Upload
ram-ramu
View
218
Download
3
Tags:
Embed Size (px)
DESCRIPTION
good
Citation preview
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Welcome
We have put together some information concerning Natural Frequency Measurement
Technology: methods and procedures in eigenfrequency testing,
application reports and videos of this,
the innovative products we have developed for industrial applications in production and
development.
Separate info CDs (if not already stored on this CD) inform you about:
the firm RTE - the business areas, customers, partners all over the world and publications
about acoustic testing technology,
Solutions in the other business areas:
Noise and functional testing
Crack and material structure testing of metallic parts
Crack testing of ceramic parts
Vibration control of machines and processes
our Lynx letter Acoustic Testing Technology which appears regularly (apply for this on
www.rte.de (service center),
Know-how vibro acoustic: make use of our knowledge and potential and ask for
publications.
RTE regards itself as a partner and provides - in addition to the supplying of systems right
through to all-in-one solutions - a full service with supervision and maintenance of equipment and
parameterization.
We hope you will enjoy looking through the CD and would be pleased to hear your reaction.
Phone us on +49 721 / 9 46 50 0 or send an e-mail to [email protected].
With our best regards
Ingolf Hertlin President
Natural Frequency Testing
The Lynx (Lynx lynx)
The Lynx is the largest feline
predator in Europe. Its ele-
gance and speed are fascinat-
ing. With its acute hearing and
sharp eyesight, nothing is too
quiet or too small to escape its
vigilance.
The Lynx symbolizes our work
- quality of performance and
the ability to seize an opportu-
nity when we see it.
Make use of our potential!
Contents Please click on a tab below for direct access
Principle and methods
Testing technology
Application notes
Application videos
Publications
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
How does Acoustic Resonance Testing (ART) work?
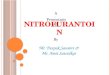
Acoustic Resonance Testing (ART) is a new non-destructive testing method that allows rapid and inexpensive 100% testing of a wide range of work-pieces. It relies on the well-known physical effect that a body, after suitable excitation (e. g. through impact), oscillates at certain characteristic modes and frequencies (its natural or resonant frequencies). These oscillations are, so to speak, the specimens language (or its fingerprint): they can be measured with a microphone (airborne sound) or a laser vibrometer (body sound). The specimens geometry determines the number of its natural frequencies: a rod has few whilst a complex work-piece has many such frequencies. Typically, the information that can be obtained by acoustic resonance analysis includes cracks, structural properties, cavities, layer separation, chipping, density fluctuations etc. Damping behaviour depends firstly on the material, and secondly, on how the specimen is positioned during its excitation. In order to achieve high frequency resolution, signal duration (ringing duration) should be as long as possible (> 50 ms). Figure 1 shows examples of a specimens time-signal and resonance spectrum:
Fig. 1: Time signal (left) and resonant frequencies after impact (right) From the natural frequencies it is possible to calculate specimen-specific characteristics and assign them to quality attributes, e. g. pass / OK cracked material structure hardness deviation / partly hardened
A technical bulletin describing prerequisites, influencing factors, test parameters and reliability is available from RTE. Please contact us.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49 (0)721/94650-0 Fax -50 www.rte.de [email protected]
Influencing factors and compensation possibilities
Influencing factors may have an impact on workpieces, which are quality relevant or
not. Influencing factors may be related to the specimen, the manufacturing process
or the test procedure. The applicaton of acoustical methods requires a systematic
procedure to evaluate the mentioned influencing factors and if necessary to com-
pensate them.
1. Temperature of the workpiece
Acoustic resonance analysis is temperature sensitive. A temperature increase results
in a shift of resonant frequencies to lower values (reduces the stiffness), a decrease
to higher values. This effect has an impact on all resonances and is linear, but de-
pends on the material and the frequency range.
Compensation can be done by heating a workpiece and then measuring the tem-
perature by a sensor (contact or contactless) repeatively and the resonance frequen-
cies. The spectrum has to be recalculated.
2. Dimension
A dimensional variation, e. g. wall thickness, changes the stiffness of the part and
has an influence which often only affects certain resonances. It is important to find
out which are sensitive and which are not.
Compensation requires to systematically identify which resonances are affected and
which are not. If possible a workpiece with maximum size is mechanically processed
to the allowed minimum value. Another method is to use a FEM and to calculate the
vibration modes at maximum and minim um value.
3. Weight
Parts with weight differences which do not result from a dimensional variation or ma-
terial structure (density variation in powder metal) have lunker or porosity. This also
changes the resonant spectrum, but this influence is often not evident. The influence
on the spectrum is non-linear and requires special compensation methods.
RTE Akustik + Prftechnik GmbH Gewerbestr.
Determination of Damping and Qua
Description of Procedure
Table of Contents 1 Introduction ................................
2 Measurement Principle ................................
3 Analysis ................................
4 Measurements ................................
4.1 Determination of the R
4.2 Determination of the Quality Q
Copyright: 2010 RTE Akustik + Prftechnik GmbH, Pfinztal / Germany
Date Author
26.11.2009 Legler, Hertlin
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. 0721/94650-0 Fax 0721/94650-
Determination of Damping and ality of Brake Disks
Description of Procedure
................................................................................................
................................................................................................
................................................................................................
................................................................................................
Determination of the Resonant Frequencies ................................
Determination of the Quality Q ................................................................
Copyright: 2010 RTE Akustik + Prftechnik GmbH, Pfinztal / Germany
Description
RTE METH Damping and Quality Brake Disks E-100518
-50 www.rte.de [email protected]
Determination of Damping and lity of Brake Disks
Description of Procedure
.............................................................. 2
............................................. 2
.................................................................... 3
......................................................... 3
..................................................................... 3
.......................................................... 4
Copyright: 2010 RTE Akustik + Prftechnik GmbH, Pfinztal / Germany
100518
RTE Akustik + Prftechnik GmbH Gewerbestr.
1 Introduction Recording the vibration mode parameters is becoming increasingly important in brake disk testing. Besides determining the natural frequencies, we also have to assess the that will enter as quality Q in the quality evaluation.
In cooperation with Daimler AG, RTE has developed and ithod, described in the following.
2 Measurement Principle
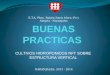
Figure 1: The measurement principle of resonance analysis
Once recorded, the resonance response is available as information in digital form and can be used for the analysis. In an orded signal shows which resonant frequencies are present. The damping and the rquality Q may be regarded as a measure of the speed at which the resonant frdown. The faster this happens, the lower the quality Q.
Figure 2: The output signal (left) and the spectral analysis (right)
Messmikrofon
Prfling
Impulshammer
Measuring microph
Spec
Impulse ha
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. 0721/94650-0 Fax 0721/94650-
Recording the vibration mode parameters is becoming increasingly important in brake disk ing. Besides determining the natural frequencies, we also have to assess the
ty Q in the quality evaluation.
In cooperation with Daimler AG, RTE has developed and implementedscribed in the following.
Measurement Principle
The brake disk to be examined is struck and caused to vibrate by an electromagnetically operated impulse hammer. A measuring mcrophone mounted near the point of impact records the resonance response by the body in the near field.
The measured signal contains workpiece rsonances that attenuate more orbecause of the internal damping.
: The measurement principle of resonance analysis
Once recorded, the resonance response is available as information in digital form and can be used for the analysis. In an initial approximation, the Fourier (spectral) analysis of the reorded signal shows which resonant frequencies are present. The damping and the rquality Q may be regarded as a measure of the speed at which the resonant fr
ter this happens, the lower the quality Q.
: The output signal (left) and the spectral analysis (right)
Messmikrofon
Prfling
Impulshammer
Measuring microphone
Specimen
Impulse hammer
-50 www.rte.de [email protected]
Recording the vibration mode parameters is becoming increasingly important in brake disk ing. Besides determining the natural frequencies, we also have to assess the damping
mplemented an appropriate me-
The brake disk to be examined is struck and ed to vibrate by an electromagnetically
operated impulse hammer. A measuring mi-crophone mounted near the point of impact
cords the resonance response by the body in
The measured signal contains workpiece re-sonances that attenuate more or less quickly because of the internal damping.
Once recorded, the resonance response is available as information in digital form and can be initial approximation, the Fourier (spectral) analysis of the rec-
orded signal shows which resonant frequencies are present. The damping and the resulting quality Q may be regarded as a measure of the speed at which the resonant frequency dies
RTE Akustik + Prftechnik GmbH Gewerbestr.
3 Analysis Actually, the aforementioned methods are only conditionally suited for determining the natral frequencies and quality with the desired precision. In its procedure RTE relies on the cicular approximation already used in the vibrational mode analysis. Here the information is represented not as a spectrum, but as a frequency response locus, and the vibrativariables of the resonant frequency and the quality are derived.
Figure 3: The determination of the vibration mode variables through circular approximation of a dampened vibrtion
This method reveals its strength particularly with resonances lying close to one another or in the case of double lines, since the parameters can be determined with sufficient preceven in a one-sided approximation (i.e. from the unaffected end).
4 Measurements
4.1 Determination of the Resonant Frequencies
The determination of the resonant frequencies is quite simple, since points of the disk and can be easily recorded with the integral measuring microphone. One to two excitations in the vicinity of the outside diameter generally suffice. The occurrence of double lines shall be considered insofar as, measurement, the lower, the upper or even both lines will have to be measured, making slight shifts in the results possible. This variation is generally low relative to the test tolerance stated in the EKB 2002, however.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. 0721/94650-0 Fax 0721/94650-
Actually, the aforementioned methods are only conditionally suited for determining the natncies and quality with the desired precision. In its procedure RTE relies on the ci
imation already used in the vibrational mode analysis. Here the information is sented not as a spectrum, but as a frequency response locus, and the vibrati
nant frequency and the quality are derived.
The Fourier analysis of a signal yields two sof data, referred to as an "imaginary part" and "real part," respectively. If we now plot this imaginary part against the real part, we obtain, instead of a resoance, circles or circular segments by means of which we can determine the vibration mode variables.
By interpolating on the basis of multiple measupoints we can determine these variables with high acuracy.
: The determination of the vibration mode variables through circular approximation of a dampened vibr
This method reveals its strength particularly with resonances lying close to one another or in since the parameters can be determined with sufficient prec
sided approximation (i.e. from the unaffected end).
Determination of the Resonant Frequencies
The determination of the resonant frequencies is quite simple, since points of the disk and can be easily recorded with the integral measuring microphone. One to two excitations in the vicinity of the outside diameter generally suffice. The occurrence of
ble lines shall be considered insofar as, depending on the location of the excitation or measurement, the lower, the upper or even both lines will have to be measured, making slight shifts in the results possible. This variation is generally low relative to the test tolerance
2, however.
-50 www.rte.de [email protected]
Actually, the aforementioned methods are only conditionally suited for determining the natu-ncies and quality with the desired precision. In its procedure RTE relies on the cir-
imation already used in the vibrational mode analysis. Here the information is sented not as a spectrum, but as a frequency response locus, and the vibration mode
The Fourier analysis of a signal yields two sequences of data, referred to as an "imaginary part" and "real part," respectively. If we now plot this imaginary part
part, we obtain, instead of a reson-ance, circles or circular segments by means of which we can determine the vibration mode variables.
By interpolating on the basis of multiple measuring points we can determine these variables with high ac-
: The determination of the vibration mode variables through circular approximation of a dampened vibra-
This method reveals its strength particularly with resonances lying close to one another or in since the parameters can be determined with sufficient precision
The determination of the resonant frequencies is quite simple, since they occur at nearly all points of the disk and can be easily recorded with the integral measuring microphone. One to two excitations in the vicinity of the outside diameter generally suffice. The occurrence of
depending on the location of the excitation or measurement, the lower, the upper or even both lines will have to be measured, making slight shifts in the results possible. This variation is generally low relative to the test tolerance
RTE Akustik + Prftechnik GmbH Gewerbestr.
4.2 Determination of the Quality QA reproducible determination of quality requires that the resonant frequencies be detewith high precision in the method mentioned in section
The determination of the quality
1.) The quality depends on the vibration mode, i.e. it does not suffice to derive the qufrom the overall attenuation process. Like the resonant frequencies, the parameters for the quality shall be treated s
2.) The mode-specific damping and consequently the quality depends on the measurement location. Of interest is the minimum quality or the maximum damping.
3.) It shall be specified which modes must be considered, since tsegments will depend on this. In principle no limitation is imposed by the measuring technology or the method.
Figure 4: The determination of the quality on the basis of multiple measurements
Measuring along the circumferential direction yields modequality that are repeated as a function of the angle.
Depending on the mode and given the number of modes to be determined, we obtain a mesurement profile composed from a sto one another.
RTE reduces the number of measurements to a minimum, so that such a test can also be employed in production with the pace maintained. Positioning units are controlled by the test software so that during the test the disk is rotated according to the measuring program dsigned for the specific task. An impacting unit and the corresponding measuring microphone suffice for conducting this test fast and reliably.as for fully automatic operation are avai
Excitation / measurement
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. 0721/94650-0 Fax 0721/94650-
Determination of the Quality Q A reproducible determination of quality requires that the resonant frequencies be detewith high precision in the method mentioned in section 3.
The determination of the quality Q shall consider the following properties:
The quality depends on the vibration mode, i.e. it does not suffice to derive the qufrom the overall attenuation process. Like the resonant frequencies, the parameters for
ity shall be treated separated from the individual modes.
specific damping and consequently the quality depends on the measurement tion. Of interest is the minimum quality or the maximum damping.
It shall be specified which modes must be considered, since the number of excitation segments will depend on this. In principle no limitation is imposed by the measuring technology or the method.
: The determination of the quality on the basis of multiple measurements
ing along the circumferential direction yields mode-dependent fluctuations for the quality that are repeated as a function of the angle.
Depending on the mode and given the number of modes to be determined, we obtain a mement profile composed from a series of single measurements at a certain angle relative
RTE reduces the number of measurements to a minimum, so that such a test can also be ployed in production with the pace maintained. Positioning units are controlled by the test tware so that during the test the disk is rotated according to the measuring program d
signed for the specific task. An impacting unit and the corresponding measuring microphone ing this test fast and reliably. Suitable test apparatuses
as for fully automatic operation are available.
-50 www.rte.de [email protected]
A reproducible determination of quality requires that the resonant frequencies be determined
Q shall consider the following properties:
The quality depends on the vibration mode, i.e. it does not suffice to derive the quality from the overall attenuation process. Like the resonant frequencies, the parameters for
specific damping and consequently the quality depends on the measurement tion. Of interest is the minimum quality or the maximum damping.
he number of excitation segments will depend on this. In principle no limitation is imposed by the measuring
dependent fluctuations for the
Depending on the mode and given the number of modes to be determined, we obtain a mea-eries of single measurements at a certain angle relative
RTE reduces the number of measurements to a minimum, so that such a test can also be ployed in production with the pace maintained. Positioning units are controlled by the test tware so that during the test the disk is rotated according to the measuring program de-
signed for the specific task. An impacting unit and the corresponding measuring microphone Suitable test apparatuses for manual as well
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Acoustic Resonance Testing - advantages and limitations -
Advantages Reproducibility Very high! Maximum deviation typically equals the measurement
resolution (depending on the specimen, typically 1.5 Hz !!)
Volume testing AR evaluates the entire work-piece, independent of its size. Depending on the sensors and the excitation, both local and global quality assessment is possible
Non-destructive Clean and dry; no consumables
Sensitivity Depending on the specimens ringing duration, between 1 and 2 Hz (incl. at high frequencies)
Speed Decision possible in less than 1 second
Automation capability Inexpensive (correct specimen positioning and excitation are important)
Defect assignment Through reference objects
Limitations, prerequisites Surface defects Mostly for volume deficiencies
Structure The specimen should not be too complex, otherwise a very large number of resonant frequencies will be present
Reference objects Clearly classified - good samples are necessary in order to achieve reliable decisions
Defect size cannot be determined directly, only on basis of comparisons
Defect location normally not possible
A technical bulletin describing prerequisites, influencing factors, test parameters and reliability is available from RTE. Please contact us.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Technical Bulletin: Resonance Analysis
Updated: 3/2010
Area of application
Acoustic resonance analysis (sound testing, Acoustic Resonance Testing, ART) is a non-destructive test procedure e.g. for detecting cracks and structural faults. ART compares in a qualitative manner the resonance vibrations and loss factor of test objects with those of already known good test objects.
Prerequisites The fault influences the components vibration behaviour in a measurable way. Other faults will not be detected by ART.
Verification of suitability
By measuring typical components it is possible to test whether quality-related faults / deviations can be recognized by ART. Possible influencing factors are likewise to be recorded and evaluated. In some cases an FEM analysis for interpreting the resonance spectrum is purposeful or necessary. This is only executed on special request.
1) Quick look fundamental suitability on the basis of some typical examples of parts made available by customers.
2) Product sampling in the laboratory: 10-50 components (good and faulty parts). 3) Process sampling in manufacture 500 or more components, depending on
customer requirements concerning reliability of testing.
Influencing factors
Test objects are subject to influences which may or may not be relevant for quality and which change the positioning of resonance frequencies. Some influencing factors such as temperature and dimension can be compensated for if necessary. Fluctuations in such influencing factors, of the basic raw material (batch), of the components or of processing makes adapting the test parameters or the setting up of additional test parameters necessary.
Test parameters
RTE sets up a basic parameterisation on the basis of components made available by the customers, who are responsible for the selection. The customer is then trained in operation, evaluation and adaption of the test system. The customer must observe and optimize the test paramters while the test bench is in operation until efficiency is ensured; fluctuations of influencing factors must be compensated for if necessary by adapting the test parameters. On request RTE can provide ongoing support for these operations in the framework of a special support agreement.
Reliability The reliability of a test procedure depends on the procedures system capability, diminished by the reliability of the parameterisation and the reliability of the oberver. In the objective procedure ART the observer is not relevant for the reliability risk. But the basic principle applies for all non-destructive test procedures: there is no technical process without a residual risk. Even ART cannot guarantee 100% accuracy when differentiating between good and bad parts.
Additional documents
DGZfP Guideline US 6: Akustische Resonanzverfahren, Beuth-Verlag 2009 Deutsch, V.: NDT methods, Castell-Verlag Wuppertal, 2006 Hertlin, I.: Acoustic Resonance Analysis, Castell-Verlag Wuppertal, 2003 www.rte.de (applications, publications, product descriptions)
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Acoustic Testing Systems Noise, vibration, eigenfrequencies, cracks, structure
is the family of innovative test systems optimized for application specific re-quirements and performance. Acute measurement guarantees that nothing escapes its vigilance like the lynx!
We use SonicTC.Material for the group of applications for crack and structure testing of specimen and SonicTC.NVH for the group of applications for noise, vibration and harshness testing.
Application specific versions SonicTC.Bearings bearings NVH SonicTC.Castings iron cast, grey cast, vermicular cast material SonicTC.Composites composite / layered material material SonicTC.Drives small-power motor, propulsion NVH SonicTC.EigenFrequency natural frequency measurement with age compensation material SonicTC.Engines combustion engines NVH SonicTC.Fans exhauster, ventilator NVH SonicTC.FineCeramics industrial ceramics, chinaware, porcellaine, refractories material SonicTC.Gearboxes small and medium sized NVH SonicTC.Gears toothed gears, cogged rings material SonicTC.HeayClay clay and stone ware, tiles, bricks material SonicTC.MetalForming deep-drawing, thermoforming material SonicTC.PowderMetal sintered parts material SonicTC.Pumps pumps of different size NVH SonicTC.Seats electrically adjusted seats NVH SonicTC.Tools driven units NVH SonicTC.Turbines turbines NVH SonicTC.Universal for special applications both SonicTC.Welding joining by different methods material SonicTC.WhiteGoods household devices NVH
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Natural frequency measurement for production and laboratory
Task
The natural frequency of a vibrating system is that at which it will vibrate after a nonrecurring exci-
tation. If a system is subjected to external excitation at a frequency coincident with its natural fre-
quency, the system will vibrate with a particularly large amplitude, which is known as resonance.
Requirements for brake components like brake discs are defined in the EKB 2002 Technical Stan-
dard by the European Brake Noise Experts Group, to which OEMs and component manufacturers
have to adhere.
Characteristics
SonicTC.EigenFrequency conforms to the
above requirements, offers an excellent
price/performance ratio and records your fre-
quencies quickly and simply. The design of the
measuring chamber was acoustically optimized
for such measurements and meets Employers'
Liability Insurance Association regulations. The
control and evaluation unit with the 17 touch
panel displays the natural frequencies to the user within seconds and monitors them relative to
settable limits.
SonicTC.EigenFrequency offers automatic multi-position measurements and can thus guarantee
high reliability. As the micro structure of cast parts can change, the system also takes into account
the age of the specimen at the time of measurement.
SonicTC.EigenFrequency is of robust construction and can be used in severe industrial environ-
ment. The equipment can also be changed over quickly from one kind of component to another in
a few steps. In the laboratory, the SonicTC.EigenFrequency offers a variety of additional archiving
and analysis options that can provide useful information for the developer.
Benefits
Excellent price/performance ratio
Can be used on different products with minimal change-over
Permits compliance with customer specifications with minimum effort
Modular design makes equipment a sound investment
Reliable multi-position measurements of natural frequency values and ageing compensation
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Selected Technical Data
Specific test parameters can be stored for product variants. The natural frequencies are displayed
on the monitor during the test.
The replaceable fixture in the test chamber can be changed easily, so that the SonicTC.-
EigenFrequency can be used for a large variety of components. The test chamber is designed for
test specimens with edges of up to 420 mm long. Larger test chambers or two test chambers (left
and right hand) are available on request.
Device variants
One or two test chambers
Test chamber on left, on right or on both sides
Analysis facilities
Time domain analysis o RMS o Statistical methods
Frequency range o Power spectrum o User-adjustable frequency bands
Ageing curve for castings
Data acquisition
Multiple excitation
Airborne sound and/or structure-borne sound (max. four channels)
24-bit resolution
51.200 samples/second
Expandability
Fixtures for brake anchors, housings, brake discs, brake drums and others
Multiple position excitation
Temperature compensation
Good/bad marking colour dot
Dimensions (chamber closed)
Approx. 500 x 964 x 500 mm (h x w x d)
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal / Germany Tel. +49 721/94650-0 Fax: -50 www.rte.de [email protected]
- Main features -
Application areas Natural frequency measurement with high resolution
Damping measurement
Component selection according to vibration characteristics
Quality factor calculation
Measurement Airborne noise (microphone), alternatively: structure-borne noise
Temperature
Age, casting day
Workpiece parameter acquisition for type calculation, DMC
Methods (selection)
Time domain analysis (decay)
Frequency domain analysis (FFT, DFT)
Temperature compensation
Aging influence compensation
Software Easy-to-use by the operator
Clear presentation of classification
Multiple measurements with summing up to one decision
Correlation with other values, e. g. temperature and/or casting day
Easy set-up of similar products on basis of vibration modes
Password protected parameter set-up
Optional statistical package
Fully automated testing mode without display
Measurement archive with many filter possibilities
Hardware Standard hardware for data acquisition, USB or PCI connection
Input channels for process data (e. g. mass, temperature)
Opto-isolated digital process I/O (e. g. PLC)
Fieldbus connection (e. g. Profibus, EthernetIP)
Operation modes Testing: measure, classify, archive
Measurement: measure, archive
Control check: checking the correct operation of the test system
Calibration of measurement channels
Performance Feasibility studies on basis of sample parts
Product evaluation (workpiece influencing parameters)
Process evaluation (process influencing parameters)
Shipping of key-ready testing solutions
Consultancy and support
Remote service
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal (Germany) Phone +49 721/94650-0 Fax +49 721/94650-50 www.rte.de [email protected]
RESONANCE ANALYSIS
The newcomer in
non-destructive material testing
Every day people and machines all over the world are testing mil-
lions of products before they are used e.g. in vehicles and ma-
chines. These tests are absolutely necessary to guarantee that the
products are faultless and do not cause any damage when in use or
even endanger life. It is usually people who have to carry out the tests and within a very short
time have to make subjective decisions about quality characteristics which they cannot judge or
can judge only inadequately by assessing the surface. Interior errors such as cracks, cavities
and structural variations are important quality characteristics which cannot be detected on the
surface. In addition, the most frequently used non-destructive test procedures such as x-ray,
magnetic powder or dye penetrant inspection are expensive, elaborate and damaging to the en-
vironment.
Characteristics
Different versions of SONIC|TC are available for differ-
ent branches of industry such as foundries, coarse or
fine ceramics, powder metal or metal forming
processes.
SONIC|TC.Universal has been assembled for the la-
boratory, research and higher education area. Here you
receive the complete range of functions for making use
of all possibilities in tests. For a routine test you can
then scale down to just the functions required.
Mode of operation
The component is either made to vibrate manually or electromechanically by tapping. A micro-
phone records the sound of the component and directs it for processing to the computer.
SONIC|TC has a multitude of procedures available for analyzing and evaluating the sound.
Functions such as a post-evaluation for carrying out the what if consideration due to signals
recorded, a reference run for adapting the parameters to e.g. batch influences or various com-
pensation procedures for balancing influences on temperature or weight complete the compre-
hensive software package.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal (Germany) Phone +49 721/94650-0 Fax +49 721/94650-50 www.rte.de [email protected]
RESONANCE ANALYSIS
The newcomer in
non-destructive material testing
Here the effect of frequency
shift as an assessment cri-
terion is illustrated. Due to
the defect, the propagation
of the vibration is impaired,
it differs from the normal
routine image. The position
of individual resonances is
monitored and assessed.
If an FEM analysis of the component is also available, then an al-
location of the resonances and thus of the fault too can be made
to certain component areas. The FEM analysis is useful in under-
standing the vibration behavior of the component and gives indica-
tions concerning the ideal site for stimulation and the optimal hold
positions.
Your advantage
Profit from an innovative and environmentally friendly technology - no pollution by chemicals or
radiation, no expendable materials. The requirements for a laboratory measurement are few.
Very good results can be achieved even with simple resources. Thus the technology is also ex-
cellently suited for practical laboratory exercises.
On the other hand, there are still many effects for which there is still no mathematical descrip-
tion. Or we measure acoustic effects for which we have no explanation. The smaller the test
objects, the more problematic the stimulation of the components becomes. So for many re-
search areas there are still excellent topics for a thesis or dissertation.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal (Germany) Phone +49 721/94650-0 Fax +49 721/94650-50 www.rte.de [email protected]
RESONANCE ANALYSIS
The newcomer in
non-destructive material testing
Users
RTE maintains good contacts with higher education colleges and institutes in the region and
has also expanded internationally in the past years. The following institutions use our systems
in lectures, laboratories and in research (selection):
University of Miskolc Hungary
Brno University of Technology Czech Republic
University of Applied Sciences Karlsruhe
University of Applied Sciences Cologne
Fraunhofer IZFP Saarbrcken
Leibnitz Institute for Agricultural Engineering
Potsdam
Federal Waterways Engineering
and Research Institute Karlsruhe
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal (Germany) Phone +49 721/94650-0 Fax +49 721/94650-50 www.rte.de [email protected]
RESONANCE ANALYSIS
The newcomer in
non-destructive material testing
Who are we?
RTE Akustik + Prftechnik GmbH (Acoustic + Testing Technology) was
founded in 1986 as a technology-oriented company with the objective of pro-
viding products and services in the area of acoustic testing technology.
RTE counts amongst its customers chiefly firms in the automotive industry,
foundries, forges, in housing and medical technology or in the ceramics in-
dustry.
Our customers can profit from our 25 years experience.
RTE supplies acoustic measuring and testing technology for production in
the areas
Noise testing and functional testing
Noise measurement, NVH, operating characteristics, safety characteristics
Acoustic materials testing
Crack testing and microstructure testing by sound analysis, resonant frequency mea-
surement, natural frequency measurement (eigenfrequencies)
Acoustic process monitoring
Assembly process, machining process, filling process, joining process
Services
Service and Support (24/7), feasibility analyses, design service, training
Address
RTE Akustik + Prftechnik GmbH
Gewerbestr. 26
D-76327 Pfinztal
Phone: +49 (0)7 21 9 46 50-0
Fax: +49 (0)7 21 9 46 50-50
info rte.de
www.rte.de
www.rte-acoustics.com
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49 721/94650-0 Fax -50 www.rte.de [email protected]
Customers using Material Testing (cracks, structure, eigenfrequencies)
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Partners worldwide
Country RTE area Company Internet
Brasil Material testing
RAIMECK Ltda Sao Paulo www.raimeck.com.br
China Material testing De Hua Materials Testing Co. Kowloon, Hong Kong www.dehua.com.hk
India Material testing
NDT Technologies Ltd. New Bombay
www.ndttechnologies.com
Iran Material testing Hami Fanavaran Yekta Ltd. Tehran www.hami-yekta.com
France Noise testing
Material testing Vibration testing
RTE Bureau de Liason France Colmar www.rte.de
Austria Material testing
Mittli KG Wien www.mittli.at
Indonesia Material testing
Panairsan Jarkata www.panairsan.com
Mexico Noise testing
Material testing Vibration testing
Grupo CTT, S.A. de C.V. Aguascalientes www.grupoctt.com.mx
Korea Material testing EuroHitec Co., Ltd. Anyang-city, Kyunggi
Croatia Material testing
IDEF d.o.o. Zagreb www.idef.hr
Slovenia Noise testing
Material testing Vibration testing
TEAM TRADE d.o.o. Kamnik www.team-trade.si
Turkey Material testing
TMM NDT Inspection Co. Bursa www.tmmndt.com
Czech Republic Material testing
Testima, spol. s.r.o. Praha www.testima.cz
Spain Material testing Vibration testing
EUROMAQUINA S.A. Madrid www.euromaquina.com
Taiwan Material testing AI-KWANG Tech Co., Ltd. Ren-Wu Township www.ai-kwang.com.tw
Thailand Material testing
NDT Instruments Co., Ltd. Bangkok www.ndtithai.com
Venezuela Material testing S.D. International C.A Caracas
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
The First Step to Profit We examine your parts
Acoustic materials
testing
allows non-destructive, fast analysis of the condition of metallic and
ceramic materials as well as of composites, by using the Acoustic
Resonance Testing (ART).
The resulting sound (or vibrations) in the excited test specimen make it
possible to derive information about its composition. Thus one can de-
tect, in simple fashion, whether it exhibits e. g. cracks, structural de-
fects, porosity or adhesion faults.
The language of the
test specimen
It is necessary to understand the preconditions, which permit success-
ful application of the very powerful acoustic methods. We need to ana-
lyse the way in which a perfect specimen differs from a faulty one. The
type of defect must also be established, as unambiguously as possible.
RTE can examine test pieces in its own lab or directly on the cus-
tomers premises. RTE offers its customers different levels of service:
Service level 0:
Quick look
With a few representative samples RTE analyses whether the acoustic
nesonance method appears promising.
Are vibrations measurable? Has the defect an influence on the vibration?
This service is free of charge for the customer!
Service level 1:
Product evaluation
Typical test samples of the same batch are analysed in RTEs lab
(number has to be agreed - typically 10 perfect samples and some
faulty ones per typical defect) to analyse the typical differences be-
tween good and bad parts. This includes reproducibility, excitation and
sensor position and characteristics for the classification.
We charge our customers at a flat rate for equipment and documenta-
tion which includes the investigations results in the form of a compre-
hensive report. Please ask for an offer.
The results obtained at this level will be of direct benefit during the fol-
lowing collaborative stages.
Service level 2:
Process evaluation
(measuring on site)
Sometimes, because of the test object size or due to special process
conditions, it is necessary to carry out measurements on site. RTE
staff, using mobile measurement and analysis equipment, carry out
tests on the customers premises for a fixed charge which includes all
associated costs (includes a detailed written report on the results).
FORM RTE Checklist analysis E-1107 RTE Akustik + Prftechnik, Germany
Check list part analysis (quick look, product analysis)
Customer: Drawn up by:
Place: Date:
Acoustic resonance testing (ART) is, like ultrasonic, a volume-related method with which flaws can be recognized in the work piece (in contrast to the surface-related method such as magnetic particle testing or
eddy current). It is likewise a comparative method: the characteristics are compared with those of good parts.
With a Quick look (QL) it should be possible to test whether ART is in principle applicable to recognize the faulty parts according to the customer's requirements. The Product evaluation with more parts follows if the QL is positive.
1. Product description
No. Questions Description
P 1 Name of the product
P 2 What kind of material is being dealt with?
(elastic-modulus, density, basic material etc.)
P 3 In which area is the product used?
(e.g. brake system, gears)
P 4 Number of variations / types?
P 5 Processing condition of the parts?
(e.g. stripped, blasted, ground, finished condition,...)
P 6 Error description
(e.g. crack, difference in hardness, porosity, nodularity)
P 7 Cause of error
(by the processing machine, from the raw material...)
2. Selection
No. General Remarks
S 1 Number: to be agreed (QL: 3 OK, up to 3 NOK) Specimen should only differ according to the defect
S 2 Marking: clear marking imperative! NOK parts with faulty section marked
S 3 Batch: according to S1 all from one batch!
Comparative method! If not possible: mark batch parts accordingly
S 4 State of processing: all in the same condition (comparative method!)
S 5 Results / information from other test procedures?
(Manufacturer / method)
3. Description Manufacturing Process
No. Questions Description
M 1 Production steps before testing?
M 2 Production steps after testing?
M 3 Present testing?
Manual, automatic)
M 4 Quality of raw material?
(Blanks from supplier, bar stock, tin etc.?)
M 5 Which processing steps are automated? How?
M 6 Tested parts / hour?
4. Customer data
No. Questions Description
C 1 Analysis report: to whom?
C 2 Contact partner for RTE (responsible for project)?
C 3 What happens to tested objects? (freight collect or scrap?)
C 4 Responsible for production planning?
C 5 Responsible for investment decision?
C 6 In-line testing planned? (Manual loading / unloading or fully
automatic?)
C 7 Urgency for in-line testing?
C 8 Cost expectation for overall solution?
FORM Checklist Customer Requirements E0312.docCopyright: RTE Akustik + Prftechnik Stand: 06/02
Customer: Author: Check list Customer Requirements City: Date:
Area Subject Result Comment
Task Aim of testing
Current status / testing
Is a test specification available?
Test object Description We appreciate photos!
(TO) Where is the TO used
Description of defects We appreciate photos!
Different types? (table with dim. / weight?)
Process Cycle time
Part feeding (manual, automatic)
Part storing (manual, automatic)
Handling time
Type of production control (PLC)
Marking/labeling of parts after test?
Test conditions
Operation Where is the location planned?
Environment conditions: noise:
temperature:
humidity:
dust, dirtiness:
Design Delivery conditions available? Mechanics:
Electric:
Pneumatic:
Electrical feeding (V)
Pneumatic feeding (bar)
Remote service possible?
Modem / ISDN / Internet?
Integration into local network planned?
Test result presentation? Lights red/green?
Presentation of test details on monitor?
If so: language?
Archive of test results on hard disc?
Statistic information wanted? offline/online
Documentation of test bench language:
number:
complexity:
Contact Responsible for project
person Production
Quality management
Purchase
Project ma- Preferred delivery date
nagement Payment terms: advance payment
delivery
installation
acceptance
Time for payment (days)
Warranty (month, shifts)
Spare-part package requested?
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Application Areas of Acoustic Resonance Testing
Acoustic resonance testing can be applied to all workpieces that sound.
Industry Material Products (examples) Testing for Casting iron casting calipers, steering knuckles nodularity, cracks, inclusions, cementite
grey casting camshafts, brake discs perlite, cracks, natural frequencies
malleable cast iron strut plate cracks, structure
Ceramics clay roof tiles, industry ceramics cracks, surface, dimensional stability
catalytic converter cracks
Die-casting Aluminium pedals, steering wheel cracks
steering gear housing
Forge conrods, stub axles cracks
synchronous rings cracks
Glas bottles cracks
plates cracks
Ingot mould chassis parts, cylinder head cracks, inclusions
Metal forming air bag parts cracks (smilies)
Sintered metal powder metal chain wheels, drive pulleys cracks
miscellaneous products cracks
planetary carrier cracks, welding
Steel iron drive shafts cracks, natural frequencies
steering racks cracks, hardness
rims cracks
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Karlsruhe Tel. 0721/94650-0 Fax 0721/94650-50 www.rte.de [email protected]
Natural Frequencies Testing of Brake
Components in Laboratory
Task
All components of a brake system (disc, caliper, holder and
pads) must harmonize in that way that the resonance
frequencies of the single parts do not interfere with the other
components. Otherwise the brake may squeeze and rattle.
For testing brake calipers and holders a test bench is needed
that allows a flexible testing of right and left versions with
minimum changeover effort. RTE developed a test bench which
allows a alternating testing with two fixtures. For different types
the complete fixture can be replaced by another one.
Solution
Double test bench with manual loading and unloading
Automatic type recognition and parameter loading
Type specific fixture with sensor and excitation
Changeover by replacing the fixture
Different products can be tested at the same time
Benefit
Reliable and objective measurement
Easy changeover to different types
Test bench controls correct bad part deposit
Documentation and retraceability
Testing Technology
Test system SonicTC.EigenFrequency
Data archive and statistical evaluation
Easy to set-up and operate
Frequency resolution < 1 Hz
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Karlsruhe Tel. 0721/94650-0 Fax 0721/94650-50 www.rte.de [email protected]
Natural Frequencies Testing of Brake
Components in Production
Task
All components of a brake system (disc, caliper, holder and
pads) must harmonize in that way that the resonance
frequencies of the single parts do not interfere with the other
components. Otherwise the brake may squeeze and rattle.
For testing brake calipers and holders a test bench is needed
that allows a flexible testing of right and left versions with
minimum changeover effort. RTE developed a test bench which
allows a alternating testing with two fixtures. For different types
the complete fixture can be replaced by another one.
Solution
Double test bench with manual loading and unloading
Automatic type recognition and parameter loading
Type specific fixture with sensor and excitation
Changeover by replacing the fixture
Different products can be tested at the same time
Benefit
Reliable and objective measurement
Easy changeover to different types
Test bench controls correct bad part deposit
Documentation and retraceability
Short cycle time for volume testing near production
Testing Technology
Test system SonicTC.EigenFrequency
Data archive and statistical evaluation
Easy to set-up and operate
Frequency resolution < 1 Hz
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Application Note
Natural frequency measurement of brake discs for production and laboratory
Task
The natural frequency of a vibrating system is that at which it will vibrate after a nonrecurring
excitation. If a system is subjected to external excitation at a frequency coincident with its
natural frequency, the system will vibrate with particularly large amplitude, which is known as
resonance. Requirements for brake discs are defined in the EKB 2002 Technical Standard
by the European Brake Noise Experts Group, which is supported by OEMs like Daimler, Au-
di, VW, Fiat, BMW, Ford and Porsche and all main component manufacturers have to ad-
here.
Characteristics
SonicTC.EigenFrequency from RTE conforms to the above requirements, offers an excel-
lent price/performance ratio and records your frequencies quickly and simply.
SonicTC.EigenFrequency offers automatic multi-position measurements and can thus guar-
antee high reliability. As the micro structure of cast parts can change, the system also takes
into account the age of the specimen at the time of measurement.
SonicTC.EigenFrequency is of robust construction and can be used in severe industrial en-
vironment. The equipment can also be changed over quickly from one kind of component to
another in a few steps. In the laboratory, the SonicTC.EigenFrequency offers a variety of
additional archiving and analysis options that can provide useful information for the develop-
er.
Test system cabinet version
The control and evaluation unit for harsh environment with
the 17 touch panel displays the natural frequencies to the
user within seconds and monitors them relative to settable
limits.
This cabinet rack version is movable and can be connected
to the specific automation system or fixture via a Harting
connector.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Test system chamber version
The replaceable fixture in the test chamber can be changed
easily, so that the SonicTC.EigenFrequency can be used
for a large variety of components. The test chamber is de-
signed for test specimens with edges of up to 420 mm long.
Larger test chambers or two test chambers (left and right
hand) are available on request.
The chamber version can be used for audit testing in a lab
and is movable.
Test system manual production version
The test bench is loaded and unloaded manually by a
worker. The test bench PLC determines the type of the test
specimen automatically by dimensional characteristics and
moves the excitation devices and the microphone, which are
mounted on linear slides, automatically to the measurement
position by servomotors.
A light barrier safeguards the worker access during meas-
urement.
Test system automatic production version
The design and manufacturing of a test
bench for integration into the production flow
is customer specific and can include decol-
lating, testing, marking of good parts and
bad part sorting.
The test bench can determine the test
specimen type automatically using a camera
or gets this information from the line PLC.
Excitation devices and the microphones,
which are mounted on linear slides, can
automatically be moved to the measurement
position by servomotors. In addition it is
possible to measure the damping (Q-factor)
of the brake disk.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Karlsruhe Tel. 0721/94650-0 Fax 0721/94650-50 www.rte.de [email protected]
Random (low volume) Natural
Frequencies Testing of Brake Discs
Task
All components of a brake system (disc, caliper, holder and
pads) must harmonize in that way that the resonance
frequencies of the single parts do not interfere with the other
components. Otherwise the brake may squeeze and rattle.
For testing brake discs within the production a compact fixture
is necessary which allows a fast changeover to different brake
discs types. As an option the device should allow the Q factor
calculation by turning the workpiece for multiple measurements.
Solution
Portable all-in-one solution for random inspection
Suitable for all dimensions and shape of brake discs
Manual adaption to different product types
Upgrade with turntable for quality factor measurement
Benefit
Reliable and objective measurement
Easy changeover to different types
Portable device includes all necessary functions
Documentation and retraceability
Mode specific Q and overall Q with turntable
Testing Technology
Test system SonicTC.EigenFrequency
Data archive and statistical evaluation
Easy to set-up and operate
Frequency resolution < 1 Hz
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Karlsruhe Tel. 0721/94650-0 Fax 0721/94650-50 www.rte.de [email protected]
Natural Frequencies Testing of Brake
Discs in Production (manual operation)
Task
All components of a brake system (disc, caliper, holder and
pads) must harmonize in that way that the resonance
frequencies of the single parts do not interfere with the other
components. Otherwise the brake may squeeze and rattle.
For high volume testing brake discs within the production RTE
developed a manually loaded test bench without changeover to
different brake discs types. As an option the device allows the
Q factor calculation by turning the workpiece for multiple
measurements.
Solution
All-in-one solution for high volume inspection
Suitable for all dimensions and shape of brake discs
Manual loading and unloading automatic testing
Servo-motor driven automatic adaption of sensors and ac-tors to different types
Light barrier protection of operator
PLC controlled operation
Upgrade with turntable for quality factor measurement
Benefit
Reliable and objective measurement
Fully automatic changeover to different types
Portable device includes all necessary functions
Documentation and retraceability
Mode specific Q and overall Q with turntable
Testing Technology
Test system SonicTC.EigenFrequency
Data archive and statistical evaluation
Easy to set-up and operate
Frequency resolution < 1 Hz
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Karlsruhe Tel. 0721/94650-0 Fax 0721/94650-50 www.rte.de [email protected]
Natural Frequencies Testing of Brake
Discs in Production (automatic operation)
Task
All components of a brake system (disc, caliper, holder and
pads) must harmonize in that way that the resonance
frequencies of the single parts do not interfere with the other
components. Otherwise the brake may squeeze and rattle.
For high volume testing brake discs within the production RTE
developed a line integrated test bench without changeover to
different brake discs types. As an option the device allows the
Q factor calculation by turning the workpiece for multiple
measurements.
Solution
Fully automatic test bench for integration in production
Suitable for all dimensions and shape of brake discs
Type identification by camera (dot matrix code) and auto-matic adaption of sensors and actors by servo-motors
Double excitation and acquisition by microphones
Reference disc / master part for control of settings
PLC controlled operation
Upgrade with turntable for quality factor measurement
Benefit
Reliable and objective measurement
Fully automatic changeover to different types
Portable device includes all necessary functions
Documentation and retraceability
Mode specific Q and overall Q with turntable
Testing Technology
Test system SonicTC.EigenFrequency
Data archive and statistical evaluation
Easy to set-up and operate
Frequency resolution < 1 Hz
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Karlsruhe Tel. 0721/94650-0 Fax 0721/94650-50 www.rte.de [email protected]
Natural Frequencies Testing of
Steering Columns in Production
Task
Steering columns propagate vibrations from the front axle to the
steering wheel. The wheel vibrates when the excites frequency
and the natural frequency are nearly the same. When driving
the main vibrations come from the tires, elsewise from the
engine.
By natural frequency measurement and simulation of the
steering wheel mass the columns should be grouped. This
grouping allows to decide whether the steering columns can me
mounted in a car with benzine engine or a diesel engine.
Solution
Double test bench with manual loading and unloading
Test fixtures for manual and electric steering columns
Structure-borne vibration measurement in two directions
Simulation of built-in condition of a car
Different products can be tested alternately
Benefit
Reliable and objective measurement
Easy grouping of columns according to their vibrational condition
Realistic test conditions according to car situation
Documentation and retraceability
Testing Technology
Test system SonicTC.EigenFrequency
Data archive and statistical evaluation
Easy to set-up and operate
Frequency resolution < 1 Hz
CD EF Videos E-120411
To watch the application videos please click on the corresponding tab.
Brake discs:
Semi-automatic natural frequency testing
Brake discs: Fully automatic natural frequency testing
Acoustic Resonance Analysis
Order: copiesAcoustic Resonance AnalysisA series of publications for non-destructive testing. NDT Compact and understandable, Vol. 5, Castell-Verlag, 2003, 58 pages.
12,00 plus postage and 7 % VAT:
Germany: 13,66 Europe: 14,90 Worldwide: 17,90
20 % reduction for members of the DGZfP e.V. or DGaQs e.V.
Fa.
RTE Akustik + Prftechnik GmbHGewerbestr. 26D 76327 Pfinztal
Germany
Company:
Name, first name:
Street:
ZIP code, city:
Country:
Tel.: Fax:
E-Mail:
Member of DGZfP e.V. DGaQs e.V.
Place, date Signature
Fax: +49 (0) 721/94 65 0-50E-Mail: [email protected]
Acoustic resonance analysis, often also called sonic testing is one of the oldest non-destructive testing methods. An impact is applied to the test piece to make it vibrate and the sound is assessed by ear or through a microphone. Using this method the tester or a testing device can recognize cracks and inclusions or can assess hardness and grain structure.
The book Acoustic Resonance Analysis by Ingolf Hertlin is the first one on this subject and has been published by the Castell Verlag, Wuppertal, as Volume 5 in the series Publications on Non-Destructive Testing - NDT Compact and understandable. The author is the Managing Director of RTE Akustik + Prftechnik GmbH, Pfinztal. The book conveys not only the fundamentals of acoustics but also the principle of resonance analysis and also gives examples of solutions in industrial series testing.
Contents:1. Introduction2. Physics3. Resonance analysis4. Testing techniques5. Applications6. Resonance analysis within the NDT7. Appendix (concepts, designation, literature)
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Natural Frequency Measurement
'Frequently Asked Questions'
F 1 What is the motivation for 'natural frequency testing'?
There are different applications which make use of this kind of test:
A: Checking the microstructure of the castings
It is a fast way to continuously keeping track of material characteristics like
hardness and modulus of elasticity in a casting process. Cast iron proper-
ties are influenced by the added alloying elements, which change the mi-
crostructure of the cast. This causes a change of the wave propagation
within the test specimen. The method is used to check/distinguish
for/between grey iron (GJL), ductile iron (GJS), vermicular iron (GJV) or
malleable iron (GJMW or GJMB).
B: Assuring part acoustic behavior/influence during operation
A brake system consists of multiple components - most of them are cast-
ing parts. These parts can be easily made sounding by striking. This ability
to sound (or vibrate) is also observable in the assembled condition. If two
parts are mounted together having a similar or the same natural frequen-
cy, the part vibration will be amplified - they are getting into "resonance".
This situation must be avoided.
To do so, each part of the brake system has to be designed to its own
natural frequency signature. The result is, even if one part is getting into
oscillation, the other components do not care about and stay quiet. Brake
squeaking can be reduced to a minimum. The automotive industry has de-
fined natural frequencies as part of the specifications and drawings.
C: Component sorting
Steering columns propagate vibrations from the front axle to the steering
wheel. The wheel vibrates when the excited frequency and the natural fre-
quency are nearly the same. When driving the main vibrations come from
the tires, elsewise from the engine.
By natural frequency measurement and simulation of the steering wheel
mass the columns should be grouped. This grouping allows deciding
whether the steering columns can be mounted in a car with benzine en-
gine or diesel engine.
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
F 2 What is the principle of the 'natural frequency test'?
The test is based on the acoustic resonance analysis. This method uses the
known physical effect that a body having been suitably excited (e. g. by tap-
ping), vibrates in certain characteristic forms and frequencies.
These vibrations, also called 'natural frequencies', are so to speak the
'language of the work piece', which can be measured by a microphone (air-
borne sound) or by a laser vibrometer (structure-borne sound) and digitally ana-
lyzed. The decisive factor for the number and spread of natural resonances of a
work piece is its geometry: a bar has few natural resonances; a complex work
piece has multiple natural resonances.
F 3 How is the 'natural frequency test' practically performed?
First, the part has to be placed on soft tips to avoid damping effects. To stimu-
late the parts oscillation, a tiny electrically driven metal hammer is used to cre-
ate an impact on the parts surface. This mechanical impulse makes the part vi-
brating in its characteristic forms and frequencies. A microphone mounted close
to the test specimen surface is collecting these frequencies and converting
them into electrical signals. Finally a data acquisition system is converting the
signals into numerical values, which are processed by the computer. A special
algorithm called 'Fourier Analysis' (FFT) is used to present the typical finger-
print of the tested part. Each vertical peak represents one natural frequency
(Fig. 1). The higher the level, the stronger the oscillation and - in the opposite
direction - the more sensitivity the part has at this specific frequency.
Fig. 1: The acoustical finger print of a test part
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
F 4 What are the different excitation methods?
To stimulate the oscillation of the part, different methods are possible:
Fig. 2: Excitation methods
The excitation has to stimulate the test specimen to vibrate in its resonances.
These can then be measured by a microphone, a laser vibrometer or an accel-
erometer (see F 5).
The impulse modal hammer consists of a quartz force sensor mounted on the
striking end of the hammer head to measure the excitation force. As the excita-
tion force has only an influence on the resonance frequency amplitude, but not
on the value, it is not necessary to use a modal hammer for resonance fre-
quency evaluation.
An electrodynamic hammer is designed to have a short contact time, can be
adjusted to the necessary excitation force and allows constant amplitudes. This
device is sufficient for natural frequency testing and used in automation applica-
tions.
Manual excitation is used in initial tests. As the excitation force is not constant
the level of the resonances varies.
Piezo-electric actors vibrate at a specific frequency depending on the supplied
voltage. When you contact such a device with the test specimen it will vibrate
with the same frequency as the actor. If the actor frequency meets a resonance
frequency of the part you can measure this with a second sensor (accelerome-
ter). The advantage is the high frequency range, the disadvantage is that it is
necessary to sweep the induced frequencies. This is time consuming and the
contact quality and position have a great influence on the result.
F 5 Which sensor is the best for measuring the resonance frequencies?
Resonance frequencies can be measured contactless by a microphone or laser
vibrometer or contacted by an accelerometer. Whereas a laser vibrometer and
an accelerometer measure the resonance frequency and amplitude at a single
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
position the microphone is the only device that can measure integral, i.e. all
frequencies regardless of the position. To measure all vibration modes with
significant amplitude two or more microphones can be used.
F 6 How long does it take to get the natural frequencies of a part?
This depends on the number of impacts and the part itself. When testing a
brake disc, a caliper or a bracket, typically two or three excitations are used to
induce the natural frequencies. After the excitation, it takes less than 1 second
to read and analyze the sound. So in total, within two seconds or even less all
natural frequencies are available for evaluation.
F 7 What about the environmental conditions to perform this test?
In most cases nothing. This measurement is not influenced by environmental
noise and vibrations. The sensors are directional microphones which are locat-
ed close to the part surface. If necessary, simple damping elements are placed
in the area surrounding the specimen to ensure a good signal-to-noise ratio.
F 8 Which influences have an impact on the 'natural frequencies' of the part?
There are two different types of influences:
A: Static influences:
Static influences are based on the production process and the part materi-
al itself. They are invariant over the time and primary responsible for the
position of the natural frequencies. These are mainly geometrical dimen-
sions, coefficient of elasticity, density, hardness, cast structure and some
others.
B: Temporary influences:
Temporary influences are work piece temperature and age of the part. The
following example explains the temperature influence (Fig. 3):
If a part temperature is 50 C and the reference values are typically
measured at 20 C we can expect a frequency shift of about 0.75 %.
This is a respectable value compared to a tolerance range of 3 %.
In fact, by measuring the part temperature, this effect can be com-
pensated by the software.
The age of the part is responsible for a shift of natural frequencies within a
time period of e. g. 30 days (Fig. 4). During this time the natural frequen-
cies of the part are shifted to higher frequencies following an exponential
curve. This effect is caused by changes in the microstructure as well as by
reduction of material tensions (especially with grey iron).
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
The reference values in a drawing are referred to 'aged' parts. A very the-
oretical solution would be to wait 30 days before performing the measure-
ment. The more efficient way is to input the age of the part into the meas-
urement software which uses this information to calculate the values as
they would be at an age of 30 days.
All types of compensation methods mentioned above are part of RTE's
test software SonicTC.EigenFrequency.
Fig. 3: Influence of the part temperature Fig. 4: Influence of the part age
F 9 Measure cast blank or machined part?
Both - with different focus. In the casting area the main issue is to check the
averaged values over one batch. For brake discs the tolerances of raw parts
are often defined as acceptable within 5 % and for machined parts within 3 %
of the reference values. The measured statistical mean values should be as
close as possible to the reference values to avoid increased reject later on. Ma-
chining changes the natural frequencies (see above). Batch inspection by sam-
ples may be sufficient, but depends on customer requirements.
F 10 Is this technology applicable in laboratory and shop floor?
Yes - as long as the measurement conditions follow the rules mentioned above.
It can be used for low volume/laboratory (Fig. 5), optimized for brake discs),
medium volumes in labs/shop floors (Fig. 6) and manufacture integrated as ful-
ly automated units (Fig. 7, Fig. 8).
Fig. 5: SonicTC.Cube: manually loaded test
device (low volume, special fixture, manual
type adaption, optimized for brake discs, fly
wheels etc.)
RTE Akustik + Prftechnik GmbH Gewerbestr. 26 D-76327 Pfinztal/Germany Tel. +49/721/94650-0 Fax +49/721/94650-50 www.rte.de [email protected]
Fig. 6: Manually loaded test
benches (medium volume,
type-specific work piece
carriers, optimized for cali-
pers, brackets, knuckles)
Fig. 7: Manually loaded test bench
(high volume, automatic changeover,
optimized for brake discs)
Fig. 8: Inline 100 % test bench (high volume,
automatic changeover, optimized for brake discs)
F 11 Are there any specifications concerning 'natural frequency test'?
Yes - there are some. Common specifications concerning brake parts are the
EKB Technical Standards from the European Brake Noise Experts Group (EKB
2001/2002 for brake discs, EKB 4001 for brake calipers). It contains some hints
regarding theory and practical application of that test. In addition the brake
manufacturers and OEMs often have proprietary specifications.
Any further questions? Feel free to contact RTE the experts in
acoustic testing for production and development.
International EURO PM2009, Copenhagen
Copyright 2009 - RTE Akustik+Prftechnik GmbH, Germany page 1 of 7
Compensation-based non-destructive automatic quality control using acoustic methods
Ingolf Hertlin RTE Akustik + Prftechnik GmbH
Gewerbestr. 26, D-76327 Pfinztal, Germany www.rte.de
Abstract Cracks, porosity and density differences can occur during the manufacturing process. The non-destructive testing method acoustic resonance testing (ART) allows fast quality control of each single part integrated in the production flow. The method evaluates in particular the mechanical stiffness of the test specimen. The temperature of the part, dimensional variations and mass / density variations have an influence on the measurement results (resonant frequencies) in the same way as cracks and porosity and may mask them. Compensation methods allow the - permitted - product-specific variations to be distinguished from defects. In this way the method is able to detect capillary cracks reliably. The presentation describes the procedural method, the type and nature of compensation and the results of industrial applications.
Keywords Non-destructive testing (NDT), quality control, acoustic, resonance analysis, crack testing, process compensation, acoustic resonance testing
Introduction Acoustic sound analysis is a well-established non-destructive method for components that radiate sound, especially in metal and ceramic industry. The method is used in high-volume production to scan the parts fast and cost-effective within the production flow. Not only the raw materials, but also the manufacturing process affects the product characteristics and determines how a specimen sounds. Whereas human testers can easily adapt to this, an automatic inspection system relies on references and compares the measured sound to decide, whether the part is good or bad. In the past, solutions came up which did not cope with the complexity of this task: a) The product material is in general a mixture of different raw materials. Rheological
additives and a heating process influence the stiffness of the part. Inoculation during the cast process influences the graphite structure.
b) Inhomogeneity of the microstructure or density variation causes an acoustical variation.
c) Dimensional variation changes the vibration modes of the part. d) Part temperature affects the elastic modulus and density and thus the resonance
frequencies of the part. Many non-destructive inspections for the quality control use surface-related methods and do not assess the inner structure or defects like cracks as volume-related procedures do. These reasons and low performance of test systems at times resulted in low confidence in the assessments of fully automated final inspection systems. To cover the allowed process and part variation it is mandatory to eliminate, i. e. compensate, this impact on the acoustic behaviour of the part. Consecutively powerful classification methods can be used to find defects like capillary cracks or structural defects.
International EURO PM2009, Copenhagen
Copyright 2009 - RTE Akustik+Prftechnik GmbH, Germany page 2 of 7
NDT method Acoustic Resonance Testing Dynamic systems can be characterized in terms of one or more natural frequencies [1]. The natural frequency is the frequency at which the system would vibrate if it were given an initial disturbance (stimulus) and then allowed to vibrate freely. The physical model of a natural frequency is a mass hanging from a spring. The mass represents the part being tested and the spring represents its stiffness. The mass m vibrates up and down at its resonant frequency f, which is proportional to the stiffness k divided by the mass (undamped system).
m
kf ~ (1)
The wave propagation in solids consists of longitudinal and transversal waves with the sound velocity
)21()1(
=
EcL
)1(2 +=
EcT
(2) with E elastic modulus, density and Poissons ratio. Elastic modulus and density are both temperature dependent. Any part has an infinite number of resonances, each determined by a specific combination of material properties and dimensions. Sound testing makes use of this effect: After suitable stimulation, e.g. by striking, the body vibrates in well-defined characteristic patterns and frequencies. A sound is a mixture of many single frequencies (in this case resonances) at a certain level and is not limited to the audible range but also includes the ultrasonic area. The oscillations, registered with a microphone, a laser vibrometer or an accelerometer, are so to speak the "language" of the test object, its distinctive fingerprint. They provide information about the entire test object and not just locally at the site of the sensor. Acoustic resonance testing (ART) [2] is a volume-related, non-destructive testing procedure, which makes the quick and cost-saving 100 % testing of test objects possible (Fig. 1). Sound testing in line production is an approved technology.
Fig. 1: Non-destructive testing methods (selection) The principal difference between ART and the classic NDT methods is that ART is sensitive for strength change: a structural defect reduces the stiffness and lowers the resonant frequency. Different defect types can be evaluated with one measurement, e. g. cracks, material deviations and structural deviations (inhomogeneity, stiffness / hardness, porosity). The main objective is that the defect influences the acoustical behaviour of the part and is significant with relation to the production scatter.
International EURO PM2009, Copenhagen
Copyright 2009 - RTE Akustik+Prftechnik GmbH, Germany page 3 of 7
The sensitivity (defect size, defect location) is also related to the part size and shape. Experimental and theoretical evaluations show that the size of a defect as well as the defect location has an impact on the frequency values [3]: A larger defect results in the shift to lower peak frequencies (same defect location) and a deeper defect in the shift to higher peak frequencies (same defect size). The first influence is higher than the latter and means that the resonance method is more sensitive for the expansion of a defect than its location. The decision for the applicability of the acoustic method requires systematic engineering and tests prior to automation.
Why compensation? Various influences the radiation and measurement of the sound and hence the resonance frequencies (Table 1). In general there are influences from the manufacturing process (called process-related influences) and influences that come from the test bench and / or the test system set-up and measurement conditions (called test-related influences). Especially the excitation to generate the resonance frequencies is important: Position and direction are responsible for the level of a resonance frequency. The strength of the excitation can cause a linear or non-linear response from the specimen resulting in frequency changes and additional frequencies in the spectrum. The contact time is responsible for the frequency range and the damping of frequencies.
Influence Effect Compen sation
Method
Process-related influence Aging hardness change (e. g. in castings) yes calculation Blowholes (minimal) disturbance of wave propagation no test objective Crack size / location wave propagation disturbance, flexural & longitudinal resonances no test objective Density wave propagation no test objective Dimension flexural & longitudinal vibration modes yes characteristics Hardness flexural resonances yes test objective Porosity wave propagation no test objective Raw material e-modulus and density, wave speed yes characteristics Temperature change of e-modulus and density yes measurement Weight see density / raw material yes measurable
Test-related influence Human classification set up of characteristics, quality assessment no training strategies Excitation direction resonance stimulation yes engineering, layout Excitation force linear / non-linear part behaviour yes engineering, layout Excitation position resonance stimulation yes engineering, layout Excit. contact time resonance spectrum, damping yes engineering, layout Sensor charact. resonance measurement, resonance spectrum yes engineering, layout Sensor direction resonance measurement yes engineering, layout Sensor position resonance measurement yes engineering, layout Sensor type resonance measurement, resonance spectrum yes engineering, layout Support material wave propagation, damping, degree of freedom yes engineering, layout Support position wave propagation, damping, degree of freedom yes engineering, layout Test characteristics classification power yes engineering Test environment signal-to-noise ratio yes engineering, layout Test parameters measurement resolution, filter parameters and others yes engineering
Table 1: Influence on the acoustical behaviour of a specimen Taking all this into account the challenge is to evaluate the impact of these process and test influences according to a specific test object and test objectives.
International EURO PM2009, Copenhagen
Copyright 2009 - RTE Akustik+Prftechnik GmbH, Germany page 4 of 7
Compensation techniques As explained above the (accepted) process variation results in the change of specimen behaviour and thus variation of the resonance frequencies To make the test parts comparable it is necessary to eliminate this influence as best as possible by adapting the resonance sprectrum. Within this contribution we explain first some of the process and then some test related influences. Precondition of applying frequency compensation is an extremely accurate measurement. Fig. 2 shows the relative standard deviation related to the vibration mode of a part with the first vibration mode at 8,5 kHz and the tenth at 78,3 kHz. ART has an excellent measurement precision of about 0.0035 % at the low frequency and 0.0006 % at higher frequencies [4] and depends only on the frequency resolution independent of the specific equipment.
Experimental standard deviation (rel.)
0,00000000,00000500,00001000,00001500,00002000,00002500,00003000,00003500,0000400
1 2 3 4 5 6 7 8 9 10
Vibration modes (1: 8,5 kHz, 10: 78,3 kHz)
Rel
. de
via
tion
Fig. 2: Standard deviation dependency
Process-related influence Temperature
Temperature measurement precision depends on a nu