a particularenvironment. One such test is the salt spray resistance test (discussed in API RP 5L) for coatingsystems designed for immersion services. Another test that will not provide a realistic view of coatingperformance in a line pipe application is the 90° degree impact testing which was used in the past toexpose brittle coatings that were susceptible to disbonding. Given the nature and direction of flowthrough a pipeline, 90° impact angles are not representative of potential coating damage to the internalsurface.General environmental parameters such as temperature and pressure are important variables for thecoating selection, especially when it comes to immersion service in sour environments. As thetemperature increases resistance to H2S generally decreases, these effects and results are bestevaluated in an autoclave test series. For sour-service environments it is advisable to conduct autoclavetesting simulating the field conditions with regards to gas compositions, pressures, temperatures, and ifapplicable, reconstituted field/formation waters can be used. These tests are conducted according toNACE TMO185 “Evaluation of Internal Plastic Coatings for Corrosion Control of Tubular Goods byAutoclave Testing”. The test coupons from the autoclave testing can then be used to test for theadhesion of the coating material prior to and following exposure to the corrosive environments. Anappropriate test for adhesion is according to ASTM D4541-02 “Standard Test Method for Pull-offStrength of Coatings using Portable Adhesion Testers”. The possible formation of blisters, classifiedaccording to ASTM D-714 “Standard Test Method for Evaluating the Degree of Blistering of Paints”,following autoclave testing indicates loss of adhesion to the steel substrate. In the past internal coatingshave failed due to different rates of thermal expansion and contraction between coating and the metalsubstrate. This could be due to simple temperature gradients between day and night-time or largetemperature differences between pipe ID and OD.

31
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Another important test indicating coating ‘flexibility’ is the Mandrel Bend Test (ANSI/AWWA P213-07),the coating requires sufficient flexibility to resist cracking and disbonding of the coating during pipelaying operations.
References
1. J. Nelson “Internal Tubular Coatings used to maximize hydraulic efficiency.” Corrosion 200 ,Paper 00173
2. Harald Strand “Economical and Technical Benefits of Internal Coatings of Oilfield tubulars andEquipment.” 10th International Symposium Celle
3. Crowe , R. H. “What Transco Learned about Internal Coating of gas Pipelines.” The Oil and GasJournal Vol 57, No. 15: pp 107-111
4. D.R. McLelland “Field Testing of Friction Losses in Plastic-coated Tubing.” API Division ofProduction
5. Pedersen 1990 “ Stainless Steel vs. PVC Surfaces”
6. A. Tamm, L. Eikmeier, B. Stoeffel “The influence of surface roughness on head, power input andefficiency of centrifugal pumps.” Hydraulic Machinery and Systems 21st JAHR Symposium,2002 Lausanne.
7. F.F. Farshad and H.H. Rieke “Flow Test validation of direct measurement methods used todetermining surface roughness in pipes (OCTG).” University of Louisiana
8. E. Sletjerding, J. Gudmundsson “Flow experiments with high pressure natural gas in coatedand plain pipes: Comparison of Transport Capacity.” Department of Petroleum Engineering andGeophysics, NUST Norway
9. M. Tobin, J. Labrujere “ High Pressure Pipelines – maximizing throughput per unit of pipelinediameter”, Shell Global Solutions, Moscow April 2005

32
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.6 – Insulation
Onshore pipelines may require anti-corrosion coatings, insulation and internal coatings to maintainproduct flow, UV protection (for above-ground lines) or protective and weight coatings for rocky areas,river and lake crossings.
Onshore insulation systems available today have been developed for external protection and insulationof pipelines operating at temperatures ranging from 85°C up to 650°C. Systems generally include acorrosion-resistant coating, a thermal insulation layer and an outer jacket or protective topcoat.
11.6.1 Onshore Insulation Systems
Onshore insulation systems are moulded and/or spray-applied polyurethane foam coatings developedfor external protection of buried or above ground steel and plastic pipe. The polyurethane foam providesa cost-effective alternative for preventing hydrate formation in gas pipelines, maintaining viscosity of hotoil lines and providing freeze protection for water and sewage lines.Systems use a multi-layer coating consisting of an anti-corrosion layer, thick polyurethane foam and apolyethylene outer water barrier. The compressive strength is high to resist damage from handling andburial. The polyethylene jacket may also be formulated for cold weather installation.For systems up to a maximum operating temperature of 85°C, tape and primer may be applied as ananti-corrosion undercoat. For higher temperatures up to 110°C, fusion bond epoxy is used as the anti-corrosion layer.
11.6.2 Onshore Insulation to 150°C
High temperature systems use spray-applied polyurethane foam coating developed for externalprotection of buried or above ground steel pipe. The polyurethane foam provides a cost-effectivealternative for maintaining the viscosity of hot oil lines, diluent bitumen and hot bitumen lines to amaximum service temperature of 150°C. It consists of a high-temperature fusion bond epoxy anti-corrosion layer which has also been rated for up to a maximum service temperature of 150oC underinsulation. A sprayed-on low density polyurethane foam offers excellent insulation characteristics forextended service life at high temperatures. The thickness and compression strength can be tailored tomatch the pipeline project requirements. The foam is protected by an extruded high-densitypolyethylene jacket that provides excellent mechanical protection to prevent damage and moistureingress into the system. The system is designed to be installed in environments down to a temperatureof -40°C.
This high temperature system provides a watertight barrier. The polyurethane foam reduces heat loss toprevent hydrate formation in gas pipelines and helps to maintain viscosity in hot oil lines. An optionaldesign for further protection against temperature loss is the application of heat tracing channels.
1. Corrosion Resistant Coating
2. Thermal Insulation Layer
3. Outer Jacket - Protective Topcoat

33
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.6.3 High Temperature Systems to 650°C
In addition to existing coating solutions, new products are being developed to address newrequirements for abrasion resistance, higher operating temperatures, and installation in extreme coldtemperatures to serve the oil sands and Arctic regions.
Pre-insulated pipelines are used to transport both high and low temperature mediums where maintainingpipeline temperature is important. Applications range from low temperature LNG pipelines to hightemperature bitumen pipelines. The pipelines consist of an inner carrier pipe covered in an insulatingmaterial and jacketed externally for protection and integrity.
Pre-insulated pipe systems for above-ground pipelines reduce project costs and improve schedules forconstruction of in-situ oil sands production installations. Pre-insulating pipes prior to shipping toconstruction sites should reduce field labour and is more time efficient than insulating pipes atcongested, space-constrained construction sites.
Very high temperature systems are required for above ground piping for thermal recovery operationswhere operating temperatures are 650°C such as: hot oil and bitumen, steam lines and hot processwater lines. These systems consist of wrapped aerogel insulation blanket and an aluminium cladding forweather proofing. Aerogel insulation offers very high thermal insulation efficiency resulting in reducedinsulation thickness compared with other alternatives such as rock wool or calcium silicate. Corrosionprotection is not required.
11.7 –Buoyancy Control Systems
Virtually all onshore pipelines have to cross aquatic environments – rivers, channels, lakes, fjords ornarrow sea gulfs, bays and channels – along their route. Sometimes, their route goes through semi-aquatic environments, such as swamps, marshes, or permafrost. In all these environments, if thepipeline is not buried in solid ground, it will tend to move from its design position and float towards thesurface. This phenomenon – identical to the one occurring in offshore environments – can affect anypipeline crossing an onshore wet environment. Moreover, it is more frequent in large diameter pipelinesand in pipelines transporting gas. As the pipeline moves from its design position, this creates buckling oreven rupture risks. Of course, an easy solution for the floatability/buoyancy issue would be to increasethe wall thickness of the steel pipe; however, this solution is very expensive, so that the industry hasresearched other cheaper but effective solutions for pipeline buoyancy mitigation. Therefore the industryhas developed similar solutions for the onshore wet environments, based on the extensive experience inmitigating the pipeline buoyancy phenomenon offshore, as well as other onshore pipeline constructiontechniques used for crossing or avoiding obstacles.
1. Aerogel Blanket
2. Metal Cladding

34
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
In order to avoid the floatation phenomenon in onshore wet environments, the industry uses three maintypes of approaches:
- Wet environment aerial crossing – the pipeline is installed from the beginning at a safe distanceover the wet environment area. This is usually done by using existing road/railway bridges to carrythe pipeline or install a dedicated bridge for the pipeline over the river, lake or swampy area. Thisapproach has the advantage of minimizing the wet environment disturbance, but exposes thepipeline to potentially damaging weather-related factors – UV degradation, impacts, floods etc.
- Wet environment under-crossing – the pipeline is installed from the beginning at a safe distanceunder the wet environment area – under the river or lake bed. This is usually done by using horizontaldirectional drilling (HDD) techniques. This approach has the advantage of minimizing the wetenvironment disturbance, but will not solve the problem in certain types of onshore wetenvironments, such as marshes or permafrost, where the thickness of the wet layer is too highcreating technical challenges for installing the pipelines
- Buried pipeline – the pipeline is installed at the bottom of the wet environment – sometimes atrench is prepared to receive the pipeline – and then buried (by rock dumping etc). The advantage ofthis approach is that it reduces the risk of the pipeline floating to the surface. However, theeffectiveness of this method is dependent on the quality of the burial operation – strong rivercurrents, suboptimal trench cover material or incorrect burial could, for example, lead to the pipelinebeing uncovered and starting to float. Moreover, this approach is rather ineffective in marshes orpermafrost areas where the thickness of the wet layers is high.
- Buoyancy control systems - the main purpose of these systems is to avoid the above-mentionedrisks by creating negative buoyancy that will counter the floatation effect described above and willthus allow the pipeline to stay in the design position. The advantage of these systems is that most ofthem are effective in onshore wet environments where other approaches show limited results, suchas marshes, swamps or permafrost. Some of them also offer supplementary mechanical protectionagainst potential impacts from ship anchors, rocks, etc. Their main weakness is that the relativeinstability of some of them (such as aggregate-filled bags) means they cannot usually be used forenvironments such as rivers, lakes, sea channels etc.
The review in this section is going to focus on the buoyancy control systems. The first buoyancy controlsystems were developed in the early part of the last century, when two cast iron half shells were boltedtogether around the pipe. Cast iron weights were then replaced by the less expensive and easier tomanufacture cast concrete weights – set-on or bolt-on. The concrete weight coatings have beendeveloped during the second part of the century to become the main buoyancy control system in theindustry. Finally, during the 1990s, aggregate-filled envelopes were developed for use in regions wherethe other systems could not be used. The most widely used buoyancy control systems in the industrytoday are reviewed in the following sections. Note that the list of systems described below might not beexhaustive; other systems could be used in onshore pipeline projects, but on a more limited scale.
11.7.1 Concrete Weight Coatings
Concrete weight coatings have been developed and used for more than 40 years to provide negativebuoyancy to pipelines crossing onshore wet environments. Just like the concrete coatings formechanical protection, previously when applied in a specialized coating plant, the concrete weightcoatings are the only buoyancy control systems in the industry that also offer supplementary mechanicalprotection to the pipe and an anti-corrosion coating during the whole pipeline construction process(transportation to ROW, temporary storage, handling, stringing, lowering in, backfilling) and the entirepipeline service life.

35
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Concrete coatings can be plant-applied (through side-wrap, spraying or impingement processes) orapplied in the field – sprayed or form-and-pour (moulded) concrete, and are covered by the new EN ISO21809-5:2010 international standard. All concrete coatings are reinforced by wire mesh, rebar cages ordifferent types of fibres and use a dry concrete mix (5-7% water) to allow for the pipe to be handled rightafter the application of the concrete. Their required 28-day compression strength is in the 40-50 MParange. Some concrete coatings are wrapped in a perforated polyethylene outer tape that avoidsconcrete spalling and allows curing (the PE tape can then be removed). Other concrete weight coatingsare cured allowing the concrete to cure naturally outdoors through accelerated curing using steam. Thefield joint area is usually protected by fast-setting reinforced concrete that is applied by specialisedcontractors in the field.
Compared to the mechanical protection concrete coatings, concrete weight coatings are thicker andheavier. Concrete weight coatings are usually 50-75 mm thick, although the maximum thickness thatcan be applied is 150 mm for the side-wrap process and around 200 mm for the impingement andform-and-pour processes. The negative buoyancy potential is given by the high density of the concreteweight coatings – between 1800 and 3700 kg/m3 – which is usually obtained by using heavy naturalaggregates (iron ore, barite) or industrial by-products (such as different types of heavy slags) in theconcrete mix. Concrete weight coatings are generally not bendable, reducing the capability of thepipeline to follow the terrain configuration.
Fig. 23 – Plant-applied concrete weight coating
If available in the region where the pipeline is built, concrete coatings offer the highest flexibility topipeline designers and contractors, as they have no limitations of use for negative buoyancy applicationsand can be used in any type of onshore wet environment from rivers to permafrost. Another advantageis that the concrete weight coatings offer not only negative buoyancy, but also mechanical protectionagainst potential impacts. Finally, the concrete weight coatings’ long-term stability is another strongpoint – the pipeline operators can be sure that the concrete weight coatings will remain in place (ifcorrectly applied) around the pipe for the entire service life of the pipeline, which is not always the casewith other onshore buoyancy control systems that can slip away from the pipe or move along it, causingpipeline stability issues. A factor that has to be taken into account is that the plant-applied concreteweight coatings increase the weight that has to be transported and handled to and on the right-of-way,thus slightly increasing the project costs. Field-applied concrete coating, although having a neutralimpact on the logistic costs, is a relatively slow process and can delay the pipeline construction process.Finally, using concrete weight coatings, applied in a plant or in the field, could be challenging in someremote ROW areas with difficult or restricted access.

36
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.7.2 Cast Concrete Systems
Cast concrete systems were developed to replace the earlier cast iron bolt-on weights that were moreexpensive and more difficult to manufacture. Although there are many variations of cast concretebuoyancy control systems, one can divide them in two main categories based on their installationmethod:
- Set-on (saddle-type) cast concrete systems – these systems are built as a single-piece of castconcrete that is lowered on the pipeline at pre-determined distances. Because of their shape,they are sometimes called doghouse weights. The set-on systems sit on the top of the pipeline,with their sides straddling the pipe like a saddle. These systems tend to be used in semi aquaticenvironments, such as marsh or permafrost areas, as their relative instability on the pipe createschallenges for use in river or lake crossings
- Bolt-on (half-shell) cast concrete systems – these systems are made of two cast concrete half-shells that are installed on the pipeline at pre-determined distances. The two half-shells are boltedtogether, usually using steel bolts, or strapped on the pipe, and cover the whole circumference ofthe pipe. These systems are used more often for aquatic environments, such as river and lakecrossings, as their stability on the pipe is better than that of the set-on systems.
Fig. 24 – Set-on cast concrete weight
Cast concrete systems are usually manufactured in a specialized facility and based on the specificrequirements of the project – level of negative buoyancy needed, pipe diameter etc. They are alwayssteel rebar reinforced and the concrete mix usually includes special sulphate-resistant cements that aresuitable for construction applications in wet environments, as well as heavy aggregates for increasingthe buoyancy control potential. They do not have limitations in terms of pipe diameter and – especiallyfor the heavier ones – have handles provided for lifting and handling during transportation andinstallation. Because the contact between the pipe and the cast concrete can damage the anti-corrosion coating of the pipe, the pipe itself or both, all the cast concrete systems have a protectivelining installed at the interface between pipe and concrete. These linings are made of materials such asrubber, neoprene or non-woven geotextile fabrics.
Cast concrete systems are used in regions where concrete weight coatings are not available or areavailable at a much higher cost. Their main advantage is that they can be built by any cast concretemanufacturer, even having minimum previous experience in the pipeline construction industry. Thequality of their long-term buoyancy control is dependent on the quality of their installation on the pipelineby the field crews of specialized contractors. Moreover, the installation of some of these systems – doneon the right-of-way – can be slow, such as the bolting on of the concrete weights underwater by divercrews. Set-on cast concrete systems are inherently less stable and therefore cannot be used in mostaquatic environments. Even the bolt-on systems can become unstable or move due to strong watercurrents or other external impacts (ship anchors etc). Finally, cast concrete systems present a risk ofdamaging the pipe and its anti-corrosion coating during the installation – for example, the risk of a cast

37
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
concrete weight falling on the pipe – and later, during the service life, especially if the concrete systemmoves from its designed place.
11.7.3 Aggregate Envelope Systems
Aggregate-filled envelope systems have been developed during the 1990s as a new method for solvingthe floatability issue in onshore wet environments. These systems have quickly carved a market niche forthemselves as solutions of choice in regions where the restricted access does not allow for the use ofconcrete-based buoyancy control systems or where these systems have a much higher cost.
The aggregate envelope systems, or saddle weight bags, are usually strong membranes made ofmaterials such as non-woven geotextile fabric, with one or more compartments that are filled with sandor local aggregates and then placed on the pipeline for buoyancy control. The industry has developeddifferent versions of these systems that can replace the two main categories of cast concrete systems;there are strap-on versions that are replacing the bolt-on cast concrete systems and set-on versionsthat are replacing the set-on cast concrete systems.
Fig. 25 – Aggregate-filled geotextile envelope system
Just like any of the competing systems, the aggregate envelope systems have some strong points andsome weaknesses. The aggregate-filled envelope systems are less expensive on a total installed coatbasis compared to the cast concrete or concrete weight coating systems. This cost advantage comesmainly from the fact that the transportation costs are lower – only empty saddle bags have to betransported to the ROW, where they are then filled with local material. The use of locally available fillermaterial (sand, natural aggregates) also reduces the costs, compared to concrete systems. Theirinstallation is also simpler and quicker than that of cast concrete systems. Aggregate envelope systemsalso conform better to the bottom of the pipeline trench and do not require a deeper trench like some ofthe cast concrete systems. They do not need a protective liner as the cast concrete systems do. Finally,they can easily be transported to restricted access areas where other systems cannot be transportedand extra bags left after the installation can be returned or easily stored and retained for the next project.Although the aggregate envelope systems can easily be used in semi-aquatic environments (marshes,permafrost), they are more challenging and slow to install than cast concrete systems in aquaticenvironments (such as rivers and lakes). Their stability in areas with strong water currents or otherpotential impacts is also questionable. Installation teams have to pay extra attention to the handling andinstallation of the saddle bags, in order to avoid rendering them useless through tearing or shredding.Finally, the efficiency of these systems will always be dependent on the quality of the installation processin the field, which cannot always be guaranteed.

38
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.7.4 Steel Screw Anchors
An emerging technology used for pipeline buoyancy control is screw anchors. Screw anchors are steelshafts with helices welded to them that are literally ‘screwed’ into the soil beneath the pipeline. Oneanchor is installed on each side of the pipeline, and then connected over the top of the pipeline with asaddle which will allow the anchors to resist the uplift forces on the pipeline.
This technology was used extensively in North America in the late 1960s, but was phased out andtraditional concrete buoyancy control methods took over. It re-emerged in the 1990s in North Americaas pipeline owners and contractors performed value engineering analysis, and studied ways to reducethe ever-escalating costs of pipeline construction. Since that time, they have been used extensively inNorth American and Asia, as well as South America, Africa, and Europe. There are several stepsinvolved in the design of a proper screw anchor buoyancy control system:
• Identify pipe characteristics, and safety factor required
• Gather data on soil parameters (where feasible) or define assumptions for soil conditions (often inconjunction with contractor or screw anchor supplier)
• Calculate maximum allowable centre to centre spacing of anchors along the pipeline, taking intoaccount soil strength, anchor strength, allowable pipe stresses, and pipeline deflection
Fig. 26 – Pipeline with steel screw anchors
Generally cost effective on pipelines with an outside diameter of 300 mm and larger, a screw anchorbuoyancy control system can offer cost savings over concrete weight coatings or cast concretesystems. Cost savings are obtained through relatively large spacing between anchor sets along thepipeline length. This results in less material, transportation, and construction costs. The quality of screwanchors’ long-term buoyancy control is dependent on the quality of their installation on the pipeline bythe field crews. Moreover, the installation of some of these systems – done on the right-of-way – can beslow, especially if installation has to be done underwater. Screw anchors do not offer any mechanicalprotection for the pipe and its anti-corrosion coating against impact and penetration damage fromexternal sources (ship anchors etc). Finally, additional padding has to be inserted between the steelconnection on top of the pipe and the pipe itself to avoid any damage to the anti-corrosion coating andthe pipe. Screw anchor systems also present a risk of damaging the pipe and its anti-corrosion coatingduring the service life if the anchors move from their designed place.

39
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.7.5 The Optimal Buoyancy Control System – Selection Guidelines
In order to minimize the risks for the stakeholders involved in an onshore pipeline project, the buoyancycontrol approach has to be discussed as early as possible during the early stages of the project. In orderto choose the optimal buoyancy control system(s), the parties involved have to use criteria that aresimilar to those used for the other pipeline protection systems.
- Technical performance criteria – in the case of buoyancy control systems, the most importanttechnical performance criteria will be the ability of the buoyancy control system to reach and maintainthe required level of negative buoyancy over the entire service life of the pipeline. The stakeholderswill have to assess if the selected systems have to fulfil other needs, such as the need for mechanicalprotection against various types of impacts.
- Design and constructability criteria – based on the specifics of the project, it is possible thatsome of the buoyancy control systems could not be used, due, for example to the limited access tothe right-of-way
- Environmental impact criteria – the stakeholders will be interested in selecting the buoyancycontrol system that will minimize the overall environmental impact of the project, such as habitat lossfor aquatic fauna and flora, disturbance of environmentally-sensitive areas (marshes and permafrost)etc.
- Economical criteria – the stakeholders will assess the availability of different buoyancy controlsystems in the project’s region and will compare the total installed cost of each system; thestakeholders will be interested in selecting the system that offers the optimal level of buoyancycontrol with the lowest total installed cost. The total installed cost will include not only the purchaseprice of the buoyancy control systems, but also the direct and indirect installation costs – such asadditional transportation and handling costs, additional manpower and equipment needed forinstallation, installation time etc.

40
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.8 – Cathodic Protection
11.8.1 Background
Typically, an external pipeline corrosion protection system consists of two components – the coating andthe cathodic protection (CP) system. Corrosion takes place when electrons are removed from the metalat the anode area on the pipe surface and consumed by the reaction at the cathode with oxygen orhydrogen.
For corrosion to take place there must be:
• Anode (corroding area)
• Cathode (protected area)
• Electrically conductive metallic path connecting the anode and the cathode
• Ionically conductive electrolyte immersing the anode and cathode
There can be various causes of corrosion including:
• Differential Aeration Cells: A pipe installed under a paved road in compact soil reduces theamount of oxygen at the pipe whereas as pipe in nearby ditches may be in aerated soil.Corrosion takes place in the pipe beneath the road.
• Dissimilar Soils: In soils that are more conductive, corrosion takes place along those sections ofthe pipe.
• New / Old Pipe: New pipe used to replace a section of line becomes the anode and corrodes,protecting the old sections.
11.8.2 Purpose / Objective of the CP System
The anodic or corroding areas and the cathodic or protected areas on a pipeline are commonly on thesame surface but separated microscopically. The coating system is the primary barrier againstenvironmental corrosion while the CP system is a secondary defence to protect areas of the pipe thatbecome exposed due to scratched, missing or damaged coating. CP is typically used to preventcorrosion at any weak areas in the coating such as field joints or damaged spots.
CP is fundamental to preserving a pipeline's integrity by replacing the electrons generated by the normalcorrosion process. CP controls corrosion by supplying an external direct current that neutralizes thenatural corrosion current arising on the pipeline at coating defects. CP prevents corrosion by convertingall of the anodic or active sites on the metal surface to cathodic or passive sites by supplying electricalcurrent from an alternate source. The current required to protect a pipeline is dependent on theenvironment and the number and size of the coating defects. The greater the number and size ofcoating defects, the greater the amount of current required for protection.

41
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.8.3 Available Cathodic Protection Systems
There are two main CP methods of providing protection against external corrosion – the impressedcurrent and the galvanic protection methods.
Impressed Current Cathodic Protection
Impressed current CP describes the case in which the electric current for protection is providedby an external power supply. This type of system uses a ground bed and an external powersource to impress current onto the pipeline. For a buried, onshore pipeline, a generator or alocal utility provides the electricity. Commercially supplied AC is converted to DC. The systemuses an anode bed and an external power source to impress current onto the pipeline.Impressed current protection involves connecting the metal to be protected to the negativepole of a direct current (DC) source, while the positive pole is coupled to an auxiliary anode.Electrons are introduced into the pipe and leak out at the bare areas where the cathodicreaction occurs. Impressed current CP is rarely used in subsea pipelines.
The ground bed is important for the effectiveness of the impressed current systems. It transferscurrent from the source through the ground to complete the circuit with the pipeline. One of themost common ground beds is the horizontal type with anodes installed with a backhoe at adepth below the frost level in the soil.
Galvanic-Anode Cathodic Protection
Subsea pipelines are commonly protected by galvanic anodes. This method employs the basicconditions needed to produce an active corrosion cell: an anode, cathode, electricallyconductive pathway and electrolyte; and a difference in energy level between anode andcathode. The flow of current through the electrolyte is always from the anode to the cathode.Wherever electrical current leaves the anode to enter the electrolyte, small particles of iron aredissolved into solution, causing pitting at the anode. Wherever the current enters the cathode,hydrogen gas is formed on the surface and the cathode is preserved and protected fromcorrosion. If one of the conditions above is removed, corrosion cannot continue. It is theremoval of one of the conditions, to reduce or interrupt the flow of current, which is the basisfor CP.
Negative Return Cable
(Structure Connection)
Protected
Structure
DC Power
Supply
Insulated
Anode Cable
Sea Water
Impressed
Current Anode

42
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
For ground installations, the electrolyte is the moisture of the soil. The anode is a material having a moreelectronegative potential than steel. Typically, it is made from materials such as aluminium, zinc,magnesium or alloys of those metals. When the materials used as anodes are mechanically coupled tosteel with an attachment wire, the steel pipe becomes the cathode. Subsequently, a current flows, andthe anode corrodes to provide electrons that protect the pipeline.
CP trades corrosion on the pipe for corrosion on the sacrificial anode. The driving voltage (the differencein potential between the anode and cathode when coupled together in a corrosion cell) is limited withgalvanic anodes; the amount of current that can be delivered tends to be low. Galvanic anodes arenormally used in low resistivity soils to provide current to pipes having an excellent coating.
11.8.4 Anode Material Selection
Zinc has been in use as a sacrificial anode for longer than aluminium and is considered the traditionalanode material. However, aluminium has several advantages as a sacrificial anode material and is nowthe material of choice (magnesium can be used for onshore pipelines but is not efficient for subseapipelines because it corrodes rapidly in seawater and only provides about half the electric current forCP). Aluminium is capable of delivering more current in seawater and has higher a current capacity, so alower consumption rate. Thus a smaller mass of aluminium anode will protect the same surface for agiven period of time as compared to a zinc anode. This leads to greater economy and improvedperformance in using aluminium as opposed to zinc. Moreover, the effect of operating temperature onthe anode materials is very important. Zinc anodes alloy contains small quantities of iron which leads tointergranular corrosion. Aluminium is also usually preferred to zinc because it is less expensive.
The temperature will have an important impact on the electrochemical capacity – as seen below theanode current capacity decreases as the temperature increases, reducing the CP effectiveness.
Protected
Structure
(Steel)
Anode
Connection
Sea Water
Aluminium
Anode

43
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
11.8.5 Cathodic Protection System Design
The goal of CP system design is to provide the minimum potential that provides CP. A potential abovethat level increases the cost and the electrical stress across the coating and may lead to cathodicdisbondment.
The galvanic anode system should be designed such that a sufficient current is provided to the pipelineto maintain the required potentials throughout the design life. There are two different kinds of galvaniccathodic protection available. Below is an overview of both, together with the benefits and limitations ofeach method.
Bracelet AnodesToday, almost all new pipelines installed are equipped with bracelet anodes. Two different kinds ofmaterials are normally used: aluminium and zinc. Bracelet anodes are cast as two halves that fit togetheraround the pipe. If there is no weight coating, the anodes are profiled with tapered ends, otherwise withshouldered ends when a weight coating is used.
Bracelet anodes may be fitted to the pipe as it is laid or retrofit anodes may be attached to the pipelineonce it is in place. Retrofit anodes have the benefit of being separated from the pipeline and so are notexposed to elevated temperatures.
The anodes are electrically connected to the pipeline by copper braided wire (pigtails), one endconnected to the steel insert and the other brazed or welded to the pipeline.
Square shouldered bracelet anodes are typically used on pipe that has a concreted weight coating.

44
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Tapered anodes are designed to be installed on pipelines with only a corrosion or insulation coating. It isto protect the bracelet anodes during the pipe-laying process, and stopping them snagging on therollers used on the vessel firing line and stinger. Even with these tapered designs, non-weight coated pipelines can still suffer anode damage, which canin turn cause coating damage. Several methods are being used to combat this problem such aspolyurethane tapers or mounting both halves of the bracelet on top of the pipe thus avoiding contactwith the stinger during pipe laying.
Retrofit AnodesRetrofitting is normally used for the installation of additional anodes when a CP system is not adequate,or for extending the design life of the CP. It is also possible to use a retrofit system when it is notpossible to use anode bracelet, for example where the temperature of the pipeline would render braceletanodes ineffective. Finally, a retrofit CP survey is usually less expensive and easier to undertake.
11.8.6 Coating breakdown factor
The purpose of a protective coating on the pipeline is to restrict the access of oxygen to the pipeline andthus reduce the current demand. For CP design it is assumed that the protective coating is 100%effective except at areas of coating breakdown. The bulk of the protection current passes through thecoating because all organic coatings are permeable to oxygen to some extent. When the oxygen arrivesat the steel surface, it will remove electrons. This appears as a current flux through the coating. As thecoating ages, the resistance to permeation decreases and a higher oxygen flux occurs resulting in ahigher current flow through the coating. The final coating breakdown has a higher value than the meancoating breakdown. This means that the coating will protect the pipeline less, and will be more prone toexternal corrosion
11.8.7 Total net anode mass
The total net anode mass corresponds to the weight of anodes which must be used to provide sufficientpotential protection to the pipeline over its life. The total net anode mass is directly related to the anode

45
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
utilization factor and the electrochemical capacity of the material used. For example, as zinc andaluminium do not have the same properties, the total net mass required may change considerably. Thetable below shows the difference between materials for a pipeline with no external coating.
11.8.8 Anode utilization factor
The anode utilization factor is required because it is not possible to obtain 100% utilization of the anodematerial. Anodes are made by casting the anode material in a steel former. During fabrication the anodecorrodes down to the inner ligature of the casting around the former, meaning the anode material loseselectrical connectivity with the former, thus rendering a percentage of the anode unusable.
11.8.9 Anode Numbers
The required number of anodes is calculated from the weight of each individual anode as a function ofthe total net mass demand. So if, we are using lighter anodes the number of anodes required willincrease.
Because it is necessary to respect a maximum distance between anodes (see section 11.8.5), it isimportant to find a compromise concerning the number of anodes. Using fewer anodes will reduce thecost of installation but may not provide sufficient current along the pipeline, whereas using a largenumber of anodes will provide sufficient current, but result in a higher installation cost.
The number of anodes is also dependent of the final individual anode current output and the demand forcathodic protection of a pipeline section. This will usually provide a lower anode numbers. But in orderto have sufficient protection, the required number should satisfy both criteria.
11.8.10 Cathodic Protection Surveys
Periodic inspection of the pipeline CP system is necessary to ensure that the system is functioningcorrectly. There is no corrosion allowance provided for external corrosion. A common approach is toinspect the pipeline shortly after installation, usually within the first year of service to ensure that theanodes are functioning and, then to resurvey about halfway through the design life of the CP system.The long delay from initial to second survey is acceptable because the coating on the pipeline shouldremain intact and the anodes are designed for protection of a significantly deteriorated coating.
11.8.11 Overprotection
Overprotection refers to the use of excessively high potentials to protect the pipeline. High potential canbecome a problem if the spacing between ground beds is too great or when poorly-coated lines areelectrically connected to well-coated pipelines. Calculations take into account factors such as piperesistance, soil resistivity, coating conductance and potential limitations to determine the spacing thatmeets the CP criteria without causing excessive potential near the ground bed. It may also be necessaryto insulate segments with poor coating quality from those with good coating quality. Proper CP designshould minimize overprotection.
Conclusion
The industry has come a long way in ensuring the integrity of pipeline projects. However, as the pipelinesector is growing further, challenges are born from the complexity of the new pipeline projects – more

46
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
extreme climatic conditions, populated areas, longer pipelines, etc – and from the new pipelineoperation requirements – increasingly high or low operating temperatures, higher pressures, newproducts transported through pipelines etc. Innovation is thus needed to continue to ensure the integrityof new pipelines and to maximize their transportation potential.
Therefore nowadays the companies in the pipeline industry pay equal attention to all the aspects ofpipeline integrity during all the stages of the supply chain, as well as during the pipeline installation andservice life. The keyword for the future in this field is innovation - new coating materials, new coatingsystems, new application processes - and new holistic approaches to make the pipelines safer andmore efficient.
References
1 J. Alan Kehr, “Fusion-Bonded Epoxy (FBE) – A Foundation for Pipeline Corrosion Protection”,Houston, Tx, NACE International, 2003
2 D. Newman, “Pipeline Corrosion Protection for High Pressure High Temperature DeepwaterPipelines”, 2010
3 A. Palmer, R. King, “Subsea Pipeline Engineering”, Tulsa, Oklahoma, PennWell, 2004

Appendix 11.1.1
Comparison of Mainline External Anti-Corrosion Coatings3
3 Adapted after New developments in high performance coatings, Worthingham R., Cettiner M., Singh P., HabererS., Gritis N., 2005
47
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
CoatingSystem
Single-layerFusion-BondedEpoxy (FBE)
National/InternationalStandard
Strengths Weaknesses
• CSA Z245.20 • EN ISO 21809-2
• Excellent corrosionresistance
• Does not shield CP system• High adhesion limits
damaged areas
Dual-LayerFusion-Bonded
Epoxy(2L FBE)
• CSA Z245.20 • Depending on the topcoatselection, very goodabrasion and damageresistance – ideal for specialapplications such as HDD –or very good performance inhigh operating temperatureenvironments
• Excellent corrosionprotection
• Low impact resistance resultsin considerable damage duringpipe handling, storage,transportation and installation
• High moisture absorption andpermeation especially at hightemperatures
• Affected by UV during storage
• Low flexibility• Sensitive to steel surface
preparation and condition• High moisture absorption and
permeation especially at hightemperatures
• Affected by UV during storage
3-LayerPolyethylene
(3LPE)
• DIN 30670• NFA 49 711• CSA Z245.21• EN ISO 21809-1
(draft)
• Excellent handling• Superior low temperature
flexibility and impactresistance
• Excellent corrosionresistance
• Excellent moistureresistance
• Prone to thinning across raisedweld seams
• Side extrusion prone todelaminations and voids
• Sensitive to steel surfacepreparation and condition
• Minimum thickness constraints
3-LayerPolypropylene
(3LPP)
• DIN 30670• NFA 49 711• EN ISO 21809-1
(draft)
• Excellent handling• Excellent impact resistance • Excellent corrosion
resistance• Excellent moisture
resistance
• Prone to thinning across raisedweld seams
• Side extrusion prone todelaminations and voids
• Sensitive to steel surfacepreparation and condition
• Minimum thickness constraints
3-LayerCompositeCoatings
• CSA Z245.21• EN ISO 21809-1
(draft
• Excellent handling• Excellent corrosion
resistance• Excellent low temperature
impact resistance andflexibility
• Excellent moistureresistance
• Excellent raised weldcoverage
• Thickness constraints• Sensitive to steel surface
preparation and condition
Tape Coatings • DIN 30670 • Good corrosion resistance• Good impact resistance
• Prone to delaminations andvoids
• Protection is dependent on thequality of the installation crew(if installed in the field)

Appendix 11.1.2
Field Joint Coating Selection Table
* Standards and Specifications:1. ISO/FDIS 21809-3:2008(E) Petroleum and natural gas industries — External coatings for buried or submerged
pipelines used in pipeline transportation systems — Part 3: Field Joint Coatings2. CSA Z245.20, External fusion bond epoxy coating for steel pipe3. CSA Z245.21, External polyethylene coating for pipe4. EN 12068 Cathodic Protection - External Organic Coatings for the Corrosion Protection of Buried or Immersed
Steel Pipelines Used in Conjunction with Cathodic Protection - Tapes and Shrinkable Materials5. NFA 49-710, Steel tubes. External coating with three polyethylene based coating. Application through extrusion. 6. NFA 49-711, Steel tubes. External coating with three polypropylene layers coating. Application by extrusion.7. DNV-RP-F102 Pipeline Field Joint Coating and Field Repair of Linepipe Coating8. NACE RP0105-2005, Liquid-Epoxy Coatings for External Repair, Rehabilitation, and Weld Joints on Buried Steel
Pipelines 9. NACE RP0303-2003, Field-Applied Heat-Shrinkable Sleeves for Pipelines: Application, Performance, and Quality
Control 10. NACE RP0402-2002, Field-Applied Fusion-Bonded Epoxy (FBE) Pipe Coating Systems for Girth Weld Joints:
Application, Performance, and Quality Control 11. AWWA C209 Cold-Applied Tape Coatings for the Exterior of Special Sections, Connections, and Fittings for
Steel Water Pipelines12. AWWW C216, Standard for Heat-Shrinkable Cross-Linked Polyolefin Coatings for the Exterior of Special
Sections, Connections, and Fittings for Steel Water Pipelines
48
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
MainlineCoating
Fusion-bondedepoxy (FBE)
Most CommonField JointSystems
Alternate FieldJoint Systems
RelevantStandards andSpecifications*
- Fusion-bondedepoxy (FBE)- 2-Component liquidepoxy (2CLE)
3-Layer heat-shrinkable sleeve(3L HSS)
Dual-layer FBE(2L FBE)
- 2-Layer fusion-bonded epoxy(2L FBE)- 3-Layer heat-shrinkable-sleeve(3L HSS)
2-Component liquid epoxy(2CLE)
1, 2, 7, 8, 9, 10, 12
2, 4, 7, 8, 9, 12
3-Layerpolyethylene
(3LPE)
- <50ºC - 2-Layerheat-shrinkable-sleeve(2L HSS)- >50ºC - 3-Layerheat-shrinkable-sleeve(3L HSS)
Adhesive tape systems (CAT) 1, 3, 4, 5, 7, 9, 12
3-Layerpolypropylene
(3LPP)
- 3-Layerpolypropylene heat-shrinkable-sleeve(3LPP HSS)- 3-Layerpolypropylene tape(3LPP Tape)
- Injection-mouldedpolypropylene (IMPP)- Flame-sprayed powder (FSPP)
1, 4, 6, 7, 9, 12
3-Layer composite 3-Layer polyethyleneheat-shrinkable sleeve(3LPE HSS)
Flame-sprayed powder (FSPE) 1, 4, 7, 9, 12
Tape - <30” diameter -adhesive tape systems(CAT)>30” diameter - 2-layerpolyethylene heat-shrinkable sleeve(2LPE HSS)
- 2-Layer polyethylene heat-shrinkable sleeve (2LPE HSS)- 3-Layer polyethylene heat-shrinkable sleeve (3LPE HSS)
1, 4, 7, 9, 11, 12

49
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Field Joint Coating Selection for Polyurethane Foam Coated Pipeline Systems

50
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 11
Appendix 11.1.4
Supplementary Mechanical Protection Systems Selection Table

1
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 12
12 Pipelines and the Environment (section to be developed)
This multiple-aspect topic also deserves a section of its own, yet to be developed.

2
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 12

1
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13 New Trends and Innovation
13.1 Functional Specifications for a Near-Real-TimeConstruction Monitoring Tool
Introduction
The concept of developing a responsive and prompt project controls tool, aiming to enhance theefficiency, quality, safety and environment of onshore pipeline construction operations, emerged as aprospective route towards establishing an integrated GIS-based pipeline construction managementsystem.
The purpose of this section is to recommend the basic functional specifications for developing a "near-real-time (near-live) monitoring tool”, a comprehensive project controls tool with a GIS-based interface,which can be used during the life-cycle of the pipeline construction project. Technical specifications andsubsequent development of a system that meets these specifications would follow this preliminaryphase.
Scope of Innovation
The tool aims at presenting an accurate outlook on the major aspects of the construction cycle as wellas significant related events, as soon as they occur or can be recorded, and in a visual geographicalenvironment. Updated feedback would include:
• Construction progress reporting
• Project information and documentation
• Assets and resources management
• Material control and traceability information
• Quality control data
The ensuing visual controls platform shall comprise data-rich feeds and dynamic reporting which wouldenhance the proactive involvement of project staff for better anticipation of construction conditions andimprovement of the critical decision making process.
Description
Building on the collaborative experience of pipeline contractors, major data groups were identified askey elements of the pipeline construction phase. While these groups are not necessarily conclusive, theyprovide the guideline for the way forward. Appendix 13.1.1 provides a more comprehensive profiling ofthe groups, information sources, attributes, data workflows, and potential operations enhancements.The following is a list of these data groups with their associated classes:
• Material management
• Pipe shipments• Pipe yards• Stores information
• Manpower
• Accommodation information• Manpower data
• Equipment
• Machinery and vehicle stores• Emergency equipment• Equipment tracking information• Vehicles tracking information

2
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
• Progress
• Construction progress of activities• Planning/scheduling of activities
• HSE and social
• Points of interest (hospitals, medical centers, police stations etc.)• Accidents and incidents• Grievances and complaints• Areas of special status
• Engineering data
• Pipeline routes• Crossings• Access roads• AGIs and tie-in points• Marker points• Fiber-optic cables• Geotechnical and cathodic protection data
The diagram below indicates the information associated with the data groups identified in this section,and how they and the technical specifications serve to provide the high-level users with an integratedcontrols platform.Features

3
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
With this scope in mind and to facilitate user interaction, the development of this platform mustencapsulate state-of-the-art features and workflows built on the concepts of a GIS interface, webaccessibility and shared data repositories. The tool would be empowered by:
• Links to the existing project controls and logistics systems
• Business features such as electronic data interchange (EDI), flags, notifications, flexiblereporting tools, and improved procedures
• Modern technologies and practices in systems development
• State-of-the-art market tools
• R&D on new concepts with innovation potentials
For each of the data groups, an EDI needs to be developed with the related systems to which the toolwill link. An EDI is generally defined as a standardized or structured method of transmission of databetween two media, and in this context the EDI will govern what information will be collected for eachdata group, its format, in addition to how, when and by whom it shall be acquired. Properlycharacterized and implemented EDIs are integral to the successful design and operation of the tool.
Flags and notifications are also essential features. The idea is to have intelligent reminders or promptsthat are automatically generated to highlight anomalies, points of concern arising, or cues for furtherconsiderations, and that require action (flags) or raised awareness (notifications). The trigger for flags andnotifications would be based on the data processed from various data groups and, crucially, their designand scope needs to be based on a well-founded knowledge of the construction workflows and on thedifferent roles of the project players who would need to interpret them and take consequent actions.

4
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Flags and notifications would take on different formats, including RSS feeds, SMS, multimediamessages, emails, or even image and video feeds, with access through the interface. The accessibilityto these flags would be linked to different roles on the project, for example equipment notificationswould be directed mainly to plant managers and engineers whereas material shortages would bedisplayed for material personnel and control managers. The format for these notifications should allowfor an adequate level of flexibility to meet different needs and work practices by different players, forinstance the ability to subscribe to specific RSS feeds upon demand, and secure limited access tosensitive feeds. The figure abovr is a conceptual example of a GIS-based dashboard that collectsinformation about site construction equipment and associated systems, and acts as a monitoring toolfor these assets. It incorporates the EDI concept, GPS locating technology, and an RSS-type strip forflags and notifications.
Another feature of vital benefit to the management is the ability to extract various formats of progress,statistical, analytical and listing reports. While formal reports can be obtained by links to the EDMS, thetool must accommodate more interactive reporting techniques including pivot tables, dashboardqueries, data-mining techniques and visual charts. The concept of near-real-time inherently implies the employment of the latest available technologies. Assuch, development of this tool would typically involve innovations in:
• IT and communication such as satellite connectivity, WiMAX and WiFi technologies,GPRS, and GSM
• Automated data acquisition techniques such as the use of handhelds, PDAs, RFIDsetc.
• Modern construction approaches and technologies such as computerized NDT, AUT,automatic welding, and GPS surveying
• Business process management and project control workflows and solutions
Expected Advantages
In line with the IPLOCA Novel Construction objectives, the development of this tool will stimulateinnovation in the processes of controlling the pipeline construction. It will also invoke improvedtechnology techniques, market software and R&D on new concepts to achieve this step forward.Potential benefits include:
• Efficiency: The tool would instigate an overall improvement in the efficiency of projectconstruction tasks by allowing decision makers to monitor site activities, retrieve up-to-date progress reports, foresee possible hiccups and take immediate action
• Quality: By serving as near-live information storage and sharing container, the toolwould improve the quality of work done at supervisory level, drilling down to the directmanpower level. The data would be available at a secure role-based portal for all keyplayers including project management, engineers, construction crew leaders andproject partners
• Safety would be enhanced by adopting this tool through:
• Providing immediate alerts on safety and security threats and concerns that wouldotherwise escalate without prompt action
• Assisting management in better planning for safer manpower activities (includingaccommodation, transportation and emergency plans) by providing a multilevelgeographical view of the project’s different locations and facilities
• Cutting down site visits by supervisory personnel by providing remote access tomost of the information required
• Environmental awareness is promoted through the use of the tool by:
• Better control and maintenance of project equipment with early notifications ofbreakdowns and spills, leading to a better control of emissions

5
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
• Identification of environmentally sensitive issues and zones and propagating thisknowledge to the different levels of project staff
• Decreasing the carbon footprint created by the project supervisory personnel byreducing the necessity for direct site visits, hence promoting “Green ConstructionCulture”
The conceptual specifications in Appendix 13.1.1 are the first step towards building this tool. The latterwould in turn provide a cornerstone for the pipeline simulation tool discussed in the following section, byproviding the prerequisite information needed for more accurate simulations of construction activitiesand related what-if scenarios.

6
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

7
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.2 Conceptual Specifications for Building a Pipeline ConstructionSimulation Tool
Computer Simulation
“A simulation is the imitation of the operation of a real-world process or system over time.” Computersimulation involves the creation of an artificial history of a system and the observation of that history tomake analogies and conclusions about the operation of the real system. A simulation model, in the formof assumptions, is required to describe the behaviour of the system over time and the relationshipbetween its constituents usually expressed mathematically, logically and/or symbolically. A simulationmodel can be used to investigate a wide variety of what-if questions about the real-world system. It canbe used as an analysis tool to assess the impact of potential changes on the system and study theperformance of a system in the design stage. Computer simulation and modelling is especially effectivefor real-world systems which are too complex to be solved manually using mathematics.
Computer simulation can run at virtual speeds, much faster than real life, so results can be obtained in afraction of the time required in real life. It offers insights into resource interaction and their effect on thesystem. Bottleneck analysis and elimination can be performed on the computer without any real liferesource costs and time requirements. What-if analysis and scenarios can be run quickly and at muchreduced costs.
Simulation has gained a lot of momentum in recent history. Universities now dedicate courses andprogrammes to the study of computer modelling and simulation. Corporations are adopting it as ameans for predicting outcomes, adapting to change during execution, and for retrospective analysis.
The knowledge gained through simulation reduces the risk associated with important decision making inreal life.
Computer Simulation In Construction
Computer modelling and simulation is an important management tool well suited to the study ofresource-driven tasks and processes. This makes construction activities prime candidates for theapplication of computer simulation as it helps analyse resource requirements, process interaction andfactors that affect construction processes (random internal and external factors).
Case Studies (from an IPLOCA member)
At this IPLOCA member company, we have successfully applied computer modelling and simulation ofconstruction activities over the past few years. Such applications included using different modelling andsimulation techniques for the different situations encountered. We have been able to effectively apply ourdifferent simulators during the tendering phase, during execution and retrospectively for lessons learntand quantification and justification of a claim. The following are two of our more recent case studies ofapplying computer simulation in construction.
Case Study 1: Using the earthworks simulator during the tendering phase
Scope: A large excavation and removal of material operation (55 million m3) needed to be performedwithin a specific period of time. The process also involved screening the removed material for possibleuse as fill material. The estimators wanted to test different methodologies and equipment mixalternatives to assess time and equipment requirements, find the optimal solution, and use it as basis toestimate the cost of the operation.
Achievements: The Earthworks simulator presented itself as an advanced tool capable of quickly andaccurately mimicking real world earthworks operations enabling engineers to quickly and efficiently buildand run scenarios to examine all the proposed alternatives. Each of the possible alternatives was fedinto the simulator and the results compared to the proposed mix. The simulator helped in quickly

8
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
reaching an optimal equipment mix for use as the basis for estimating the operation. The results of thesimulator were soon after validated against site findings during execution.
Case Study 2: Use of simulation in quantification and justification of a claim for extensionof time
Scope: a major early site works project had as its two major operations the excavation andtransportation of existing material away from site, and the import of fill material from a distant quarry.After project award, many additional constraints were placed on the project, and which had not existedduring the estimation of the project. Such additional constraints included allowable truck sizes andweights, transportation routes, onsite speed and routing, weight bridges for both in and out traffic, andadditional security gates. The simulation team was called upon to assist in quantifying the impact ofthose additional constraints on traffic congestion (truck trips per hour along the different routes) and thetotal duration of the project.
Achievements: Traditional critical path method (CPM) planning tools were not able to incorporate all thevariables and constraints to estimate the new time and equipment requirements. Computer simulationpresented itself as a viable option to handle all the new variables and constraints and incorporate theminto a new time and equipment requirements estimate. In order to assess all those constraints, twosimulators were used in sequence. The first simulator summarized and combined all the variablesrelated to the route sections into a single average route speed variable. The average route speedvariable was then fed into the earthworks simulator along with the remaining constraints to assess totaltruck requirements and total duration for each of the operations. Total truck requirements over theprescribed duration allowed the calculation of truck traffic per hour. The use of the simulators wasinvaluable in quantifying the effects of the additional constraints mixed with the number of variablesinvolved in the earthworks operations, and running numerous alternative scenarios quickly and efficiently,a task that proved very difficult to manually handle. The quantified results produced by the simulatorhelped determine the total duration of the operations and the calculation of truck traffic per hour; thoseresults were then exclusively presented to the client as justification for the request for additional time.
Pipeline Construction Simulator
Pipeline construction projects are by nature complex linear projects with dynamic properties that varyalong the length and duration of the project. Although it is possible to use analytic techniques to planand manage the performance of such projects, using simulation can provide us with an advantage inaddressing the complexity and dynamicity involved in pipeline projects.
A computer simulation of pipeline construction projects is a valuable predictive tool where we can varyinputs, collect and analyse outputs, and determine bottlenecks and sources of waste and delay. We canalso determine the best preemptive measures to take to minimize risks of delays and cost overruns.
The basic objective of the simulator is to be able to simulate construction of pipelines at any point of theproject life, before or during construction. It will allow us to perform scenario-based planning andforecasting during execution. The target users of this simulator include project managers, planners,estimators, procurement, engineering, construction engineers.
Major Operational Components of the Simulator
1. Pipeline Construction WBS: The basic subdivision of a pipeline project in terms of construction isthrough the construction work breakdown structure (WBS). For the simulator, this will follow ageneric WBS suitable for all projects. It is broken down into seven levels as follows:
a. Project: the top level definition of the pipeline construction project.
b. Areas: these are the major sections of the pipeline.
c. Subareas: these are the subsections of the pipeline.

9
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
d. Fragnets: these are the sequence of activities to build the subarea. In the case of a pipelineproject these can be represented by the March charts (sequence of work of crews) for therelevant subarea.
e. Schedule Activities: standard activities for the subarea as per the construction schedule.
f. Objects: these are usually distinct construction objects which in the case of a pipelineconstruction project would be the kilometers within the subarea.
g. Operations: if needed, further elaboration or subdivision of work for an activity
2. Resources: The main resources to be managed within the simulator will be equipment, crews,and camp capacity. The simulator can run in either of two modes with respect to resources. Inunlimited resources mode, the simulator will attempt to finish the project within the shortestpossible time and deduce the corresponding required resources. In constrained resources mode,the simulator will run with the assigned resources and indicate the total time required to finish theproject.
3. Material Management: Required piping material as extracted from alignment sheets will beassigned and handled by the simulator at the kilometer level. Hauling routes of material betweenstores and site and in-between sections will be optimized by the simulator. Material in differentphases (already on-site, being shipped, ordered, requisitioned) can be selectively used in thesimulator to examine the effect of material availability on the project.
4. Camp Management: Camp capacities dictate the available number of crews per constructionarea and sub area. The simulator will aid in planning camp logistics over the duration of theproject in relation to progress and managing transfer of camp units from camp to camp based onthe manning chart produced by the simulator.
5. Pipeline Construction Activities: Every sub area and kilometer combination is usually representedby one or more March charts. Each line of the March chart is the work of one crew whose scopecan be deduced from data extracted from engineering (alignment documents?). The slopes of thelines of the March charts represent the productivities of the crews and it is assumed that theselines should stay parallel at all times with no interruption in work. The simulator will examine andvalidate the aforementioned assumptions based on activity parameters and resource, materialand camp constraints, and indicate any convergence or divergence in the March charts. Thesimulator can also help manage multiple crew assignments to same task/location, work prioritiesand sequencing.
6. Other Construction Activities: These activities are usually considered as independent subareaswith no pipeline work such as pump stations, river crossings etc. Each will have its own fragnetand will be simulated in terms of activity parameters and resource, material and campconstraints.
7. Spatial Integration: GIS systems can help both visually and with spatial data and information forthe simulator. Two-way integration with a GIS system would allow the simulator to read spatialinformation for optimizing camp locations and sizing, borrow pit locations, and truck routing andsend back progress and output information for visualization.
8. Optimizer: One of the objectives of the simulator is to address chronic issues with standardplanning tools which offer only one perspective on construction execution by examining complexdynamic relationships between activities. Such dynamicity might allow for minimization of totaltime of execution through changing the sequencing of the activities when possible. Areas wheresuch re-sequencing/optimization maybe examined and potentially applied include activities such

10
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
as environmental protection related activities, tie-ins, cathodic protection, crossings, hydro-testing etc...
9. C3D - Simulation Integration: This simulator is meant to integrate with a core constructionmanagement platform, C3D, used by this IPLOCA member to manage pipeline projects, enablingC3D users to run comprehensive simulation models on construction WBS objects and theircorresponding activities in C3D. This will allow users to call a simulation model, pass parametersto it, and receive simulation results, all from within the C3D environment. The three componentsof the integration between the simulation model and C3D can be summarized as follows:A. Model: A simulation model that describes the processes to be simulated and the interaction
between them. This model is usually made up of:a. Objects that are the subject of the simulationb. Activities applied to those objectsc. Process flow and logicd. Resources required for application of the activities on objects
B. Parameters: Parameters are required to inform the simulator of the number of availableresources for the current scenario. Users may also wish to experiment with the productivitiesof specific resources. As such, these can also be passed within the scenario. a. Resource Quantitiesb. Resource Productivities
C. Inputs: For our purposes, C3D will pass to the simulator a list of objects that will act as inputsfor the simulation model. The objects will each have a set of properties.a. List of objectsb. Properties of each object: these properties in conjunction with the business logic built into
the simulation model will dictate: i. The amount of resources needed ii. Time required for each of the activities to be applied to each object iii. Logical flow within the simulation model
Running the simulator model with the objects and resources from within C3D will return a resultset consisting of a list of time-stamped object statuses (activities completed) and resourcerequirements over time. This will allow the user to perform output analysis on the artificial historyproduced by the simulator and examine idle times for each of the resources. From within C3D,the user will also be able to run more than one model back to back, using the results from therunning of one model as parameters for the subsequent model.
Basic System Requirements
The pipeline simulator should run on a typical desktop or laptop computer. It should adhere to computersimulation industry standards such as discrete event simulation and high level architecture. It should bebuilt on an industry standard development platform.
Proposed Methodology
Ontology
In building this simulator, we propose to use an ontology of the pipeline construction simulation with thefollowing classes:
Product: The product is a class which defines the pipeline to be constructed along with all associatedpermanent and temporary structures associated with the final product or the building process includingthe pipeline, segments, sections, routes, impediments, and structures.

11
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Process: The process is a class which defines all process-related activities, project schedule, resourcesand constraints.
Environment: The environment is a class which defines all geotechnical information and constraints,weather, calendar, camp locations etc.
Simulator Architecture
Simulations can be based in any of many modelling paradigms. For our purposes, we propose to usediscrete event simulation (DES), where the states in the system change when activities take place, andhigh level architecture (HLA; IEEE Standard 1516). The architecture of the simulator will be a two-tiermapping of the ontology defined above to the DES and HLA. The first tier will consist of processsimulation models of the different pipeline project logistical and construction activities using DES. Eachof the process simulation models will represent in detail either a main construction activity (ROW,stringing, welding, trenching etc.) or a logistical process (supply chain, camp operations etc.). Thesecond tier will furnish a distributed simulation infrastructure allowing the different process models of thefirst tier to assimilate into a fully integrated pipeline construction simulation model where the processescan run from different locations and communicate and interact seamlessly. The different data sourcesrequired for the simulator will have to be defined throughout the simulator development process andmapped to the different process models.
Simulator Outputs: A preliminary definition of the outputs to be delivered by the simulator to meet theabove mentioned objectives along with an output analysis methodology are to be defined initially andcontinuously updated throughout the model development process.
Figure 1: HLA/DES Simulator Architecture

12
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Data Collection and Aggregation
Historical data from previous pipeline projects is required for producing initial data trends to be used forpopulating simulator parameters. This will involve a comprehensive analysis of the proposed simulatorparameters and definition of the sources of existing data required for input data modelling, analysis anddistribution fitting. Fitted distributions will be used as stochastic parameters for productivities andprocess durations.
Simulator Development
Simulator development will structurally follow simulator architecture to deliver a high level architecturesimulator composed of discrete event simulation models.
Discrete event simulation models will be used to simulate the process models of the different pipelineconstruction and logistical activities. Each process model will have its own user interface that allowsinput of parameters and monitoring of simulation progress and outputs during simulation running. Thesimulation engine allows for the collection of various statistical data for each of the process models foranalysis at the end of the simulation run.
The distributed simulation infrastructure will be developed using an implementation of the high levelarchitecture (IEEE Standard 1516) consisting of a runtime infrastructure, an object model template and adevelopment framework for building and running distributed simulations
Verification and Initial Validation
Verification of a computer simulation model is performed to ensure that the programming andimplementation of the model is conceptually correct. For this simulation model, a purposefully builtsimulation language will be used in conjunction with Visual Basic for both the DES and the HLA tiers.This inherently decreases the possibility of errors when programming simulation models compared tousing a regular high level programming language such as Visual Basic, Java or C++ alone. It is essentialthat the model be verified continuously by the development team while it is being developed.
Validation of the model is also a critical process as it involves ensuring that the model built does in factmimic real life processes using the computer. Validation can be performed either by the developmentteam or by an independent expert third party. The third party either performs a full independentverification and validation process, or an independent validation process in conjunction with a review ofthe verification process performed by the development team.
Pilot Application
We propose that a specific project be selected as an example application for the simulation model. Thisexample application can be used for both developing the model and then running the simulator afterinitial verification and validation have been performed.
Development Requirements
It is estimated that a team of at least one leader and three specialized engineers will be required to workfull time on this project for at least one year. The phases listed above will require a large amount ofsoftware development, travel, hardware, software, consultant work etc.

13
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.3 Equipment Tracking System
Overview
The objective of this project is to satisfy the needs of companies owning a diversified fleet of equipmentacquired from many major manufacturers in the market. For them, the option of using eachmanufacturer’s monitoring and tracking system on their respective equipment will render the monitoringtask complicated.
Efforts and initiatives to create a homogeneous architecture and technical platform as a unified base toenable data collection from the diversified fleet (via unified or similar systems adopting readily availableinterfaces or using the same normalized protocols) will have to be backed-up by partnerships,participation and dedication, which are requested from all the IPLOCA members.
This chapter provides an overview of and vision for the near-real-time prototype equipment trackingsystem (ETS) recently developed by an IPLOCA member. It also presents the challenges, details andcapabilities of the system. The aim is to share this prototype openly with the IPLOCA community,expecting other members to further contribute to its development. ETS is an equipment tracking system designed to monitor and administer the different aspects of anenvironment where equipment and machinery are used. These aspects include:
ProjectsEquipmentEmployeesGeographical fences (Geofences)Equipment commands and actions
The remainder of this chapter serves to introduce this system, its features, its current implementation, aswell as ideas for future development.
Vision
The purpose of ETS is to provide management and staff with the ability to monitor and controlequipment locations and operations. This will not only serve as a security measure, to keep track of thewhereabouts of every piece of equipment at near-real-time, but can also assist in improving the projectoperations, availability, productivity rates, and resource management.
One of the major benefits of such a system is lowering operating costs, thereby indirectly lowering theowning cost, by inducing better management of idle time, timely attendance to preventive maintenance,repairs and equipment fuel usage, and updating of enterprise asset management computerizedsystems. By enabling monitoring and management of these aspects, we expect to keep the assets inbetter technical conditions and eventually increase their useful lifespan which will provide the option toextend the periods over which the landed cost is depreciated, hence maintaining a lower owning costand higher resale value.
The system can also lead to increased productivity, by identifying over- and under-used assets based onobserved modes of operation, and to improved logistics for fuel, transportation and service dispatch.
The system also improves safety and risk management, through the monitoring of unauthorised areasand geographical fencing.
Challenges
The goal of ETS is to provide a generic open solution, applicable across organisations, for any type ofequipment or machinery. To support that, a universal standard must be agreed on for describingequipment GPS and CANBUS data and constructing a dictionary to support the CANBUS protocol(CANBUS, or controlled-area network bus, is a data bus standard which allows vehicle electronics to

14
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
communicate with each other). By unifying this standard across equipment manufacturers, the processof outfitting new equipment with the hardware module and integrating them within the organisation’stracking system can be a simple “plug-and-play” operation. Thus, regardless of the type of equipment,manufacturer, and CANBUS data (CANDATA) available, the overall procedure to capture and processdata would be the same. However, reaching such a standard is no easy task and requires thecollaboration of all parties involved in the field.
Work is underway with major equipment manufacturers to find solutions for unifying the CANBUSprotocols or to develop interfaces, so that specific equipment data that can be read, such as:
Vehicle speed (wheel speed)Cruise control statusClutch statusPower take-off (PTO) statusAccelerator pedal positionOverall fuel consumptionFuel tank levelEngine speedAxle load of individual axlesTotal engine operating hoursVehicle ID numberSoftware ID numberTotal vehicle mileageNext regular serviceTachograph informationEngine coolant temperatureFleet management system (FMS) standard informationSeat belt on/offHarsh brakingExcessive idlingOver-speedingOver-revving
Depending on the type of equipment, such data shall be modified and attributes added or deletedaccordingly.
Similarly such tracking systems can collect performance, diagnostic, tracking and safety data from othermanufacturers of pipeline equipment producing pipe-facing machines, line-up clamps, automaticwelding rigs, bending machines and others.
Besides equipment malfunction errors, diagnosis and standard information, a variety of performancedata can assist the production teams in their performance on site. For the following machines, examplesof such data are:
- Pipe-facing machines: bevel angle setting, rotational speed, cutting bit travel, idle rotations, etc.- Line-up clamps: hydraulic or pneumatic pressure, idle time, copper shoes thicknesses, etc.- Automatic welding machines: Bug speed, welding current, wire feed speed, Hiab crane usage,generator output, welding gas level, etc.
- Bending machines: pipe sizes, counts, bend measurements, etc.
With the help and assistance of major contractors, IPLOCA members and equipment manufacturers,the aim is to reach, as a first phase, the following goals:
1. Unification of the CANBUS standards2. Free submission of the dictionary or Process IDs behind the CANBUS protocol3. Alternatively, provide a low-cost interface unit to secure the CANBUS from client access andmanipulation and have it restricted to be read-only; although the tool currently cannot feed to theCANBUS, it is “read-only”, designed to provide reports for data analysis.
4. IPLOCA members to push their equipment suppliers to follow the IPLOCA standard for dataconnectivity

15
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Components & Features
The general purpose of the system is to provide monitoring capabilities of the equipment and theiroperations to the end-user. This is facilitated via two components:
Hardware Module: a device deployed on every piece of equipment to be monitored andresponsible for detecting, gathering and transmitting all location and CANBUS data.Monitoring Interface: a component integrated within the VBC Dashboard[1] software anddesigned for displaying equipment location and monitoring their motion in real-time.
Via these components, the equipment tracking system can provide a fully-integrated solution having thefollowing features:
Posts GPS and CANBUS data from the device module deployed on each piece of equipmentto a recipient endpoint which processes this data and inserts it into the ETS database
Figure 1. ETS monitoring interface
[1] VBC Dashboard is a highly-usable interface using the latest rich internet applications (RIA) technologies. It allowsthe customizable consolidation of personal, team, departmental, project, corporate, and other external informationinto a single portal. It thereby provides the end user with a consolidated view of an organisation’s knowledgesources, and immediate access to key business information.
Visualizes ETS data via the monitoring interface by querying a web service created on top ofthe ETS database, exposing the functions required to get equipment information and latestlocationsAllows authorised users to force the application of specific actions on selected projectequipment, to stop the engine or change a configuration for example, or to dispatchcommands or messages to the equipment and its operatorRestricts the presence of selected equipment to certain geographical locations and uponviolation allows the transmission of alerts and/or execution of actions directly on the equipment
Before exploring the components in detail, we stop to highlight two of the major features in the ETSsystem: geofencing and equipment actions.

16
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Geofencing
The “geofencing” feature allows administrators to restrict the operation of equipment to selectedgeographical areas. Any violation to the bounds of these geofences is logged, indicating the violatingequipment, in addition to the time and location of the breach. Accordingly, certain actions can be taken,from alerting an assigned employee to the violation as soon as it occurs, to the forcible shut-down of theequipment itself.
Geofences can be associated with zero or more projects and/or zero or more equipment. Since a pieceof equipment is contained within a single project, that equipment either inherits its project geofences (ifany) or can be associated independently with its own separate geofences.
Equipment Actions
Equipment actions allow administrators or authorised users to issue commands to control equipment ormachinery operation or to configure the deployed device’s functionality. Such commands include but arenot limited to:
Turning the equipment engine on/offTurning the wireless on the device on/offChanging the interval of data transmissionUpgrading the device module firmware or configuration
A user can apply an action by scheduling it for execution on selected equipment at a certain date andtime. The database keeps track of all actions scheduled, in progress, and completed. Upon request, thescheduled actions, whose time has passed, are dispatched to the device for execution.
In addition to manually scheduling actions, equipment commands can be automatically triggered bycertain events, e.g. a geofence violation or an infringement of predefined rules of operation. At suchinstances, an action can either be scheduled for immediate execution on the equipment itself orexecuted server-side, to send out an alert for example.
Monitoring Interface
The monitoring interface is a web component within VBC Dashboard that communicates with a webservice built on top of the ETS database. The service exposes all the required functionality for queryingthe data accumulated in the database. By invoking the service operations, this component can receive alist of all available equipment, their current positions and all associated data. In general, it is designed to:1. Provide a graphical representation of the available equipment and associated data
Equipment can be located by filtering on certain search criteria, either by the equipment fleethierarchy or by project (or both). The equipment fitting the selected criteria are listed in a grid, andcan be chosen to be displayed on the map. The latest posted geographical position of theequipment is shown on the map, indicating the equipment which is identified by its unique code.Selecting a certain vehicle shows the collected information relevant to that particular position,including the GPS latitude/longitude coordinates, the CANBUS data, all sensor-detected data, andthe vehicle operator (if any).
2. Enable real-time tracking of equipment and vehicle movementThe monitoring web component refreshes its view on a regular interval, each time requestingupdated data from the web service. Since each deployed device is constantly posting its currentgeographical location to be stored in the ETS database, the service has access to the latest positionreceived from the device, thereby enabling near-real-time tracking of the monitored vehicles’ motion.
3. Enable viewing of equipment location historyAll data transmitted from each device is stored and maintained in the database. Via the monitoringinterface, a user may choose to view the history of locations for a particular piece of equipment on aparticular date. The positions are shown in ascending order of time, allowing the user to track thetrajectory followed by the vehicle on that date.

17
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
4. Enable viewing of equipment geofences and their violationsOne of the options available on any equipment’s context menu is “Show GeoFences”. It displays allthe geofences associated with the selected equipment, either directly or through its containingproject. In addition, if, at any point, the current equipment position was recorded as a geofenceviolation, it is indicated as such on the interface.
Figure 2. ETS monitoring interface - menu options
5. Enable viewing and scheduling of equipment actionsOther context menu options are related to the actions available for execution on the equipment(discussed in a prior section). A list of all “Allowed Actions” designated as applicable on theequipment can be displayed on the monitoring component. From these, an action can be chosen forexecution at a specific date and time and with the required parameters (if any). Also available is a listof all “Queued Actions” waiting for execution by the equipment; they are the actions that have beenscheduled for execution at any time prior to the current time at the equipment’s location and whichhave not yet been requested by the equipment. Once the request for actions is transmitted by thedeployed device and the queued actions are received, they are removed from this list and transferredto the “Actions History” list where all actions, either in progress or completed, can be viewed.
Figure 3. ETS monitoring interface - associated data

18
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Administration Tool
Authorised users are given the ability to manage equipment information, their categorisation anddistribution, as well as the organisation of projects and employees, and the definition of geofencesthrough an administration tool, a Windows application exposing all the CRUD(create/retrieve/update/delete) operations required for the entities related to the equipment trackingsystem as a whole.
Project Hierarchy
Projects in ETS are defined under a geographical location hierarchy, namely a Zone containing Areascontaining Countries which in turn include Projects. The entire hierarchy may be manipulated via thistool, and project information can be created, edited or removed accordingly.
Equipment Hierarchy
The equipment organisation hierarchy is structured as Groups composed of Types composed of Fleets.Each piece of equipment or machinery belongs to a single fleet, and the entire hierarchy, as well asequipment information, may be manipulated as required. Any piece of equipment must also belong to aparticular project, and can be associated with the collection of employees who are allowed to operate it.
Employees (operators)
The tool exposes a list of registered equipment operators, with their full personal information, whichadministrators may create, edit or delete as needed. Through the employee section of the tool,employees can also be associated with projects and equipment.
Figure 4. ETS administration tool
Equipment Actions
Equipment actions can be viewed and queued for execution via the monitoring interface, but their actualdefinition is done through this administration tool. An action is identified by a unique code, a description,an action type, and a domain. An action domain is the set of equipment hierarchy entities on which theaction can be applied, i.e. the Group, Type, Fleet, or Equipment instances for which this action isallowed. Naturally, an entity at a certain level of the hierarchy inherits the actions allowed at the higher-level entity containing it, i.e. the actions allowed for a Type are also allowed for its child fleets and their

19
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
contained equipment. Consequently, the actions created and associated with a certain entity in this toolare the ones shown under the “Allowed Actions” list for any particular equipment in the monitoringcomponent.
Geofences
Geofences are created, allocated or deleted via a Windows administration tool. An authorised user candraw the geofence, by assigning its boundary points on the given map, give it a unique code anddescription, and then add it to the ETS database. At this point, geofences may also be linked to entireprojects and/or separate equipment to indicate association and allow for monitoring of boundarybreaches. For all related equipment, any number of allowed actions may be selected to be used incases of violation of the geofence in question.
Figure 5. ETS administration tool - geofences
Excel Import and Export
All of the above-mentioned features are managed through the administration tool’s visual interface.However, the tool also provides the option for importing and exporting to and from Excel sheets. TheExcel sheets are designed in a specific format to support these features, and all ETS entities may beadded, edited, or removed directly via these Excel sheets. This would facilitate the process of managingbulk operations.
Device
The final component of the ETS system is the hardware module, which is to be installed on themonitored equipment and is designed to collect CANBUS information from the available ports on theequipment, as well as its GPS location. The CANBUS information can include but is not limited tospeed, mileage, engine temperature, RPM, fuel level and fuel consumption. Also, by installing RFIDreaders on man-operated equipment, the device can also post identifying information on the occupantsof the vehicle, i.e. the operator and all employees onboard.

20
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Composition
The device itself is composed of several modules to handle each of its operations (see pictures below):GPS: tracks the equipment position in latitude/longitude coordinatesCANBUS: collects equipment data, such as speed, mileage, RPM, fuel consumption, etc. Itallows only data extraction, and cannot be used for accessing or manipulating equipmentparameters.
• GSM/GPRS: transmits and/or collects information from a certain endpoint• WIFI: downloads data over wireless networks• RFID: identifies authorised personnel, either as equipment operators or as passengers on the
transportation vehicle. In addition, it allows for keyless-go, where equipment can be started andoperated via RFID only, which would also enable restricting equipment operation to onlyselected authorised operators.
• 8 Digital Inputs / 8 Digital Outputs: collect equipment data via installed two-state sensors, e.g. adoor sensor (door opened - door closed)
• 8 Analogue Inputs: collect equipment data via installed analogue sensors, which normallymeasure data as analogue voltage, e.g. a temperature sensor
• Serial Port: allows device configuration and data download to an attached computer
Operation
The device is installed on each piece of equipment or vehicle to be monitored. It is configured toconduct all required readings and to communicate with a configurable endpoint on which a webpage isdeployed, ready to reply to the device requests. The device tracks its current position, records allcollected information, and transmits a message containing this data on regular intervals, determinedduring device installation and dependent on the device operation and supporting infrastructure in itshosting environment.
Figure 6. Device package Figure 7. Unit & package Figure 8. Unit & modules
Figure 9. Tracking unit Figure 10. CANBUS

21
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Figure 11. RFID Figure 12. WIFI
The message is in XML format,, and has been adopted in the absence of a universal standard fordescribing CANBUS data, and which enables easy information posting on the part of the device as wellas easy processing on the server receiving end. The webpage deployed on the server, upon receivingany transmission from the device, processes the XML message and records it in the ETS database, foruse by the other system components. As new data is posted from the device, the geofences associatedwith the transmitting equipment are checked. If the equipment is detected to be outside the bounds ofall its geofences, then the violation is logged and the configured handling mechanism, if pre-set, isexecuted.
Note that the interval of transmission by the device can differ from the interval of data collection. Forexample, in environments where obtaining a server uplink is an expensive operation, the transmissioninterval may be made larger, while the recording interval can be kept at a smaller regular interval, andeach transmission can contain multiple data recordings. Also note that the transmission interval can beconfigured dynamically, even after the device is deployed on the equipment, and the interval while theequipment is operational can be different from that while the equipment is stationary or shut down.Below is a sample of the XML format to be exchanged between the device and the webpage:
<Root ID="…"><method v="PostData"/><operator v="…" /><Employees><Employee v="…" /><Employee v="…" />
</Employees><Post><GPS LN="03530.54000" LT="3353.22000" Time="15:02:53" Date="2011.05.11"
Heading="0" Sat="2" SP="55"/><CANBus v="xx;xx;xx;xx;xx;xx"/><INPUT D="xx" A1="xx" A2="xx" A3="xx" A4="xx" A5="xx" A6="xx" A7="xx"/>
</Post><Post><GPS LN="03530.51000" LT="3353.31000" Time="15:03:23" Date="2011.05.11"
Heading="0" Sat="2" SP="55"/><CANBus v=" xx;xx;xx;xx;xx;xx "/><INPUT D="xx" A1="xx" A2="xx" A3="xx" A4="xx" A5="xx" A6="xx" A7="xx"/>
</Post></Root>
In addition to the submission of location and sensor data, the device is also programmed to periodicallycheck for actions scheduled for execution (introduced in a previous section). The device sends a request

22
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
to the webpage for actions queued for execution at this time. It receives a list of all actions stillscheduled on its equipment up until the time of the request; these actions are then marked in thedatabase as being “In Progress”. The actions are supposed to be executed by the device by modifying aconfiguration or changing the status of one of the equipment’s ports for instance. After execution, thestatus of the action is returned in a reply to the webpage, which marks the action as “Completed” or“Failed” accordingly.
Future Development
The ETS system is a growing project, with room for improvement in its multiple components, and thefeatures to be considered for development in the near future can be categorised as follows:1. New system features
a) Modifications and improvements on the viewing capabilities of the monitoring componentb) Support for scheduling of repeated actions, i.e. equipment actions set to run on a periodic
schedule and not just at a single specific date and time
2. Business intelligence opportunitiesThis system is data-intensive, with the possibility of thousands of records of data being collected ona daily basis. This fact opens up vast opportunities for integrating the system with businessintelligence (BI) solutions, which will assist administrators and moderators in not only having a betterglobal view of the data and its implications, but also in understanding current trends and buildingprojections into the future. The BI solution transforms the data collected from the system intomeaningful information to be analysed from various angles using slicing and dicing techniques, whichin turn enables decision makers to reach the right assessments within the necessary timeframe forthe improvement of the project.
3. Integration with other systemsa) Integration with GIS-based systemsb) Integration with enterprise resource planning (ERP) or asset management solutions, e.g. IBM’s
MAXIMO asset management systemc) Integration with fuel management system controls and handheld devicesd) Integration of a built-in battery in the device for stand-alone cases and emission of distress
signals4. Compatibility with other mapping technologies
Figure 13. ETS monitoring interface - integration features

23
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.4 Google Earth in Construction Monitoring
Introduction
Google Earth is a virtual globe, map and geographical information program. It maps the Earth by thesuperimposition of images obtained from satellite imagery, aerial photography and GIS 3D globe.
Google Earth is client-based software that is installed on individual PCs and also can be viewed usingweb browsers through a Google Earth plug-in. It is available in two versions:
1) Free license that uses public satellite photos and maps from Google servers2) Licensed Google Earth Professional that can be used by advanced users and also can beconnected to local licensed Google Earth servers with private satellite images and maps.
Google Earth is widely used by different industries to design, monitor and maintain earthwork andconstruction projects. Municipalities and governments, for example, use Google Earth to design andtrack the installation of water pipelines, cities and urban design, roads construction, earthworks etc.
The use of Google Earth to design and monitor the construction of pipelines reduces the time and effortspent in studying the landscape and elevation changes along pipelines. Google Earth can be also usedto monitoring the actual construction of the pipeline, especially if high-quality satellite imagery is alignedto the Google Earth system.
This section will focus on the implementation of Google Earth in a near-real-time monitoring system tosimulate the construction of a pipeline project. It can also be used at the design stage, for thepreliminary definition of pipeline routing – see Appendix 5.1.2.
Requirements
The implementation of Google Earth in a near-real-time monitoring system to simulate the constructionof a pipeline project is a very useful tool to monitor and track the progress during construction. Itrequires the implementation of the functional specifications specified in section 7.1 of the 1st edition of“The Road to Success” and section 13.6.1 (volume 2) of the 2nd edition.
The installation of Google Earth client or Google Earth Web browser Plugin is also required to be able toview KML files containing the geometric data to be illustrated.
Engineering Details Required
Engineering details of pipelines can be illustrated on Google Earth pipeline simulations. Details availablemay include the following, based on the availability of project data:
• Pipe information• Diameter• Wall thickness• Material grade (X60 , X65, X70 etc…)• Coating• Depth of cover• Cut pieces• Chainage• Bends, elbows• Crossings (road, river, rail)• Terrain type• Property name and limits• Joints• QC Data• Valve information (valve tag number, type, manufacturer, XY location)• Cathodic protection information (location, type)• Testing information• Pipeline markers (type and location)

24
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
• XYZ coordinates from surveyors’ GPS readings
These engineering elements are normally stored in the material management system/ERP (seeimplementation section).
Photos from the site during installation and construction process will be displayed on Google Earth ifthose photos exist in the material management system.
The system will be designed to use Google Earth elevation data in case the elevation data does not existin the Material Management System. The use of elevation data of Google Earth may create dummynodes that monitor and record elevation changes along pipelines.
The pipeline route geometric points are collected from each joint by surveyors and the distance betweenjoints indicates the pipeline size.
Keyhole markup language (KML) will be used to represent the pipeline route in Google Earth. KML is anXML notation, developed for use with Google Earth, for expressing geographic annotation andvisualization within Internet-based, two-dimensional maps and three-dimensional Earth browsers. Anexample KML file is shown in the KML module section. KML data are often distributed as zipped(compressed) KMZ files. The contents of a KMZ file are a single root KML document (notionally"doc.kml") and optionally any overlays, images, icons, and COLLADA 3D models referenced in the KML,including network-linked KML files.
Figure 1. The near-real-time pipeline simulation in Google Earth
In Figure 1, which shows the design of the near-real-time pipeline simulation in Google Earth, Talisman isthe material management system. This is the center of data acquisition, which is connected to the GISand the centralised electronic database management system (EDMS). The KML module creates theKML file, which then becomes ready for viewing on Google Earth.

25
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
ImplementationMaterial Management System:The material management system is used for data acquisition. The system is administered by theoperating network group located in the pipeline site or facility. The material management system,integrated with the plant management and vehicles (PMV) system, monitors all pipeline, machinery andPMV elements at all locations along the pipeline and consolidates the data and then transfers it to thecentral EDMS via a VPN internet connection (microwave, 3G or public communication carrier). GoogleEarth will connect and use this data for visual representation.
Coordinates:All data referring to locations must comply with the project coordinate reference system (sometimesreferred to as projection parameters). This includes all spatial and non-spatial data either for linking tospatial data or for transformation to spatial data format. Where information is to be tied to a specificgeographic location, GPS coordinates in the project projection parameters must be collected for everyfeature. The below table shows an example of a coordinate reference system:
Standard for Azerbaijan and Georgia
Horizontal coordinate reference system:
Geodetic datum Pulkovo 1942
Ellipsoid Krassowski 1940
Semi-major axis (a) 6378245.0 meters
Inverse flattening (1/f) 298.3
Prime meridian Greenwich
Map projection CS42, zone 8
Projection method Gauss-Kruger (a form of transverse Mercator)
Projection parameters
Latitude of origin 0 degrees North
Longitude of origin 45 degrees
Scale factor at origin 1.0
False Easting 8,500,000metres
False Northing 0 meters
Grid units International meters
Vertical coordinate reference system
Vertical datum Baltic Datum (sometimes referredto as Krongstad Datum)
Height units International meters
Note: The Caspian Sea level is 28 meters below Baltic Datum, therefore elevations in some parts ofthe pipeline route will have a negative value in respect to Baltic Datum.
KML Module:The KML module reads the GPS XYZ coordinates, which are then converted to latitude, longitude andaltitude points using universal transverse Mercator (UTM) based on the coordinate reference system (seeprevious section). Those points represent the pipeline joints. The points after being stored in the EDMSare annotated automatically to the project KML file (also stored in the EDMS) which can be viewed inGoogle Earth to show the progress of the pipeline.
In addition to the pipeline route, the KML file may present any other places, photos, roads etc. availablein the KML file. For example, the KML file may be annotated with the latest welds (joints between pipes)

26
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
during the construction of the pipeline. Depending on the site update status and project monitoringrequirements, this could be every 30 minutes, one hour or more.The simple KML file below demonstrates how the pipeline route is presented:
<?xml version="1.0" encoding="UTF-8"?><kml xmlns="http://www.opengis.net/kml/2.2"><Document><name>Pipeline Route Example</name><description>www.ccc.gr</description><Style id="rangecolour"><LineStyle><color>660000FF</color><width>0.1</width></LineStyle><PolyStyle><color>660000FF</color></PolyStyle></Style><Style id="linecolour1"><LineStyle><color>660000FF</color><width>3</width></LineStyle></Style><Placemark>
<name>Mechata pipeline CL</name><description></description><styleUrl>#linecolour1</styleUrl><LineString id="Line 1">
<tessellate>1</tessellate><altitudeMode>clampToGround</altitudeMode><coordinates>
6.027586622,35.91654266,932.5223066</coordinates>
</LineString></Placemark></Document></kml>
Construction Monitoring ResultsThis section proves the ability monitor the progress of the construction of the pipeline on a daily basis.The image below illustrates the pipeline route:

27
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
The image below presents a closer look at the pipeline:
The above images use default Google Earth satellite images; for more landscape details at higherresolution images can be acquired from satellite images providers.
During the construction, Google Earth may also illustrate the progress of the pipeline construction. Theimage below shows the progress of the pipeline construction, using colour to by reflect the status of apipeline section. For example, green shows the finished section, yellow shows the hydrotesting processand red shows the material missing/non-received section

28
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Benefits:
Google Earth provides a reliable and user-friendly tool for near-real-time monitoring of the pipelineconstruction, which can handle day-to-day operations of work on site. Installation delays, equipmentusage, material shortage and many other elements can be visually tracked by the continuous linkprovided between Google Earth and the pipeline control system (ERP).
The work done in this section used the free Google Earth client and Google Earth Web browser plugin.For advanced usage with proprietary satellite photos the Google Earth Enterprise server (which requireslicensing) can be used.

29
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.5 Skidless methodology
Introduction
The Facing, Lining-up and Welding (FLUW) group’s mission is to stimulate innovation in the area ofbending, stringing, facing, lining-up up and welding activities and deliver appropriate technologies andworking practices to facilitate the overall goals of the Novel Construction Initiative.
The key goal of the group is to provide processes and equipment recommendation that can consistentlyreduce the repair rate in the full range of anticipated environmental and safety conditions with reducedhuman intervention and supervision.
The intention was also to create favourable conditions for proven welding techniques and new weldingtechniques to be used.
The boundaries of the project included pipe between 30 and 56” diameter, cross-country hydrocarbonpipelines and existing international design codes and material standards.
Our activities include: • An analysis of existing processes and technologies for pipe handling, stringing, facing, bending
and welding • Identify technology gaps and areas for innovation • Develop and demonstrate appropriate new technologies and working practice
The development of the process below and the related equipment would in many cases also offer thepossibility to eliminate the use of skids, or at least considerably reduce it.
This study is presented in 2 steps:13.5.1 Activities to perform at the pipeyard
13.5.2 Activities to perform on the ROW
13.5.1 Activities to perform at the pipeyardThe pipeyard is the pipe receiving and storing area.
This proposed new process favours work done at the pipeyard for as many operations as feasible, thusdrastically reducing work done along the line. Work at the pipeyard is done in a single location allowingbetter and easier control resulting in better quality and reduced risks to safety and the environment.Surveying and data collection was not part of FLUW’s charter but it will be needed to implement the newprocess.
• The first task to be performed is measuring and inspecting pipes for quality and dimensions • From the ROW surveying data, which needs to be available from the system, final positioning
and bending requirements of each pipe is established and the bending is done at the pipeyard • Then bevelling is performed with pipe ends protection • Whenever site conditions allow it, pipes will be double jointed, UT controlled, and possibly field
joint coated, then stored again, according to their respective positions on the line
13.5.2 Activities to perform on the ROW and “skidless methodology”
Activities to perform on the ROW are presented in 3 steps13.5.2.1 Transportation
13.5.2.2 Stringing
13.5.2.3 Skidless methodology

30
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.5.2.1 Transportation On site transportation, can be a very challenging and costly operation, depending on topography andground conditions. The study of new means of transportation which could include longer and pre-bentpipes would certainly be very useful. Our current new process is based on traditional on site trucktransportation.
13.5.2.2 StringingPipe stringing will be done in accordance with the work programme and each pipe will be delivered insequence to its pre-established position. Pipe unloading is done by a pipe layer or excavator equippedwith vacuum-lift attachment to avoid any damages to the pipe and the coating. They will be supportedby a few basic types of skids, such as sand bags, to avoid contact with the ground.
13.5.2.3 Skidless methodology
This new process will be presented in 5 steps
13.5.2.3.1. Overall description of the new process
13.5.2.3.2. Description of the process on the ROW with illustrations
13.5.2.3.3. Description of the new equipment needed
13.5.2.3.4. Equipment preliminary technical specifications
13.5.2.3.5. Analysis of potential savings in terms of cycle time, productivity and manpower
13.5.2.3.1 Overall Description of the new Process
In the new process equipment is moved underneath the pipe, rather than being alongside the pipe, thusavoiding the use of wooden skids.
The first crew is the front end gang composed of:
• 1 excavator equipped with a grabbing tong able to rotate the new pipe for seam alignment andbend orientation just before setting the pipe on the line-up station.

31
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
The front-end line-up station is composed of 2 stations: • 1 back-end line-up and welding station (called “S1” for first station) guided by GPS • 1 front-end line-up carrier (called “FEC”) guided by GPS and controlled by welding station S1
The next crew is the back end welding crew with stations for Fill and Cap (number of stations is dictatedby welding system, pipe wall thickness and number of passes required).
• Each back end station is identical and guided by the pipe (called S2-1 for the first fill, S2-2 forthe next one and so on...)
• All stations (S1 and S2) have the capacity to be pulled out from the line should a stationencounter a problem that cannot be quickly solved.
When moving to next weld, each S2 type station is not in contact with the pipe in order to avoidvibrations while other stations are working. In addition, each station has the capacity to support 4 pipes.An automatic system will prevent a station from moving should the pipe not be secured correctly by asufficient number of stations. All stations will have a cab offering the workers an enclosed workingenvironment where heat, cold and dust will be fully controlled.
After the last welding station come the NDT station, repair station and joint coating station.
The last coating station pulls a lay-down stinger unit in order to bring the pipe from the welding level(about 1.7m or 6 feet) down to the sand bags level as shown on the sketch Phase V.
The welding supervisor can remotely monitor actual welding production and parameters from thestations. All parameters will be downloaded using wireless connections.

32
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.5.2.3.2 Description of the process on the ROW with illustrating Sketches
Phase I.To initiate a section, an excavator picks up the pipe and sets it on stations S1 and S2-1. S1 is alignedusing a precise geo-positioning system (GPS). S1 and all S2 stations have a gripping capability toprevent the pipes from moving during the line-up operation and on lateral or longitudinal slopes.
Phase IIThe front end line-up carrier (FEC), also using a precise GPS system, is set ahead of S1, ready tosupport the next pipe to be welded. The excavator is equipped with a pipe rotator for proper seamalignment and for bend orientation.
Phase IIIThe second pipe is now set on line-up rollers, and the line-up operation starts. The line-up rollers on S1and FEC are controlled by an operator located in S1. Once the line-up operation is done, S1 starts thewelding cycle.
Phase IVWhen root and hot welding passes are completed, the internal clamp is moved ahead. S1 movesforward while still, supporting the pipe. When S1 reaches the middle of the second pipe, the FEC ismoved ahead to the front end of the third pipe, which is to come next. S1 then moves to its final positionand holds the line, allowing S2-1 to move ahead, and S2-2 to enter the line. The internal clamp is set onthe pipe end, the clamp operator being located within the S1 cab.
Phase VA new pipe is positioned on FEC and S1 and so on.Once all welding stations have completed their work, the following stations will operate in sequence: S2-UT is to perform UT, S2-RP repair, S2-SB sand blasting, S2-JH joint heating and S2-JC joint coatingThe last station (S2-JC) pulls a lay down stinger unit to smoothly position the line on sand bags.
Phase VIWhen a bend is integrated in the line, the FEC is equipped with a rotating table that allows the bendedpipe to be backed up in position against the last welded pipe.
The last station S2-JC pulls a lay down stinger unit that will allow a smooth positioning of pipe on sandbags.
The six sketches in the following pages illustrate the above, together with the four images at the end ofthe section which are extracted from the animation included in the attached CD.

33
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

34
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

35
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

36
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

37
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

38
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

39
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.5.2.3.3 Description of the new equipment needed
Grabbing tongA grabbing tong prototype has already been built and tested on the 56’’ OPAL pipeline in Germany.
Basic station design Stations include one track-mounted self-propelled platform, the tracks being on each side of the pipe.The platform itself includes two sets of pipe support devices (probably rollers front and back). Thesedevices will have to be adjustable in height (when unit moves up to the next weld, the pipe should notbe supported in order to avoid vibrations/movements of the line while other stations are welding). Allplatforms will be equipped with a cab, which will be easily removable. Welders and helpers will stay inthe cab while the station moves to the next joint.
Each platform will be equipped with a power unit to provide either power for travel or for welding andany other related equipment. With this system, there are no parts exposed to damage such as umbilicalcables or hoses.
All S2 type stations are of modular design and each module can be removed from the string for a quickexchange of faulty components, or replaced easily in case of major problems.
The carrying capacity of one station, when double jointed pipe are installed, should be approximately 2pipes 24 m long each (56” diameter) allowing for some potential delay in one cabin operation. However,generally all stations should be a maximum of 48 m apart.
Each station is controlled by one onboard operator, however, each cab should allow up to 5 personsinside. These cabs will be air-conditioned and heated.
A safety device will automatically stop the machine in case a person or an obstacle is on the travellingroute or too close to the machine.
Each station behind the front end will be guided by the pipeline.
Each station has holding pads to prevent the pipe or line from moving during the line-up operation orwhen working on lateral or longitudinal slopes. An automatic safety device prevents a station frommoving if the line is not secured by other stations. Each station also has its own operating mode forloading/unloading into transport units.
Station S1 Station S1 has the same design as the basic stations, except that its front rollers (which support theback end of the new pipe) can move up/down and left/right for line-up purposes. Rollers have a 30Tholding capacity and are positioned outside the cab in order for the excavator to easily set the pipe. Station S1 is positioned by a precise geo-positioning system.Rollers are positioned outside the cab in order for excavator to easily set the pipe.
Front end carrier (FEC) The FEC is a self-propelled track carrier remotely controlled by an operator located in S1 and preciselypositioned by GPS. It is designed to carry one pipe. The FEC is fitted with holding pads and rollers thatmove up/down/right or left. The unit has also a rotating bearing between the undercarriage and supportrollers in order to accommodate a bent pipe and back it up in line with the preceding one.
A safety device automatically stops stations in case of obstacles or hazards.
Lay down stinger unitThe last station will pull a lay-down stinger unit in order to bring the line down to the sand bags. Thecapacity of this unit will be 4 pipes.

40
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.5.2.3.4 Equipment preliminary technical specifications
The main technical specifications should include the following.
Stations
Platform Maximum width in transport mode: less than 3.00 m
Maximum height from the ground up: 1.70 m
Necessary power: 200 KVA. The power unit must be able to withstand temperatures from -50°C to + 50°C, in lateral slopes of +/-10% and longitudinal slopes of max. +/- 30%
Pipe bottom above ground: 1.7 m
Weight to be supported by the roller: 30 tonnes
Holding and lining-up devices (S1)
GPS system for station S1
Possibility of lowering a roller for guiding rings
Adjustable cab support
Anti-collision system and other safety devices
Cabin Dimensions: L 3.50 m, width and height to meet main specs.
Adjustment “curtains” to enclose the pipe
Areas to accommodate generator, gas bottles, air distribution
Heater and/AC units
Cab floor for operators and helpers
Floor to cope with slopes up to 30%
Quick connection/disconnection devices
The unit must be able to be removed from the pipe sideways
Front end carrier
Transport width: maximum 3 m
Necessary power as required
Weight to be supported by rollers: 15 tons
Control system and GPS positioning
Safety devices
Lay down stinger
The last station on the line pulls a non-propelled stingerto lay pipes on sand bags or equivalent devices.

41
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.5.2.3.5 Potential savings in terms of cycle time and productivity
Preliminary studies indicate that significant reductions of cycle time as well as savings in terms ofmanpower and equipment in the order of 10 to 30% can be expected. Furthermore, this new methodology will have a positive impact on:
Safety• Elimination or at least strong reduction of skidding operations. This will decrease the number of
workers on the ROW • Less manpower on the ROW means fewer transportation requirements, consequently fewer
risks of hazards and accidents • Welders will no longer be on the ground but will work in an enclosed and clean environment,
even when moving to the next pipe• Cabs are seated on a solid base and are no longer hanging on a boom • Cabs are dust-controlled and air-conditioned or heated for better working conditions
Quality: • Line-up and fit-up processes are improved with consequences for productivity and quality • As cabins no longer hang on booms, they can be adapted to sophisticated welding processes
for better quality and productivity • Fixed computerized cabins allow for the latest technologies and improved pipe positioning
Environment: • Decrease in air pollution due to a reduce number of operations on the ROW • The new equipment will be of the latest technology and meet all new air pollution requirements • As all operations will be conducted from an enclosed environment, collection of debris will be
facilitated and more efficient

42
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

43
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.6 Machine Development
13.6.1 Lowering & Laying: Functional Specifications of the Ideal Machine
13.6.1.1 Objectives
13.6.1.1.1 Initial objectivesThe initial objectives of the Lowering & Laying working group as defined in February 2007 were:
Key Objective
• Develop processes and equipment that match pipeline string design and conditions toensure minimum installation stresses, minimum handling and zero pipe and coating damagewhen integrating with other innovations developed by other working groups of the NovelConstruction Initiative for improved construction production rates
Primary Objectives
• To stimulate innovation in the area of pipe lower-and-lay processes in order to deliverappropriate technologies and working practices
• In particular the key goal was to develop lower and lay processes and equipment whichwould integrate with the other Novel Construction processes and which would beengineered to match the pipeline string design and environmental/terrain conditions toprovide:
• Minimum installation stresses • Minimum handling of the completed pipe string • Zero damage to pipe and external corrosion protection systems
These objectives covered both the “process” and the “product” aspects of the lowering-and-layingoperation in pipeline construction.
13.6.1.1.2 Revised objectivesAfter analyzing the lowering-and-laying operation, the group concluded that the process aspect of thisoperation was directly connected with many other factors in pipeline construction, such as:
• Constructability and general layout of the pipeline• Processes and machinery used in the alignment, welding and coating phases of pipeline
construction
We could not therefore improve existing processes or develop new ones in the lowering-and-layingoperation, with the certainty that these new processes would be totally consistent with all otheroperations on the pipeline construction project.
The working group then decided to focus on the product aspect of the lowering-and-laying operation,rather than on the process.
Within the product perspective, the group identified and developed a workplan to address two targetedprojects:
1. Develop functional specifications for the “ideal” sideboom.2. Develop functional specifications for the “ideal” attachment.

44
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
It was then decided to conduct a survey amongst IPLOCA members, who are the contractors actuallyusing those machines. A questionnaire was developed and addressed as a survey to the contractorsthrough the IPLOCA website, with the support of the IPLOCA Secretariat and their web-site coordinator.
The survey’s objective was to identify:• Current applications of sidebooms• Design weaknesses of current sidebooms• The features of the ideal sideboom to perform lowering operations• The features which contractors would like to see on the ideal attachment
The specific questions were:• which features are “most liked”and which are “most disliked”• which features the ideal sideboom and attachment “must have”, or would be
“nice to have”
Responses were received from over 20% of the contractors. The respondents included some of themajor on-shore pipeline contractors, which gave a high degree of credibility and reliability to the surveyresults.
The next phase of the project consisted in analysing the responses and comments, and in translatingthose into functional specifications for the ideal lowering-and-laying machine and attachment. This workwas performed during summer 2008 and concluded at the working group’s meeting in Italy in July 2008.
One consideration which also came out of the survey is that often some contractors asked for featureswhich already exist on machines available on the market, and yet are not used, such as:
• Factory-installed & certified cabs, roll-over protective structures (ROPS), seat belts etc.• GPS positioning systems (Product Link)• Electronic jobsite management (Accugrade)• Operator simulation training tool
This prompted the question:Why is so much effort spent in developing new products and state-of-the-art features to improve theindustry practices in terms of productivity, health and safety and environmental impact when – in the realworld – machines which are 40 year old, have Tier Zero emissions engines, non-original ROPS or non-certified modifications are still accepted on jobsites?
Section 13.6.1.1.3 below propose certain recommendations to progressively correct this situation.
13.6.1.1.3 The ideal machineOnce they had developed the functional specifications of the ideal side boom, the group realized thatmost of the features identified could be extended to all types of machinery used on pipeline jobsites.
This actually represented the second shift in the Lowering & Laying Group objectives and deliverables.From nalyzing the process and the product aspects of the lowering-and-laying operation in pipelineconstruction the scope was restricted to analyzing the product aspects of this operation. With thesurvey results, it was broadened again and extended to the functional specifications which we haddeveloped to all products, i.e. all machines used on the pipeline construction jobsite, instead of limitingits application to just sidebooms.
The newly-developed functional specifications are presented in the next section.
As for the ideal attachment functional specifications, the group has developed the concept of a toolwhich can be installed either on a sideboom or on an excavator, and which can hold the pipe sections in

45
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
any desired position, including rotation of the pipe section around its axis. This is under development byone of the manufacturers participating in the grooup.
13.6.1.2 “Ideal Machine” Functional Specifications.
13.6.1.2.1 TransportabilityTransportation of the machine is the prime end-user selection consideration, due to the transient natureof pipeline construction and to the frequent need to move machinery around.
Machine transportability can be further broken down into:
Ease of Disassembly and Re-AssemblyMachine dimensions
Ease of Disassembly and Re-AssemblyThe ideal machine will have NO disassembly and reassembly operation.Should this target not be met, then the goal for the machine design should permit easy disassembly andloading within one hour and without special tools or lifting devices.
Machine DimensionsIt is highly desirable that the basic shipping dimensions of the machine be achieved orimproved upon. The overall machine size, weight criteria and transportation restrictions must be carefully considered.
HeightThe machine, loaded on a low bed trailer, should not exceed non-permit limitations inheight with minimal disassembly, as follows:
Location Minimum Height Requirement (m)
North America 4.12
Europe 4.20
South America 4.40
WidthThe machine, loaded on a low bed trailer, should not exceed non-permit limitations inwidth with minimal disassembly, as follows:
Location Maximum Width Requirement (m)
North America 3.05
Europe Category 1 – below 3.00
Category 2 – below 4.00
Category 3 – above 4.00
South America 3.00

46
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
WeightThe machine, loaded on a low bed trailer, should not exceed non-permit limitations inweight with minimal disassembly, as follows:
Location Maximum Weight Requirement (kg)
North America 54,500
Europe 42,000
South America 45,000
13.6.1.2.2 SafetyThe implementation of safety measures is a prime end-user selection consideration. How a machineperforms in this area is of utmost importance.
Roll Over Protection System (ROPS)A roll-over protection system (ROPS) should be implemented as standard on all machinescapable of carrying a load. The ROPS device shall support the whole load (weight) of themachine in working configuration, in a rollover event, including to some extent the dynamic loadassociated to such event.
Safety belts should be compulsory.
Load MonitoringA load-monitoring device should be implemented as standard on all machines capable ofcarrying a load.
In addition, the machine shall be equipped with a printed table with safe limits of operation in allsituations as well as a table of the recommended steel cables to be used.
Slope indicatorA slope indicator device should be implemented as standard on all machines capable ofcarrying a load. This should be useable both when the machine is under load and when it is notunder load. The slope indicator should be lateral and longitudinal.
VisibilityFunctional visibility in all directions from the operator station is a requirement in critical areas asfollows:
1. Forward and side view of the left-hand track and ditch area2. Forward view over the front of each track3. Rearward for towing device and a towed load4. Drawworks5. Upwards to the tip of the boom
Reduction of visibility with an enclosed cab should be minimal over a non-enclosed ROPS. A separate alarm signal is desirable for areas in “dead angles”.
13.6.1.2.3 Accessories and ComfortThe implementation of operator comfort features should be taken into great consideration whendesigning a machine.

47
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
The following are some of the features which should be considered.
Enclosed Operator Cab
This will allow installation of air conditioning and/or heating. Extreme ambient temperatures should beconsidered, with attachments that would allow the machine to operate in ambient temperatures varyingbetween +42 to –45ºC. The cab should be pressurized to prevent dust from penetrating the operatorenvironment.
ControlsMachine controls should require minimum operator effort and should consist of effort-assisted levers orjoysticks which will allow operation with the maximum possible precision.Controls shall have also an "anti-jolting" system and a blocking system to prevent sudden drops of theboom/load.
Noise LevelThe reduction in noise exposure during machine operation should match or fall under the applicablerequirements as required by law in the location.
13.6.1.2.4 Environmental FeaturesThe machine should be designed to meet the most advanced environmental requirements in areas suchas:
Low Engine EmissionsEngine emissions should meet or fall under Tier IV requirements.
Fuel EfficiencyThe machine should have a proven fuel efficiency (gallons of fuel consumed per quantity of workproduced).
Bio FuelsThe engine should be able to run with biodegradable fuels.
Bio OilsThe machine should be able to run with biodegradable oils. In addition, the machine should be equipped with leaking protection devices to prevent contamination ofsoil in the event of normal maintenance (oil changes) or of oil leakage.
Manufacturing processThe machine should be manufactured in the most environmentally respectful manner. Use ofremanufactured components would be a plus. Also, manufacturing processes and facilities should havea proven track record of environmental friendliness (low CO and GHG emissions, process for waterrecuperation and recycling etc.).
Machine RecyclabilityThe machine should be recyclable as much as possible.

48
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.6.1.3 Recommendations to improve the existing quality of equipmentused on existing pipeline projects
The “Ideal Machine” functional specifications were then submitted to manufacturers of all type ofmachines used on on-shore pipeline projects (e.g. welding tractors, padding machines, dozers,excavators, loaders, dump-trucks etc.) The manufacturers were asked to indicate which features of theircurrent models already comply today with those ideal specifications, which features do not comply andwhich plans are in place for making the machine comply with the required ideal specifications.
The results of this survey are that construction and pipeline machinery of major manufacturers alreadymeets most of the ideal functional specifications.
However, it has to be noted that this result applies to machines which are new, ex-factory today, and notto old equipment which may still be used on pipeline jobsites. Manufacturers also highlight the fact that,although their appearance may be similar, current machinery is very different from old machinery, andthat it is virtually impossible to upgrade old machines to the specifications of new ones.
To bring this work to a positive and concrete conclusion, the working group proposes that clientsconsider including contractual means in order to require and certify that a certain percentage of themachines used by contractors on the future jobsites actually comply with the ideal functionalspecifications (or with a minimum requirements to be established by themselves, based on the idealfunctional specifications).
As an example clients may want to require 10% (or any percentage to be determined by them at theirdiscretion, as long as it drives increases in safety, productivity and environmental features) of themachines in the first year (2010), with a plan to increase by such percentage in each subsequent year.
We trust by having the client drive such best practices, will result in improved efficiency, productivity,safety and environmental respect on the projects and jobsites.

49
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.6.2 Use of Computer-based Technologies
13.6.2.1 GPS in Machine Control and Operation
1. GPSGlobal positioning system (GPS) satellites provide precise location information for elevation andalignment control with potentially centimeter-level accuracy.The GPS system considered here uses GPS satellites to determine precise blade / bucket positioning.The system features fully-automated blade adjustments for elevation control, and vertical and horizontalguidance light bars for manual control.Such a system complements the Equipment Tracking System described in section 13.3.
1.1 OperationMachine control systems use advanced GPS technology to deliver precise blade positioning informationto the cab. The information necessary for the system to accurately determine blade / bucket positioningwith centimeter-level accuracy is determined using machine-mounted components, an off-board GPSbase station, and real time kinematic (RTK) positioning. The system computes the GPS positioninginformation on the machine relative to the base station, compares the position of the blade relative to thedesign plan, and delivers that information to the operator via an in-cab display. Information providedincludes blade elevation; how much cut/fill is necessary to achieve the required grade; a visual indicationof the blade’s position on the design surface; and a graphical view of the design plan with the machinelocation.
Machine control systems put all the information the operator needs to complete the job in the cab,resulting in a greater level of control. Vertical and horizontal guidance tools visually guide the operator tothe desired grade. Automated features allow the hydraulic system to automatically control bladeadjustments to move the blade to grade. The operator simply uses the light bars to steer the machinefor consistent, accurate grades and slopes resulting in higher productivity with less fatigue.
1.2 Single GPS systemWhen combined with cross/slope, the single GPS system provides automated blade adjustments to oneside of the blade for cross slope and elevation control.
1.3 Dual GPS systemWhen two GPS receivers are used, the system provides automatic elevation control to both sides of theblade or bucket.
1.4 GPS receiverA GPS receiver is mounted on top of a mast above the cutting edge or on counterweight. GPS satellitesignals received by the GPS receiver help define the horizontal and vertical position of the blade orbucket. This allows the system to precisely measure the machine’s blade/ bucket tip location in real-timewith centimeter-level accuracy.
1.5 MastA rugged steel mast is used for mounting the GPS receiver above the blade cutting edge orcounterweight for optimum GPS satellite reception.
1.6 RadioThe communications radio is mounted on the machine cab to ensure maximum signal reception. Theradio receives real-time compact measurement record (CMR) data from the GPS base station radio forcalculating high-accuracy GPS positions. Radio broadcast frequencies work in all weather conditions,penetrating clouds, rain and snow. This allows the machine control system to accurately control bladeoperation in fog, dust and at night.

50
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
1.7 In-cab 3D displayThe in-cab graphical 3D display/control box with keypad allows the operator to interface with the systemusing push buttons and a colour monitor. As the machine works the operator can view information inreal-time, including machine location, blade / bucket position and elevation relative to the design plan.The system uses design files that are stored on a compact flash data card and inserted into a slot belowthe keypad.
1.8 Light barsThree light bars are mounted in the machine cab and provide vertical and horizontal guidance to theoperator.
• Two “vertical guidance” light bars visually indicate where the blade/bucket tips are relative tothe grade.
• The “horizontal guidance” light bar indicates blade/bucket location relative to the selectedhorizontal alignment.
1.9 ControlsThe controls are located on the levers in the cab. They are used to activate the automatic/manualoperating modes and increment/decrement switches.
1.9.1 • Automatic/manual buttonAllows the operator to toggle between automatic and manual mode. In automatic mode, the systemautomatically controls blade adjustments. In manual mode, the operator manually controls theblade/bucket, while using cut/fill information on the display and light bars to guide blade movements.
1.9.2 • Increment/decrement switchAllows the operator to set elevation offsets at a preset distance from the design plan to optimize cuttingdepth in various soil conditions or accommodate sub base fill requirements.
2. Features and BenefitsMachine control systems are easy to use and deliver a wide range of benefits. In order to evaluate thepotential benefits of the systems mounted on the machines, comparison tests were carried out on twoshort road works running in parallel on the same terrain. One roadwork was carried out using thetraditional method, the other used exactly the same equipment but with the machine control systemsinstalled. Larger scale tests should be carried out to obtain a meaningful quantification of the results butthe initial results show the definite benefits listed below.
2.1 Increased productivity and efficiency• Increased productivity• Accurate operations lead to reduced guesswork and costly rework• Reduced survey costs • Reduced material useuse• Reduced operating costs• Extended work days• Increased operator efficiency• Improved accuracy
2.2 Assistance with labour shortages• Reduced labour requirements and costs• Allows customers to get the job done more quickly and efficiently• Reduced need for staking, string lines and grade checkers• Improved operator confidence, empowering them by delivering grading information to the cab
2.3 Worksite Safety• Grade stakers and checkers are removed from the worksite and away from the heavyequipment
• Safety interlock features can ensure blade security when the system is inactive• Improved road safety by maintaining consistent crowns

51
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
2.4 Improved employee satisfaction and retention• Elevation control brought to the cab by in-cab display• Operators empowered with real-time results• Real-time feedback on progress increases job satisfaction, eliminates guesswork and reducesoperator stress
• Improved operator skills, taking performance to the next level• Investing in the latest technology leads to a sense of value and trust by the operator
3. Current industries using this technology• Road building and excavation have used machine control systems successfully in the past.• They have achieved the benefits in processes from ranging from bulk use of materials for sitedevelopment to paving.
• Compaction companies also use this to determine pass counts and compaction values.
4. Future benefits to the Pipeline Industry• Site line work to show ROW, environmental areas, center of ditch line.• Ability to record GPS locations with machine blade / bucket.• Machine guidance at all times for the operator.

52
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
13.6.2.2 Data Transfer
What is a Data Transfer System?Data transfer systems are data transmission and positioning systems for construction machines, basedon state-of-the-art data transmission technology.
Most data transfer systems provided by construction equipment manufacturers can provide data sets attwo levels.
• The basic level is in general less sophisticated, requires no integration with the machineelectronics, and can be installed on many types of machine, irrespective of their brand.
• Advanced parameters are linked to data coming out of the electronic machine controller.Advanced parameters include fault codes, fuel consumption and idle time.
Data transfer systems are designed to provide information which can help contractors, optimizeproductivity and increase machine use.The Association of Equipment Management Professionals (AEMP) protocol calls for data transfersystems to use a common XLM-based dataset, providing 4 parameters that are common to most OEMs
How does it work?Construction machines are equipped with an integrated GPS receiver, modem and antenna. Using thistechnology, machine data is then transferred to a central database via GPRS/GSM mobile network orsatellite. GPS is also used to detect the exact machine location.
All that is needed to access information about a specific construction machine is an internet-connectedcomputer and a personalized and secure user log-in.
What information does a data transfer system provide?The generic data available from a basic system is as follows:
• Location• Geofencing data (see below)• Timefencing data• Hours
More advanced systems can include the following data:• Engine start / stop• Fuel level• Operator / machine ID• Fuel consumption• Idle time• Fuel spent in idle mode• Digital switches• Maintenance scheduling• Events and diagnostics.
Below are some examples of functions above, and the screens that construction equipmentmanufacturers make available with their systems.
The screens below show the location of a fleet of machines. This also allows the tracking of machinemovement over any specified time period.

53
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Data transfer systems have the capability to establish “geofencing”, i.e. boundaries beyond which themachines are not supposed to be. Street maps and satellite views simplify setting up of site boundaries,providing valuable asset-tracking and security-monitoring tools. Additional features can include settingtimes for alerts, such as security alerts on nights or weekends only.
Position of the machine on the map can also be combined with other machine data (fuel level, alerts, idlevs working time), to provide a user-friendly dashboard, as in the examples below.
Daily hour reports keep track of how many hours per day machines have worked over a selected timeperiod, for better planning of machine usage and fleet size. Alternatively, the system can instantly relateand compare the use of all assets on a job site. This will allow the rapid identification of assets workingunder capacity.

54
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
Another key function that can be performed by the data transfer system is service planning and fastparts ordering.The system can indicate impending service requirements (how many machine hours are left until thatservice, and approximately what date the service will be needed on, based on past machine usage), or“to do” checklists for common preventive maintenance and service procedures. In some cases, the datatransfer system can even lead the user directly to ordering the parts needed for a specific maintenanceoperation.
Benefits and AdvantagesIn general, the benefits of data transfer systems can be summarized in two major areas:
1. Lower Owning and Operating Costs• Monitor and manage idle time and fuel usage• Avoid costly machine failures• Extend machine life through proactive maintenance and identification of harsh operation
Data transfer systems provide operation reports providing detailed fuel consumption information. It canbe analyzed on its own or compared to other machines or between operators using workshiftfunctionality, enabling the customer to take a proactive approach towards operator training orapplication in order to achieve best practice and drive down fuel costs. Likewise, simple features likedaily hours take the hassle out of administration and invoicing. Information is provided directly in the webportal, means operators don’t waste time looking for a specific gauge on the machine just to get thehour meter reading for example.
2. Increased Productivity• Know where the fleet is • Identify over and under-used assets• Improve logistics for fuel, transportation and service dispatch• Maximize asset up-time• Thanks to the above, help to keep jobs on schedule
Data transfer systems capture detailed machine use data where critical performance information likework and idle time, work mode, distance travelled and fuel consumption are displayed. Analysis of thedata enables the customer to look for areas of opportunity to enhance machine performance andproductivity. The data can also help in making machine acquisition decisions, for example is anothermachine required or can increased workloads be managed with the existing fleet?
Data Transfer Systems capture machine-specific alarms and error codes. Depending on the severity,immediate action can be taken by the customer or OEM dealer to avoid costly repairs and unscheduleddowntime. Smaller issues can be planned and taken care of at the next scheduled maintenance,reducing cost and increasing convenience.

55
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13
It should never be necessary to stand a machine down during a shift for routine maintenance. Ensuringthis however, and servicing machines efficiently requires planning. When will machines be due forservice? How many mechanics are required? What parts and tools are needed? Is the workshop bigenough? Data transfer systems typically incorporate service reminders, giving advance warning when amachine is due for service and enabling all service requirements to be fully planned well in advance, toreduce inconvenience and avoid downtime. And for machines in remote areas, the OEM dealer can usethe mapping functions to fully plan the route for the field service van and be sure they find the machinequickly, reducing travel costs.
There are also some additional benefits, including:• Monitoring unauthorized areas through geo-fencing• Identifying opportunities for operator training• Maintaining peak operating conditions to reduce emissions

56
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Section 13

57
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Appendix 13.1.1
Conceptual Functional Specifications for a GIS-basedNear-Real-Time Construction Monitoring Tool
Table Of Contents
Foreword 59Purpose 59Scope 59
Potential Benefits 60Efficiency 60Quality 60Safety 60Environment 60
Features 61Electronic Data Interface/Interchange 61Flags And Notifications 61Reporting 61Techniques And Technologies 62
Data Groups 63Material Management 64Manpower 64Equipment 64Planning And Progress 64HSE And Social 64Engineering Data 64
Material Management 65Pipe Shipments 65Pipeyards 67Stores Information 69
Manpower 71The Accommodation Information 71Manpower Data 73
Equipment And Vehicles 76PMV Stores Locations 76Emergency Equipment 78Equipment Tracking Information 80Vehicles Tracking Information 82
Planning And Progress 85Daily Pipeline Progress Activities 85Pipeline Planning/Scheduling Activities 87
HSE And Social 89Points Of Interest (Hospitals, Medical Centers, Police Stations, Etc.) 89Accidents And Incidents 90Grievances And Complaints 92Areas Of Special Status 94
Engineering Data 96Crossings 96Access Roads 98

58
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Marker Points 100Pipeline Routes 101Above Ground Installations (AGIs) 102Tie-In Points 104Fiber-optic Cables 105Additional Features, Geotechnical And Cathodic Protection Data 107
Recommended Technical Specifications 109Gis Software 109Connectivity To Data Sources 109Web Mapping Of Pipeline Data 109
Glossary

59
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Foreword
Purpose
The purpose of this document is to recommend the basic functional specifications for developing a"near-real-time (near-live) monitoring tool” (NRT), a comprehensive project controls tool with a GIS-basedinterface, which can be used during the life-cycle of the pipeline construction project. This preliminaryphase would be succeeded by detailed technical specifications and subsequently actual development ofthe NRT.
Scope
The NRT aims to present an accurate outlook on the major aspects of the construction cycle as well asother significant events, as soon as they occur or can be recorded, and in a visual geographicalinterface. Updated feedback would include:
• Construction progress reporting
• Project information and documentation
• Assets and resources management
• Material control and traceability information
• Quality control data
These recordings set the foundation for an integrated GIS-based pipeline construction managementsystem that comprises data-rich feeds of information and dynamic reporting, and enhances theproactive involvement of senior project staff for an improved decision making process.To this extent, this document profiles the major relevant data groups, with specifics on what and how toacquire the details for each group. It also presents some recommendations for technical tools selection.

60
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Potential Benefits
In line with the primary IPLOCA NC objectives, the development of this tool stimulates innovation in theprocesses of controlling the pipeline construction, and invokes improved technology techniques, marketsoftware, and R&D on new concepts to achieve this step forward. The results would have positiverepercussions on the construction phase of the project, specifically in the aspects of efficiency, quality,safety, and environment.
Efficiency
A successfully operational monitoring tool would instigate an overall improvement in efficiency of projectcontrol tasks, and in effect all related construction activities. An elaborate and well-rounded NRT wouldbe a useful project management tool to:
• Monitor site activities
• Retrieve up-to-date progress reports
• Foresee possible hiccups
• Take immediate action
Quality
The NRT would serve as near-live information storage and sharing container, with an interface to beused at different levels of project management, engineers, construction crew leaders, and projectpartners. Such a medium would have a positive effect on the quality of work done at supervisory level,and drill down to the direct manpower level.
Safety
Adopting this tool would potentially enhance safety by:
• Providing immediate alerts on safety and security threats and concerns that would otherwiseescalate without prompt action.
• Assisting management in better planning for safer activities related to manpower, includingaccommodation, transportation, and emergency plans by providing a multilevel view of theproject’s different locations and facilities.
• Cutting down site visits by supervisory personnel by providing remote access to most of theinformation required for improved decision making.
Environment
Environmental awareness is promoted through the use of this tool by:
• Better control and maintenance of project equipment with early notifications of breakdowns andspills, and better control of emissions.
• Identification of environmentally sensitive issues and zones, and propagating this knowledge to thedifferent project staff levels.
• Decreasing the carbon footprint created by the project supervisory personnel by reducing theneed for direct site visits, hence promoting “green construction culture”.

61
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Features
The development of this platform must encapsulate state-of-the-art features and workflows built on theconcepts of a GIS interface, web accessibility, and shared data repositories. The tool would beempowered by:
• Links to existing project controls and logistics systems.
• Business features such as EDI development, flags, notifications, flexible reporting tools, andimproved procedures.
• Modern technologies and practices in systems development.
• State-of-the-art market tools.
• R&D on new concepts with innovation potentials.
Additionally, it is envisioned – for improved performance – that a central database would serve as themain information container for collection of extracted data, in addition to direct links to the existingsystems.
Electronic Data Interface/Interchange
For each of the data groups defined hereafter, an electronic data interface (EDI) will need to be puttogether with the related systems to which the NRT will link or extract information from. An EDI isgenerally defined as a standardised or structured method of transmission of data between two media,and in this context the EDI will govern what information will be collected for each data group, its format,in addition to how, when, and by whom it shall be acquired. Properly characterized and implementedEDIs are integral to the successful design and operation of the NRT.
Flags and Notifications
Flags and notification are essential features of the NRT. The idea is to have intelligent reminders orprompts that are automatically generated to highlight anomalies, arising points of concern, or cues forfurther considerations, and that require action (flags) or raise awareness (notifications). The trigger forthese flags and notifications would be based on the data processed from various data groups, whiletheir design and scope needs to be based on a well-founded knowledge of the construction workflows,and the different roles of the project players who would need to interpret these flags and takeconsequent actions. A flag section is referenced as a guideline within each data group where applicable.Flags and notifications would take on different formats, including RSS feeds, SMS, multimediamessages, emails, or even image and video feeds, with access through the NRT interface. Theaccessibility to these flags would be linked to different roles on the project, for example equipmentnotifications would be directed mainly to plant managers and engineers whereas material shortageswould be displayed for material personnel and control managers. The format for these notificationsshould allow for an adequate level of flexibility to meet different needs and work practices by differentplayers, for instance the ability to subscribe to specific RSS feeds upon demand and secure limitedaccess to sensitive feeds.
Reporting
The ability to extract various formats of progress, statistical, analytical, and listing reports from the NRTinterface is one feature of substantial benefit to managers. While formal reports can be accessedthrough links to the electronic document management system (EDMS), the NRT must accommodatemore interactive reporting techniques including pivot tables, dashboard queries, data mining, and visualcharts.

62
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Techniques and Technologies
The concept of NRT inherently implies the incorporation of the latest innovations to achieve the near-real-time handling of information. Whereas current and future solutions would be welcome additions forincorporation into the development of the tool, the following are some suggestive samples that can beeffectively employed for data production, capturing, or processing, and that have been used within onesetting in pipeline construction.
Modern Communication technologiesThe field of IT and communication is always on the move, and designing the NRT entails making use ofthe availability of innovations in this field. Connectivity examples include satellite connectivity, WiMAX andWiFi technologies, GPRS, and GSM.
Improved Business ProceduresConstruction workflows are continually nourishing on advancement in electronics and communications,and in turn the digital aspects of many procedures have improved significantly. Although the decision onthe construction procedures is not within the scope of the NRT, the use of techniques that allow forcapturing digital data in the field would be a major advantage. Examples of such technologies includecomputerized NDT, AUT, automatic welding, and GPS surveying.
Engineering and Construction Control SoftwareImprovement in business procedures has been accompanied by development of data control softwarethat tackles the related workflows. The more the NRT makes use of such systems, the better the qualityof available data. These control software comprise such categories as:
• Pipeline design software
• Document management systems: e.g. VBC™, Documentum™, etc.
• Material management systems: e.g. Talisman™, Marian™, etc.
• Quality control systems
• GIS systems (refer to technical specifications section)
• Vehicle tracking systems
Hand-Held MachinesHandheld machines or PDAs are significant tools to speed the control aspects of construction activities.Handheld forms can be used to replace traditional hardcopy documentation to record/register theprogress of construction activities like stringing, bending, pipe cutting, welding, and others. The benefitsof such advanced solutions would be apparent in the time saved on multiple processing of the data, theminimization of handling errors, and the speed with which the data can be provided. Alternativehandheld machines would have a GPS capability for taking location, direction, and digital images ofrelevance.

63
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data Groups
Thorough functional specifications for the NRT defined above would address the different domains ofthe construction phase of the pipeline project. Fig. 1 below is an indicative schematic of the informationassociated with the data groups identified in this document.
Fig. 1 Functional Specs - Data Groups Relations
The data groups will be illustrated in the following sections by identifying the detailed informationrequired in each group, the source and methods of obtaining them, the format, the frequency of update,and who is responsible for collecting them. The following data groups will form the basic functionalspecifications for the NRT tool inputs.

64
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Material Management
• Pipe shipments
• Pipeyards
• Stores information
Manpower
• Accommodation information
• Manpower data
Equipment
• Plant machinery and vehicle stores
• Emergency equipment
• Equipment tracking information
• Vehicle tracking information
Planning and Progress
• Construction progress of activities
• Planning/scheduling of activities
HSE and Social
• Points of interest (hospitals, medical centers, police stations etc.)
• Accidents and incidents
• Grievances and complaints
• Areas of special status
Engineering Data
• Crossings
• Access roads
• Marker points
• Pipeline routes
• AGIs
• Tie-in points
• Fiber-optic Cables
• Geotechnical and cathodic protection data

65
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Material ManagementThis main group comprises the following data group classes:
• Pipe shipments
• Pipeyards
• Stores information
Pipe Shipments
DescriptionThis data group covers pipe shipment data and related features such as port/harbour locations. Themain purpose of this section is to provide all information related to the delivery of line pipe to sites forexpediting purposes.
Data Delivery to the NRT ToolThe EDMS and expediting/shipment tracking (ExTr) systems are the main sources of information for thisdata group. The NRT must be dynamically linked and/or integrated with the relevant systems to ensurelive GIS-based update of the line pipe shipments information.
General Information
Data SpecificsSpatial (Geographical) DataHarbour location: The harbour location refers to the area(s) of the main entry of line pipes to thecountry. This would be a representation of the geographical data, in this case the location features andboundaries.
Non-Spatial DataNon-spatial data for this group are:
Contact Information: This includes the main contact details of the person who is responsible forlogistics related to the pipe shipments at the harbour. The EDMS contact module (CMod) will be used tostore this information and EDIs will be used to extract required information to the NRT data containers.
Expediting/Tracking Information: This includes shipment details such as the reference number,expected arrival date, status, actual arrival date, total number of pipes, and the total number of pipesexpected to be received at that harbour per type. These data will be extracted from the ExTr system viaa live link and EDI. The shipment reference number(s) will act as the key link(s) between the two media.
Expediting Documents: These include shipment expediting and logistics documents, which arenormally stored in the EDMS. The link between the NRT and the EDMS will be the shipment referencenumber. Once the link is activated, a query is sent to the EDMS to display documents/drawings relatedto the shipment in question, on the NRT interface.
Digital Photos: Digital photos will be taken periodically and geo-referenced for the harbour(s), and willbe stored in the EDMS; a link between the NRT and the EDMS will be established. The linking querybased on the harbour in question will extract all related photos for display.

66
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data Details/GIS Attributes
Flags/NotificationsWithin this data group, flags/notifications are related to shipment statuses and pipe delivery times. Theirpurpose is to provide early alerts about events that would potentially affect pipe shipments and delaysubsequent construction activities or cause resources to be idle. Sample alerts include:
1 Connection type refers to the way the data is accessed from the original source.2 Extract refers to the process of importing the data from the original source at the defined frequency update interval to the central storage database of the NRT.3 Link refers to the process of directly accessing the data from the original source and displaying them on the NRT GIS-based interface on demand.

67
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Pipe Shipment Data - Workflow & EDIs
Pipeyards
DescriptionThis data group covers pipeyard locations in addition to line pipe management and control data. It isintended to assist material and logistics teams in handling line pipes efficiently.
Data Delivery to the NRT ToolEDMS and MMS are the main sources of information for this data group. The NRT tool must bedynamically linked or integrated with the relevant systems to ensure live GIS-based update of thepipeyard’s information.
General Information
Data SpecificsSpatial (Geographical) DataPipeyard location is the geographic information for this data group. Spatial data are mainly the externalboundaries of the pipeyard, or just a simple point presentation in case there are no engineering drawingsavailable for the pipeyards. An EDI is to be deployed to capture the graphical information from the CADsystem to the GIS interface automatically. To achieve this task, all pipeyard drawings must be properlycreated and geographically projected.
Non-Spatial DataNon-spatial data for the GIS are divided into three sets:
Contact Information: This includes the main contact details for the person who is responsible for alllogistics related to the pipeyard, the pipeyard superintendent. The EDMS contact module will be used tostore this information and EDIs will be used to extract this information to the GIS.

68
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Pipe Material Management Information: This includes the number of pipes available, the total numberof pipes expected to be stored at the pipeyard, the date the last update was done to the pipeyardmaterial management information, and the kilometers of the project that will be covered by this pipeyardcapacity. All this information will be extracted from the material management system via live link and/orEDI to the NRT. The pipeyard name will act as the main link between the two systems. This link will beused as well to retrieve detailed reports from the material management system about each and everypipe in the yard.
Digital Photos: Digital photos will be taken frequently for the pipeyards where pipes are stored. Thesephotos will be kept in the EDMS where a link, the pipeyard name, between the NRT and the EDMSwould be established. Once the link is activated, a query will be sent to the EDMS to extract all photosrelated to the pipeyard in question.
Data Details/GIS Attributes
Flags/Notifications

69
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Pipeyards Data - Workflow & EDIs
Stores Information
DescriptionThis data group handles store locations in addition to the data related to material management (otherthan line pipe material). Its main purpose is to help material personnel maintain a better control of thelocal material required for project execution by providing updated inventories.
Data Delivery to the NRT ToolEDMS and MMS are the main sources of information for this data group. The NRT must be dynamicallylinked or integrated with the relevant systems to ensure live GIS-based update of the stores information.
General Information
Data Specifics
Spatial (Geographical) DataThe store location is the geographic information for this data group. Spatial data are mainly the externalboundaries of the storage area, or just a simple point presentation in case there are no engineeringdrawings available for the stores. An EDI is to be deployed to capture the graphical information from theCAD system to the NRT directly. To achieve this, all stores drawings must be properly created andgeographically projected.
Non-Spatial DataNon-spatial data for the GIS is mainly divided in three sets:Contact Information: This includes the main contact details for the store material superintendent, theperson who is charge for the store and for all logistic issues related to the store. EDMS contact modulewill be used to store this information and EDIs will be used to extract this information to the NRT.

70
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Stores Material Management Information: This includes a link to some queries and dynamic reportsextracted from the material management system to reflect the material status, material balances,material shortages, and material take-off reports in addition to the kilometers of the project that will becovered by this store. All this information will be extracted from the material management system via alive link/EDI to the NRT. The store name will act as the main link between the two systems.Digital Photos: Digital photos will be taken frequently for the stores. These photos will be kept in theEDMS where a link, the store name, between the NRT and the EDMS is established. Once the link isactivated, a query will be sent to the EDMS to extract all photos related to the store in question.
Data Details/GIS Attributes
Flags/NotificationsAlerts related to stores would include:

71
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Stores Data - Workflow & EDIs
Manpower
• Accommodation information
• Manpower data
The Accommodation Information
DescriptionThis data group refers to camps locations, layouts, accommodation details such as capacity andvacancies, and any other related information. Its main purpose is to assist in controllingmobilization/demobilization activities, and make sure logistics arrangements are in place to handlemanpower needs.
Data Delivery to the NRT ToolEDMS, Camps Control System (CCS) and the project schedules are the main sources of information forthis data group. The NRT must be dynamically linked or integrated with them to ensure live update ofthe camp’s information.
General Information

72
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data SpecificsSpatial (Geographical) DataSpatial camp information mainly refers to the external boundaries of the camp. To eliminate theredundant work of retracing the camp layout in the NRT, EDIs need to be developed to capture thegraphical information from the CAD system directly. To achieve this, all camp drawings must be properlycreated and geographically projected.Non-Spatial DataNon-spatial camp data is mainly divided into the following sets:Contact information: The EDMS contacts module will be used to store contact information for thecamp key contact. The camp name will be the reference to extract the contacts data from the EDMSCMod to the NRT.Planning/Progress Information: This includes the camp construction date, the progress ofconstruction, and camp demobilization date. All this information would be extracted from the schedulingsystem via a live link or EDI to the NRT. This link between the construction schedule and the camp datais typically established using four fields to identify different schedule activities related to the camp. Whileone field might be sufficient, additional fields provide a more accurate depiction of progress.Camp Accommodation Information: This will include the number of camp residents, their statuses,the vacancies per type of room, camp facilities, and related details. This information will be extractedfrom the camp control system via a live link or EDI to the NRT. The camp name is the linking property.Engineering/Logistics Information: Logistics documents include approvals, permissions, andagreements among others, whereas engineering documents include camp design and constructionlayouts/drawings. The link between the NRT and the EDMS will be the camp name. Once the link isactivated, a query will be sent to the EDMS to extract all documents and drawings related to the campin question.Digital Photos: The construction team would be required to submit for each camp two sets of photos,one set for the camp sites status before construction and the other set after construction. Those photoswill be stored in EDMS where a link with the NRT is established. Once the link is activated, a query willbe sent to the EDMS (web client) to extract all photos related to the camp in question.
Data Details/GIS Attributes

73
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Flags/NotificationsAlerts related to accommodation/camps are primarily targeted at providing early feedback of issuesrelated to manpower accommodation, assisting decision makers in the administration of manpowerlogistics activities, and addressing any related safety or security concerns. These would include:
Accommodation/Camps Data - Workflow & EDIs
Manpower Data
DescriptionThis data group refers to construction site locations with available human resources in each by skill type.Its main aim is to provide management with a quantitative tool to audit and control manpowerdistribution, and assess the need for any changes that would improve productivity.
Data Delivery to the NRT ToolEDMS, daily progress reports, organisation charts, and daily time sheets are the main sources ofinformation for this data group. The NRT must be dynamically linked or integrated with the relevantsystems to ensure live update of the manpower information.

74
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
General Information
Data Specifics
Spatial (Geographical) DataThe actual locations of the construction sites or the actual spread where the construction team isoperating, act as the geographic information for this data group. This information will be updated dailyand dynamically using an EDI from the daily progress reports. This EDI will translate the actual sitelocation (surveying coordinates) or spread (from/to km) into linear objects reflecting the actualgeographic location of the construction.
Non-Spatial DataNon-spatial manpower data is mainly divided into three sets:
Contact information: The EDMS contacts module will be used to store contact information for eachsite construction team supervisor. The team reference code will be used as the unique identifier for thecontacts and the link between the EDMS and the NRT.Manpower: This includes the number of staff available at the construction site per category. Thisinformation will be extracted from the daily progress report, the organisation chart, and the daily timesheets. The link between these systems and the NRT will be the construction team reference code.Typical categories are:
• Management
• Senior engineers
• Junior engineers
• Pipeline Welders
• Surveyors
• Skilled labourers (other than welders)
• Non-skilled labourers
• Crane operators
• Machine operators (other than cranes)
• Drivers
Manning Schedules: These include the detailed schedules of manpower resources for eachconstruction spread. This report is generated from the timesheet system and is linked to the NRT usingthe construction team reference code. Once the link is activated, a query will be sent to the timesheetsystem to extract all related information for the period in question.

75
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data Details/GIS Attributes
Flags/Notifications

76
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Manpower Data - Workflow & EDIs
Equipment and Vehicles
• Plant machinery and vehicles (PMV) stores• Emergency equipment• Equipment tracking information• Vehicle tracking information
PMV Stores Locations
DescriptionThis data group covers project local stores for equipment and vehicles (plant machinery and vehiclesstores) and all relevant information. The main purpose of this group is to provide and control sparesrequired for the operation and maintenance of project equipment, and to ensure there are noconstruction delays due to shortage.
Data Delivery to the NRT ToolAll data related to the location and details of the equipment stores will be collected directly from the PMVcontrol system. A unique identifier for each equipment store will be given as per the project standards.This identifier will be used to link the NRT with the PMV system and EDMS.
General Information

77
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data Specifics
Spatial (Geographical) DataPMV stores’ geographical locations are the spatial information for this data group. This would be theexternal boundaries of the storage area, or just a simple point presentation in case there are nodrawings available for the PMV stores. An EDI is to be deployed to capture the geographical informationfrom the CAD system to the NRT directly. To achieve this, all drawings developed for stores must beproperly created and geographically projected.
Non-Spatial DataNon-spatial data is mainly divided into these sets:
Contact Information: This includes the main contact details for the PMV store superintendent, theperson who is charge for the store and related logistical issues. The EDMS contact module will be usedto store this information and EDIs would be deployed to extract this information to the NRT.PMV Stores Spare Parts List: An inventory report for the spare parts that are available in the PMV storeper each equipment/vehicle category will be retrieved from the PMV system to the NRT interface, via alive link or EDI where the store name and the equipment/vehicle category will act as the link.Digital Photos: Digital photos will be taken frequently for the PMV stores. These photos will be saved inthe EDMS where a link - the PMV store name - between the NRT and the EDMS is established. Oncethe link is activated, a query will be sent to the EDMS to extract all photos related to the PMV store inquestion.
Data Details/GIS Attributes
Flags/Notifications

78
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Equipment Stores - Workflow & EDIs
Emergency Equipment
DescriptionThis data group refers to locations of emergency equipment and facilities. Its purpose is to providedetailedinformation regarding emergency equipment so it can be located easily in case of an emergency.
Data Delivery to the NRT ToolThe EDMS, the emergency equipment HSE report, HSE system, or PMV system would serve as themain sources of information for this data group. The HSE department must maintain the databaserelated to emergency equipment up to date reflecting the latest status, details and availability.
General InformationData Specifics
Spatial (Geographical) DataThe locations of the emergency facilities – the X and Y coordinates – serve as the geographicalpresentation of the emergency equipment data group in the NRT interface.Non-Spatial DataNon-spatial emergency equipment data are mainly divided into two sets:Contact information: The EDMS contacts module will be used to store the contact details concerningeach person responsible for any emergency facility in each site or location along the pipeline route. Eachemergency facility will be given a unique identifier which will be used as a link to the EDMS contactsmodule.

79
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Emergency Equipment Details: This includes the emergency depot type and its details. Thisinformation can be available in the HSE system or as an HSE report loaded in the EDMS or in anequipment inventory system (PMV system). In all cases, the emergency facility reference number will beused to link to the relevant system and extract the required details for that facility.
Data Details/GIS Attributes
Flags/Notifications
Emergency Equipment - Workflow & EDIs

80
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Equipment Tracking Information
DescriptionThis data group covers the locations and status of operational equipment along the pipeline route andrelated vital information. The concept behind equipment traceability is the capability of acquiring theactual location of any equipment at any given time. This will provide the management with powerful andeffective tools for controlling, reporting and studying the equipment operations closely, so that propermeasures are taken to improve the construction operations, productivity rates, risk management, andrescue requests responses. The equipment traceability system consists of four major components:
• A GPS-based tracking device installed on the equipment; this device will record and send, atminimum, the location and operation status of the equipment.
• A server with the proper hardware to receive the data transmitted periodically from each trackingdevice.
• Software to process the tracking information and save it within the database.
• Communications infrastructure (GPRS or GSM), which will serve as the media for datatransmission.
Data Delivery to the NRT ToolThe EDMS, the equipment tracking system, and the PMV system are the main sources of information.These systems will collect reference and active (live) information about the equipment in question.
General Information
Data Specifics
Spatial (Geographical) DataThe location of the equipment – the X and Y coordinates – is the geographical presentation for theequipment tracking data group. These data will be extracted from the equipment tracking systemperiodically and automatically, typically through an embedded device that transmits relevant locationstatus information for processing. Each equipment will be given a unique reference number, which willact as the link between the NRT and relevant systems.
A sample basic format for this number is: TTT-NNNN where:
• TTT is a three letter identifying the equipment type (e.g. EXC for excavator, CRN for crane)• NNNN is a sequential number per equipment
Non-Spatial DataNon-spatial equipment tracking data is mainly divided into four sets:Contact Information: The EDMS contacts module will be used to store the contact details for eachperson responsible for operational equipment in each location along the pipeline route. The equipmentreference number will be used as a link to EDMS contacts module.Equipment List: This includes a list of the available major equipment per category and their locations.The list includes categories involved in the pipeline construction operations such as:
• Earth-moving including excavators, trenchers, bulldozers, loaders, scrapers, graders, and rollers.
• Pipe handling (lifting and loading) including cranes, side booms, fork lifts.
• Pipe-bending machines.
• Pipe-welding machines.
• Trailers and pipe carriers

81
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Equipment Details: For each of the above types, a detailed list of reports will be available showingadditional information, such as manufacturer, capacity, part suppliers, fuel type, power, and maintenanceschedule for every equipment within the selected category. This information will be extracted from thePMV system via a live link or EDI with the NRT. These data will be shown on the NRT interface once thelink to the PMV system is activated, using the equipment reference number.Active Information: The main data to be shown is the equipment type and operation status (idle oroperating, static or moving). This inforamtion will be extracted from the equipment tracking systemperiodically and automatically via a live link or EDI. The reference number will be used to link the NRTwith the equipment tracking system.Digital Photos: Digital photos will be taken frequently for equipment to show the equipment visually,and will be saved in the EDMS. A link, the equipment reference number, is established between the NRTand EDMS. Once the link is activated, a query will be sent to the EDMS to extract photos related to theequipment in question.
Data Details/GIS Attributes
Flags/Notifications

82
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Equipment Tracking - Workflow & EDIs
Vehicle Tracking Information
DescriptionThis data group refers to the locations of project operational vehicles along the pipeline route withrelated vital information. This is almost similar to the previous group, the equipment tracking data group,except that it covers moving passenger vehicles, such as cars and buses, and any operation thatincludes distance movement like material transport. This will provide the management with severalpowerful and effective tools for controlling and reporting the use of vehicles in the project, so that propermeasures are taken to improve the use of these vehicles, manage risks, and respond to rescuerequests.The vehicle traceability system consists of four major components:
• A GPS-based tracking device to be installed on each equipment; this device will record and send,at minimum, the location and status of the equipment.
• A server with the proper hardware to receive the data being transmitted periodically from eachtracking device.
• Software to get the tracking information and save it in a database.• Communications infrastructure (GPRS or GSM), which will serve as the media for datatransmission.
Data Delivery to the NRT ToolThe EDMS, the vehicle tracking system, the journey management system (JMS), and the PMV systemare the main sources of information for this data group.
General Information

83
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data Specifics
Spatial (Geographical) DataThe location of the equipment – the X and Y coordinates – is the geographical presentation for thevehicle tracking data group. These data will be extracted from the embedded unit of the vehicle trackingsystem periodically and automatically. Each vehicle will be given a unique reference number, which willact as the link between the NRT tool and the relevant systems.A simple format for this number is: TTT-NNNN where:
• TTT is a three letter identifying the vehicle type (e.g. BUS for buses, 4WD for four-wheel drive cars)
• NNNN is a sequential number per vehicle
Non-Spatial DataNon-spatial vehicle tracking data is mainly divided into four sets:Contact Information: The EDMS contacts module will be used to store the contact details for eachperson responsible for operational vehicles in each location along the pipeline route. The vehiclereference number will be used as a link to the EDMS contacts module.Vehicle List: This includes a list of the available vehicles per category such as:
• Trucks
• Buses
• Four-wheel cars
• Saloon cars
Vehicle Details: For each of the above types, a detailed list of reports will be available showingadditional information, such as brand, manufacturer, capacity, part supplier, fuel type, power, andmaintenance schedule about each vehicle within the selected category. This information will beextracted from the PMV system via a live link or EDI with the NRT. The vehicle reference number will actas the link between the two systems.Active Information: The vehicle type and operational status (static or moving) are the major data to beshown on the NRT interface. These data will be extracted from the vehicle tracking system and journeymanagement system periodically and automatically via a live link or EDI. The operational vehiclereference number will be used to link the NRT with these systems.Digital Photos: Digital photos will be taken frequently for each vehicle to show the vehicle visually, andwill be saved in the EDMS. A link, the vehicle reference number, between the NRT and the EDMS isestablished. Once the link is activated, a query will be sent to the EDMS to extract all photos related tothe vehicle in question.
Data Details/GIS Attributes

84
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Flags/Notifications
Vehicle Tracking - Workflow & EDIs

85
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Planning And Progress
This data group comprises the following two classes:
• Construction progress of activities
• Planning/scheduling of activities
The contents of each section represent different stages of the construction, namely on-site activitiesversus planned schedule. The flags and notifications will be considered within the context of the twoclasses.
Daily Pipeline Progress Activities
DescriptionThe daily progress of the pipeline main construction activities in kilometer ranges are shown andprojected in the NRT interface on a near-real-time basis (a maximum delay of one day). The mainactivities of pipeline construction operations are:
• Route clearance (clearance, de-bushing, demining, etc.)• Route survey• ROW preparation (top soil removal, grading, etc.)• Stringing• Bending• Welding (end face preparation, joint welding, NDT, field joint coating)• Trenching (excavation, bedding, padding, etc.)• Lowering and laying• Backfilling• Hydrotesting• Cleaning and gauging• ROW reinstatement• Any other project specific activity
Each one of these activities will be treated as a separate data group for ease of viewing andmanipulation of data by the end user.
Data Delivery to the NRT ToolDaily progress reports, progress measuring and monitoring systems, and EDMS are the main sources ofinformation for these data groups. To ensure daily updates of the progress data groups, the NRT mustbe dynamically linked and integrated with the relevant information sources via EDIs. This will reduceredundant data entry efforts needed for updating the progress statuses.
General Information
Data Specifics
Spatial (Geographical) DataThe geographic information for this data group is the progress achievement of each activity per day inkilometers, from the start km to the end km. An EDI is to be deployed to capture the geographicalinformation from the daily progress report and project it directly to the NRT interface.

86
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Non-Spatial DataNon-spatial data are mainly divided into two sets:
Daily Progress Information: This includes the progress report reference number, the report date, andthe progress achievement (distance in km). This information will be extracted from the daily progressreport or the progress measurement system via a live link or EDI. Additionally, this daily progress reportwill be kept in the EDMS, where it can be retrieved via a dynamic link using the report number as areference.
Digital Photos: Digital photos are to be taken for the daily progress activities. These photos are to bekept in the EDMS where a link, the report reference number, is established between the NRT and theEDMS. Once the link is activated, a query will be sent to the EDMS to extract all progress photos relatedto the specific pipeline construction activity for any specific period.
Data Details/GIS Attributes (For Each Pipeline Construction Activity)A similar data group is to be developed for each construction activity in the above list. This wouldinclude the information required for building the pipebook handover document, specifically related towelding, NDT, line pipe, and as-built survey data.
Progress Activities - Workflow & EDIs

87
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Pipeline Planning/Scheduling Activities
DescriptionThis data group class refers to the construction schedule of the major activities on the pipeline. The NRTwill reflect the planned dates for the main construction works in kilometers. These activities include:
• Route clearance (clearance, de-bushing, demining, etc.)• Route survey• ROW preparation (top soil removal, grading, etc.)• Stringing• Bending• Welding (end face preparation, joint welding, NDT, field joint coating)• Trenching (excavation, bedding, padding, etc.)• Lowering and laying• Backfilling• Hydrotesting• Cleaning and gauging• ROW reinstatement• Any other project specific activity
Those activities must be identical to the way progress is measured, such that at any point of time acomparison can be made of planned versus achieved. Similarly, each one of these activities will betreated as a separate data group for ease of viewing by the end user.
Data Delivery to the NRT ToolThe planning/scheduling system is the main source of information for these data groups. The NRT toolmust be dynamically linked or integrated with the planning/scheduling system via EDIs to ensureautomatic update of modifications in the plan.
General Information
Data SpecificsSpatial (Geographical) DataThe planned route coverage of any activity in kilometers, from the start km to the end km, is thegeographic spatial information for this data group. An EDI is to be deployed to capture the graphicalinformation from the scheduling system and project it directly in the NRT tool interface.
Non-Spatial DataNon-spatial data are:
Planning and Scheduling Information: This includes the activity code, activity description, expectedearly start and finish dates, expected late start and finish dates, total float and the portion of the pipelinethat is planned under this activity. All this information will be extracted from the planning/schedulingsystem via a live link or EDI to the NRT. The activity code would act as the reference link between thesystems.Data Details/GIS Attributes (For Each Pipeline Construction Activity)A similar data group is to be developed for each construction activity in the above list.

88
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Flags/Notifications
Planning/Scheduling Activities - Workflow & EDIs

89
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
HSE and Social
• Points of interest (hospitals, medical centers, police stations, etc.)• Accidents and incidents• Grievances and complaints• Areas of special status
Points of Interest (Hospitals, Medical Centers, Police Stations, etc.)
DescriptionThis data group covers the location of hospitals, medical facilities, police stations, and any other pointsof interest with their contact details. Its main purpose is to provide fast access to key information forproject stakeholders.
Data Delivery to the NRT ToolAll data related to the location and details of point of interest will be collected directly by the HSE teamand stored in the HSE system or database if available. EDMS will be used to capture this information. Aunique identifier for each facility or point of interest will be given, based on a defined naming conventionsuch as TTT_NNNN where:
• TTT is a three-character code describing the type of facility(e.g. HOS for hospital, POL for police station)
• NNNN is a four-digit sequential number for each point of interest.
General Information
Data SpecificsSpatial (Geographical) DataThe location of the point of interest – the GPS X and Y – is the main geographical information in this datagroup.
Non-Spatial DataNon-spatial point of interest data are mainly divided into three sets:
Contact information: The EDMS contacts module will be used to store contact information for eachpoint of interest captured into the NRT. The reference code for each facility will be the unique identifierand the link to the EDMS contacts module.
Other Information: This includes the name, type, and the location description of the facility. Thisinformation can be entered directly into the NRT or extracted from the HSE system or database via alink, being the unique identifier of the facility.
Digital Photos: Digital photos taken for the points of interest will be saved in the EDMS where a link, thereference number, between the NRT and the EDMS is established. Once the link is activated, a querywill be sent to the EDMS to extract photos related to the point of interest in question.
Data Details/GIS Attributes

90
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Points of Interest - Workflow & EDIs
Accidents and Incidents
DescriptionPipeline construction accidents/incidents, their locations, details, categories, and related reports are allcovered and presented under this data group. Any incident (or accident) whether fatal, minor, or a nearmiss is to be recorded and presented on the NRT. The availability of such crucial information will exposethe safety status of the construction operations on a daily basis for decision makers, giving them anearly indication of the potential areas for improving the construction operations and staff behaviour,tohelp them become more safety-alert and conscious, and eventually achieve the target of zero fatalities.
Data Delivery to the NRT ToolThe EDMS incident recording module acts as the main source of information for this data group.To ensure daily update of the incident data group, the NRT must be dynamically linked or integrated withthe incidents recording module via an EDI. The incident reports are kept in EDMS, whereas the incidentsrecording module will provide all the attributes required to register the occurrence of this incident and itsvital information. A better approach would be the automation of the incident reporting process, forinstance using handheld devices equipped with GPS and a camera and carried by safety officers.The officer will record all related information on the handheld so that an incident report can be generatedautomatically and fed into EDMS and the incident recording module. The information recorded on thehandheld will constitute the attributes for that incident report and digital photos will be linked as well.An EDI will transfer all this information automatically to the NRT.

91
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
General Information
Data Specifics
Spatial (Geographical) DataThe incident location - X and Y coordinates that are recorded as part of the incident report – is thegeographic information for this data group. An EDI is to be deployed to capture the graphical informationfrom EDMS incident recording module, and project it directly to the NRT.
Non-Spatial DataNon-spatial data include:Incident Report Details: These include the incident report number, the report date, the incident type,the incident category, and the incident description. This information will be extracted from the EDMSsystem on a daily basis via an EDI. The incident report reference number will act as the main linkbetween the NRT and the EDMS. Additionally, the actual incident report will be kept in the EDMS whereit can be retrieved through the NRT interface via a dynamic link using the report reference number.Digital Photos: Digital photos taken for the incident are to be kept in the EDMS where a link, theincident report reference number, is established between the NRT and the EDMS. Once the link isactivated, a query will be sent to the EDMS to extract photos related to the incident in question.
Data Details/GIS Attributes

92
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Accidents/Incidents Information - Workflow & EDIs
Flags/Notifications
Grievances And Complaints
DescriptionWith the increased significance of social interaction especially in pipelines passing through populatedareas, grievances and complaints that are recorded against the project should be available for referencewithin the NRT, to assist management in taking corrective actions and plan activities with increasedsocial awareness.
Data Delivery to the NRT ToolGrievance reports are the main source of information for this data group. Therefore, the interfacemanagement department, logistics department, or equivalent entity would record any grievance orcomplaint that arises during construction. Among others, GIS team must be duly informed for properregistration within the NRT. This is achieved by adding the GIS team to the project distribution matrix forsuch issues.
General Information

93
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data Specifics
Spatial (Geographical) DataThe location where the complaint occurs - the GPS X and Y coordinates – will be registered as attributesfor the report in the EDMS. An EDI is to be used to upload the graphical location into the NRT fromEDMS attributes.
Non-Spatial DataThe main non-spatial data include:
Grievance Report Details: This includes the type and description of the grievance or complaint.These values will be saved as EDMS attributes for the reports, and the interface managementdepartment’s EDMS user will be responsible for inputting these data. An EDI is to be used to extractthese data into the NRT. The Grievances report reference number will act as the main link between thesystems. Additionally, the actual report will be kept in the EDMS where it can be retrieved through theNRT interface via a dynamic link (report reference number).
Digital Photos: Digital photos taken related to the grievance or complaint are kept in the EDMS where alink, the report reference number, is established between the NRT and the EDMS. Once the link isactivated, a query will be sent to the EDMS to extract all photos related to the grievance report inquestion.
Data Details/GIS Attributes
Grievances and Complaints - Workflow & EDIs

94
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Areas of Special Status
DescriptionThis data group includes all areas of specific environmental, safety, or security concerns which mightaffect the pipeline operations. The system should spot these areas and display any significantinformation on the NRT interface to be reviewed as needed by key personnel for decisive action whenconstruction operations are near or within such areas. Contaminated sites, water sources, naturalreserves, waste emission sites, historical zones, and archeological sites are examples of environmentallysensitive areas covered by this data group. Access-restricted areas and military zones are examples ofspecial security areas whereas mine fields, unstable explosives zones, and socially unsafe areas areexamples of special safety areas.
Data Delivery to the NRT ToolHSE reports and surveys provide the main source of data for this group. The HSE team will ensure thatall related findings are properly distributed to concerned project teams, including the GIS team who canthus have access to any report or survey related to any area classified as of special status.
General Information
Data Specifics
Spatial (Geographical) DataThe outmost boundaries of the special area represent the geographic information for this data group. Ifavailable, an EDI should be developed to upload the geographical location into the NRT from electronicHSE reports/surveys. Alternatively, standard GIS functions would be used to create these features forthe NRT system, based on surveying reports.
Non-spatial dataThe non-spatial data for this group are mainly divided into three sets:
Contact information: The EDMS contacts module will be used to store contact information for personsresponsible for these areas. A unique reference number will be given for each site, and this will link theEDMS with the NRT.
Other Information: This includes the category of the site (e.g. environmental, safety, security), the typeof the special area (water source, contaminated site, restricted area, nuclear area, military area etc.), inaddition to details and description for this site. These values will be stored in the EDMS as properties forthe HSE/surveying report. An EDI will be used to extract these values from EDMS to the NRT. Thespecial site reference number will be used as the link between the systems.
Photos, documents and reports: Digital photos and reports related to the special area will be kept inthe EDMS, where a link (the special area reference number) between the NRT and the EDMS isestablished. Once the link is activated, a query will be sent to the EDMS to extract all documents andphotos related to the special area in question.

95
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Data Details/GIS Attributes
Areas of Special Status - Workflow & EDIs
Flags/Notifications

96
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Engineering Data
The NRT should also capture information about essential activities other than those directly linked to theconstruction of the line pipe itself. The key purpose of these data groups is to provide relevantinformation for the project stakeholders to consider in planning on-site activities for pipeline and observethe progress of additional supporting activities. The main source of information would be the engineeringand design documents, and they would fall under one of the following categories:
• Accessibility• Crossings• Access roads• Marker points
• Design• Pipeline routes• AGIs• Tie-in points• Fiber-optic cables
• Non-pipeline Features: geotechnical data and cathodic protection data• These include boreholes, soil resistivity information, cathodic test points, rectifiers, groundbeds, galvanic anodes, bond leads, etc.
• Any additional project-specific data groups
Crossings
DescriptionThis data group refers to all crossing types along the pipeline route such as gas pipes, oil pipes, fences,electric lines, telephone lines, water pipes, roads, railways, rivers, canals and ditches. Prompt access toaccurate information about crossings would assist construction personnel to prepare better forconstruction activities by highlighting what permits need to be prepared and what special constructionmethods need to be considered.
Data Delivery to the NRT ToolAlignment sheets, crossing drawings and the crossing register are the main sources of information forthis group. These documents are maintained within the EDMS, and EDIs are to be developed to capturetheir data from the relevant engineering documents directly to the NRT. Each crossing will be given aunique identifier as per the project standards. This unique reference will act as the link between the NRTand the EDMS or any other data container that might carry valuable information related to the crossings.
General Information
Data SpecificsSpatial (Geographical Data)Spatial crossing information is mainly the centerline of each crossings and the width of the crossing at itsbeginning and end. To eliminate the redundant work of retracing the crossings layout in the NRT, EDIsshould be developed to capture the geographical information directly. To achieve this task, all alignmentsheets and crossing drawings must be properly created and geographically projected. Moreover,crossing features that are required should be created on separate layers and according to proper CADstandards.

97
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Non-Spatial Data
Non-spatial crossing data for NRT are mainly divided into the following sets:
Contact information: The EDMS contacts module will be used to store contact information for eachcrossing. The crossing’s unique name will be used as the unique identifier for the contacts. An EDI willbe adopted to capture contact data from EDMS to the NRT.
Others: This includes the crossing identifier, crossing type, crossing category, and reference to sitesurveys. An EDI is used to capture these data from the crossing register or EDMS to the NRT. Alldocuments related to a specific crossing whether drawings or site surveys, would be stored in EDMSwith properties holding the crossing identifier that would act as a link between the EDMS and NRT. Oncethe link is activated, a query will be sent to the EDMS to extract all drawings or documents related to thecrossing in question.
Digital Photos: The construction team is to submit for each crossing two sets of photos, one set takenbefore construction and the other set showing the status after construction. Those photos are kept inthe EDMS where a link, the crossing reference number, between the NRT and the EDMS is established.Once the link is activated, a query will be sent to the EDMS to extract all photos related to the crossingin question.
Data Details/GIS Attributes
4 Crossing Type per Crossing Category
5 Additional Properties

98
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Crossings - Workflow & EDIs
Access Roads
DescriptionThis data group refers to the project existing and to-be-constructed access roads along the pipelineroute, with all relevant information. It is intended to assist management in logistics and constructionsupport functions by displaying accessibility options at different project locations.
Data Delivery to the NRT ToolAccess road drawings are the main source of information. The GIS team must be updated on anychanges on the access road drawings issued to have updated information within the NRT.
General Information
Data Specifics
Spatial (Geographical Data)Spatial access road information is mainly the centerline of the access road. To eliminate the redundantwork of retracing the access roads layout in the GIS interface, EDIs need to be developed to capture thegeographical information to the NRT directly. To achieve this task, all access road drawings must beproperly created and geographically projected. Moreover, access road features that are required shouldbe created on separate layers and according to proper CAD standards.
Non-Spatial DataNon-spatial access road data for GIS are divided into the following sets:Contact information: The EDMS contacts module will be used to store contact information for eachaccess road. The access road name will be used as the unique identifier to extract the contacts details.

99
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Others: This includes the access road identifier, the name of the facility serviced, road type, anddescription. This information is typically available on the access road drawings. The EDMS operator willbe responsible for inputting the drawings with attributes into the EDMS, and the unique access roadidentifier would link the EDMS and NRT, to extract the drawings and data on demand.
Digital Photos: The construction team is to submit for each access road two sets of photos, one set isfor the access road status before construction and the other set is for the status after construction.Those photos would be kept in the EDMS and linked by the unique access road reference number tothe NRT for extraction on call.
Data Details/GIS Attributes
Access Road Data - Workflow & EDIs

100
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Marker Points
DescriptionThis data group refers to the different types of markers for the constructed pipeline, such as aerial andground markers; this information would assist in tracing the pipeline design and as-built routes.
Data Delivery to the NRT ToolAlignment sheets and as-built data are the main sources of information for this data group.
General Information
Data SpecificsSpatial (Geographical Data)Spatial information for this shape file is mainly marker locations along the pipeline route. To eliminate theredundant work of retracing the marker points in the NRT, EDIs will be developed to capture the pointlocations of the pipeline marker directly. To achieve this task, all alignment sheets must be properlycreated and geographically projected, and marker points created on separate layers and according toproper CAD standards.
Non-Spatial DataNon-spatial data for the marker shape files is mainly the name and type of markers, which are typicallyavailable in the alignment sheets as block attributes. EDIs will be developed to extract the requiredvalues for use in the NRT.
Data Details/GIS Attributes

101
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Marker Points - Workflow & EDIs
Pipeline Routes
DescriptionThis specific data group refers the pipeline routes considered at the different stages of the project,including at the design and as-built stages. Its purpose is to provide a geographical display of thepipeline centerlines in comparison with the other features shown on the NRT interface in order to assistin better visual planning.
Data Delivery to the NRT ToolAlignment sheets, route surveys, and other reference drawings maintained within the EDMS are the mainsources of information for this data group. The GIS team should be informed of any relevant updates tomaintain the latest accurate display of the route centerline within the NRT.
General Information
Data Specifics
Spatial (Geographical Data)Spatial pipeline route information refers mainly to the properly-projected pipeline centerline atengineering (and later as-built) stage. To eliminate the redundant work of retracing this information forthe NRT, EDIs need to be developed to capture the geographical information to the NRT directly fromalignment sheets and survey data. To achieve this task, all relevant drawings must be properly createdand geographically projected.

102
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Non-Spatial DataThese include a route unique identifier with descriptive details of the route. Survey reports and referencedrawings will be maintained in the EDMS with proper attributes referencing the pipeline route. An EDMSquery/EDI will use the route identifier value to extract all documents or drawings related to a specificroute.
Data Details/GIS Attributes
Pipeline Routes Data - Workflow & EDIs
Above Ground Installations (AGIs)
DescriptionThis data group refers to AGI information along with the basic outline of the AGIs. These include facilitiessuch as block valves, check valves, pigging stations, pump stations, pressure boosting stations, andmetering stations. The information within this group helps present a visual clarified scope of the AGI fromwithin the NRT interface.
Data Delivery to the NRT ToolAGI drawings are the main source of information for this shape file. The GIS team should be informed ofany AGI drawings issued to update the NRT promptly.

103
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
General Information
Data Specifics
Spatial (Geographical Data)Spatial AGI information is mainly the outline fence of the facility, the track leading to the facility and themain AGI point location. To eliminate the redundant work of retracing this information for the NRT, EDIsneed to be developed to capture the geographical information directly. All AGI drawings must beproperly created and geographically projected, and related AGI features created on separate layersaccording to proper CAD standards.
Non-Spatial DataThis includes the AGI unique identifier, AGI type and references to all AGI reports. The first two aretypically available on the AGI design drawing title block. The EDMS will be used to capture these valuesas attributes for the AGI drawing. The EDMS operator will be responsible to input these data in theEDMS. All AGI reports will be given an attribute that will hold the unique name of the AGI, and an EDMSquery/EDI will use this value to extract all documents assigned for a specific AGI with all relevantattributes.
Data Details/GIS Attributes

104
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
AGI's Data - Workflow & EDIs
Tie-In Points
DescriptionThis data group refers to points where the pipeline ties in to external facilities outside the main scope ofwork such as gas lines, electric lines, water pipes, and other utilities. It is intended to provide a visualscope of the expected interaction with external players for management and other key players to assistin the coordination efforts.
Data Delivery to the NRT ToolAlignment sheets and any tie-in schedules available as a part of the tender or engineeringdocumentation are the main sources of information. The EDMS operator shall ensure that thesedocuments are readily available and up-to-date within the EDMS, and that any changes are highlightedto the GIS Team, to be incorporated within the NRT.
General Information
Data Specifics
Spatial (Geographical Data)Spatial information for this shape file is mainly the location of the tie-in points. To eliminate redundantdata-entry work, EDIs should be developed to capture the location of the tie-in points to the NRTdirectly. To achieve this task, all alignment sheets must be properly created and geographicallyprojected. Tie-in points should be created on separate layers and according to proper CAD standards.

105
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Non-Spatial DataNon-spatial data for the tie-in points include the type of the facility that the project ties in, and anyspecial reports or construction references (e.g. before/after photos) that need to be considered in thetying-in process. It also includes contact information of personnel involved with this facility. A unique tie-in reference will be used to identify each tie-in point, and EDIs should be developed to extract the tie-ininformation to the NRT.
Data Details/GIS Attributes
Tie-in Points - Workflow & EDIs
Fiber-optic Cables
DescriptionThis data group refers to the routes of the fiber-optic cables, the cable pulpits, and the terminationpoints. Its purpose is to provide the FOC scope in visual display on the NRT to assist in planning relatedactivities.
Data Delivery to the NRT ToolFiber-optic design drawings and related cable schedules are the main sources of information for thisdata group. This information should be readily updated within the EDMS, and provided to the GIS teamwho will be responsible for displaying these data on the NRT interface.

106
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
General Information
Data Specifics
Spatial (Geographical Data)Spatial information for this shape file is mainly the cable route, and locations of the pulpit and terminationpoints. To eliminate the redundant data-entry work, EDIs should be developed to capture thisinformation to the NRT directly. All fiber-optic cable general arrangement drawings must be properlycreated and geographically projected, and related features should be created on separate layers andaccording to proper CAD standards.
Non-Spatial DataNon-spatial fiber-optic cable data are mainly divided in two sets:Progress Data: The construction progress for the fibre-optic cable will be measured per KP (kilometerpoint). This information would be available in the progress monitoring system or the daily constructionreports. An EDI should be developed to capture this information to the NRT directly.Other Information: This includes the tag numbers for the optic cables, the pulpits and terminationpoints in addition to references for the faults reports and the test results. The tag numbers are typicallyavailable on the design drawings as block attributes. EDIs should be developed to extract the requiredtags and assign them to the relevant feature in the NRT. These references to fault reports and testresults are static values for the same section of the optical cable, and should be available in the EDMSfor extraction into the NRT.
Data Details/GIS Attributes

107
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Fiber-optic Cables - Workflow & EDIs
Additional Features, Geotechnical And Cathodic Protection Data
DescriptionThis data group comprises information related to additional features of the pipeline not included underany of the previous sections, and of significant value to key personnel during the construction phase.This includes activities and reports such as boreholes, soil resistivity information, cathodic test points’data, rectifiers, ground beds, galvanic anodes, and bond leads. Data related to the design andinstallation locations, and the attributes of each feature are the main constituents of this group.
Data Delivery to the NRT ToolDesign documents/drawings, alignment sheets, test reports such as cathodic protection and resistivitytests, and construction progress reports are the main sources of information for this data group. TheEDMS team is responsible for ensuring that the EDMS is populated with the latest updates of these datain a timely fashion, so that the GIS team has access to the related information for displaying in the NRT.
General Information
Data Specifics
Spatial (Geographical Data)The main spatial information for this data group is the feature location. Wherever possible, EDIs shouldbe developed to capture the location points to the NRT directly. All alignment sheets and referencedrawings must be properly created and geographically projected, and related features created inseparate layers as per proper CAD standards.

108
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Non-Spatial DataNon-spatial data for these features are mainly the reference ID and attributes. The reference IDs can beobtained from the design documents. EDIs should be developed to extract the required attribute valuesand assign them to the relevant feature in the NRT. Reference reports and static values would beavailable in EDMS and would be retrieved to the NRT by linking the unique reference ID.
Data Details/GIS Attributes
Additional Features – Workflow & EDIsWorkflows are dependent on the specific feature to be displayed on the NRT, and what type ofinformation is extracted, rather than linked from the EDMS. Whereas spatial and any contact data wouldbe extracted to the NRT database, reference documents, photos, and other non-spatial data would belinked via a query/EDI connecting on the unique identifier of the feature in question.

109
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
Recommended Technical Specifications
This section presents general recommendations for the selection of technical tools to be used in thedevelopment of the NRT. It is intended as a guideline during the detailed system design phase,specifically for areas of technical significance related to building the GIS-based interface, acquiring datafrom system repositories, and the display of this information.These recommendations are derived from market studies of available open source and commercialsoftware, historical information, programming tools, common practices, modern technologies,standardized formats, and other relevant research items. The results recorded herewith are intended tohighlight key technical features to be considered to meet the conceptual functional specificationrequirements.
GIS Software
The GIS-based interface is one of the core concepts of the NRT. Careful selection of the GIS software tobe used is hence of vital importance. The selected software should:
• Have the capability to work with vector and raster data, so that combinations betweensatellite images and pipeline objects are possible.
• Run under different platforms and operating systems, such as MS Windows, Linux,and UNIX.
• Have interoperability with other GIS software, as GIS data from different sources and withdifferent formats might have to be readable.
• Be able to manage topology and 3D representations. This allows the user to have 3Doutlooks on the pipeline project for improved analyses.
• Produce good quality cartographic representations. The additional advantage of preparingdetailed project layouts is a very useful tool for construction teams.
• Allow for developments with common languages like VB and C++, so that users can add andmanipulate scripts for more efficient use.
• Work with large data structures, as the pipeline project would entail a huge amount of data.• Allow advanced spatial analysis of vector data and raster data, simultaneously if possible.• Allow for multilingual interfaces.
Connectivity To Data Sources
With a wide scope of information to handle, the NRT would have to not only extract but also link toexisting databases, to make use of data in existing control systems. Finding the right connectivity toolsis a critical factor in ensuring the data is not only provided promptly, but also accurately.Based on our review of common connectivity techniques, including Microsoft ActiveX data objects(ADO), object linking and embedding database (OLE DB), and open database connectivity (ODBC), thebetter choice for our NRT is the one that can:
• Work with different operating systems.• Handle both relational and non-relational databases.• Connect to multiple databases simultaneously.
Web Mapping Of Pipeline Data
There are two main ways to publish GIS information on the web. Creating a specific website is one, andexporting the data and maps to existing websites is the other. The recommended technicalspecifications for web mapping of pipeline projects depend on the selection made. In the case ofcreating a new website, it is useful to have a website that can:
• Be dynamic.• Visualize maps with advanced functionalities.

110
Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Appendix 13.1.1
• Use vector and raster data.• Have good compatibility with different navigators, programming languages, and databaseformats.
In the case of exporting data to existing web sites, the selection should be a web site that is:• A known geographic website with a simple data format.• Compatible with different programming software formats.

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Glossary
Glossary
The following definitions and abbreviations apply in the context of this Appendix unless otherwisementioned:
AGI Above ground installationsAUT Automatic ultrasonic testingCAD Computer-aided designCANBUS Controller–area network bus standardCANDATA CANBUS dataCCS Camp control systemCMod EDMS contacts moduleCP Cathodic protectionCPM Critical path methodCSE Confined space entryDES Discrete event simulationECI Eddy current inspectionEDI Electronic data interface/interchangeEDMS Electronic document management systemERP Emergency response plansERW Electric resistance weldExTr Expediting and shipment tracking systemFBE Fusion bonded epoxyFLUW Facing, lining up and welding (IPLOCA working group)FMS Fleet management systemFOC Fiber-optic cablesGIS Geographic information systemGPRS General packet radio serviceGPS Global positioning systemGSM Global system for mobileHAZID Hazard identificationHAZOP Hazard and operability studyHFW High frequency induction weldHLA High level architectureHSE Health, safety and environmentHSEIA/HSEIS Health, safety and environment impact assessment/studyHSES Health, safety, environment and socioeconomicIP Injured personIPLOCA International Pipe Line and Offshore Contractors AssociationJMS Journey management systemKP Kilometer pointLLI Long lead itemsLNG Liquified natural gasMAOP Maximum allowable operating pressureMFL Magnetic flux leakageMMS Material management systemMPI Magnetic particle inspectionMTO Made to orderMUT Manual ultrasonic testingNC/NCI IPLOCA Novel Construction InitiativeNDT Non-destructive testingNRT Near-real-time toolOD Outside diameterOEM Original equipment manufacturerPDA Personal digital assistantPDC Planning, design and control (IPLOCA workgroup)PFD Probability to fail on demandPK Point kilometre (see KP)PMV Plant machinery and vehiclesPOD Probability of detection

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Glossary
PPE Personal protective equipmentPTO Power take-off QA/QC Quality assurance/controlQRA Quantitative risk assessmentR&D Research and developmentRFID Radio-frequency identificationRFQ Request for quotationROW Right of wayRPE Respiratory protective equipmentRSS Really simple syndication (web feed format for publishing frequently updated works)RT Radiographic testingSAWH Submerged arc-welded pipe, helical seamsSAWL Submerged arc-welded pipe, longitudinal seamsSCADA Supervisory control and data acquisitionSIL Safety integrity levelSIMOPS Simultaneous operationsSIS Safety instrumented systemSMS Short message service (texts)SMYS Specified minimum yield strengthUPI Unique purchase itemsUT Ultrasonic testingVOC Volatile organic compoundVPN Virtual private networkWBS Work breakdown structureWiFi Wireless networking technologyWiMax Worldwide interoperability for microwave access (protocol)WPS Welding procedure specificationsWT Wall thicknessXML Extensible markup language

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Bibliography
Bibliography
Section 11 Pipeline Protection Systems
• Various company coating manuals, construction specifications, engineering manuals andmaterial specifications, material, equipment manufacturer and coating applicator websites
• Selected national, industry, and international standards, specifications and recommendedpractices:
• CSA Z245.20-02/Z245.21 - External Fusion Bond Epoxy Coating for Steel Pipe- External Polyethylene Coating for Pipe
• DVGW GW 15: 2007-01 - Protection from corrosion; coating of pipes, fittingsand moulded parts
• DVGW GW 340:1999-04 – FZM-Ummantelung zum mechanischem Schutzvon Stahlrohren und –formstücken mit Polyolefinumhüllung – Anforderungenund Prüfung, Nachumhüllung und Reparatur, Hinweise zur Verlegung und zumKorrosionschutz
• EN ISO 21809-1 (draft) - Petroleum and natural gas industries – Externalcoatings for buried or submerged pipelines used in pipeline transportationsystems - Part 1: Polyolefin coatings (3- layer PE and 3- layer PP)
• EN ISO 21809-2 - Petroleum and natural gas industries - External coatings forburied or submerged pipelines used in pipeline transportation systems - Part 2:Fusion-bonded epoxy coatings (2007)
• EN ISO 21809-3 - Petroleum and natural gas industries -- External coatings forburied or submerged pipelines used in pipeline transportation systems -- Part3: Field joint coatings (2008)
• EN ISO 21809-5 (draft) - Petroleum and natural gas industries -- Externalcoatings for buried or submerged pipelines used in pipeline transportationsystems -- Part 5: External concrete coatings
• Selected technical papers, books and reports:• Comparison Methodology of Pipe Protection Methods, CIMARRON
Engineering Ltd, 2005• Design and Coating Selection Considerations for Successful Completion of a
Horizontal Directionally Drilled (HDD) Crossing, Williamson A.I., Jameson J.R.• Development of a Cost Effective Powder Coated Multi-Component Coating for
Underground Pipelines, Singh P., Cox J.• Field joint developments and compatibility considerations, Tailor D., Hodgins
W., Gritis N., BHR 15th International Conference on Pipeline Protection• High temperature pipeline coatings - field joint challenges in remote
construction, Buchanan R., Hodgins W., BHR 16th International Conference onPipeline Protection
• The importance of hot water immersion testing for evaluating the long termperformance of buried pipeline coatings, John R., Alaerts E., BHR 16thInternational Conference on Pipeline Protection
• Long term performance - critical parameters in materials evaluation andprocess controls of FBE and 3LPO pipeline coatings – Guan S.W., Wong D.T.,World Pipelines, 2008
• Mechanical Protection of Fusion-Bonded Epoxy Coatings by Use of FibreReinforced Mortar, Schemberger D., BHRA, Nov 1985
• New developments in high performance coatings, Worthingham R., CettinerM., Singh P., Haberer S., Gritis N., 2005
• Optimization of Pipeline Coating and Backfill Selection, Espiner R, Thompson I,Barnett J, NACE, 2003

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Bibliography
• The Performance Capabilities of Advanced Pipeline Coatings, Singh P.,Williamson A.I., Hancock J.R., Wilmott M.J.
• Pipeline Coatings & Joint Protection: A Brief History, Conventional Thinking &New Technologies, Buchanan R., Rio Pipeline 2003
• Pipeline Girth-Weld Joint Corrosion Protection: Remote Project Field InstallationChallenges, Buchanan R., Dunn R., Gritis N., International Conference onTerrain and Geohazard Challenges Facing Onshore Oil and Gas Pipelines
• The Resistance of Advanced Pipeline Coatings to Penetration and Abrasion byHard Rock, Williamson A.I., Singh P., Hancock J.R., October 2000
• Rock Jacket – A Superior Pipe Protection System for Rocky Terrain,Bragagnolo P., NACE, Nov 1991
• Simulation of Coating Behaviour in Buried Service, Andrenacci A, Wong D.T.,NACE, 2007
• Subsea Pipeline Engineering, Palmer, A.C., King R.A., 2004• Transmission Pipelines and Land Use: A Risk-Informed Approach – Special
Report 281, US Transportation Research Board (TRB), 2004• Trends in Pipeline Field Joint Coatings, Buchanan R., Pipeline Coating
Conference 2009, Vienna, Austria• Vancouver Island Pipeline Project – Material Selection, Engineering Design and
Construction Plan, Yamauchi H., NACE, Nov 1991• Various company coating manuals, construction specifications, engineering
manuals and material specifications, material, equipment manufacturer andcoating applicator websites
• Selected national, industry, and international standards, specifications andrecommended practices:o DNV-OS-F101 – Submarine Pipeline Systems
o EN ISO 21809-5:2010 - Petroleum and natural gas industries --External coatings for buried or submerged pipelines used in pipelinetransportation systems -- Part 5: External concrete coatings
o NAPCA Bulletin 18-99 - Application Procedures for Concrete WeightCoating Applied by the Compression Method to Steel Pipe
• Selected technical papers, books and articles:o Lepech, M., Popovici, V., Fischer, G., Li, V. and Du, R., Improving
Concrete for Enhanced Pipeline Protection, in Pipeline and GasJournal, March 2010
o McGill, J.C., Novel Approach to Pipeline Weighting ReducesBuoyancy, Cost and Materials, in Water Engineering & Management,April 2002, Volume 149, Number 4
o Palmer, A.C., King R.A. Subsea Pipeline Engineering, 2004
o Popovici, V., A Concrete Legacy, in World Pipelines, September2008
o Popovici, V., Getting the Best from a Byproduct, in World Cement,May 2010

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Bibliography
• Various company coating manuals, construction specifications, engineering manuals and materialspecifications, material, equipment manufacturer and coating applicator websites
• Selected national, industry, and international standards, specifications and recommendedpractices:
o CSA Z245.20-02/Z245.21 - External Fusion Bond Epoxy Coating for Steel Pipe - ExternalPolyethylene Coating for Pipe
o DVGW GW 15: 2007-01 - Protection from corrosion; coating of pipes, fittings and mouldedparts
o DVGW GW 340:1999-04 – FZM-Ummantelung zum mechanischem Schutz von Stahlrohrenund –formstücken mit Polyolefinumhüllung – Anforderungen und Prüfung, Nachumhüllung undReparatur, Hinweise zur Verlegung und zum Korrosionschutz
o EN ISO 21809-1 (draft) - Petroleum and natural gas industries – External coatings for buried orsubmerged pipelines used in pipeline transportation systems - Part 1: Polyolefin coatings(3- layer PE and 3- layer PP)
o EN ISO 21809-2 - Petroleum and natural gas industries - External coatings for buried orsubmerged pipelines used in pipeline transportation systems - Part 2: Fusion-bonded epoxycoatings (2007)
o EN ISO 21809-3 - Petroleum and natural gas industries -- External coatings for buried orsubmerged pipelines used in pipeline transportation systems -- Part 3: Field joint coatings(2008)
o EN ISO 21809-5 (draft) - Petroleum and natural gas industries -- External coatings for buried orsubmerged pipelines used in pipeline transportation systems -- Part 5: External concretecoatings
• Selected technical papers, books and reports:
o Comparison Methodology of Pipe Protection Methods, CIMARRON Engineering Ltd, 2005
o Design and Coating Selection Considerations for Successful Completion of a HorizontalDirectionally Drilled (HDD) Crossing, Williamson A.I., Jameson J.R.
o Development of a Cost Effective Powder Coated Multi-Component Coating for UndergroundPipelines, Singh P., Cox J.
o Field joint developments and compatibility considerations, Tailor D., Hodgins W., Gritis N., BHR15th International Conference on Pipeline Protection
o High temperature pipeline coatings - field joint challenges in remote construction, Buchanan R.,Hodgins W., BHR 16th International Conference on Pipeline Protection
o The importance of hot water immersion testing for evaluating the long term performance ofburied pipeline coatings, John R., Alaerts E., BHR 16th International Conference on PipelineProtection
o Long term performance - critical parameters in materials evaluation and process controls ofFBE and 3LPO pipeline coatings – Guan S.W., Wong D.T., World Pipelines, 2008
o Mechanical Protection of Fusion-Bonded Epoxy Coatings by Use of Fibre Reinforced Mortar,Schemberger D., BHRA, Nov 1985
o New developments in high performance coatings, Worthingham R., Cettiner M., Singh P.,Haberer S., Gritis N., 2005
o Optimization of Pipeline Coating and Backfill Selection, Espiner R, Thompson I, Barnett J,NACE, 2003
o The Performance Capabilities of Advanced Pipeline Coatings, Singh P., Williamson A.I.,Hancock J.R., Wilmott M.J.
o Pipeline Coatings & Joint Protection: A Brief History, Conventional Thinking & NewTechnologies, Buchanan R., Rio Pipeline 2003
o Pipeline Girth-Weld Joint Corrosion Protection: Remote Project Field Installation Challenges,Buchanan R., Dunn R., Gritis N., International Conference on Terrain and GeohazardChallenges Facing Onshore Oil and Gas Pipelines

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Acknowledgements
o The Resistance of Advanced Pipeline Coatings to Penetration and Abrasion by Hard Rock,Williamson A.I., Singh P., Hancock J.R., October 2000
o Rock Jacket – A Superior Pipe Protection System for Rocky Terrain, Bragagnolo P., NACE, Nov1991
o Simulation of Coating Behaviour in Buried Service, Andrenacci A, Wong D.T., NACE, 2007
o Subsea Pipeline Engineering, Palmer, A.C., King R.A., 2004
o Transmission Pipelines and Land Use: A Risk-Informed Approach – Special Report 281, USTransportation Research Board (TRB), 2004
o Trends in Pipeline Field Joint Coatings, Buchanan R., Pipeline Coating Conference 2009,Vienna, Austria
o Vancouver Island Pipeline Project – Material Selection, Engineering Design and ConstructionPlan, Yamauchi H., NACE, Nov 1991

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Acknowledgements
First Edition Acknowledgements
More than 100 persons and 45 companies participated in the preparation of this publication.
Each person’s name is mentioned in the main area of her/his participation as follows:
• as a member of one, or more than one, of the six Working Groups or
• in the coordination and support functionsor
• as having given editorial support to members of the Working Groups or
• as having attended one or more Plenary Sessions of the Novel Construction Initiative
• This work is the outcome of six Working Groups:
1. Planning, Design & Control (PDC)Co-Chairmen: Mike King *(BP) & Zuhair Haddad (CCC)Participants: Yasser Hijazi* (CCC), John Truhe (Chevron), Paul Andrews* (Fluor),Cris Shipman (GIE), Paulo Montes (Petrobras), Tales Matos (Petrobras)
2. Contract Negotiating & Risk Sharing (CRS)Co-Chairmen: Barry Kaiser* (Chevron) & Bruno de La Roussière* (Entrepose)Participants: Sarah Boyle (Heerema), Barbara de Roo (Heerema), Paul Andrews* (Fluor),Frank Todd (Land & Marine), Jean Claude Van de Wiele (Spiecapag), Daniel Picard (Total)Consultant to IPLOCA and principal writer: Daniel Gasquet*
3. Pipeline Earthworks (EW)Co-Chairmen: Paul Andrews* (Fluor) & Bruno Pomaré (Spiecapag) Participants: Mike Sweeney (BP), Ray Wood (Fugro), Helen Dornan* (Serimax), Sue Sljivic*(RSK Group plc), Flavio Villa (Tesmec), Francesco Mastroianni (Tesmec),
4. Facing, Lining-Up & Welding (FLUW)Co-Chairmen: Frederic Burgy (Serimax) and Bernard Quereillahc* (Volvo)Participants: Zahi Ghantous (CCC), Jim Jackson (CRC-Evans), Marco Laurini (Laurini),Claudio Bresci (Petrobras), Derek Storey (Rosen)
5. External Corrosion Protection System (ECPS)Chairman: Sean Haberer* (Bredero Shaw) Participants: Dieter Schemberger (Akzo Nobel), Vlad Popovici* (Bredero Shaw),Nigel Goward (Canusa-CPS), Micheal Schad (Denso), Graham Duncan (Fluor),Damian Daykin (PIH)
6. Lowering & Laying (L&L)Chairman: Marco Jannuzzi* (Caterpillar) Participants: Zahi Ghantous (CCC), Kees Van Zandwijk (Heerema), Peter Salome (Heerema),Marco Laurini (Laurini), Claudio Bresci (Petrobras), Marcus Ruehlmann (Vietz), Lars-IngeLarsson (Volvo)

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Acknowledgements
• Overall Coordination and Support to the six Working Groups
Coordination was carried out by Luc Henriod* (IPLOCA), Ian Neilson (BP) and François Pesme (BP),supported by the IPLOCA staff in Geneva who organised the plenary sessions, conference calls etc:Juan Arzuaga*, Caroline Green, Alain Hersent (IPLOCA Consultant), Sarah Junod and Liz Spalding.Roberto Castelli (Bonatti) was in charge of coordinating with the Board of Directors of IPLOCA.
*Names of the writing and editing team of the final document are designated in thisAcknowledgement by an asterisk (*).
The following persons have given editorial support to members of the Working Groups or haveshowed their interest and support by attending some of the Plenary Sessions of our IPLOCA NovelConstruction Initiative (in alphabetical order by company):
Antonio Galetti (Bonatti), Andrea Piovesan (Bonatti), Barry Turner (Borealis), Bill Blosser (BP),Patrick Calvert (BP), Shaimaa Fawzy (BP) , Roger Howard (BP), Hikmet Islamov (BP), John McAlexander (BP), Colin Murdoch (BP), Geoff Vine (BP), Jean-Luc Bouliez (BS Coatings),Ray Paterson (BrederoShaw), Adrian Van Dalen (BS Coatings), Cortez Perotte (Caterpillar), Kurt Wrage (Caterpillar), Issam El-Absi (CCC), Joseph Farah (CCC), Hisham Kawash (CCC),Ramzi Labban (CCC), Fernando Granda (Chevron), Keith Griffiths (Chevron), Karlton Purdie(Chevron), Brad Stump (Chevron), C.S. Sood (CIT), Bo Wasilewski (Conoco-Phillips), Martin Kepplinger (deceased) - (CRC-Evans), Brian Laing (CRC-Evans), Gus Meijer (CRC-Evans),Bernhard Russheim (CRC-Evans), Oliver Zipffel (Denso), Peter Schwengler (E.ON Ruhrgas),Claudia Mense (Elmed), Carlo Spinelli (ENI), Paul Leyland (Entrepose), Jean-Pierre Jansen(Europipe), Daniel Delhaye (Fluor), Sub Parkash (Fluor), Conrado Serodio (GDK), Karl Trauner(HABAU), Marc Peters (Herrenknecht), Frank Muffels (Industrie Polieco MPB), Lorne Duncan(Integrated Project Services), Ed Merrow (IPA Global), Hudson Bell (ITI Energy), Nigel Wright(ITI Energy), Adam Wynne Hughes (Land and Marine), Tom Lassu (Ledcor), Boris Boehm (Maats),Jorge Baltazar (Petrobras), Sergio Borges (Petrobras), Paulo Correia (Petrobras), Ney Passos (Petrobras), Jimmie Powers (PRCI), Max Toch (PRCI), Jie-Wei Chen (Rosen), Mike Mason (RSK Group plc), David Williams (Serimax), Massimiliano Boscolo (Socotherm),Danillo Burin (Socotherm), Lotfi Housni (Somico), Remy Seuillot (Spiecapag), Luis Chad(Tenaris-Confab), Livia Giongo (Tesi), M. Lazzati (Tesmec) Francesco Mastroianni (Tesmec), John Welch (Tesmec), Andrea Zamboni (Tesmec), Paul Wiet (Total), Bart Decroos (Volvo), Jack Spurlock (Volvo).

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Acknowledgements
Second Edition Acknowledgements
More than 100 persons and 46 companies participated in the preparation of this Second Edition.
• The work was divided among six working groups:
1. Planning and DesignCo-Chairmen: Criss Shipman (GIE) & Mike King (BP)Participants: Mustafa Abusalah, Firas Hijazi, Ramzi Labban (CCC);Sub Parkash (Fluor)
2. Monitoring & ControlCo-Chairmen: Zuhair Haddad (CCC) and Mike Gloven (Petro IT Americas)Participants: Jan Van der Ent (Applus RTD); Aref Boualwan, Firas Hijazi, Antoine Jurdak,Hazem Rady, Khaled Al-Shami (CCC); Abhay Chand (Petro IT); Paul Wiet (Total)
3. Pipeline EarthworksCo-Chairmen: Paul Andrews (Fluor) & Bruno Pomaré (Spiecapag) Participants: Ray Wood (Fugro); Marc Peters (Herrenknecht); Marco Laurini (Laurini);Flavio Villa (Tesmec); Lars-Inge Larsson (Volvo)
4. External Corrosion Protection System (ECPS)Co-Chairmen: Sean Haberer (ShawCor), Vlad Popovici (Bredero Shaw FJS)Participants: Volker Boerschel, Dieter Schemberger (Akzo Nobel); Norbert Jansen, BarryTurner (Borealis); Raphael Moscarello (Bredero Shaw); Adrian Van Dalen (BS Coatings); PaulBoczkowski (Canusa-CPS); Cindy Verhoeven (Dhatec); Bill Partington (Ledcor); Fred Williams(Shell); Dan King, Steve Shock, Dave Taylor (TransCanada); Axel Kueter (Tuboscope)
5. Facing, Lining-Up & Welding (FLUW)Co-Chairmen: Frédéric Lepla (Serimax) and Bernard Quereillahc (Volvo CE)Participants: Subhi Khoury, Ramzi Labban (CCC); Matthew Holt (CRC-Evans);Christian Hädrich (Max Streicher); Mladen Kokot (Nacap)
6. Lowering & LayingChairman: Marco Jannuzzi (Caterpillar) & Bernard Quereillahc (Volvo CE)Participants: Andreas Clauss, Scott J. Hagemann, Cortez Perotte (Caterpillar); Jim Jackson(CRC-Evans); Marco Laurini (Laurini); Hannes Lichtmannegger, Johannes Mayr (Liebherr); Scott Haylock, Lars-Inge Larsson (Volvo CE)

Onshore Pipelines - THE ROAD TO SUCCESS Vol. 2 Acknowledgements
• Overall Coordination and Support to the Working Groups
Coordination was carried out by Juan Arzuaga (IPLOCA) and Daniel Gasquet (IPLOCA Consultant),supported by the IPLOCA staff in Geneva: Caroline Green, Guy Henley, Sarah Junod and ElizabethSpalding. Osman Birgili (Tekfen) was in charge of coordinating with the Board of Directors ofIPLOCA.
Additionally, we thank the following companies and individuals for their valued participation in theSecond Edition of the Road to Success (in alphabetical order by company):
Paul Harbers, Dirk Huizinga, Niels Portzgen, Casper Wassink (Applus RTD); Maurizio Truscello(Bonatti S.p.A.); SC Sood (CIT); Rita Salloum Abi Aad (CCC); Russell Dearden (Corus);Ryan Fokens, Dennis Haspineall (CRC-Evans); Ivan Gallio, Nicola Novembre, Luca Prandi,Carlo Spinelli (ENI); Andreas Meissner (EPRG); Shiva Vencat (Euro Airship); Graham Duncan,Jason Fincham, Sub Parkash (Fluor); Henk De Haan (Gasunie); John Balch (GIE); Claudio Dolza(Goriziane); Gerhard Wohlmuth (HABAU); Geert Dieperink, Gerben Wansink (Maats); Mark Roerink(Nacap); Greg Rollheiser (PipeLine Machinery); Reiner Lohmann, Ralf Prior (PPS Pipeline SystemsGmbH); Peter Döhmer (Techint); Hasan Gürtay, Dinc Senlier, Alpaslan Sumer (Tekfen).