-
Naphtha cracking for light olefins production
Annual worldwide growth in the demand for propylene is expected
to exceed 5% over the next several years. Steam crack-ers currently
produce approximately 60% of the worlds propylene as a by-product
of ethylene production. The amount of propylene available to be
produced, however, is limited to a typical weight ratio of
approximately 0.4 to 0.6 parts of propylene per part of ethylene,
and only when cracking heavier feeds such as naphtha and gas oil.
The balance of propylene is primarily supplied from refinery
sources, mostly as a by-product from FCC units producing fuels
(gasoline and diesel).
Since the ethylene market is expected to grow at a slower pace
than that of propylene, and since many of the new steam crackers
being built utilise ethane as a feed-stock (mostly in the Middle
East), which does not produce any propylene, propylene supply from
ethylene expansion is not expected to meet demand. Similarly, FCC
operations are driven by fuel demands, and new FCC units will not
fill the demand either, although some refiners will gravitate
toward higher severity operations to increase production and fill a
portion of the need. Therefore, new sources of propylene will be
needed to meet expected future demand.
Catalytic processes for propyleneCurrently, steam cracking and
refinery operations account for approximately 94% of the propyl-ene
produced today. Refinery FCC units can boost propylene produc-tion
through the use of catalyst
As an alternative to steam cracking, an FCC-type process
provides on-purpose production of propylene
MiChAel J TAllMAn and CurTis eng KBR sun Choi and Deuk soo PArk
SK Energy
additives and by higher severity operations.
KBR has a suite of technologies that target propylene as a
primary product; the technology of choice is dependent on the type
of feed avail-able. These include Superflex technology, a
commercialised proc-
ess originally developed by LyondellBasell for increasing
propyl-ene production from olefinic by-product streams from steam
crackers or refinery processes; Maxofin, a high-severity FCC
proc-ess for increased propylene production from traditional
refinery sources such as gas oils and resides; and the Advanced
Catalytic Olefins (ACO) process for enabling increased propylene
production from straight-
run paraffinic feeds. This article will focus primarily on the
ACO process.
Features of kBr FCCKBRs catalytic olefins processes, such as
ACO, utilise hardware simi-lar to the companys refinery FCC units.
These units catalytically crack heavy feeds such as gas oil and
resid in a riser to lower molecular weight products, such as
gasoline, diesel and kerosene.
The reactor (converter) comprises four sections: Riser/reactor,
where the cracking reactions take place in the presence of catalyst
Disengager, where catalyst is separated from product gas through
the use of cyclones Stripper, where cracked gas contained in
catalyst pores is removed via stripping with steam or nitrogen and
routed with the other product gas Regenerator, where coke formed on
the catalyst during the cracking process is removed by combustion
with oxygen, supplying heat of reaction for the cracking
process.
Although mechanical modifica-tions to KBRs FCC system are made
to accommodate the particu-lar operating conditions for ACO, the
functionality is not changed.
www.eptq.com PTQ Q3 2010 87
Process Feed CommentsSuperflex C
4-C
8olefinicfeeds Commercialised
2ndand3rdunitslicensedAdvancedCatalyticOlefins(ACO)
Paraffinicnaphtha,lightdistillates CatalystfromSK
Demounitin2010Maxofin Gasoilorresid High-severityFCC
Assessment approach and date of sample
Table 1
Currently, steam cracking and refinery operations account for
approximately 94% of the propylene produced today
-
Note that no feed pretreatment is required because of the nature
of the feed utilised and the catalyst system employed. Accessory
systems for the reactor are standard FCC systems and include
catalyst storage, air supply, flue gas handling and heat
recovery.
88 PTQ Q3 2010 www.eptq.com
The feed is introduced at the bottom of the riser and mixed with
hot, regenerated catalyst. The feed is vapourised and the reactions
take place as the feed gas and catalyst flow upward in the riser.
At the end of the riser, the product gas and catalyst are separated
in cyclones, housed in the disengager. The catalyst is then routed
to the stripper, where product gases still entrained in the
catalyst pores are stripped with steam or nitrogen and routed with
the reactor efflu-ent. Stripped catalyst is then routed
to the regenerator, where air is introduced and coke that has
formed on the catalyst during the cracking operation is burned,
regen-erating the catalyst for reuse in the riser and supplying the
heat of vapourisation and heat of reaction in the riser. Accessory
systems for the FCC unit include air supply, flue gas handling, and
heat recov-ery and catalyst storage. Reactor overheads are
typically routed to the primary fractionator and subse-quent
product separation and recovery.
KBRs FCC units use a stacked configuration known as Orthoflow.
In this configuration, the disengager is stacked above the
regenerator rather than side-by-side as with other designers units.
The advan-tages of the Orthoflow configuration are several: first
of all, the plot space required is much smaller for this
configuration compared to the side-by-side unit. Foundation and
structural costs are also reduced. The Orthoflow configuration
enables the unit to be fabricated and dressed off-site and set into
place with one lift, saving on construction costs and requiring
less welding in the field. The strip-per is submerged within the
regenerator, which reduces the vertical height of the unit and thus
the cost. A schematic of a typical FCC unit is shown in Figure
1.
There are several other features of KBRs FCC reactor system that
can also be used in the ACO process, including the dual riser,
closed cyclones and third-stage separator:Dual risers The use of
dual risers
Figure 1 FCCunit
Figure 1a
TheKBROrthoflowconverter,astacked,inlinereactorandregenerator,withtworisers
Figure 1bKBRsproprietaryclosedcycloneenhancesyields
Figure
1cThethird-stageseparatorreducescatalystfinesemissions
Ethane Propane Butane Naphtha Gas oil Others
Capacity
CMAISource:
Figure 2 Worldethyleneproductionbyfeedstock
-
was quite common during the early stages of FCC development. The
primary reason for dual risers at that time was one of scale-up;
that is, to design commercial risers that had similar flow
characteristics as tested in the pilot plant. For several process
reasons, dual risers can be used in ACO and Maxofin
applicationsClosed cyclones Closed cyclones minimise the residence
time of hydrocarbon vapour and catalyst in the disengager, thereby
eliminating post-riser thermal and catalytic cracking. Less
valuable products are destroyed, leading to more valuable
productsThird-stage separator In regions where there is a stringent
require-ment to control particulate emissions, the third-stage
separator has proven to be effective.
ACo processWhy straight-run paraffinic feeds?Naphtha is the
predominant feed for steam crackers, as more than half of the
ethylene currently produced worldwide is derived from cracking
naphtha feed (see Figure 2).
However, propylene production by steam cracking these feeds is
limited to 0.40.6 parts by weight per part of ethylene. ACO
produces greater quantities of propylene and total light olefins,
and nearly the same quantity of ethylene, and uses the most common
feedstock availa-ble: straight-run naphtha (see Figure 3). Thus,
ACO should be of interest to producers who already use naphtha
feeds to produce ethylene.
The predominance of naphtha feed is particularly the case in
Europe and Asia. In Western Europe, approximately 72% of the
ethylene produced is derived from naphtha feedstock, while in
Central Europe and China the figure is approximately 80% from
cracking naphtha feed.
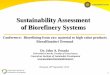
ACo performanceFigure 3 shows a comparison of the yields
obtained from steam crack-ing and from ACO.
The ACO process makes about 1525% more ethylene plus propyl-
ene on a relative basis, depending on the operating conditions.
In the example shown in Figure 3, the total ethylene plus propylene
prod-uct yield is about 17% higher than from the steam cracker.
Further, the ACO process has a higher concen-tration of BTX in the
gasoline fraction, resulting in about 2025% higher absolute
aromatics yield from the ACO process.
One means of comparing the process to a steam cracker is to
compare the cost of production (COP) of ethylene. In this type of
analysis, the feed and operating costs are offset by the by-product
revenue. Other costs include indi-rect and overhead costs, and
depreciation (10%) and profit (10%) are added to arrive at an
overall COP. Based upon a constant feed to either a steam cracker
or an ACO unit, the ACO process is favoured by a lower COP of about
$90/t of ethylene.
reactorThe ACO process combines the Orthoflow fluidised
catalytic crack-ing reactor system with a proprietary catalyst
developed by SK Energy in Korea, which selec-tively converts
naphtha feed to large quantities of propylene and ethylene. The ACO
reactor system includes the Orthoflow configura-tion, the dual
riser, closed cyclones,
www.eptq.com PTQ Q3 2010 89
third-stage separator, patented cata-lyst well for continuous
fuel firing, and patented catalyst removal system (see Figure
4).
One significant advantage of the ACO converter is economy of
scale regarding olefins capacity. The maximum commercially
demon-strated capacity in a single-cell liquid-feed pyrolysis
furnace is approximately 200 000 t/y of ethyl-ene, or approximately
300 000 t/y of total olefins. By contrast, the
25
50
75
100
0
Ethylene Propylene
Steamcracker
ACO
Gasoline Other
Figure 3 Comparisonofnaphthacrackingyields
CW
Regenerationair
Fresh feed
To flue gas system
Recycle
Reactoreffluent
to recovery
Steam
BFW
Catalyst storageand handling
Catalystfines Oil wash
towerACO
orthoflowreactor/
regenerator
Fuel oil
Figure 4 ACOreactorsystem
-
efficient, invariably some catalyst fines will carry over with
the reac-tor effluent cracked gas. KBRs catalyst fines removal
system has been commercially demonstrated and is applicable to ACO
technology.
recovery schemeThe ACO process produces both polymer-grade
ethylene and propyl-ene. Much of the process flow scheme is similar
to typical olefins plant recovery sections. However, there are some
distinctive features. For example, there are trace impuri-ties that
must be removed, such as nitrogen oxides, oxygen and other trace
impurities, by virtue of the FCC-type reactor. These and other
issues are addressed in the ACO process flow scheme, which features
a front-end depropaniser (see Figure 5).
ACo catalystThe key to the performance of the ACO process is the
catalyst that has been developed by SK Energy specifically to
convert naphtha with high yields of propylene and ethyl-ene in a
fluid-bed-type reactor. As a result of seven years collaboration
with Korea Research Institute of Chemical Technology, the latest
ACO catalyst exhibits higher mechanical and hydrothermal
stability, as well as light olefins selectivity.
SK Energys R&D facility located in Daejeon, Korea, has fully
covered the development programme from laboratory catalyst
preparation to pilot tests. KBR also owns an FCC pilot plant in its
Technology Development Center in Houston, Texas, and was able to
replicate SK Energys pilot plant results via independent tests.
This KBR FCC pilot plant is the same one used by KBR in the
development of Superflex technology, another FCC-type process for
propylene production. Yields obtained at the first commercial
Superflex facility built by Sasol in Secunda, South Africa, are
similar to if not slightly better than those expected accord-ing to
the pilot studies. Thus, the pilot plant results obtained by SK
Energy and KBR are expected to be directly indicative of the
results that would be obtained in a commercial ACO unit.
In accordance with the startup schedule of the ACO demonstration
unit, commercial supply of catalyst is also in progress with an FCC
catalyst company as a form of toll manufacturing. Based on SK
Energys recipe, more than a years scale-up tests have been
performed to finalise a commercial recipe, and demonstration unit
operation in
90 PTQ Q3 2010 www.eptq.com
worlds largest ACO reactor (if similarly sized to the worlds
larg-est commercial FCC unit today) can make about 45 times more
olefins, or up to 1.5 million t/y of ethylene and propylene in a
single reactor.
Although in many ways the ACO reactor system is very similar to
the refinery FCC unit, there are some features that highlight the
differ-ences between a light olefins cracker and a heavy oil
refinery cracker. Some of these features, all of which are
commercially demonstrated, include:Quench exchanger Reactor
over-heads are cooled similar to a cracking furnace, generating
high-pressure steam and thus improving the energy efficiency of the
process. This type of exchanger is not possi-ble in an FCC unit,
where the large amount of heavy fuel oil by-prod-uct would lead to
severe foulingheat balance The ACO process is endothermic and,
since the feeds are light, the amount of coke produced on the
catalyst is insuffi-cient to supply the necessary heat of reaction.
As a result, to maintain heat balance, fuel must be imported into
the reaction system. KBRs catalyst well design with continu-ous
fuel firing has now been demonstrated
commercially.Catalyst/hydrocarbon separation Although the cyclones
are quite
Quenchedgas
Ethane/propane
Recycle to reactor
Ethylene
Light gas
Propylene
C2 ref.
Mix C4/C5 Non-aromaticC6+
C3 ref.
Coldbox
TreatingDrying 3
1-2
BTX+
Deh
exan
izer
Dee
than
izer
Dem
etha
nize
r
Dep
ropa
nize
r
Dep
enta
nize
r
C3
split
ter
C2
split
ter
Figure 5 TypicalACOflowscheme
Table3
-
2010 will be another opportunity to confirm the performance of
commer-cially manufactured catalyst.
CommercialisationPlans are currently under way to integrate a
demonstration-sized ACO converter system with SKs existing
facilities in Ulsan, Korea, with anticipated mechanical completion
in August 2010. Thus, SK Energy will be the first commer-cial
adopter of the ACO process.
KBR completed basic engineering for this demonstration unit in
2008. Since that time, SK Energy has been progressing the detailed
engineer-ing for the project and procuring the equipment on a
worldwide basis.
The scope of work for the ACO demonstration unit includes the
installation of the converter system, fresh/spent catalyst handling
facili-ties and reactor effluent heat recovery facilities. The
effluent from the reactor will be sent directly to an existing RFCC
main column section and the flue gas from the
www.eptq.com PTQ Q3 2010 91
regenerator will be sent to the existing RFCC CO boiler system.
The combustion air needed in the regenerator is also supplied from
the existing RFCC main air blower.
Once in operation, naphtha that is fed to SK Energys ethylene
crackers will be fed to the ACO unit and the effluent processed in
the existing refinery. The unit will be of sufficient capacity to
demonstrate the anticipated conversion and yields of the ACO
reactor system.
summarySteam cracking and refinery sources will not keep pace
with future demand for propylene, and so on-purpose technologies
will become more prevalent. The ACO process uses straight-run
paraffinic feeds and cracks them to produce more total olefins than
conventional pyrolysis with P/E ratios up to 1/1. SK Energy is
building the worlds first ACO unit, which will come into operation
in the final quarter of 2010.
Michael J Tallman is Manager, CatalyticOlefins Technology, with
KBR, responsiblefor developing, marketing and licensing
KBRproprietary catalytic technologies for
theproductionofolefins.HehasaBSinchemicalengineering from
Rose-Hulman Institute ofTechnology,TerreHaute,IN.Email:
[email protected] n eng is Director for Olefins
withKBR, responsible for marketing, selling, anddeveloping KBR
proprietary technologies
fortheproductionofolefins.Hehasamastersinchemical engineering from
the University ofMassachusetts, a BS in chemical
engineeringfromtheUniversityofCalifornia.Email:
[email protected] Choi isVice President of
theCatalyst&Process R&D Center of SK Energy, in chargeof
developing, marketing and licensing
SKsproprietaryprocessandcatalytictechnologiesin oil refining and
the chemical industry. Hehas aBS in chemical engineering
fromKoreaAdvancedInstituteofScienceandTechnology,Seoul.Email:
[email protected] soo Park is Senior Manager of
theChemicalProcessLabinSKEnergysCatalyst&ProcessR&DCenter,responsiblefordevelopingand
applying SKs proprietary process andcatalytic technologies for the
production ofolefins. He has a BS in chemical
engineeringfromChungangUniversity,Seoul.Email:
[email protected]