Embed Size (px)
Citation preview

the specialist is Pentronic.The latest big development project is
the ethanol engine. The background is new environmental regulations in California, the largest market in the world for super sports cars. Koenigsegg has already succeeded in complying with the tougher environmental requirements with its petrol engine but there is a better solution for both the environment and performance: ethanol.
“Ethanol requires a lot more than just changing a few hoses,” explains Marco Garver, manager of the ethanol project. “There are a lot of differences when it comes to injection and engine control.”
Saab technologyKoenigsegg turned to the world leaders in these areas: Saab in Sweden.
“The help from Saab is very valuable,” says Christian Koenigsegg, the driving force behind the company that bears his name.
Saab’s engineers are skilled at utilising the high octane fuel, with the result that the company’s engines are more powerful using ethanol than when they run on petrol. The Koenigsegg has the same kind of Saab power output but to a greater extent. The
1018 reasons to calibrate
There’s no better illustration of the benefits of precise measurement and calibration than the new Koenigsegg engine. It’s a 4.8 litre V8 that runs on E85 ethanol fuel and produces 1018 horsepower.
Koenigsegg is usually ranked on a par with Ferrari, Bugatti and other highly esteemed marques. When it comes to performance Koenigsegg is a world leader and holder of several records, including the one for being the world’s fastest production car according to Guinness World Records (2007).
In 2007 the factory at Ängelholm, Sweden produced 25 cars. In 2008 the total is 25 – all of which are already sold. The company has 42 employees and does most of its own R&D, even for the engines. The final result combines cutting edge technology, a composite body and road holding at the Formula 1 level.
network of SpecialiStSIn an R&D-heavy company, correct tempera-ture measurement is very important. But of course, such a small company cannot have all the required expertise in house. Instead, Koenigsegg works with a worldwide network of specialists in different fields. In temperature,
Marco Garver (at left) and Pentronic’s Lars Grönlund inspect the measuring equipment prior to the certification test of Koenigsegg’s new ethanol engine. The output is 1018 hp.
NEWSpentronic Scandinavia’s largest manufacturer of industrial temperature sensors ISSUE 2008 • 2
25 Koenigsegg cars were built in 2008. This one is a CCX.
petrol-driven Koenigsegg engine has an output of 888 horsepower; with ethanol that rises to 1018 hp.
“We’re at the limit of what’s possible to squeeze from a combustion engine off the race track,” Marco says.
Koenigsegg complies with all safety and environmental legislation and regulations. The new engine is extremely efficient with surprisingly clean technology. With regard to safety, the driver is shielded by a protec-tive cage like those in Formula 1 racing cars. The car is far from being an amateur project for joyriding; this is high tech at the master craftsman level.
new recordS awaitMerely building and manufacturing a car that meets all the requirements is not enough – this compliance must also be certified. For this reason Koenigsegg used Pentronic’s accredited calibration laboratory to inspect the temperature measurement process in situ prior to an engine certification test.
“The inspection means that the tempera-ture measurements taken during the certifica-tion test can be confirmed with accredited calibration certificates,” says Lars Grönlund, who is manager of Pentronic’s laboratory and the person who inspected the temperature measurement process.
Following the certification test, which was a success, Koenigsegg has now overtaken the Volkswagen-owned Bugatti Veyron, as the passenger car with the world’s most powerful engine. It’s an impressive achievement by a small Swedish company and its friends, among them Pentronic and Saab.
More than just another maker of temperature sensorsPentronic is Scandinavia’s leading develop-er and manufacturer of industrial tempera-ture sensors. The company has gained this position by solving measurement problems in a number of demanding industries like engines and the automotive sector, energy, food and pharmaceuticals.
Pentronic’s roots go back to the 1960s when a group of engineers decided to leave the Swedish subsidiary of a world-leading manufacturer of measurement instruments. The engineers perceived a need for measure-ment equipment that was specially designed for specific purposes. At that time the norm was to adapt measurement techniques to suit standardised temperature sensors.
By developing products for specific tasks, the result was sensors that were smaller, easier to mount, faster and more accurate. These advantages appealed to major machinery manufacturers, who could average out the development costs over their long production series. Even today Pentronic is still an OEM supplier to a number of most successful export companies within the Nordic countries.
of quality assurance than would have been the case if all the subdetails were developed uniquely for each project.
Another advantage of Pentronic’s method is that the costs are reasonable even for short production series. The advantages of custom-ised sensors, such as easier installation and better performance, mean that the total cost is often lower than if the customer’s products and processes had been adapted to suit the use of standard sensors.
firSt with accreditationThe most important job of any temperature sensor is to give an accurate reading. This is why Pentronic invested in its own calibra-tion laboratory early on. Pentronic was the first manufacturer in Sweden and one of the first in the world to accredit its laboratory. The year was 1988 and since then Pentronic has continually invested in the laboratory to increase its fields of measurement and level of performance.
Today Pentronic is one of the few com-panies in the world to offer customised tem-perature sensors in short and long series, with quality assurance at the level required by the customer, all the way from the initial design to the calibration of individual sensors under accredited conditions.
Pentronic’s head office is located outside Västervik, 300 km south of Stockholm, by an inlet of the Baltic Sea.
The majority of Pentronic’s production consists of temperature sensors that have been specially developed to solve the measurement problems of individual customers.
Over time, some sensors become standard products which are also made by other manu-facturers. The process is the same as what happens with new drugs: when the patent expires, other companies who lack their own R&D resources produce their own versions of the product.
One of the most widely disseminated product designs from Pentronic was made for hygienic applications and was developed at the beginning of the 1970s. It all started with a measurement problem for two customers who produced and packaged liquid foods.
A packaging machine and a processing line for liquid foods both consist of many stain-less steel tubes, inside which the temperature must be measured. For hygienic reasons the sensors were welded in place. At that time type T thermocouples were used.
The high temperatures produced by the welding process destroyed a component in the sensors. Pentronic was therefore asked to manufacture the entire steel tube complete with the sensor.
“We felt that the task was unnecessary and that it should be possible to solve the problem by using a replaceable sensor,” ex-plains Leif Jansson, manager for mechanical R&D at Pentronic.
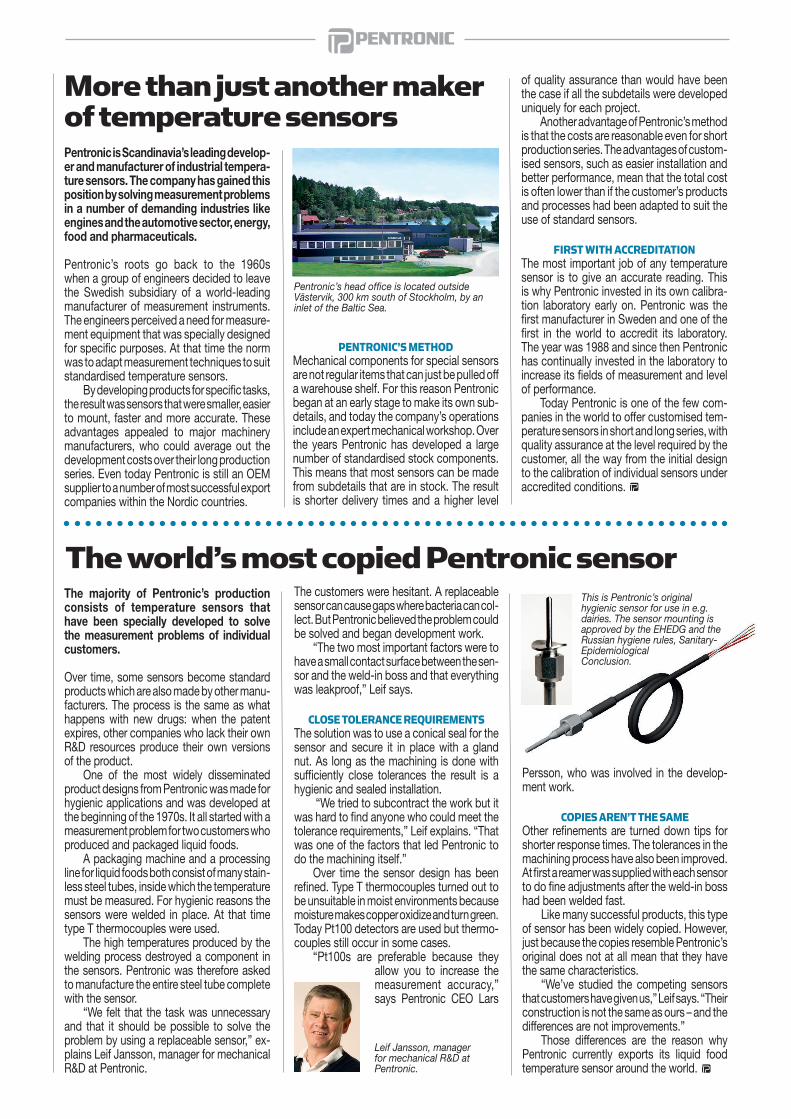
the world’s most copied pentronic sensorThe customers were hesitant. A replaceable sensor can cause gaps where bacteria can col-lect. But Pentronic believed the problem could be solved and began development work.
“The two most important factors were to have a small contact surface between the sen-sor and the weld-in boss and that everything was leakproof,” Leif says.
cloSe tolerance requireMentSThe solution was to use a conical seal for the sensor and secure it in place with a gland nut. As long as the machining is done with sufficiently close tolerances the result is a hygienic and sealed installation.
“We tried to subcontract the work but it was hard to find anyone who could meet the tolerance requirements,” Leif explains. “That was one of the factors that led Pentronic to do the machining itself.”
Over time the sensor design has been refined. Type T thermocouples turned out to be unsuitable in moist environments because moisture makes copper oxidize and turn green. Today Pt100 detectors are used but thermo-couples still occur in some cases.
“Pt100s are preferable because they allow you to increase the measurement accuracy,” says Pentronic CEO Lars
pentronic’S Method Mechanical components for special sensors are not regular items that can just be pulled off a warehouse shelf. For this reason Pentronic began at an early stage to make its own sub-details, and today the company’s operations include an expert mechanical workshop. Over the years Pentronic has developed a large number of standardised stock components. This means that most sensors can be made from subdetails that are in stock. The result is shorter delivery times and a higher level
Persson, who was involved in the develop-ment work.
copieS aren’t the SaMe Other refinements are turned down tips for shorter response times. The tolerances in the machining process have also been improved. At first a reamer was supplied with each sensor to do fine adjustments after the weld-in boss had been welded fast.
Like many successful products, this type of sensor has been widely copied. However, just because the copies resemble Pentronic’s original does not at all mean that they have the same characteristics.
“We’ve studied the competing sensors that customers have given us,” Leif says. “Their construction is not the same as ours – and the differences are not improvements.”
Those differences are the reason why Pentronic currently exports its liquid food temperature sensor around the world.
Leif Jansson, manager for mechanical R&D at Pentronic.
This is Pentronic’s original hygienic sensor for use in e.g. dairies. The sensor mounting is approved by the EHEDG and the Russian hygiene rules, Sanitary-Epidemiological Conclusion.

acquisition strengthens pentronic’s expertise at high temperatures
To express viewpoints or ask questions, contact Professor Dan Loyd, Linköping University
by e-mail to: [email protected]
In the previous issue of Pentronic News we stated that Pentronic now has a delivery reli-ability of 98 per cent. How is this reliability calculated? Our quality manager Kristina Wiberg-Kindahl explains.
“We calculate and specify the delivery date in the first order acknowledgement,” she says.This means that 98 per cent of all order rows are delivered on the specified date – not in the same week or month. Delayed deliveries include those delayed due to order acknow-ledgements that have been altered by either the customer or Pentronic.
“The statistics apply to our entire produc-tion. Our delivery reliability is even higher for contract customers,” Wiberg-Kindahl says.
There are no statistics for what percentage of orders are delivered on the date originally requested by the customer. Pentronic has such a high capacity that the delivery date specified
in the order acknowledge-ment is normally the same as that requested by the customer.
calculating delivery reliability
Straight froM the lab
chilly castlesQUESTION: One day last year I visited an old castle from the 1500s. Inside the large hall of the castle it felt really chilly even though all the windows were open and the outdoor temperature was over 20 °C. The weather was cloudy and it was slightly windy so the air temperature inside the castle should have been about the same as outside. Inside the castle I felt really cold but I wasn’t cold in the park outside. Why?
Margareta J
ANSWER: The air temperature was prob-ably about the same inside the castle hall as outside, since it was slightly windy and the windows were open. However, the heat flow from your body to your surroundings was different inside the castle hall than outside in the park. Heat transfer from the body to its surroundings occurs in this case via convec-tion and radiation. Heat flow via convection is about the same indoors and out but heat radiation in the two environments is differ-ent. Old uninhabited castles are usually not heated in the winter and the thick stone walls are therefore cold all winter. When the spring warmth comes it heats the walls but this oc-curs very slowly and the walls are therefore considerably cooler than the spring air. If we assume that the skin surface temperature of the body is 30 °C, the air temperature is 20 °C and the ambient temperature inside the
castle hall is the same as the air temperature, the heat flow from the skin surface can be estimated at 70 W/m2 (watts per square metre). If the temperature of the walls inside the castle hall is 15 °C instead of 20 °C, the heat flow becomes 95 W/m2 and if the wall temperature is 10 °C the heat flow is 120 W/m2. The colder the walls, the greater effect radiation has on the heat flow from the body. When the heat flow increases as the result of radiation, the temperature distribution in the skin is af-fected and the surface temperature drops. This temperature drop is registered by the body’s “temperature sensors” and we start to feel cold.
The estimate of the heat flow is based on a number of assumptions with regard to geometry, material data and heat transfer. One example of such a assumption is that the ceiling and floor have the same temperature
as the walls. Another assumption is that natu-ral convection is occurring. If the conditions change then the heat flow will naturally be different but the same tendency remains.
eaSy to MeaSure wronglyIf we were to measure the air temperature in the castle hall with an ordinary thermometer without a radiation shield, our measurement of the air temperature would be too low. This is because the thermometer’s temperature adjusts itself so that the radiation from the thermometer to the cold walls is equal to the convective heat flow from the air to the thermometer. If we equip the thermometer with a radiation shield we will measure a temperature that better corresponds to the actual air temperature.
Pentronic has acquired Inkal Industri-kalibrering AB of Karlstad, Sweden. The intention is to improve our service to customers, primarily in the steel industry.
Inkal is a spin-off from the laboratory of Uddeholm Tooling and has cooperated closely with Pentronic ever since it was founded 15 years ago. Inkal’s accredited laboratory has been well established since the mid-1990s.
“We specialise in high temperature measurement and calibration in the steel in-dustry but we also work in other industries,” says the former owner, Morgan Norring, who will continue to work with the company.
In addition to running an accredited laboratory, Inkal also manufactures thermo-couples, primarily high temperature types R and S. The components come mainly from Pentronic.
“The acquisition of Inkal strengthens our expertise in the field of high tempera-ture measurement,” says Pentronic CEO Lars Persson.
Morgan Norring had a similar reason for selling his company to Pentronic:
“With Pentronic behind us we can offer our customers better service and a wider range of products and services.”
Inkal is known for its high level of service and does a lot of on-site work for customers, including field calibration assignments to verify measuring systems in operation.
“With Pentronic as our owner there will be more time for customer assignments,” Norring says.
Dan Loyd is a professor at Linköping University, Sweden. His field is in-dustrial thermodynamics and fluid mechanics and he also solves complex issues to do with tem-perature measurement
– a subject that coincides with Pentronic’s interests. For the past nine years he has also answered readers’ questions in Pentronic’s Swedish customer magazine.
this is dan loyd
queStionS? anSwerS !
Morgan Norring of Inkal is at the right together with Pentronic’s laboratory manager Lars Grönlund. Pentronic’s quality manager
Kristina Wiberg-Kindahl.
SE-590 93 Gunnebo, SwedenFax. +46 490 237 66, Tel. +46 490 25 85 00
[email protected], www.pentronic.se
Selecting a handheld surface temperature sensor
Temperature sensorsConnectors and cablesTemperature transmittersIR-pyrometersTemperature indicators
Temperature controllersDataloggersTemperature calibration equipmentTemperature calibration servicesTraining courses in temperature
Moisture and thickness monitorsFlowmeters
pentronic’s products and services
Opinions and questions are welcome at:[email protected]
Measuring surface temperature with handheld sensors is tricky. Even if the indicator shows the temperature in tenths of a degree, the real value is often very different. You can choose to measure with a thermocouple, a Pt100 sensor, or an infrared pyrometer. They all cost about the same but have different features.
Of these three kinds of sensors, the thermo-couple and the Pt100 are both contact ther-mometers and the IR pyrometer is non-contact. Contact thermometers require heat from the surface in order to become (at best) as warm as the surface. Even if the heat transfer can occur without any insulating air pockets, a heat flow will arise. This first heats the probe and then dissipates via the probe out into the surrounding environment. It is the temperature difference between the measured surface and its surroundings which drives the heat flow. (See diagram 1)
The thermal load of the surface lowers the surface temperature at the point of con-tact. Good heat conductors such as copper are affected far less than materials like wood and plastics, which have a very limited ability to supply more heat. If the contact is then worsened by the probe’s angle to and pres-sure on the surface, then the heat transfer is further reduced.
You might think that because the Pt100 sensor is so precise it would measure more accurately than a thermocouple, but this is not in fact the case. Thermocouples used to measure surface temperature often have their measur-ing junction in direct contact with the surface being measured, and this junction is usually in the form of a wire or ribbon. The Pt100 only provides indirect contact with the surface be-cause the Pt100 must be sheathed. True, there are thin film Pt100s for mounting on or inside the end of the probe tip, but even with these, the platinum layer does not come into direct contact with the object being measured. As a result, thermocouples are the better choice for contact measurement in most cases.
no load froM ir The IR pyrometer takes non-contact measure-ments. As a result, no thermal load is created. Instead, there are at least two other significant sources of error which are common to all pyrometers.
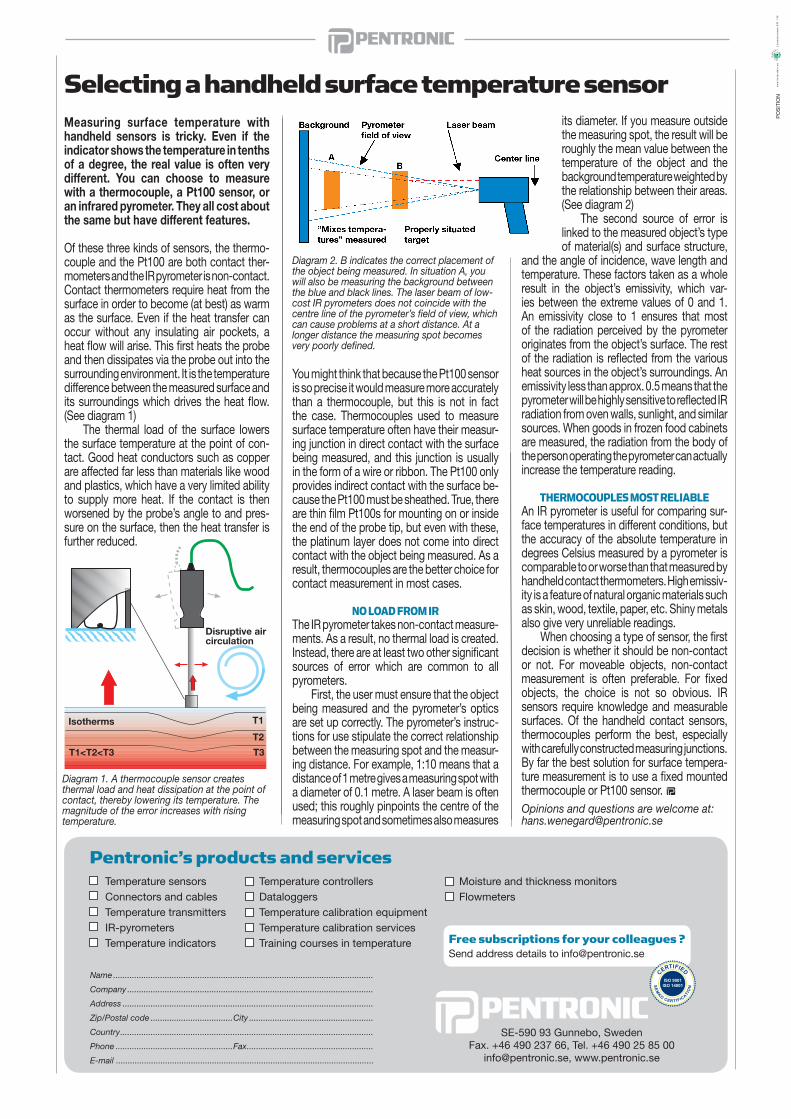
First, the user must ensure that the object being measured and the pyrometer’s optics are set up correctly. The pyrometer’s instruc-tions for use stipulate the correct relationship between the measuring spot and the measur-ing distance. For example, 1:10 means that a distance of 1 metre gives a measuring spot with a diameter of 0.1 metre. A laser beam is often used; this roughly pinpoints the centre of the measuring spot and sometimes also measures
its diameter. If you measure outside the measuring spot, the result will be roughly the mean value between the temperature of the object and the background temperature weighted by the relationship between their areas. (See diagram 2)
The second source of error is linked to the measured object’s type of material(s) and surface structure,
and the angle of incidence, wave length and temperature. These factors taken as a whole result in the object’s emissivity, which var-ies between the extreme values of 0 and 1. An emissivity close to 1 ensures that most of the radiation perceived by the pyrometer originates from the object’s surface. The rest of the radiation is reflected from the various heat sources in the object’s surroundings. An emissivity less than approx. 0.5 means that the pyrometer will be highly sensitive to reflected IR radiation from oven walls, sunlight, and similar sources. When goods in frozen food cabinets are measured, the radiation from the body of the person operating the pyrometer can actually increase the temperature reading.
therMocoupleS MoSt reliableAn IR pyrometer is useful for comparing sur-face temperatures in different conditions, but the accuracy of the absolute temperature in degrees Celsius measured by a pyrometer is comparable to or worse than that measured by handheld contact thermometers. High emissiv-ity is a feature of natural organic materials such as skin, wood, textile, paper, etc. Shiny metals also give very unreliable readings.
When choosing a type of sensor, the first decision is whether it should be non-contact or not. For moveable objects, non-contact measurement is often preferable. For fixed objects, the choice is not so obvious. IR sensors require knowledge and measurable surfaces. Of the handheld contact sensors, thermocouples perform the best, especially with carefully constructed measuring junctions. By far the best solution for surface tempera-ture measurement is to use a fixed mounted thermocouple or Pt100 sensor.
Diagram 2. B indicates the correct placement of the object being measured. In situation A, you will also be measuring the background between the blue and black lines. The laser beam of low-cost IR pyrometers does not coincide with the centre line of the pyrometer’s field of view, which can cause problems at a short distance. At a longer distance the measuring spot becomes very poorly defined.
Diagram 1. A thermocouple sensor createsthermal load and heat dissipation at the point ofcontact, thereby lowering its temperature. The magnitude of the error increases with rising temperature.
PO
SIT
ION
ww
w.l
en
an
de
rs.s
eL
ice
ns
nu
mm
er
34
1 1
45
MILJÖM
Ä
RKT
Name ...............................................................................................................
Company .........................................................................................................
Address ...........................................................................................................
Zip/Postal code ...................................City .....................................................
Country ............................................................................................................
Phone ..................................................Fax ......................................................
E-mail ..............................................................................................................
Send address details to [email protected] subscriptions for your colleagues ?
Disruptive aircirculation
Isotherms











![keralaone.com€¦ · News - Concepts, elements, values. Sources of News, Techniques of news gathering and dissemination. News flow. Predictable & l]nprodirrahle News: Sott news and](https://img.pdfslide.us/doc/110x75/5f0bb6897e708231d431d98a/news-concepts-elements-values-sources-of-news-techniques-of-news-gathering.jpg)
















