Embed Size (px)
Citation preview

1
MNT-204
UNIT-4
General Properties of Nitride• HVPE, OMVPE (inorganic VPE), RMBE, and bulk crystal growth from
Ga solution are the main growth methods used for nitrides.• HVPE is used to produce thick GaN layers.• OMVPE produces sharp heterojunctions for devices.• With the exception of FETs, OMVPE is the primary method employed in
the investigation and production of optoelectronic devices, such as LEDsand lasers.
• Group III-Boron (B), Aluminium (Al), Gallium (Ga), Indium (In), Thallium(Tl), and Ununtrium (Uut).
• Group V-Nitrogen(N), Phosphorus(P), Arsenic(As), Antimony(Sb),Bismuth(Bi)[email protected]

2
Molecular Beam Epitaxy (MBE)• Molecular beam epitaxy (MBE) involves the direct physical transport of the material to be grown, or
its components, to a heated substrate.
• Growth is achieved by directing atomic or molecular beams in a well-controlled, ultra high vacuum
system.
• Low-energy atoms or molecules arrive at the substrate where they move around without any chemical
reaction taking place.
• Example: Gallium and arsenic are used as source materials for GaAs. Additionally, aluminum is used
for the growth of AlGaAs laycrs. Elemental silicon and germanium are used in the growth of silicon and
Si-Ge alloys. All of these materials are available in “seven nines” (99.99999%) purity at the present
time.
The beams of material to be transported are usually generated by thermal evaporation from crucibles
known as effusion cells, which are shuttered in order to initiate and terminate the flux of the evaporant
species.
• A series of effusion cells, each with a separate shutter, are set up so that their flux is directed to the
substrate.
• For silicon MBE electron beam heating is commonly used to produce a significant flux of source
material,
• and thermal evaporation is used for germanium.
• Growth kinetic of MBE: The epitaxial growth takes place as the group IIIatoms impinge on the heated substrate surface, migrates into theappropriate lattice sites and then deposits near excess group V dimers ortetramers.

3
The substrate on which the wafer is mounted usually consists of a heated molybdenumblock, which can be rotated during growth at a few rpm, for increased layer uniformity.
RHEED (Reflection high-energy electron diffraction)
• Chamber is backed up by a substrate preparation chamber and a sample introductionchamber, each of which is separately pumped.
• Diagnostic and growth monitoring equipments are available in this chamber.
• Growth Chamber:
• A characteristic feature of MBE is the beam nature of particle flow from the effusioncell to the substrate.
• To achieved this it is important that, the mean freepath of the evaporant be long compared to thedistance from the substrate, which is typically 5-30 cm
• Mean Free Path:
• assume that all particles are at rest, except oneparticle which is moving with a velocity (c), it travelsdistance (cdt) in time (dt).

4
• If we take effect of all particles, then
• Mean free path (MFP) at 10-9 torr is about 106 cm.
• In general MFP is given by:
• 5x10-3 / p cm; where p is pressure.
• Temperature range of MBE is 400-800oC
• Growth rate from 0.01-0.3 µm/min have been reported.
• Source and Growth of heating:
• Source beams are obtained by thermal evaporation from high purity elements, which
are placed in crucibles known as effusion cells.
• A separate effusion cell is used to provide each element needed for the growth of
an epitaxial layer, and also for its doping.
• These cells must be designed to provide a uniform flux density at the substrate
surface.
• Effusion cells are made of pyrolytic boron nitride with tantalum heat shields, and
are resistively heated with feedback temperature control to within ±0.1oC.
• The classical treatment of evaporation from a
surface into a vacuum, based on the kinetic theoryof gases.
• Kinetic theory of gases can be used to show that the
evaporation rate from a surface of area (Ae) is equal
to the impingement rate at the equilibrium pressure.

5
Substrate holder:
• A molybdenum block is commonly used for this purpose in GaAs systems, because of itshigh thermal conductivity.
• The substrate is glued to this block with indium, and sometimes with gallium.
• Both these materials have low melting points (l59oC and 29oC, respectively), so that thesubstrate is held during growth by surface tension.
Flux and Growth Rate Monitors:
• An ionization gauge is commonly used to directly measure the effusion flux.
• Ionization gauge is usually of thc hot filament type, and is operated without a protectiveenvelope.
RHEED Gun:

6
Basic definition of CVD• it is a complex process of depositing solid materials at a high temperature as a result of a
chemical reaction.
• And
• CVD is a process whereby a thin solid film is deposited onto a substrate through chemical
reactions of the gaseous species.
• example of a CVD system, where reactant gases, normally called precursor gases of
CH3SiCl3 and H2, are delivered into a reaction chamber at a suitably determined
temperature. As they pass through the reactor these gases come into contact with a heated
substrate; they then react and form a solid SiC layer deposited onto the surface of a
substrate. Usually, an inert gas, such as Ar, is used as a diluent gas. The depositing
temperature and pressure are the critical parameters in this process. After the reactions, the
exhaust gases containing HCl species are trapped by NaOH and then condensed by liquid
N2 trap before being released into the atmosphere.

7
Metal Organic Chemical Vapour Deposition(MOCVD/MOVPE)
• The evolution of metalorganic chemical vapor deposition, MOCVD, as a growth technology
for multilayer heterostructures has provided access to improved and new device concepts
and facilitated the large scale fabrication of multilayer device structures.
• MOCVD is the growth of compound semiconductor layers by metalorganic and hydride
precursors in the gas phase.
• Initially this technique was applied to the deposition of GaN and AlN, Using triethylgallium
(TEG) and ammonia (NH3) as source gases for group III and V specie.
• III-V material, mainly GaAs and InP based materials, for example, AlGaAs and GaInAsP,
respectively are deposited by MOCVD.
• applications of these materials in electronic devices such as high speed transistors, and
photonic devices such as lasers, photodiodes and optical waveguides has led to the
commercialization of the MOC W technology for III-V compound layers.
Growth Process:
• For gas phase deposition of epitaxial layers, a thermodynamic driving force has to be
present.
• The growth precursors are introduced into the reaction zone, and their concentration
and reaction rate must be high enough in order to ensure sufficient decomposition so
that this local super saturation is produced.
• The MOCVD growth process can be described in steps:
1. mass transport of the reactants to the growth surface,
2. Reaction at or near the surface,
3. Incorporation of the new material,
• For MOCVD of GaAs and InP based compounds, it has been found that under typical
experimental conditions, the growth rate is determined by the mass transport of group
III reactants to the growth surface. While the growth rate is determined by the group III
precursor flow

8
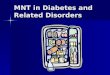
Schematics of a MOCVD system
Carriergas
Materialsources
Gashandlingsystem
ReactorExhaust system Safety system
In-situdiagnostics
NO electronbeam probes!
•Reflectance
•Ellipsometry
•RAS
TMG (trimethylglycine)
TMA (Trimethylamine)[email protected]

9
Components:
• A reactor chamber made of a material that does not react with the chemicals being used.
• It must also withstand high temperatures.
• This chamber is composed by reactor walls, liner, a susceptor, gas injection units, andtemperature control units.
• The reactor walls are made from stainless steel or quartz, to prevent overheating, coolingwater must be flowing through the channels within the reactor walls.
• Ceramic or special glasses, such as quartz, are often used as the liner in the reactor chamberbetween the reactor wall and the susceptor.
• A substrate sits on a susceptor which is at a controlled temperature.
• The susceptor is made from a material resistant to the metalorganic compounds used;graphite is sometimes used.
• For growing nitrides and related materials, a special coating on the graphite susceptor isnecessary to prevent corrosion by ammonia (NH3) gas.
• In cold-wall CVD, only the susceptor is heated, so gases do not react before they reach thehot wafer surface.
• In hot-wall CVD, the entire chamber is heated. This may be necessary for some gases to bepre-cracked before reaching the wafer surface to allow them to stick to the wafer.
• Gas inlet and switching system. Gas is introduced via devices known as 'bubblers'. In abubbler a carrier gas (usually nitrogen or hydrogen) is bubbled through the metalorganicliquid, which picks up some metalorganic vapour and transports it to the reactor.
• The amount of metalorganic vapour transported depends on the rate of carrier gas flow andthe bubbler temperature, and is usually controlled automatically and most accurately byusing a vapour control system. Allowance must be made for saturated vapours.
• Pressure maintenance system
• Gas Exhaust and cleaning System.

10
Precursors:
• Group III:
• Methyl or ethyl groups containing reactants are commonly chosen.
• Trimethylamine alane, AlH3:N(CH3), is used for the conventional metalorganic Al sources,
AlGaAs layers with excellent structural and optical properties could be grown by MOCVD.
• Standard aluminum precursor Al(CH3), to InP, AlInAs/GaInAs photonic and electronic based
devices.
• Group V:
• Hydrides were precursors are used
• Especially amine and phosphine are so toxic, earlier trimethylphosphine and trimethylarsine
compared to the hydrides phosphine and amine were used but carbon contamination in
GaAs layers was observed. Now Tertiarybutylarsine and tertiarybutylphosphine are now the
leading candidates for a replacement of arsine and phosphine.• For doping of III-V compounds, hydride sources such as H2S and H,Se are very convenient
to use
Growth Kinetics:
• In MOCVD, group III alkyls are already partially dissociated in the gas stream.
• These diffuse through a stagnant boundary layer that exists over the heated substrate, after
which they dissociate into the atomic group III elements.
• These atoms then migrate to the appropriate lattice site and deposit epitaxially by
associating with a group V atom that was derived from the thermal decomposition of the
hydrides.
• The growth rate here is usually limited by the diffusion rate of the group III alkyls through the
boundary layer.
• Gas phase reactions between the reactants have also been observed in this process.

11
Chemical beam epitaxy Chemical beam epitaxy (CBE) forms an important class of deposition techniques for semiconductor layer
systems, especially III-V semiconductor systems. This form of epitaxial growth is performed in an
ultrahigh vacuum system.
Chemical Beam Epitaxy is a hybrid system that uses both MOVPE and MBE.
• CBE refers to the technique in which both components are obtained from gaseous sources. (IIIand V compounds)
• The sources for CBE are in vapor phase at room temperatures.
• This is a hybrid of metal-organic chemical vapor deposition (MOCVD) and molecular beam epitaxy (MBE)
that exploited the advantages of both the techniques.
Principle:
• Initially InP and GaAs were grown using gaseous group III and V. (III-metal alkyle, V-hydride)
• The transport of gas occurs by viscous flow and chemicals reach the surface by diffusion.
• Transport of gases occurs as molecular beam due to the much longer mean-free paths, and the process
evolves to a chemical beam deposition. Because of UHV environment.
• (note: MBE employs atomic beams (such as aluminium (Al) and Gallium (Ga)) and molecular beams
(such as As4 and P4) that are evaporated at high temperatures from solid elemental sources, while the
sources for CBE are in vapor phase at room temperatures. )
Instrumentation:• Gas handling system:• The gas handling system regulates the flow rates of the metalorganic sources TMIn and
TEGa as group-Ill precursors, and the hydrides arsirie and phosphine as group-Vstarting materials.
• Gas flow rates is determined by pumping a fixed amount of thermal energy into theflowing gas and measuring the temperature change. Gas flow is regulated with anadjustable knob.
• TMIn-trimethylindium• TEGa: triethylgallium
MFC (Mass flow control)

12
• Growth kinetic of MBE:• In CBE processes, the hydrides are cracked in a high temperature injector before they
reach the substrate.
• The temperatures are typically 100-150°C lower than they are in a similar MOCVD orMOVPE.
• There is also no boundary layer and molecular collisions are minimal due to the lowpressure.
• The group V alkyls are usually supplied in excess, and the group III alkyl molecules impingedirectly onto the heated substrate as in conventional MBE.
• The group III alkyl molecule has two options when this happens. The first option is todissociate its three alkyl radicals by acquiring thermal energy from the surface, and leavingbehind the elemental group III atoms on the surface. The second option is to re-evaporate partially or completely undissociated.
• The growth rate is determined by the arrival rate of the group III alkyls at a higher substratetemperature, and by the surface pyrolysis rate at lower temperatures.
• CBE-GROWN NITRIDE DEVICES:
• Contacts, LEDs, GaInNAs QW Laser Diodes, GaInNAs Quantum Dot Lasers,
GaInNAs VCSELs,

13
Quantum well
• Quantum wells are formed in semiconductors by having a material, like
gallium arsenide sandwiched between two layers of a material with a
wider bandgap, like aluminium arsenide.
• These structures can be grown by molecular beam epitaxy or chemical
vapor deposition with control of the layer thickness down to monolayers.
• Example: layer of indium gallium nitride (InGaN) sandwiched between
two layers of gallium nitride (GaN).
Conventional Substrates and their Preparation for Growth
• A substrate is like the foundation of a building.
• In the MOVPE technique, where temperatures for heat treatment in the vicinity of 1200 C
are possible.
• The surfaces of the substrates used have to be prepared for epitaxial growth.
• The degreasing procedure, which is the first step for growth, for Si, sapphire, SiC, ZnO,
LiGaO2 and LiAlO2, andGaN and AlN, epitaxial are:
• The substrate is first dipped in a solution of trichloroethane (TCE) kept at 300 C, for 5 min.
• It is then rinsed for 3 min each in acetone and methanol.
• This is followed by a 3-min rinse in deionized (DI) water.
• The above process is repeated three times to complete the degreasing [email protected]

14
SiC• The cohesive bond strength of SiC is so large.
• SiC is continually gaining recognition as a very viable substrate for epitaxy for both opticaland electronic devices.
• Almost all of high power field-effect transistors utilize nitride heterostructures on SiC.
• The cohesive bond strength of SiC is so large.
• SiC is continually gaining recognition as a veryviable substrate for epitaxy for both optical andelectronic devices.
• Almost all of high power field-effect transistorsutilize nitride heterostructures on SiC.
Growth:
• SiC crystals are produced by sublimation in the modified,
• which employs a SiC seed crystal for the control of polytype and orientation.
• Growth is achieved by the vapor transport of Si, Si2C, and SiC2 driven by a temperature
difference in an argon atmosphere in a graphite, tantalum, or tantalum carbide crucible at
20–500 Torr and at about 2200 C.
• The 4H-SiC and 6H-SiC(0 0 0 1) varieties both on- and off-axis (typically 3.5 for 6HSiC
and 8 for 4H-SiC), silicon and carbon face, are available in sizes up to 100mm in diameter.
• Both 4H-SiC and 6H-SiC wafers are available in low resistivity n and p-type forms with
concentrations in the range of 1015–1019 cm-3.
• The resistivities for n- and p-type material for the aforementioned doping range lie in the
range 0.01–0.10 and 1–10Ωcm, [email protected]

15
Surface Preparation of SiC for Epitaxy:
• For epitaxy growth it is required that to SiC surface must be smooth to improved GaN
over layers.
• For this it is recommended that approximately 3 mm from the surface be removed in a
hot KOH solution (300–350 C).
• If the substrate quality is not high, the etch rate in defective regions is high and
smooth surfaces do not follow.
• Assuming that the previous step is successful, it is followed by a DI rinse for 3 min and
the wafer is blow dried by N2. The SiC substrate is then subjected to a series of
oxidation and passivation procedure. The substrate is immersed for 5 min in a 5 : 3 : 3
solution of HCl:H2O2:H2O at 60oC, followed by a 30s DI rinse.
• The resulting oxide layer is then removed by dipping the substrate, for 20s, in a 10 : 1
solution of H2O: HF.
• This procedure is repeated several times (three to five times)
• After which the substrate should not be exposed to the atmosphere for longer than 30
min, otherwise another oxidation–passivation procedure would be required.
Nanodiamond• Apart from naturally occurring diamond there is by now a variety of artificial carbon
materials that feature diamond structure as well.
• The synthetic diamond generated by high pressure and temperature, but also films,
polycrystalline materials (resembling the carbonados) called nanodiamond.
• Nanodiamond is nothing else but diamond to begin with, meaning it to possess the same
crystalline structure like the macroscopic material including the existence of cubic and
hexagonal variants.
• in addition, it is characterized by its small particle size that can range from a few to some
hundreds of nanometers.
• 50 nm across that are called nanodiamond.
• The individual crystallites of nanocrystalline diamond films, on the other hand, do have
diameters in the one - digit nanometer range. They are, called “ ultrananocrystalline
diamond ” ( UNCD )

16
Structure of Nanodiamonds• Lattice structure• The lattice constant was found to differ just slightly from the value of 2.456 Ao.
• The particles ’ small dimensions give rise to one of the characteristic structural features ofnanodiamond:
• The large portion of surface atoms causes strain within the particles that shows in an alteredbonding situation close to the surface.
• Deffects:• lattice defects that make themselves particularly felt in such tiny particles. defect found in
nanodiamond is the so - called N - V – center (nitrogen vacancy center) consisting of anitrogen atom incorporated in the lattice and an adjacent vacancy the N - V - centers areresponsible for the fl uorescence typical of nanodiamond particles containing nitrogen.
• Further defects include, for example, the directed doping with boron, nitrogen or nickel.changes electronic or optical properties to the nanodiamond particles.
• Experimental as well as theoretical results show that only few elements like boron, nitrogen,silicon, oxygen, or phosphorus can be incorporated as stable defects into the diamondlattice.
• Aluminum, arsenic, antimony, sulfur, and many more, on the other hand, are unsuitablebecause they cannot form stable structures within the diamond lattice.

17
Diamond Synthesis
1 Detonation Synthesis:
• There are two procedures that differ in the kind of starting material used.
• First Method: First process, the explosive is detonated mixed with a graphitic substance.
• Two things happen simultaneously then: Firstly, a direct conversion of the already existing
elemental carbon, and
• secondly, a condensation of carbon from the explosive.
• Together they result in the formation of a polycrystalline diamond product with particle
dimensions almost identical to those of the starting material.
• Conducting the reaction in an inert gas leads to the exclusive formation of cubic diamond
with the primary particles measuring about 20 nm.
• When performed in air, on the other hand, the particles are only 8 nm big and contain a
certain portion of hexagonal diamond.
• Method Two: The second method now is solely based on an explosive or a mixture of
different blasting agents (next figure)
• They serve as a source of both energy and carbon.
• the starting material must have a negative oxygen balance.
• This is true whenever z ≤ x (below equaion) as in this case the oxygen provided by the
molecule itself does not even suffi ce to oxidize the entire carbon.
• A detonation in a closed container will then generate waste product.

18
• 2. Shock Syntheses of Nanodiamond:
• the required pressure can also be achieved by the action of an external shock wave.
• an explosion too and compresses the carbon material that is enclosed in a kind of capsule
is used to generation of nanodiamond.
• A catalyst like, for example, copper, iron, aluminum, nickel, or cobalt is frequently
employed in this process.
• Process:
• The process is based on the transformation of extremely
pure synthetic graphite in a closed metal capsule.
• surrounded by a thicker and very stable metal tube, and the
whole assembly then is placed in the reactor.
• A circular shock wave runs down the metal tube, which is
compressed and, in its turn, transmits the pressure onto the
graphite sample inside.
• According to the propagation of the shock wave the carbon
material is converted into nanoscale diamond with primary
particles measuring about 10 – 20 nm.