Embed Size (px)
Citation preview

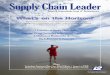
Fall 2014 IDEX Summary by Brian Hanson
Fig. 1 – NARA supply chain converting biomass into biojet fuel.
NARA Supply ChainProcurement of NARA’s first goal, creating a sustainable jet
grade biofuel from biomass, is illustrated as a supply chain of increasing value, initiating at biomass waste and concluding at aviation fuel. The grey “swoosh” symbolizes our proposed best path, listing the simplest design that includes all of the necessary processes needed to efficiently create biojet fuel out of biomass. Along this chain woody residuals pass through a series of processes which reduce the biomass, primarily forest residuals, into a high-energy density biojet fuel. The first step in the process is the gathering of the forest residuals and using mechanical comminution to breakdown the woody biomass material into a higher bulk density, higher surface area product. This pulverized wood product is the feedstock for the next process of pretreatment. During pretreatment of the wood chips, the biomass breaks down the form of larger wood particles into
a substrate and spent sulfite liquor using a calcium bisulfite, steam, and mechanical size reduction system. After washing, the substrate enters an enzymatic hydrolysis. This hydrolysis takes the cellulose and breaks it down into glucose which is then processed using fermentation. Our proposed fermentation process produces Isobutanol which is lastly refined into a sustainable and carbon-neutral biojet fuel.
Each step in the NARA supply chain creates products necessary for creating biojet fuel, in addition many of the processes create other products as byproducts in the transformation of woody biomass to biojet fuel. Utilizing every co-product created along the supply chain generates diverse opportunities as a large percentage of the biomass is converted into functional forms including lignosulfates which are used as a non-toxic dust suppression, plasticizers, artificial flavorings, and many other processes.
Conversion efficiency of the current supply chain reports 45 gallons of iso-paraffinic kerosene (IPK) being produced from every bone-dry ton (BDT) of woody biomass. Assessing the local market fuel consumption and using this conversion value (45 gal/BDT) determines the necessary supply of forest residuals needed to sustain the current demand of aviation fuel. Spokane, Washington’s international airport (GEG) consumes around 14 million gallons of jet fuel annually based on their average traffic. Using a 50/50 blend of IPK and petroleum based fuel, GEG would require around 156,000 BDT annually. Our Pacific Northwest region’s demand, including Seattle and Portland, should be sustaining using around 770,000 BDT of biomass annually.
Land Requirement CalculationA prediction of acreage needed to supply a single flight from
Seattle, Washington to Los Angeles, California, which is roughly 1000 nmi, using a 737-900ER consuming around 2060 gallons of fuel on that trip would require around 3 acres of land averaging 8 BDT/acre using NARA’s conversion of 45 gal/BDT and a 50/50 mix of IPK/petrol to sustain that trip annually.
1 | P a g e

Fig. 2 – Highlighting the processes in the supply chain into solid and liquid depots.
Grouping OperationsThe current supply chain can be grouped into separate
manufacturing processes that we classify as a solid depot, a liquid depot, and a conversion facility or assembled all together as an integrated bio-refinery. Each of these facilities operations and locations are dependent on a large quantity of factors ranging from biomass availability to current operations already in place involving the processing of woody biomass, such as saw mills and paper mills. Solid depots would be the first facility after the harvesting and transportation of the woody biomass. These sites would include large mechanical chippers that would break the biomass into smaller wood chips. Liquid depots contain the second step of the NARA process in the reduction of woody biomass. These sites group pretreatment, hydrolysis, and processing simple sugar feedstock. Liquid depots prepare the wood chips for fermentation and refining. The final operation of the supply chain is the fermentation and refining of fuel.
Fig. 3 – Individual asset factors layered to create a visual representation of the hot spots.
2 | P a g e

Hot Spot LayeringThe 2014 Fall IDEX team at the Washington State University, consisting of several engineering students from Washington State University and the University of Idaho, used a series of methods to best create a viable biofuel network utilizing programs such as Excel, Adobe, and ArcGIS. Using specific site and county wide data for the four-state region of Idaho, Montana, Oregon and Washington, the IDEX team used a method of shaders and clipping to separate the ArcGIS data into a consistently colored layer for each site selection asset factor. Adobe InDesign was used to place an opacity filter on each layer. The opacity of each layer was calculated comparatively using the most recent techno-economic analysis (TEA) data. These filtered layers were then compiled on top of each other to create darker regions. This method created a visual representation of the asset factors and the locations that best suited our supply chain processes.
Fig. 4 – Solid Depot asset factor visual compilation including possible sites circled in hot spots.
Choosing SitesSolid depots consist mostly of the comminution of the woody
biomass and their methods of transporting it to the subsequent process in the supply chain. The resource requirements needed to efficiently transport and physically break down the low bulk density material into a high surface area and higher energy density material was a large factor in choosing the best sites for a solid depot. These sites required few other considerations as their simplistic structure could be considered as having a mobile chipper at a logging landing, although a current operating chipping mill would have the highest score in determining the best site.
Fig. 5 – An Australian wood chipping mill.
3 | P a g e

Liquid depots are locations where the pre-converted woody biomass would be processed with a chemical pretreatment and converted into a high energy density sugar compound that will be ready for the final fermentation and refining processes used in creating biojet fuel. Liquid depots require more infrastructure compared to solid depots as they use boilers and bisulfite processing to reduce the biomass further down. Pre-existing thermo-mechanical pulp mills create the best infrastructure needed for liquid depots.
4 | P a g e

Fig. 6 – A thermo-mechanical pulp mill.
Conversion facilities will handle the final operations of fermenting and refining. The final product from these facilities will be an aviation grade biojet fuel. Locating these facilities between the market and closer to the biomass resources creates the most efficient supply chain. A conversion facility manufactures a final product that has a very high energy density, creating an optimal shipping product. Ethanol refineries create perfect locations for the final processes of the NARA supply chain.
Fig. 7 – An ethanol refinery.
5 | P a g e

6 | P a g e

Asset Factor JustificationsBiomassThe most heavily weighted of the factors, biomass availability takes into account forest residual density as well as the accessibility of said residuals. The importance of this feedstock cannot be understated. NARA’s primary goals all rely upon the successful and economic transformation of this initial input. In regard to the Techno-Economic-Analysis, current estimates show that biomass acquisition accounts for roughly 76% of the capital costs and 71% of the operational costs for a solid depot.
Labor CostsLabor costs consists of a county’s average salary per capita. This dictates the ability of a future company to create a desirable career in a selected county. Lower average salary for a county could allow a future company to create relatively higher paying jobs while keeping their operational costs lower. Higher average salary could possibly create a lower demand for these careers or increase the operational costs to keep high retention rates. Analysis of the TEA show that roughly 15% of the operational costs of a depot, solid or liquid, is labor.
Electricity RateCheaper electric costs will provide an increased incentive for depot locations since this will directly impact the cost of producing the fuel. Utility costs, however, compose a small portion of the TEA - no more than 5% - which limits the overall impact of this factor.
Business and Operating TaxBusiness and Operating taxes were factored on statewide for industrial operations. Washington had the lowest tax giving that state the best incentive to create new industrial sites. The other three
states were then compared linearly between each other but rated up from -5 as they were significantly higher than Washington’s B&O tax.
Natural GasNatural gas pricing can affect the operational costs of a depot. Piping infrastructure and direct availability will be critical for without any infrastructure to provide natural gas, the site immediately becomes less attractive of an option. This asset analysis is influential to facilities that will use natural gas as it is necessary to power their daily operations. The strength of natural gas is also tied to its lower emissions ratings.
TransportationFacility location will be dependent upon close proximity to feedstocks to minimize transportation costs. Port access is a viable option to ship liquid slurry, which has greater value and bulk density, therefore increasing the viability of shipping large quantities by barge. Having rail access to a site will decrease the transportation costs and increase the quantity shipped.
Distance to Pre-ConversionDistance to Pre-Conversion is a factor only considered for conversion facilities, as these facilities would process the products of the pre-conversion facilities; solids and liquid depots. Low bulk density, low energy density, and limited methods of shipping mechanically separated biomass significantly increase the operational costs due to transportation costs. The shortest distance to the previous step in the supply chain benefits the location of a future conversion facility greatly.
7 | P a g e

Distance to MarketStorage and facility size is rated as such because efficiency is the extremely important to the Wood to Wing supply chain and the depots cannot be idle at any point of time for this process to be cost effective. Many of the processes within the preconversion and pretreatment rely on continuous processing to best harness and reuse steam and heat. By having large reserves of inputs in storage it can be sure that the feedstock will continuously be fed into process, and by having large storage for outputs it would lessen the need to stop production to wait for the removal of product for transport.
CVICreative Vitality Index is a tool that measures annual changes in the economic health of highly-creative industries using information about organizational revenue, jobs, and other measures from creative businesses and nonprofits.
Social IndexSocial Index is determined by the attractions of a community that would interest new people moving to that community. These range from social clubs to physical attractions such as movie theaters and golf courses. A higher scoring social index would likely attract more people to move to a new employment option in that area.
PovertyPoverty is based on the county’s poverty rate, determined by the amount of people living below the country’s minimum level of income. We factored higher poverty as a high score in our asset factor scoring as NARA’s third goal is rural economic development.
AcreageAcreage is a site specific factor that takes in account the site’s acreage owned. A site that has more acreage could mean less initial capital cost when implementing some of the new processes used in creating biojet fuel.
PermittingPermitting is a site specific factor that looks at pre-purchased permits needed for our operations. Many sites will need air, water, and waste permits when using some of the final conversion processes. Sites that had all three were favored higher.
Wastewater PlantWastewater treatment plants (WWTP) are important in most of the proposed facilities as environmentally practices are not only important but required federally. Facilities that had WWTP were favored higher than those without.
BoilerBoilers are important large capital investments needed for many of the operations used in biofuel production. Sites that had preexisting large boilers were favored higher than sites that had smaller boilers and negative values were given to sites without boilers.
Other InfrastructureSites that already use a process that is necessary for our conversion of woody biomass to biojet fuel were favored the highest. Each of these sites would already include the large capital investments that would
8 | P a g e

be needed and each site had higher factor scoring for specific operations.
9 | P a g e

Scoring Factors
10 | P a g e

Factor Weighting
-5/+5 Scoring Justification
-5/+5 ranking method was used to create a scoring system for individual sites. Scores of -5 being the worst site and +5 being the best site allowed us to compare individual sites in the four-state region. Using information from our TEA and information gathered from public documents, we were able to create the values that determined what scored a +5 and everything in between to -5. Some spreads of scoring were linearly distributed from the highest recorded value to the lowest recorded value, others were created with a score of zero being the breakeven point. Most of the individual sites values for each asset were collected from previous ArcGIS data that was recorded from past years of the NARA research, and the others were collected from government sites. Some data has changed between the first recordings and will need to be updated. Our method can easily be updated and will automatically change with new information or changed values.
Factor Weighting Justification
Each facility type asset factor weighting was determined by the individual importance of the asset factor to the specified facility type. These were then normalized to create a cumulative score of 20. Using our -5/+5 ranking method and the normalized asset factor scoring, a perfect site would score 100, a neutral site would score 0, and a site scoring less than 0 might not be the best location to place that type of facility.
11 | P a g e

Top Sites from Methodology
SolidsRank Site Name Score
1 RSG Forest Products - Olympic Forest Products Mill 56.02 Georgia Pacific Corporation – Wauna Mill 45.83 Anderson Shake & Shingle Mill Inc. 42.24 Stimson Lumber Company (Clatskanie Sawmill) 37.05 Hampton Lumber Mills Warrenton 16.66 Weyerhaeuser Longview Mill 16.37 KapStone Kraft Paper Corporation 13.18 Warrenton Fiber-Nygaard Logging 12.29 Cascades Tissue Group - Oregon 11.9
10 Georgia-Pacific Corporation - Camas 11.2
LiquidsRank Site Name Score
1 Georgia Pacific Corporation – Wauna Mill 44.62 RSG Forest Products - Olympic Forest Products Mill 31.73 Georgia-Pacific Corporation - Camas 26.94 Cosmo Specialty Fibers, Inc. (CSF) 24.65 North Pacific Paper Corporation (NORPAC) 23.16 KapStone Kraft Paper Corporation 20.47 Georgia Pacific 8.88 Anderson Shake & Shingle Mill Inc. 8.89 Stimson Lumber Company (Clatskanie Sawmill) 4.4
10 Weyerhaeuser Longview Mill 0.2
Conversion
Rank Site name Score1 Georgia-Pacific Corporation - Camas 30.32 Georgia Pacific Corporation – Wauna Mill 25.53 North Pacific Paper Corporation (NORPAC) 19.84 KapStone Kraft Paper Corporation 13.55 Magic Valley Biorefinery 9.16 Cosmo Specialty Fibers, Inc. (CSF) 8.27 RSG Forest Products - Olympic Forest Products Mill 6.78 BP West Coast Products LLC, Ferndale- Cherry Point Refinery 5.89 Georgia Pacific -4.6
10 U.S. Oil & Refining Co. Corporate Offices and Refinery -6.3
Integrated Biorefinery (IBR)Rank Site name Score
1 Georgia-Pacific Corporation - Camas 41.22 North Pacific Paper Corporation (NORPAC) 33.03 Cosmo Specialty Fibers, Inc. (CSF) 26.24 Georgia Pacific Corporation – Wauna Mill 24.85 KapStone Kraft Paper Corporation 11.76 RSG Forest Products - Olympic Forest Products Mill 3.27 Georgia Pacific -1.88 Weyerhaeuser Longview Mill -14.09 Stimson Lumber Company (Clatskanie Sawmill) -14.3
10 Anderson Shake & Shingle Mill Inc. -14.6
12 | P a g e