Embed Size (px)
Citation preview

NEW EXPERIENCE WITH SOLEXSUGAR COOLER
THURSDAY 6 APRIL 2017
Jean-Marc Reichling
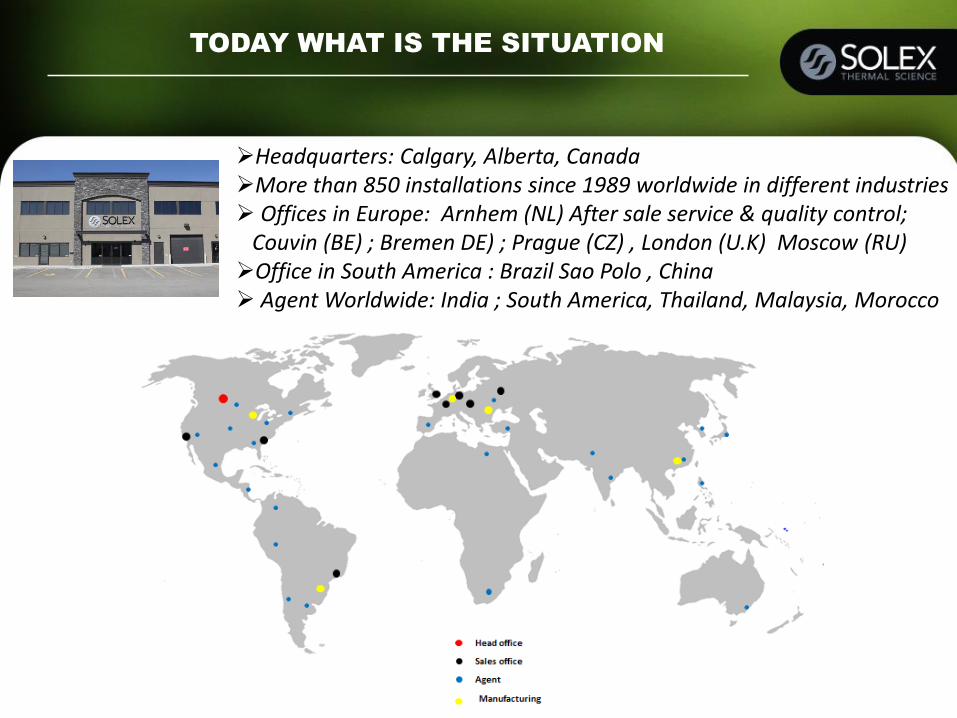
TODAY WHAT IS THE SITUATION
➢Headquarters: Calgary, Alberta, Canada➢More than 850 installations since 1989 worldwide in different industries➢ Offices in Europe: Arnhem (NL) After sale service & quality control;
Couvin (BE) ; Bremen DE) ; Prague (CZ) , London (U.K) Moscow (RU)➢Office in South America : Brazil Sao Polo , China➢ Agent Worldwide: India ; South America, Thailand, Malaysia, Morocco
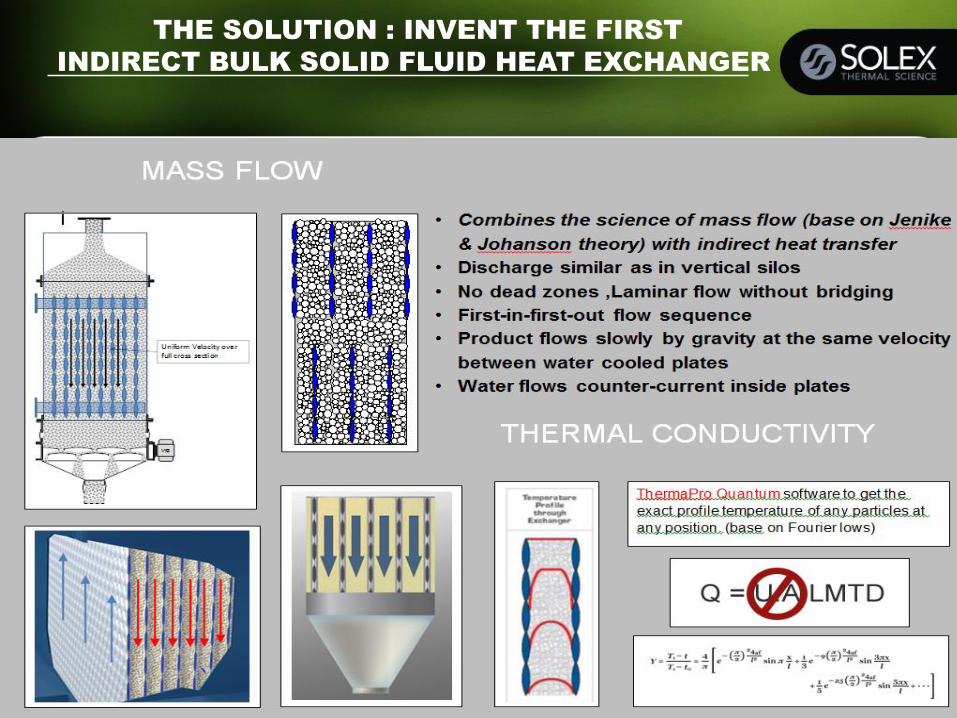
THE SOLUTION : INVENT THE FIRST
INDIRECT BULK SOLID FLUID HEAT EXCHANGER
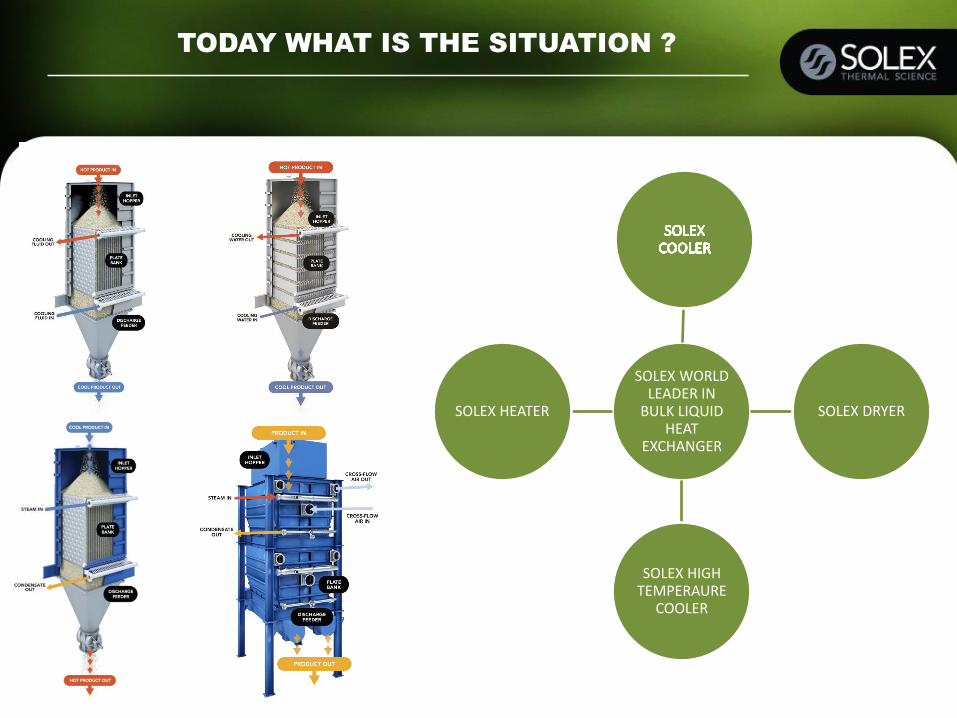
TODAY WHAT IS THE SITUATION ?
SOLEX WORLD LEADER IN
BULK LIQUID HEAT
EXCHANGER
SOLEX DRYER
SOLEX HIGH TEMPERAURE
COOLER
SOLEX HEATER
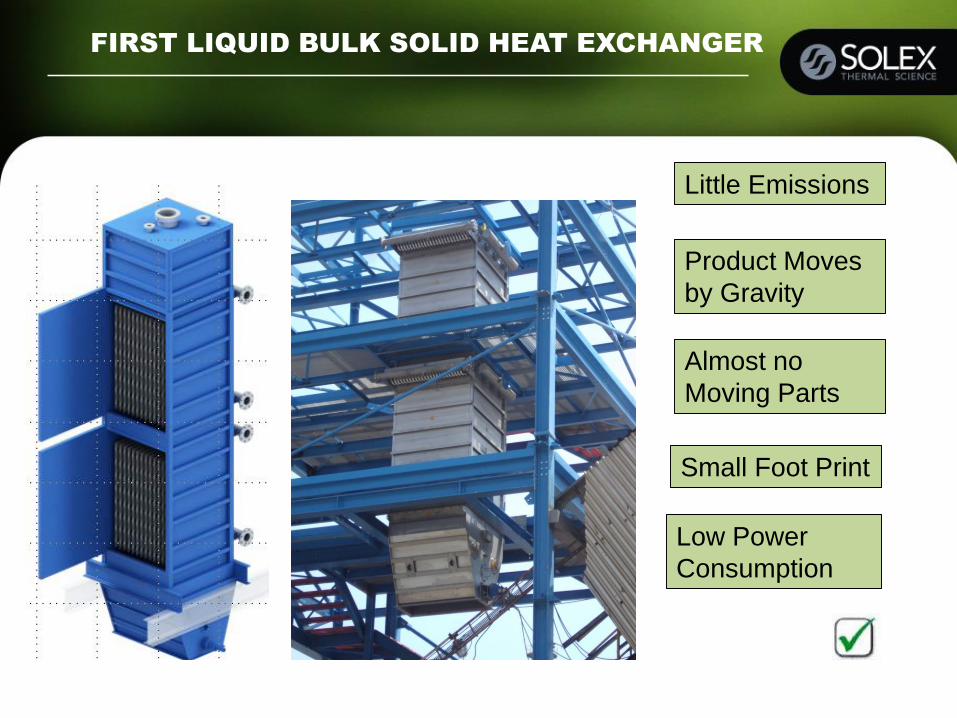
FIRST LIQUID BULK SOLID HEAT EXCHANGER
Low Power
Consumption
Little Emissions
Product Moves
by Gravity
Almost no
Moving Parts
Small Foot Print

FIELD OF APPLICATIONS
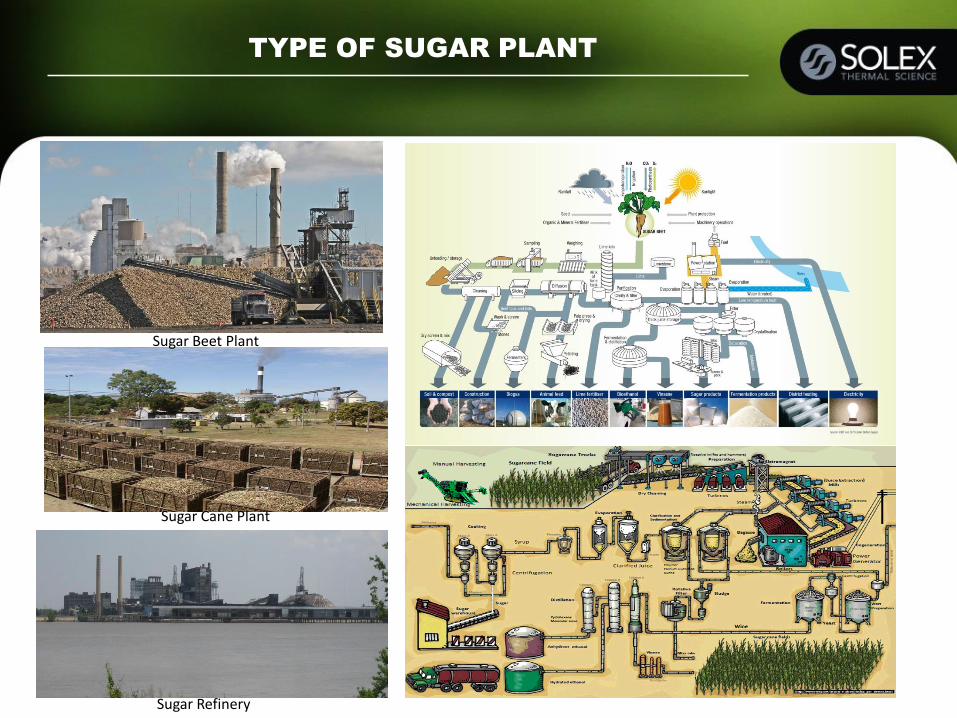
TYPE OF SUGAR PLANT
Sugar Beet Plant
Sugar Cane Plant
Sugar Refinery
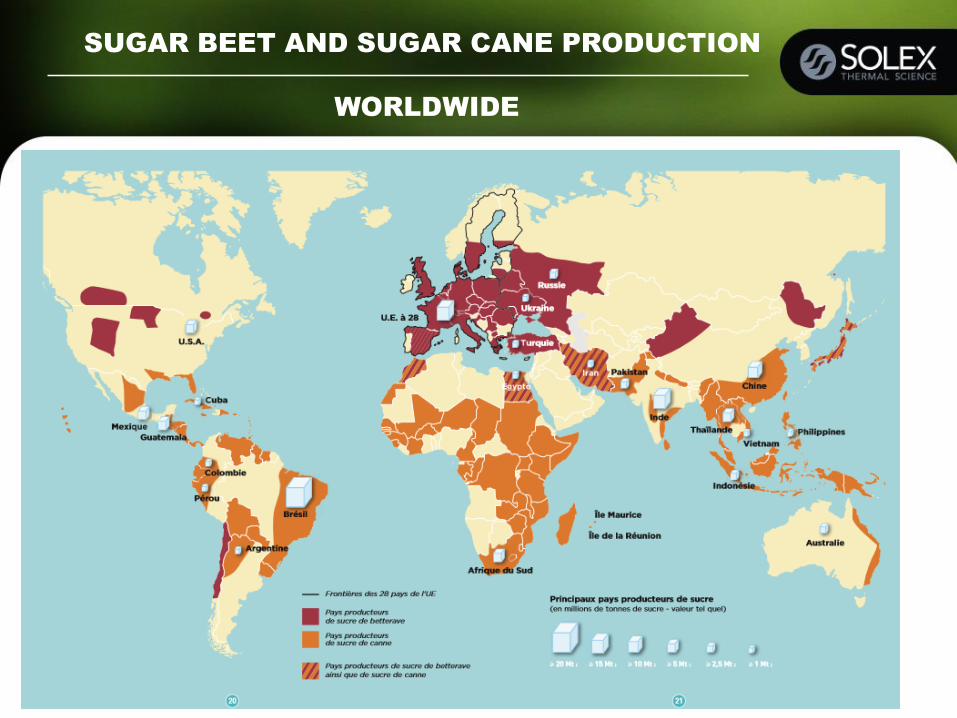
SUGAR BEET AND SUGAR CANE PRODUCTION
WORLDWIDE
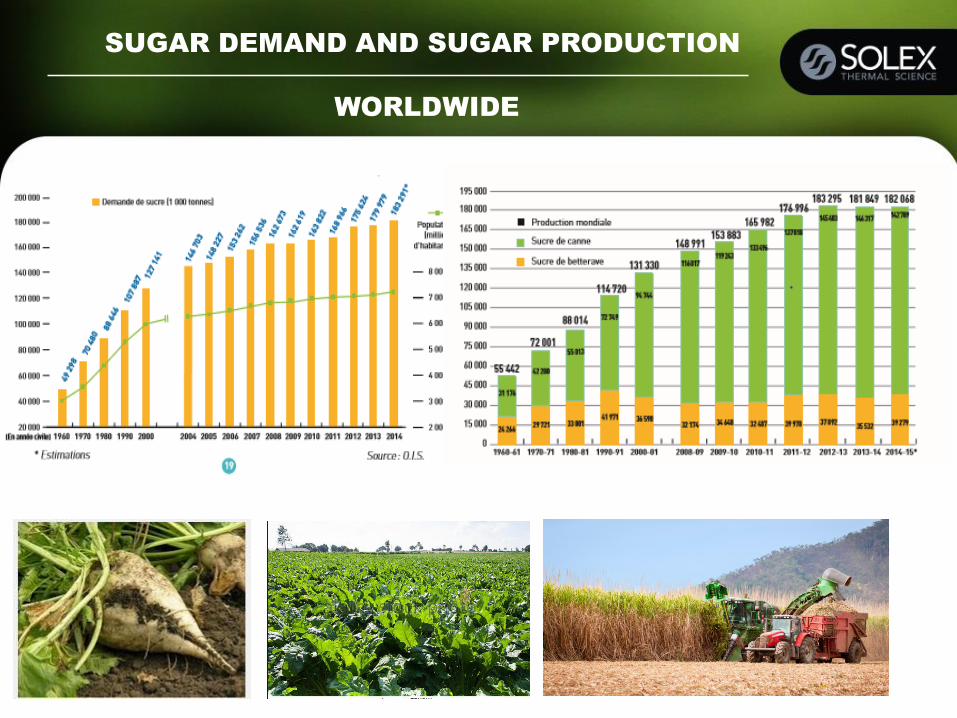
SUGAR DEMAND AND SUGAR PRODUCTION
WORLDWIDE
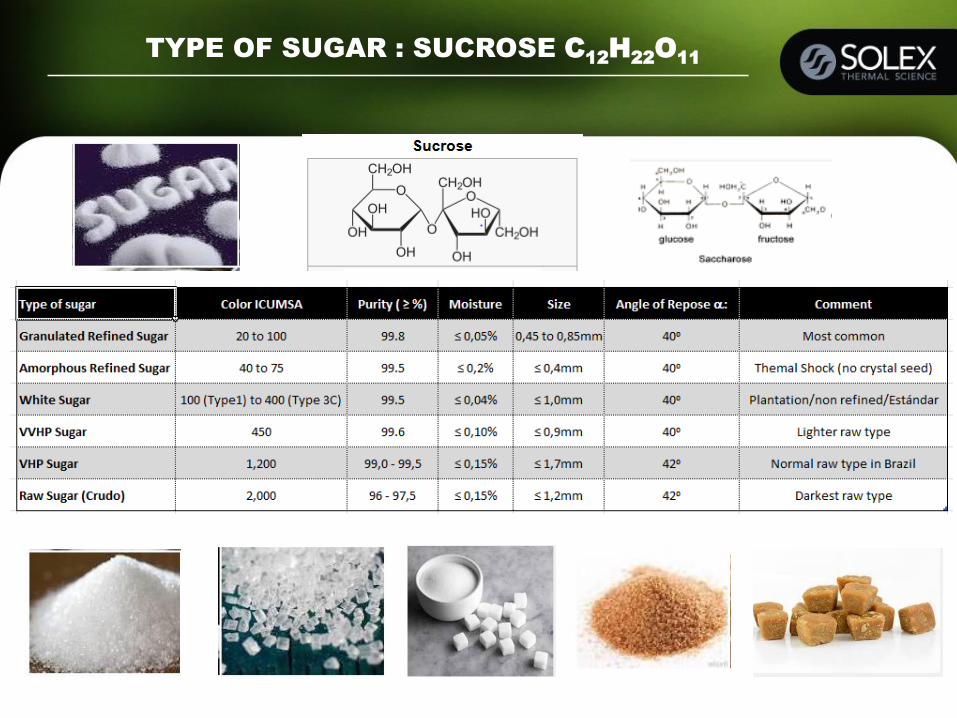
TYPE OF SUGAR : SUCROSE C12H22O11
CUSTOMISES SOLUTION TO MEET CUSTOMERS
PROCESS CONDITIONS
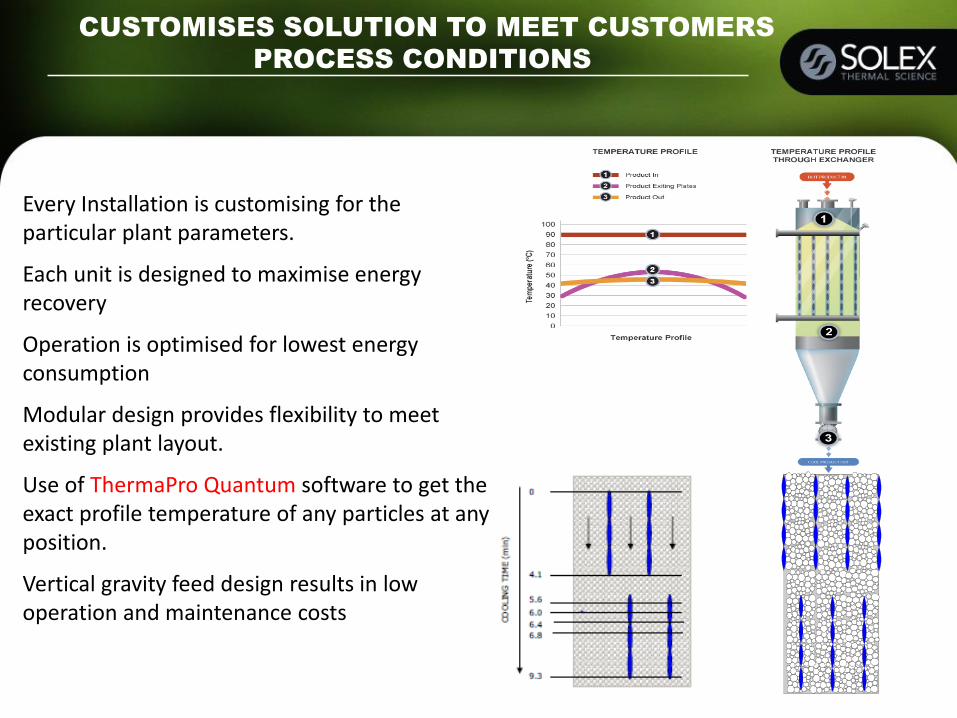
Every Installation is customising for the particular plant parameters.
Each unit is designed to maximise energy recovery
Operation is optimised for lowest energy consumption
Modular design provides flexibility to meet existing plant layout.
Use of ThermaPro Quantum software to get the exact profile temperature of any particles at any position.
Vertical gravity feed design results in low operation and maintenance costs
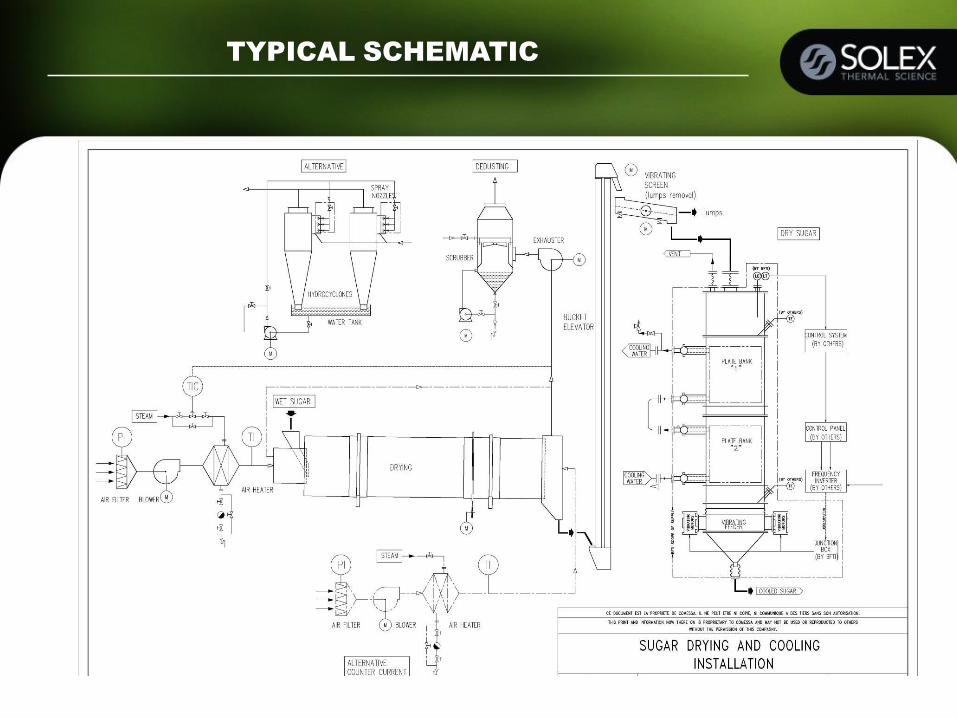
TYPICAL SCHEMATIC
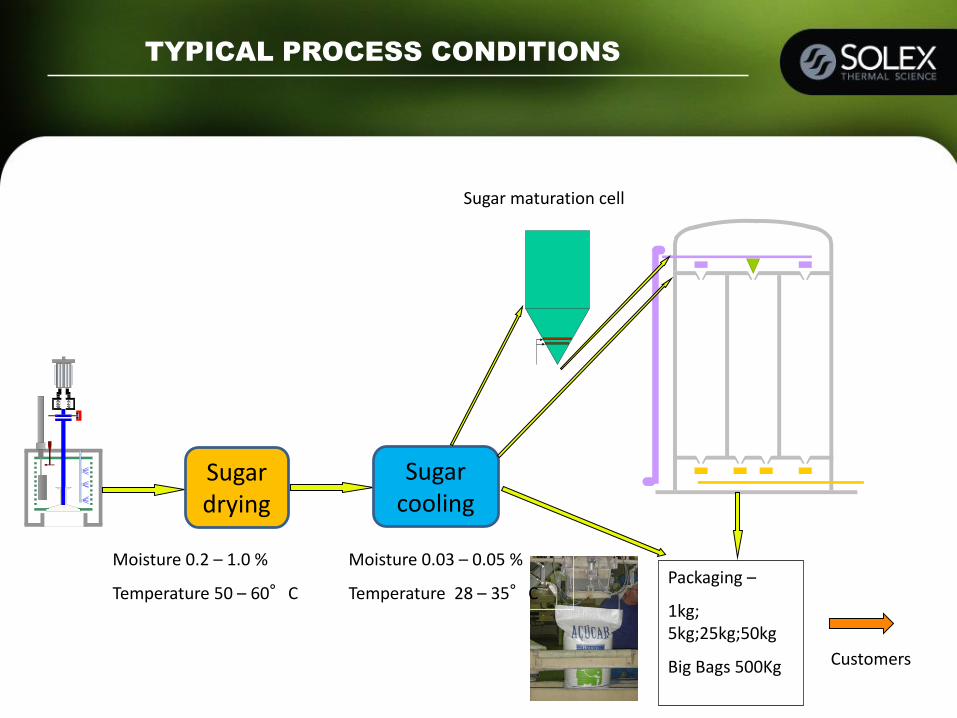
TYPICAL PROCESS CONDITIONS
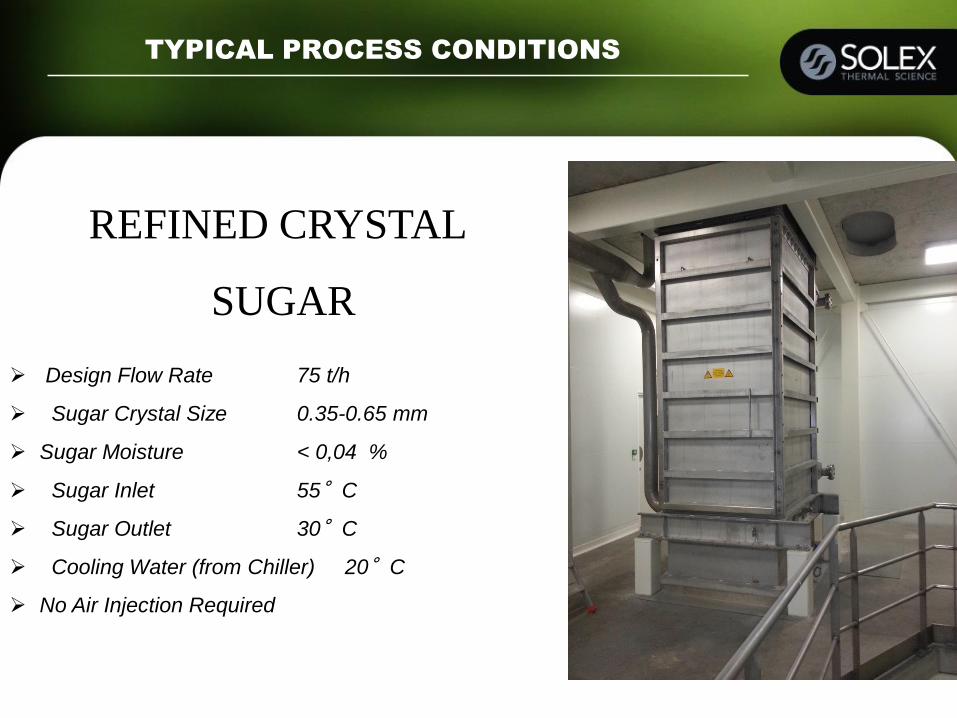
REFINED CRYSTAL
SUGAR
➢ Design Flow Rate 75 t/h
➢ Sugar Crystal Size 0.35-0.65 mm
➢ Sugar Moisture < 0,04 %
➢ Sugar Inlet 55°C
➢ Sugar Outlet 30°C
➢ Cooling Water (from Chiller) 20°C
➢ No Air Injection Required
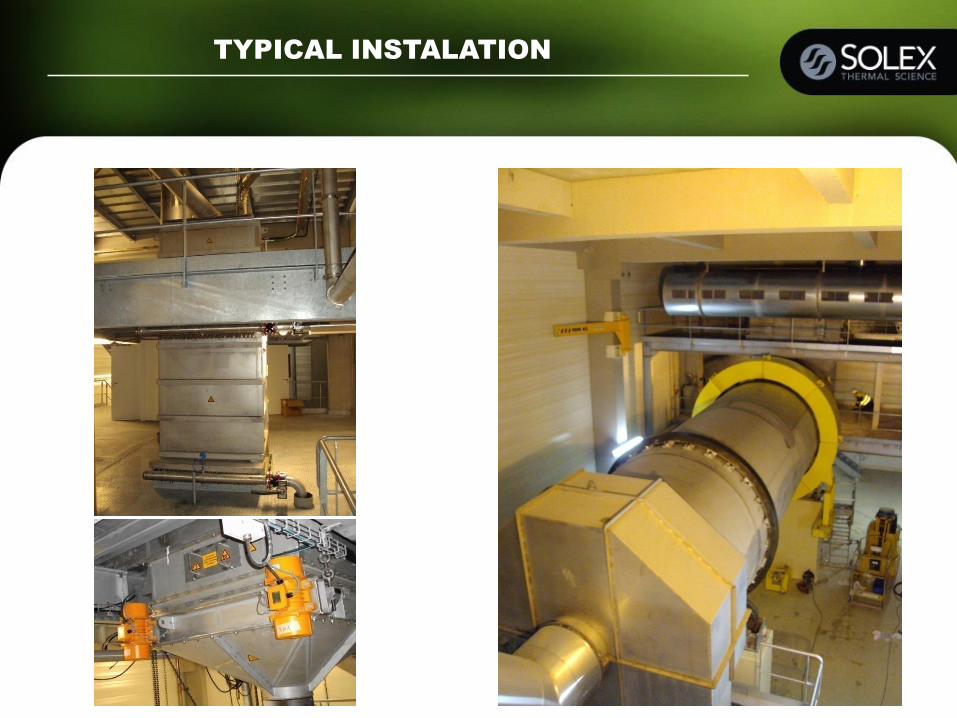
TYPICAL INSTALATION
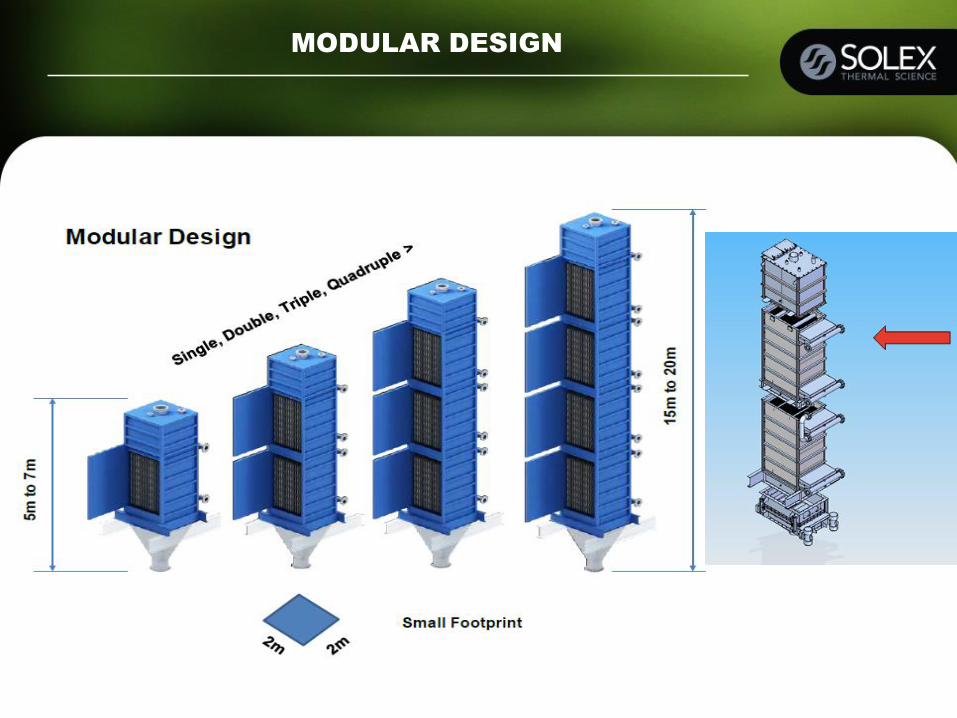
MODULAR DESIGN
TYPICAL PROCESS CONDITIONS
Customers
Packaging –
1kg; 5kg;25kg;50kg
Big Bags 500Kg
Moisture 0.2 – 1.0 %
Temperature 50 – 60°C
Sugardrying
Sugarcooling
Sugar maturation cell
Moisture 0.03 – 0.05 %
Temperature 28 – 35°C
CAKING & CAKING ???
Caking During storage (Silos) or in the package.
Caking is a phenomenon in which sugar crystals give up bound moisture resulting
in supersaturation of the” crystal surface and consequent crystalisation. At the point
of contact between crystals this surface crystallisation cause intercrystalline
bridging. The sugar then ceases to be free flowing and is refered to as “Caked” (Peter
Rein 2nd edition Cane sugar Engineering)
Caking inside a cooler.
If the temperature of the surface of the heat exchanger is lower as the dew point of
the air surrounding the product this will cause the product ( the fines even more) to
cake on the plates
The tendency for the moisture to migrate either from the product to the air or from
the air to the product is defined by the critical relative humidity (CRH) of the product
The condensation mechanism is predictable and can be eliminate by choosing the
appropriate condition in the cooler (Temperature of cooling water and controling the
air parameters T° and RH) (Neville Jordisson: Not as easy as it looks Nitroigen +Syngas 2008)
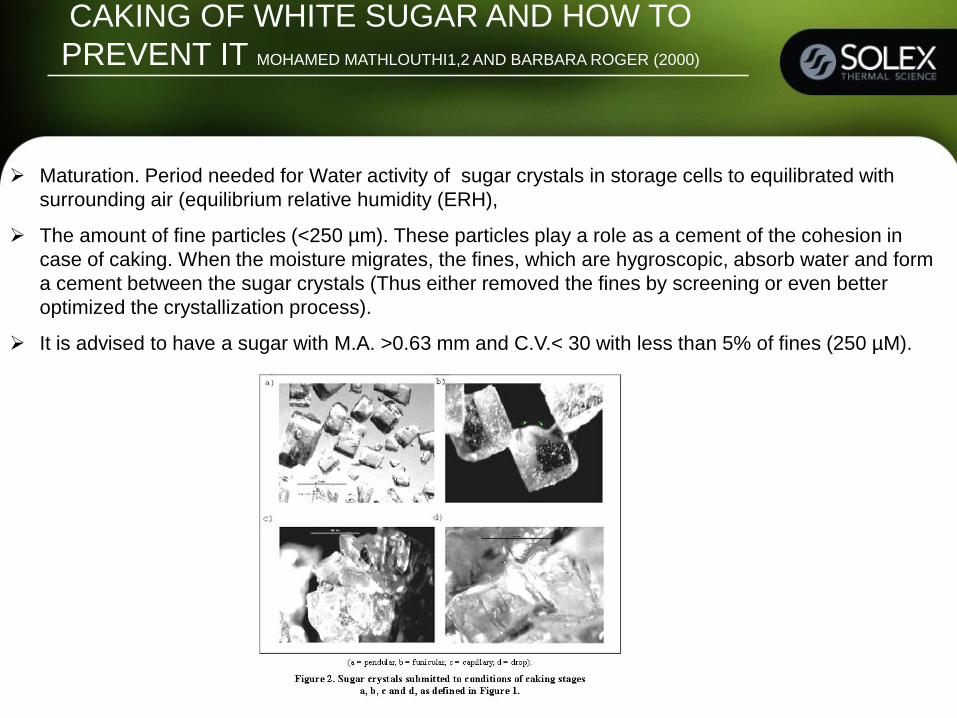
CAKING OF WHITE SUGAR AND HOW TO
PREVENT IT MOHAMED MATHLOUTHI1,2 AND BARBARA ROGER (2000)
➢ Maturation. Period needed for Water activity of sugar crystals in storage cells to equilibrated with
surrounding air (equilibrium relative humidity (ERH),
➢ The amount of fine particles (<250 µm). These particles play a role as a cement of the cohesion in
case of caking. When the moisture migrates, the fines, which are hygroscopic, absorb water and form
a cement between the sugar crystals (Thus either removed the fines by screening or even better
optimized the crystallization process).
➢ It is advised to have a sugar with M.A. >0.63 mm and C.V.< 30 with less than 5% of fines (250 µM).
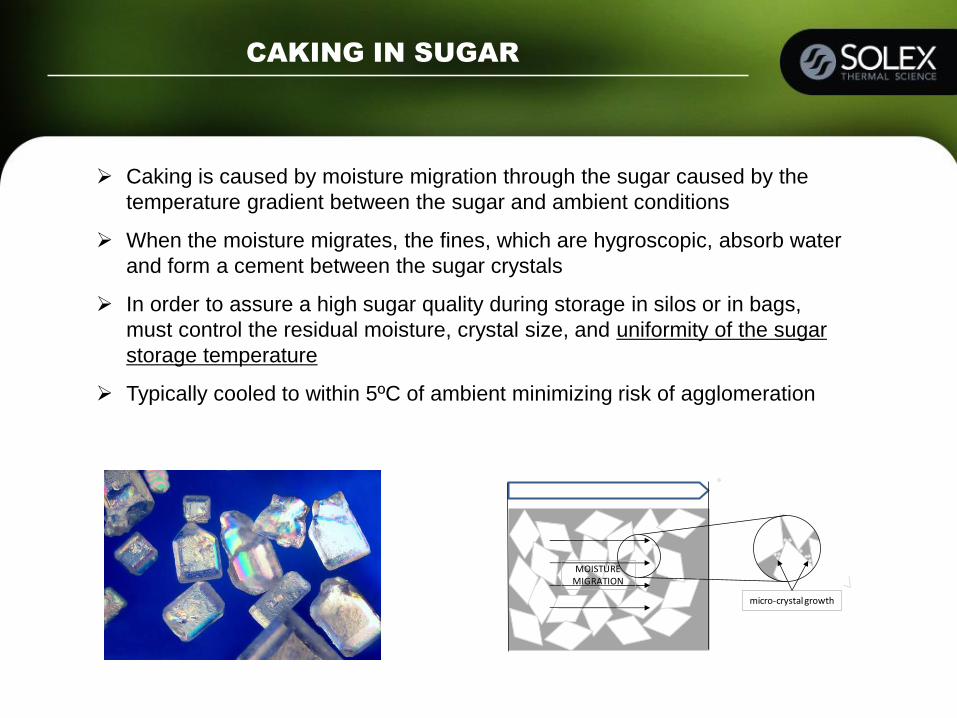
CAKING IN SUGAR
➢ Caking is caused by moisture migration through the sugar caused by the
temperature gradient between the sugar and ambient conditions
➢ When the moisture migrates, the fines, which are hygroscopic, absorb water
and form a cement between the sugar crystals
➢ In order to assure a high sugar quality during storage in silos or in bags,
must control the residual moisture, crystal size, and uniformity of the sugar
storage temperature
➢ Typically cooled to within 5ºC of ambient minimizing risk of agglomeration
MOISTUREMIGRATION
TEMPERATURE GRADIENT
micro-crystal growth
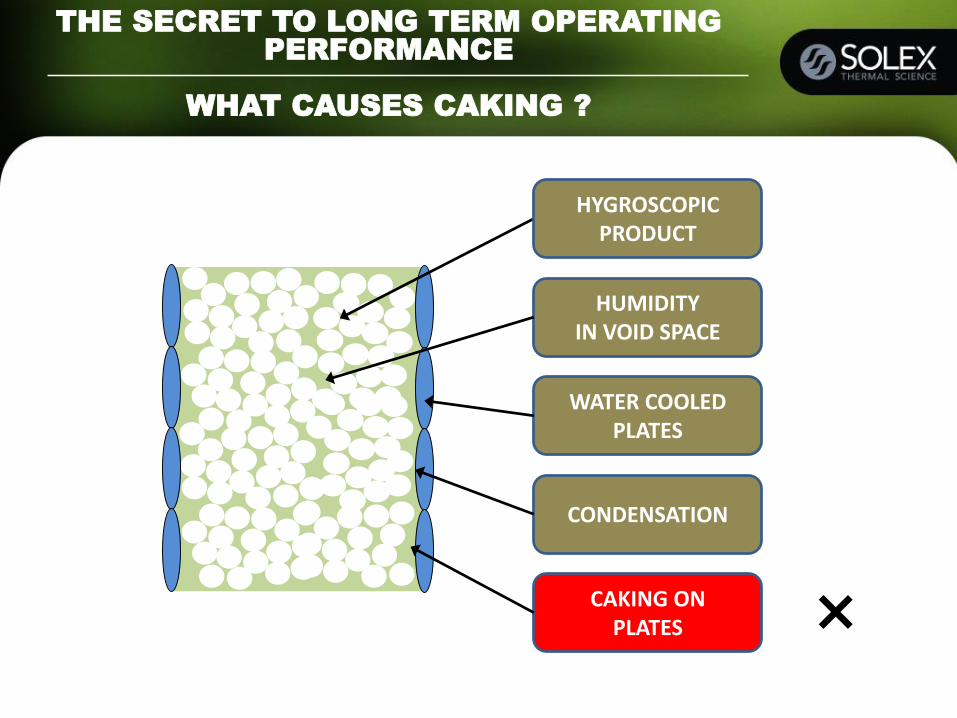
HYGROSCOPICPRODUCT
WATER COOLEDPLATES
HUMIDITYIN VOID SPACE
CONDENSATION
CAKING ON PLATES ×
THE SECRET TO LONG TERM OPERATING PERFORMANCE
WHAT CAUSES CAKING ?
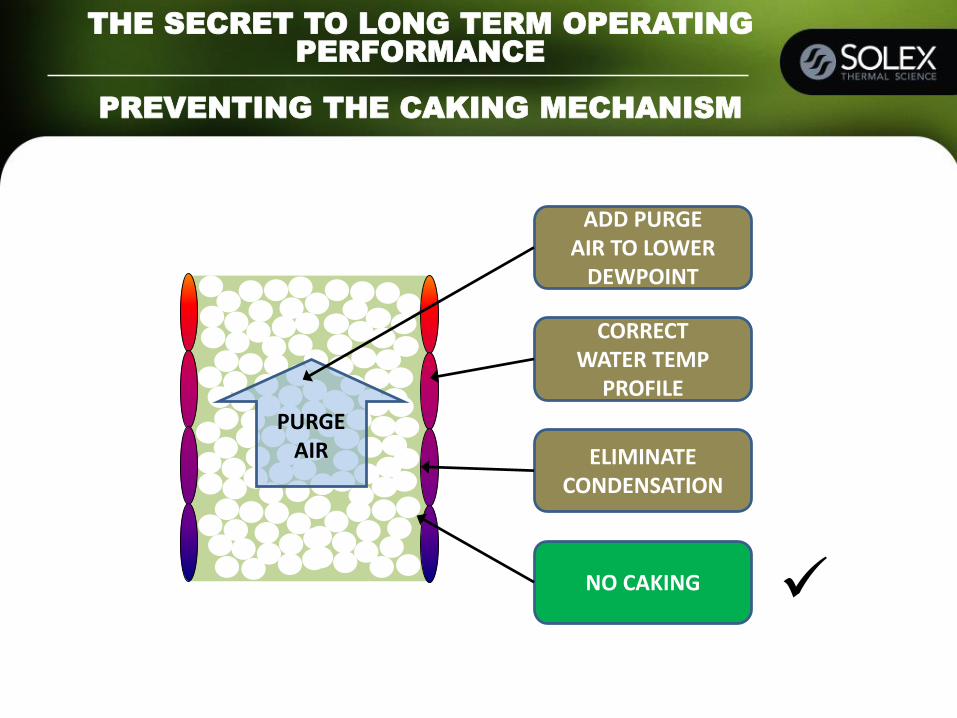
ADD PURGEAIR TO LOWER
DEWPOINT
CORRECTWATER TEMP
PROFILE
ELIMINATECONDENSATION
NO CAKING
PURGEAIR
✓
THE SECRET TO LONG TERM OPERATING PERFORMANCE
PREVENTING THE CAKING MECHANISM
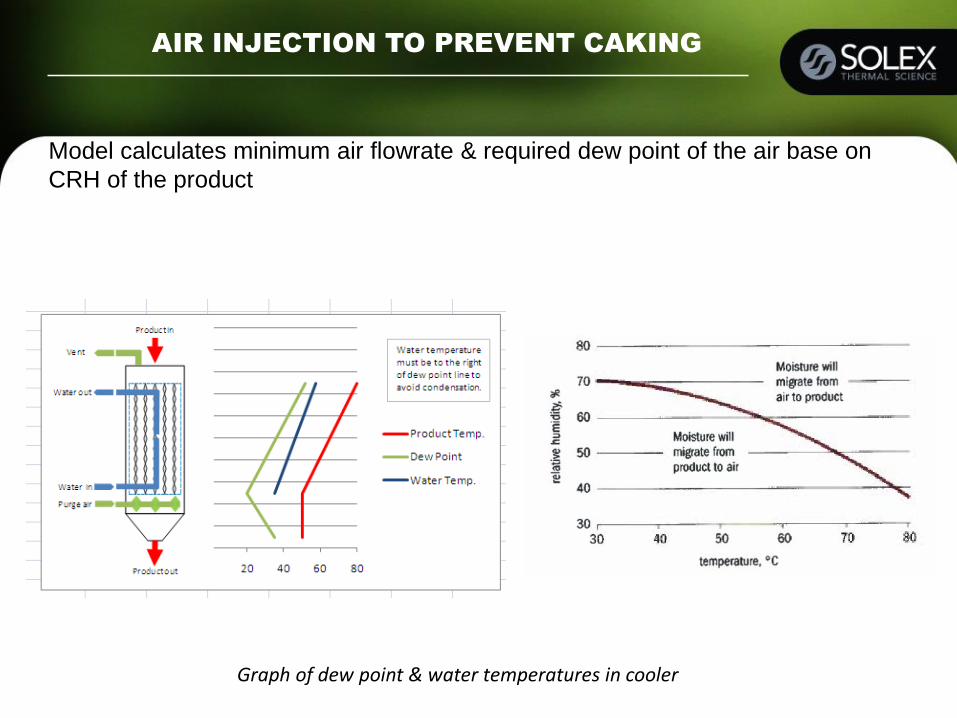
AIR INJECTION TO PREVENT CAKING
Model calculates minimum air flowrate & required dew point of the air base on
CRH of the product
Graph of dew point & water temperatures in cooler
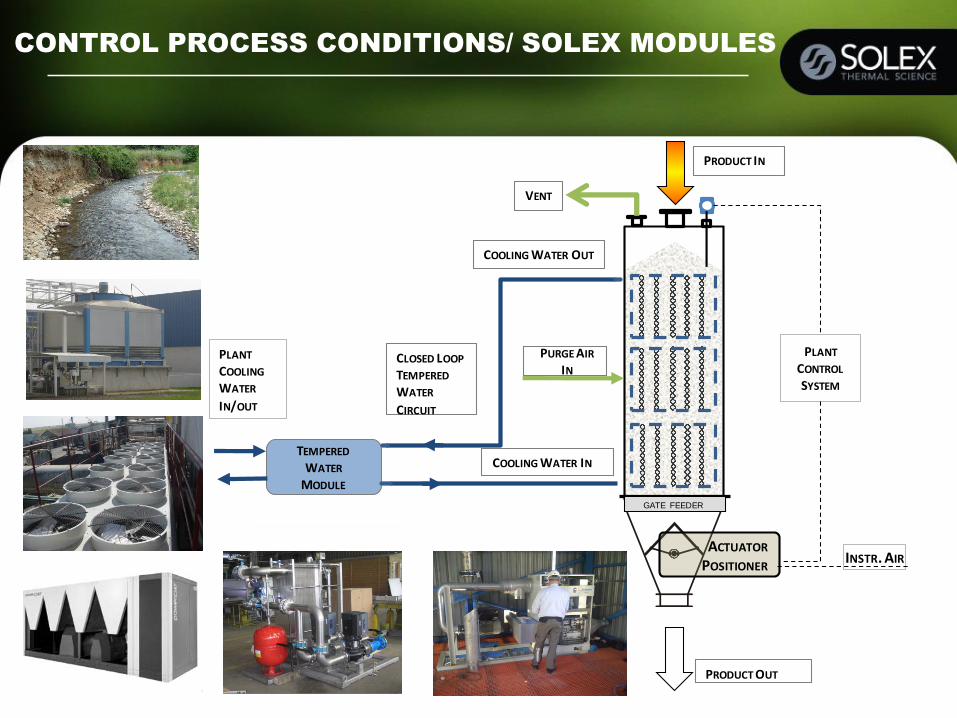
CONTROL PROCESS CONDITIONS/ SOLEX MODULES
PRODUCT IN
VENT
PRODUCT OUT
COOLING WATER IN
COOLING WATER OUT
PLANT
CONTROL
SYSTEM
GATE FEEDER
ACTUATOR
POSITIONERINSTR. AIR
PURGE AIR
INCLOSED LOOP
TEMPERED
WATER
CIRCUIT
TEMPERED
WATER
MODULE
PLANT
COOLING
WATER
IN/OUT
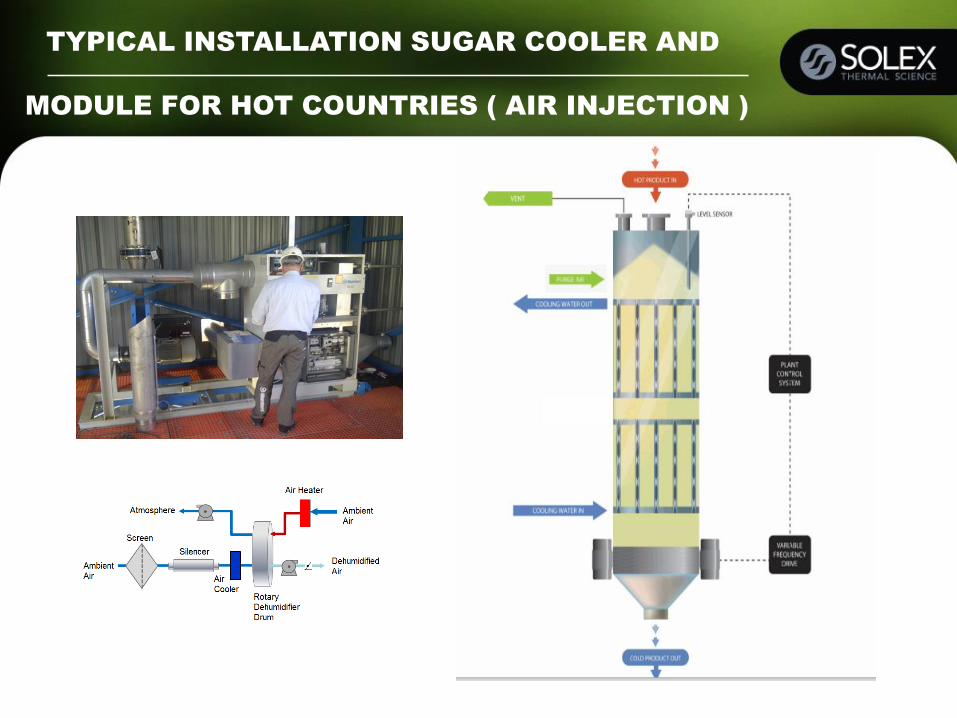
TYPICAL INSTALLATION SUGAR COOLER AND
MODULE FOR HOT COUNTRIES ( AIR INJECTION )
TEST WITH AMORPHOUS SUGAR BRAZIL
➢ Product: Amorphous: Spontaneous crystallization in the crystallization pan without
the addition of seeds . Irregular Crystals.
➢ Size: 0,38 mm
➢ Bulk Density: 750-775 Kg/m³
➢ Particle Size : 0, 38mm
➢ Moisture : 0,2%
Challenge : Cooling the sugar and avoid scaling on the plates of the cooler.
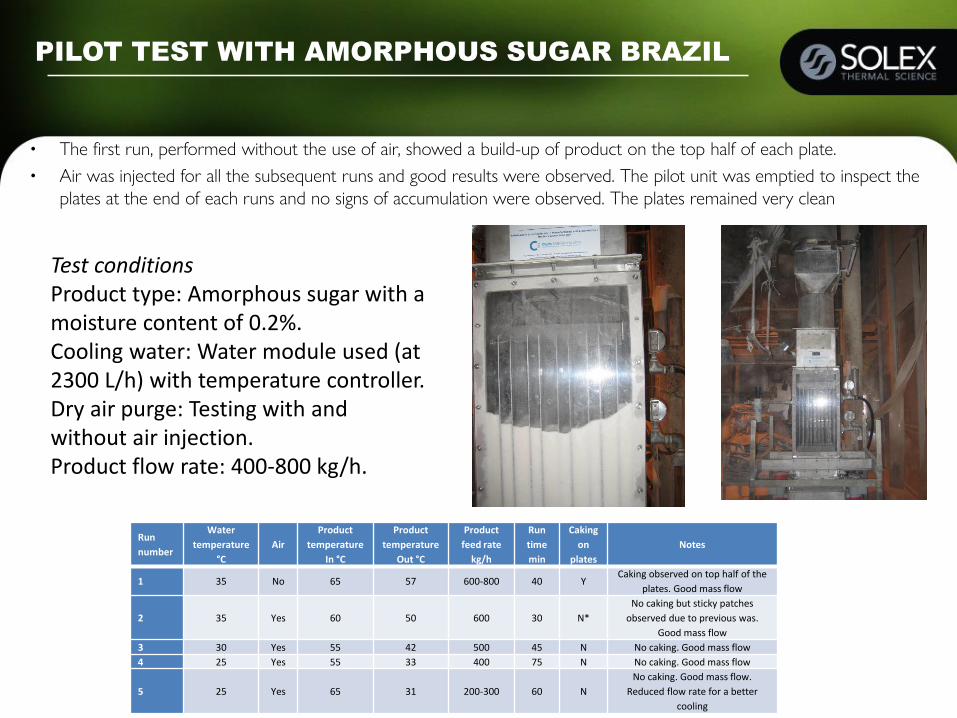
PILOT TEST WITH AMORPHOUS SUGAR BRAZIL
• The first run, performed without the use of air, showed a build-up of product on the top half of each plate.
• Air was injected for all the subsequent runs and good results were observed. The pilot unit was emptied to inspect the
plates at the end of each runs and no signs of accumulation were observed. The plates remained very clean
Run
number
Water
temperature
°C
Air
Product
temperature
In °C
Product
temperature
Out °C
Product
feed rate
kg/h
Run
time
min
Caking
on
plates
Notes
1 35 No 65 57 600-800 40 YCaking observed on top half of the
plates. Good mass flow
2 35 Yes 60 50 600 30 N*
No caking but sticky patches
observed due to previous was.
Good mass flow
3 30 Yes 55 42 500 45 N No caking. Good mass flow
4 25 Yes 55 33 400 75 N No caking. Good mass flow
5 25 Yes 65 31 200-300 60 N
No caking. Good mass flow.
Reduced flow rate for a better
cooling
Test conditionsProduct type: Amorphous sugar with a moisture content of 0.2%.Cooling water: Water module used (at 2300 L/h) with temperature controller.Dry air purge: Testing with and without air injection.Product flow rate: 400-800 kg/h.
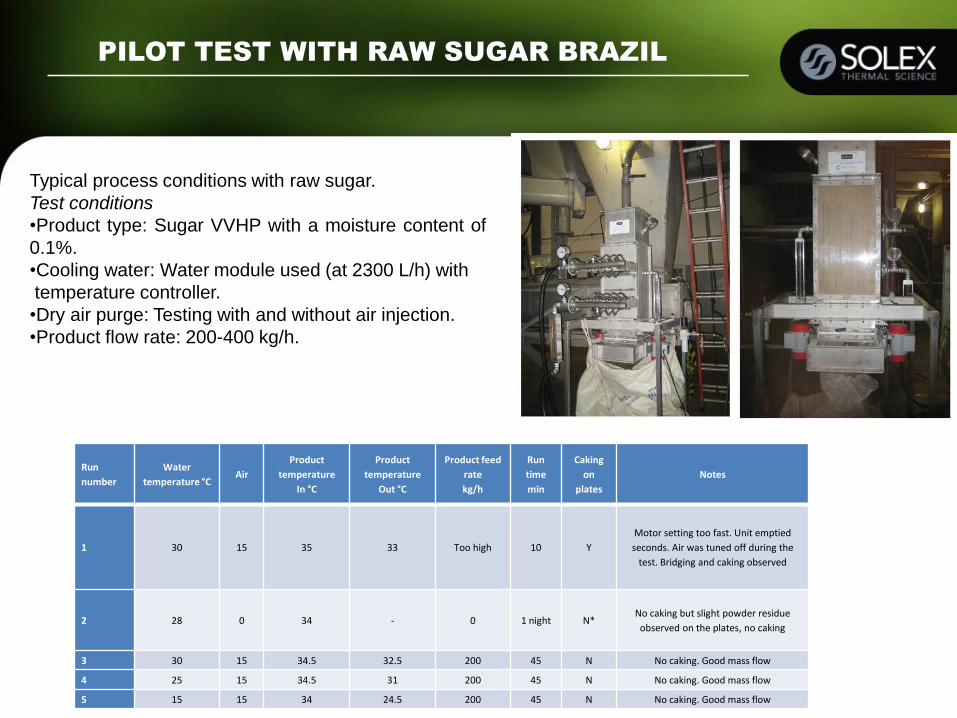
PILOT TEST WITH RAW SUGAR BRAZIL
.
Typical process conditions with raw sugar.
Test conditions
•Product type: Sugar VVHP with a moisture content of
0.1%.
•Cooling water: Water module used (at 2300 L/h) with
temperature controller.
•Dry air purge: Testing with and without air injection.
•Product flow rate: 200-400 kg/h.
Run
number
Water
temperature °CAir
Product
temperature
In °C
Product
temperature
Out °C
Product feed
rate
kg/h
Run
time
min
Caking
on
plates
Notes
1 30 15 35 33 Too high 10 Y
Motor setting too fast. Unit emptied
seconds. Air was tuned off during the
test. Bridging and caking observed
2 28 0 34 - 0 1 night N*No caking but slight powder residue
observed on the plates, no caking
3 30 15 34.5 32.5 200 45 N No caking. Good mass flow
4 25 15 34.5 31 200 45 N No caking. Good mass flow
5 15 15 34 24.5 200 45 N No caking. Good mass flow
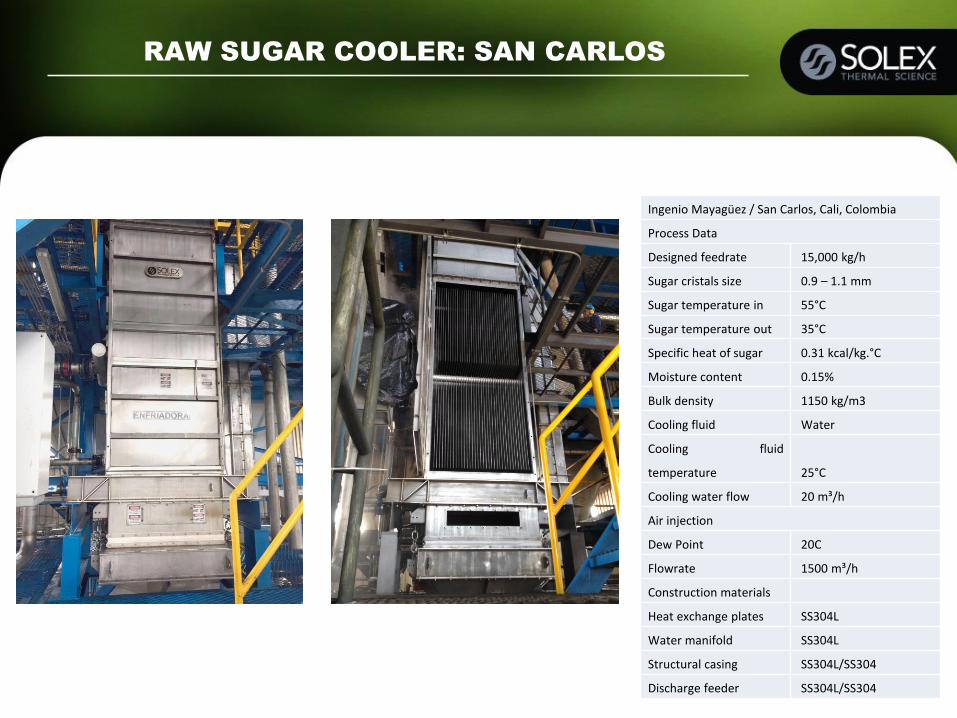
RAW SUGAR COOLER: SAN CARLOS
Ingenio Mayagüez / San Carlos, Cali, Colombia
Process Data
Designed feedrate 15,000 kg/h
Sugar cristals size 0.9 – 1.1 mm
Sugar temperature in 55°C
Sugar temperature out 35°C
Specific heat of sugar 0.31 kcal/kg.°C
Moisture content 0.15%
Bulk density 1150 kg/m3
Cooling fluid Water
Cooling fluid
temperature 25°C
Cooling water flow 20 m³/h
Air injection
Dew Point 20C
Flowrate 1500 m³/h
Construction materials
Heat exchange plates SS304L
Water manifold SS304L
Structural casing SS304L/SS304
Discharge feeder SS304L/SS304
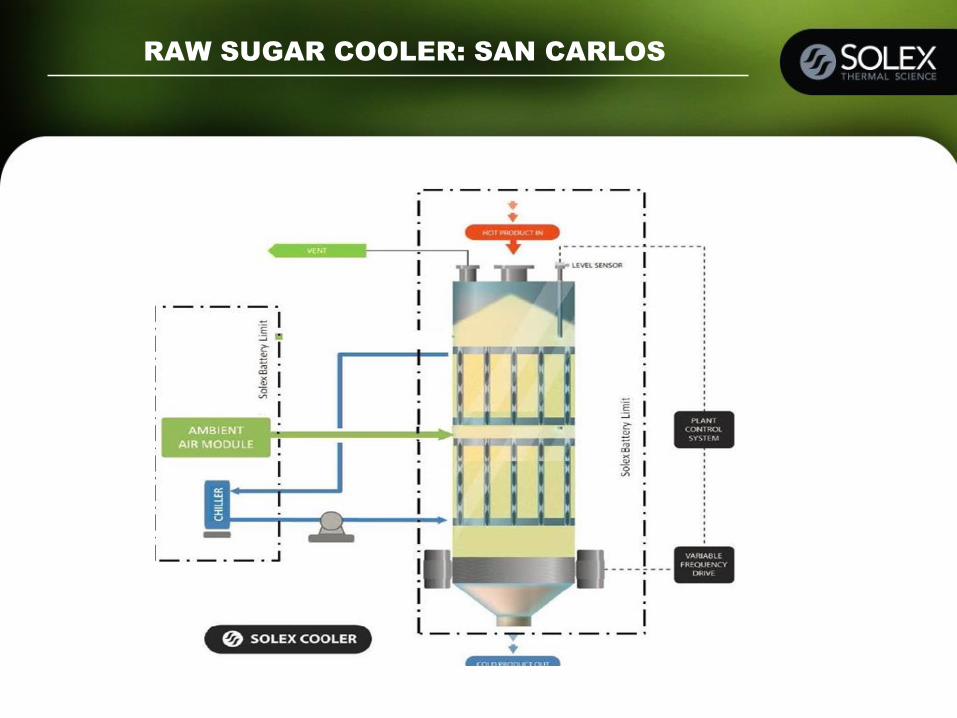
RAW SUGAR COOLER: SAN CARLOS
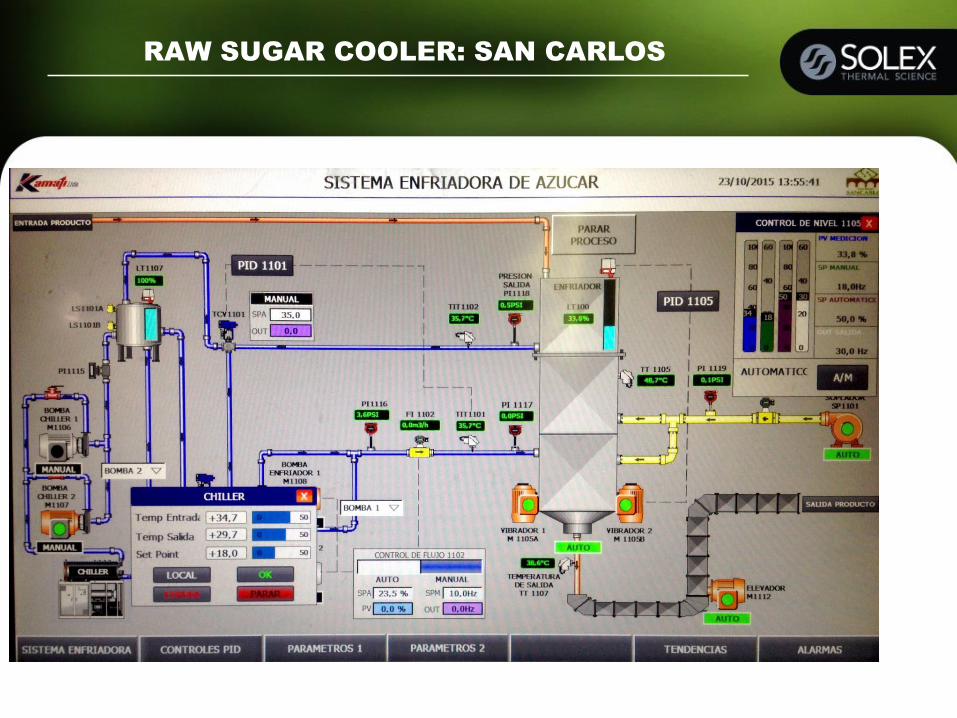
RAW SUGAR COOLER: SAN CARLOS
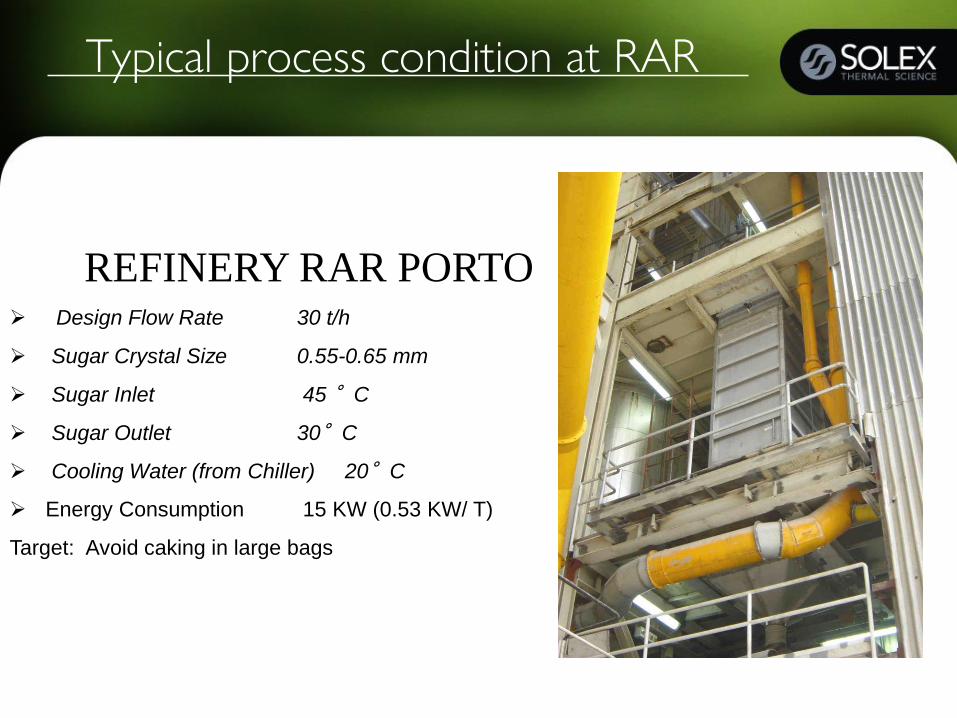
REFINERY RAR PORTO➢ Design Flow Rate 30 t/h
➢ Sugar Crystal Size 0.55-0.65 mm
➢ Sugar Inlet 45 °C
➢ Sugar Outlet 30°C
➢ Cooling Water (from Chiller) 20°C
➢ Energy Consumption 15 KW (0.53 KW/ T)
Target: Avoid caking in large bags
Typical process condition at RAR
RAW SUGAR COOLER: SAN CARLOS
Before After
BATCH CONDITIONING OF REFINED SUGAR IN A SILO WITH VERY LOW
RELATIVE HUMIDITY AIR JOSÉ MANUEL CHORÃO RAR PORUGAL
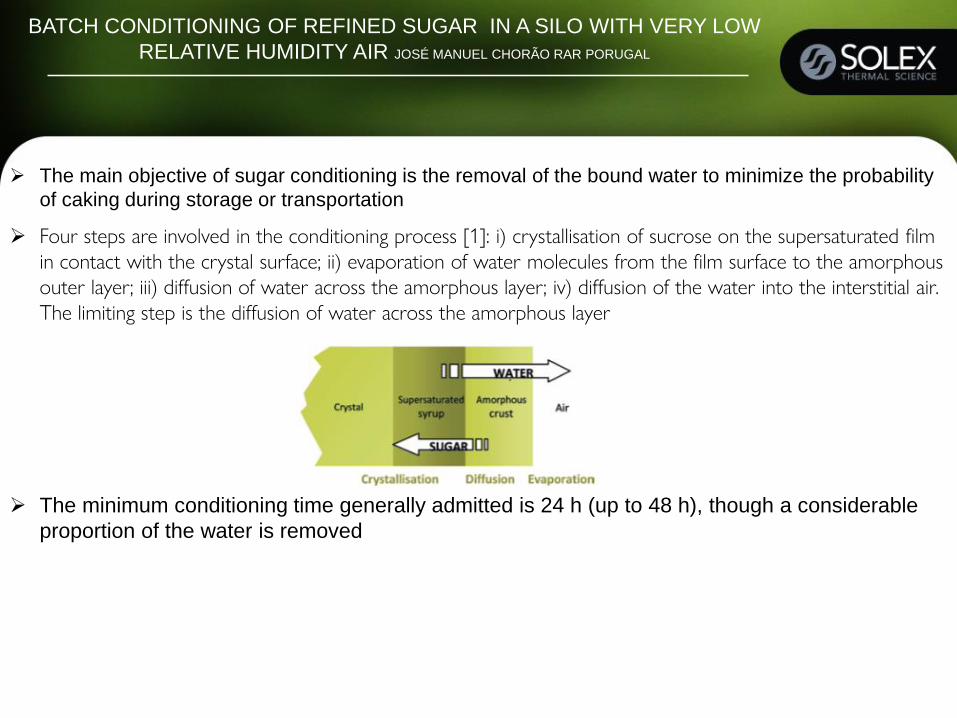
➢ The main objective of sugar conditioning is the removal of the bound water to minimize the probability
of caking during storage or transportation
➢ Four steps are involved in the conditioning process [1]: i) crystallisation of sucrose on the supersaturated film
in contact with the crystal surface; ii) evaporation of water molecules from the film surface to the amorphous
outer layer; iii) diffusion of water across the amorphous layer; iv) diffusion of the water into the interstitial air.
The limiting step is the diffusion of water across the amorphous layer
➢ The minimum conditioning time generally admitted is 24 h (up to 48 h), though a considerable
proportion of the water is removed
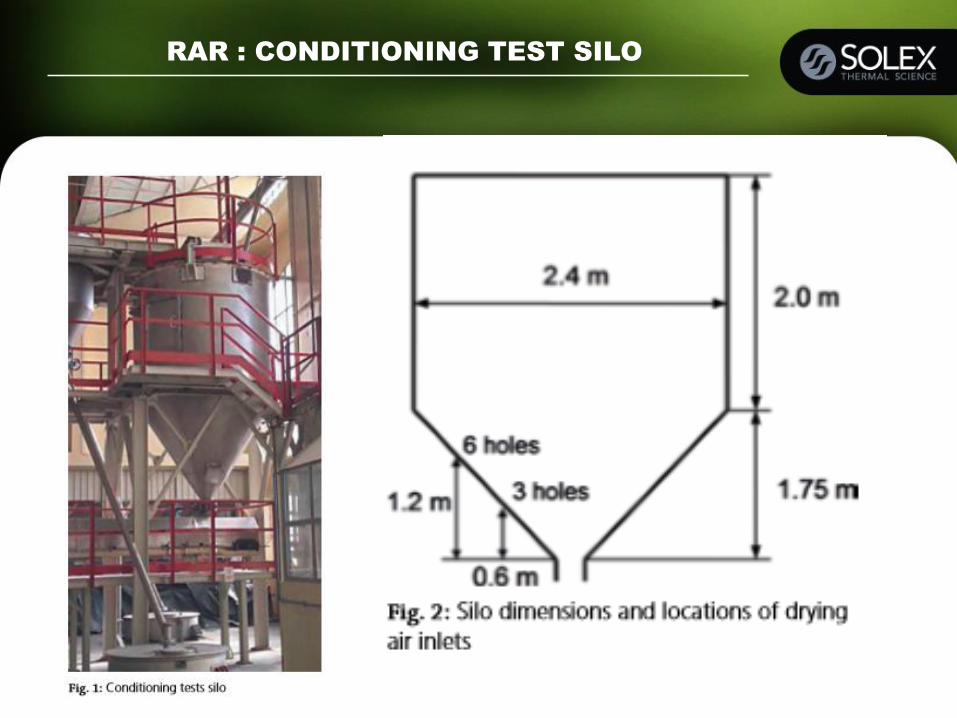
RAR : CONDITIONING TEST SILO
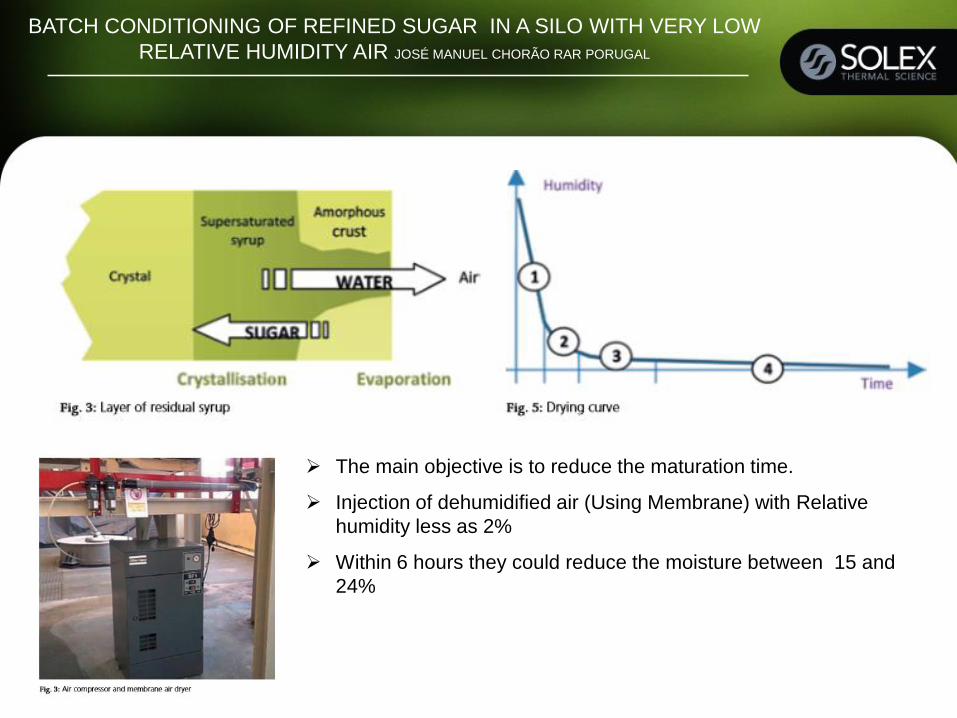
BATCH CONDITIONING OF REFINED SUGAR IN A SILO WITH VERY LOW
RELATIVE HUMIDITY AIR JOSÉ MANUEL CHORÃO RAR PORUGAL
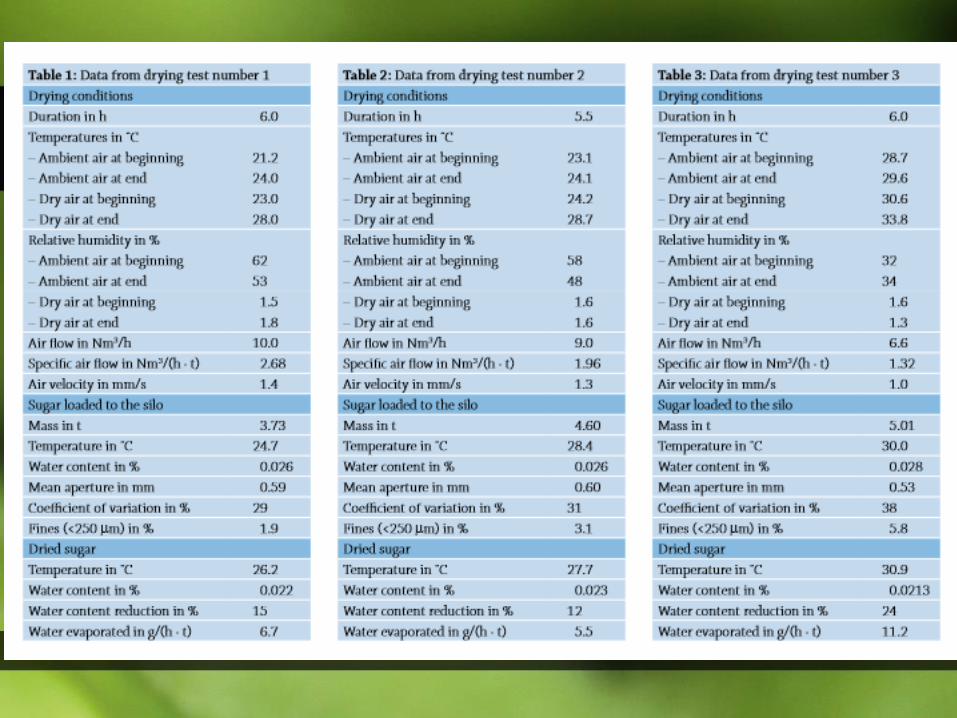
➢ The main objective is to reduce the maturation time.
➢ Injection of dehumidified air (Using Membrane) with Relative
humidity less as 2%
➢ Within 6 hours they could reduce the moisture between 15 and
24%
CONCLUSION
➢ In order to guarantee a good sugar quality to the consumer several
parameters must be take into account:
➢ Good control on the moisture of final product
➢ Size distribution and percentage of fines.
➢ Purity of Sugar
➢ Efficient control on the temperature of the sugar before storage
➢ Optimal storage conditions ( Control atmosphere (T) and RH (between 40
and 60% RH)
➢ Correct bagging
➢ SOLEX Can help to guarantee one part of the Puzzle: Uniform temperature
of the sugar before the storage.
THANK YOU FOR YOUR ATTENTION