Embed Size (px)
Citation preview
M/S. PONNI SUGARS (ERODE) LIMTIED (Distillery Plant)
S.F. No 271,272Kunnamalai village,
Paramathi Taluk,Namakkal District.
The Proposed Distillery Unit
Management Summary for the Proposed Unit of
60 KLPD Capacity Distillery Plant

CONTENTS
1.0PROJECT DESCRIPTION......................................................................................................................4
1.1 INTRODUCTION............................................................................................................................................41.2 PLANT LOCATION .......................................................................................................................................51.3 PRODUCTS MANUFACTURED..........................................................................................................................51.4 RAW MATERIALS........................................................................................................................................51.5 MANUFACTURING PROCESS...........................................................................................................................51.6 POWER AND FUELS.....................................................................................................................................121.7 RAW WATER............................................................................................................................................131.8 LAND......................................................................................................................................................131.9 MANPOWER..............................................................................................................................................131.10 ORGANIZATION STRUCTURE......................................................................................................................13
........................................................................................................................................................................14
2.0DESCRIPTION OF THE ENVIRONMENT........................................................................................15
2.1 CLIMATE..................................................................................................................................................152.2 ECOLOGY.................................................................................................................................................152.3 HYDROLOGICAL CONDITIONS......................................................................................................................152.4 WATER QUALITY......................................................................................................................................152.5 AMBIENT AIR QUALITY AND NOISE LEVELS.................................................................................................152.6 LAND USE PATTERN..................................................................................................................................16
3.0ANTICIPATED ENVIRONMENTAL IMPACTS AND MITIGATION MEASURES...................16
3.1 AIR EMISSIONS AND CONTROL MEASURES....................................................................................................173.2 WASTEWATER GENERATION AND METHOD OF TREATMENT.............................................................................173.3 SOLID WASTE GENERATION AND METHOD OF DISPOSAL...................................................................................173.4 HAZARDOUS WASTE..................................................................................................................................173.5 NOISE LEVEL...........................................................................................................................................183.6 ODOUR CONTROL SYSTEM.........................................................................................................................18
4.0ENVIRONMENTAL MONITORING PROGRAMME......................................................................18
4.1 ENVIRONMENTAL MONITORING...................................................................................................................194.2 BUDGETARY ALLOCATION FOR ENVIRONMENTAL MANAGEMENT......................................................................19
5.0ADDITIONAL STUDIES.......................................................................................................................19
5.1 SOCIO-ECONOMIC CONDITIONS....................................................................................................................20
6.0PROJECT BENEFITS............................................................................................................................20
6.1 SOCIO-ECONOMIC BENEFIT..........................................................................................................................20
THE PROPOSED PROJECT ON IMPLEMENTATION WILL GENERATE 50 - POTENTIAL JOBS DIRECTLY, AND WILL ALSO GENERATE MANY INDIRECT JOB OPPORTUNITIES.20
DUE TO THE PROPOSED PROJECT, INDIRECT EMPLOYMENT TO THE EXTENT OF 150 WILL BE GENERATED. THE GOVERNMENT REVENUE FROM THE PROJECT WILL INCREASE BY WAY OF DIRECT AND INDIRECT TAXES, DUTIES, ETC. THE INFRASTRUCTURE DEVELOPMENT WILL GET AN IMPETUS WITH THIS INDUSTRIAL GROWTH. COMMUNICATIONS, TRANSPORT, SCHOOLS, HOSPITALS, TRADE AND COMMERCE WILL INDIRECTLY GET AN IMPETUS......................................................................20
7.0ENVIRONMENTAL MANAGEMENT PLAN....................................................................................20

7.1 AIR POLLUTION MANAGEMENT...................................................................................................................217.2 WASTEWATER MANAGEMENT......................................................................................................................217.3 SOLID WASTE MANAGEMENT.....................................................................................................................227.4 NOISE LEVEL...........................................................................................................................................237.5 LAND DEGRADATION.................................................................................................................................237.6 GREENBELT PLAN.....................................................................................................................................23
Ponni Sugars (Erode) Limited – (Distillery Division)
1.0 PROJECT DESCRIPTION
1.1 Introduction
Although India is the largest producer of sugarcane and sugar, the sugar
factories in India are facing problems due to the mismatch between sugar
cane price and sugar price. Sugar factories are not viable if they produce
sugar alone. It is necessary to develop the factory into an integrated complex
and use the valuable byproducts more beneficially.
Molasses is one of the important by product of the sugar industry. The profits
earned by the conversion of molasses to alcohol will be higher that that of
the value realized by sale of molasses. There is a good demand for alcohol in
the country, as production and consumption of alcohol are not quite
balanced.
The target of alcohol demand as projected in the perspective plan for
chemical industry, prepared by the Govt. of India, Ministry of Industry, Dept.
of chemical and petrochemicals is around 2400 million liters per annum. It is
with this view that M/s. Ponni Sugars (Erode) Limited has proposed to set up
a green field distillery in Paramathi Taluk, Namakkal District. M/s. Ponni
Sugars (Erode) Limited proposed to have one distillery with an installed
capacity of 60,000 litres/Day of Rectified Spirit (RS) / Extra Neutral Alcohol
(ENA) / Anhydrous Alcohol at Kunnamalai. The distillery utilizes molasses
captively from the sugar factory as the main raw material. In order to add
value to molasses, it is proposed to set up a green field distillery to convert
all the available molasses to a mix of alcohol products.
The proposed new distillery will have the flexibility to produce Rectified Spirit,
Extra neutral alcohol and Anhydrous Alcohol based on the market
requirement. The plant will incorporate multi-pressure distillation over
conventional steam distillation for better energy efficiency and consistent
good quality of the product.
4

Ponni Sugars (Erode) Limited – (Distillery Division)
In order to add value to molasses, it is proposed to set up a green field
distillery to convert all the available molasses to a mix of alcohol products.
Kunnamalai location has been selected for setting up of the new distillery.
1.2 Plant Location
The Plant is located at S.F. Nos.271, 272 Kunnamalai Village, Paramathi
Taluk, Namakkal District. The site is located about 12 km away from
Paramathy Velur and it is in-between the road connecting Kunnamalai and
Paramathy Velur. The site is located on the right direction of this road. The
nearest railway station is Pugalur.
1.3 Products Manufactured
Distillery Basic details Quantity Unit
No of days of operation 300 Days
Rectified Spirit (RS) from molasses / Extra Neutral Alcohol (ENA) / Anhydrous Alcohol from Rectified Spirit
60 KL / Day
By Product
CO2 Plant 44 T/day
1.4 Raw Materials
S.No. Raw Material Quantity
1. Cane Molasses 261 MT/day
2. D.A.P. 3.0 kg/day
3. Urea 5.0 kg/day
4. Antifoam Oil/TRO 400 kg/day
1.5 Manufacturing Process
5

Ponni Sugars (Erode) Limited – (Distillery Division)
1. Fermentation Section
Screened molasses from bulk storage is transferred to molasses receiving
tank and molasses is weighed. Weighed molasses is distributed to cell mass
propagation, fermentation and yeast activation section.
Yeast is grown in laboratory during plant start up. Yeast propagation section
comprises of molasses diluter and hygienically engineered yeast vessels
equipped with heating, cooling and air sparging facility. Dilute molasses
media are prepared in yeast vessel by recirculating media through molasses
diluter. Laboratory propagated cell mass is scaled up in series of yeast
vessels.
Sterile air is sparged in pasteurized and cooled dilute molasses medium for
optimum growth of yeast. Temperature is maintained at 30-32°C by
recirculation cooling water through jacket of yeast vessels. Cell mass from
Yeast vessel is transferred to Prefermentors to build up cell mass required for
fermentation transferred by cell mass transfer pump.
At steady state, activated cell mass from Prefermentors is transferred in
batch to fermentors. Feed (Molasses), process water is also added in batch to
fermentor
As ethanol fermentation is exothermic process, optimum temperature
required for yeast activity is maintained by forced recirculation through
fermentor wash coolers. Efficient mixers are provided in fermentors for better
mass transfer. Fermented wash from Fermentor is sent to wash holding tank
and pumped to distillation section.
6

Ponni Sugars (Erode) Limited – (Distillery Division)
2. Distillation SectionA) Wash to RS Mode: -Following columns will be under operation
i. Analyser Column (Vacuum)
ii. Degasifying Column (Vacuum)
iii. Rectifier cum Exhaust Column (Pressure)
iv. Recovery Column (Atmospheric)
Steam Consumption: 2.2 kg/lit of Total Spirit
Pre-heated fermented wash will be fed to Degasifying column. Fermented
wash is stripped off alcohol by ascending vapours in Analyser column.
Rectifier vapours provide energy to Analyser column through a
Thermosyphon reboiler. Vapours of Degasifying column are condensed and
taken to Recovery Feed Tank. Analyser vapours are condensed in the Falling
Film Evaporators in the Integrated Evaporation Section. The condensed
Analyser vapours are taken to Rectifier Feed Tank. Rectifier column, which
operates under pressure, concentrates the condensate of Analyser column to
95% v/v concentration. Condensing steam provides energy to rectifier
column through a vertical Thermosyphon reboiler. Fusel Oil Draws are taken
from appropriate trays and fed to Recovery Column. Recovery Column
concentrates the fusel oil streams and Degasifying condensate to 95% v/v
concentration. An impure spirit cut of about 2-3% of total spirit production is
taken out from the top of the recovery column. Rectified Spirit draw of 95%
v/v is taken out from the upper trays of Rectifier Column.
(B) Wash to ENA Mode: -
Following Columns will be under operation
1. Analyser Column (Vacuum)
2. Degasifying Column (Vacuum)
3. Pre-Rectifier cum Exhaust Column (Pressure)
4. Extractive Distillation Column (Vacuum)
5. Rectifier cum Exhaust Column (Pressure)
6. Recovery Column (Atmospheric)
7. Simmering Column (Atmospheric)
7

Ponni Sugars (Erode) Limited – (Distillery Division)
Steam Consumption: 3.3-3.4 kg/lit of Total Spirit
Pre-heated fermented wash will be fed to Degasifying column. Fermented
wash is stripped off alcohol by ascending vapours in Analyser column.
Rectifier vapours provide energy to Analyser column through a
Thermosyphon reboiler. Vapours of Degasifying column are condensed and
taken to Recovery Feed Tank. Analyser vapours are condensed in the Falling
Film Evaporators in the Integrated Evaporation Section. The condensed
Analyser vapours are taken to Pre-Rectifier Feed Tank. Analyser Condensate
is concentrated in Pre-Rectifier column, which operates under pressure.
Condensing steam provides energy to pre-rectifier column through a vertical
Thermosyphon reboiler. A Technical Alcohol cut of about 1-2% of total spirit
is taken from the Pre-Rectifier column.
Concentrated alcohol draw from Pre-Rectifier column is fed to Extractive
distillation column for purification. Dilution water in the ratio of 1:9 is added
in this column for concentrating higher alcohol at the top. Top of this column
is condensed in its condensers and fed to recovery feed tank while bottoms
are fed to Rectifier cum Exhaust Column for concentration. Rectifier Column
operates under pressure and condensing steam provides energy to this
column through a vertical Thermosyphon reboiler. Technical Alcohol cut is
taken out from the top of this column while ENA draw is taken out from
appropriate upper trays and fed to Simmering Column after cooling. Fusel Oil
build up is avoided by taking fusel oil draws from appropriate trays.
These fusel oils along with the condensate of Degasifying & Extractive
Distillation columns are fed to recovery column for concentration. A technical
alcohol cut is taken out from the top of this column.
Simmering Column is operated under high reflux for better separation of
methanol and di-acetyls. Final ENA product draw is taken from the bottom of
this column.
8

Ponni Sugars (Erode) Limited – (Distillery Division)
3. Dehydration Section
The process drives the rectified spirit feed from rectifier column through a
bed of desiccant beads. Twin beds are provided to allow for bead
regeneration in continues operation. One bed is in dehydration mode while
the other is regenerating. Depending on feed and product specifications,
dehydration-regeneration exchange takes place approximately every few
minutes. As the regeneration process releases adsorbed water together with
contained ethanol, it is recycled back to the vaporizing column for
reprocessing.
The feed is pumped to vaporizing column, overhead vapor of which is
superheated to required operating temperature and circulated to sieve bed 1
assumed in the description to be in dehydration mode. After passing through
the desiccant, the vapor is condensed, cooled and sent to product storage.
A small portion of the product vapor is sent, under high vacuum, through bed
2, in regeneration mode, to prepare the desiccant for cycle changeover when
bed 2 goes online.
The regeneration operation forces release of moisture from the desiccant,
making the bed 2 ready for next cycle. The recovered low concentration
vapors are condensed and recycled back to the vaporizing column.
The stream (lees) from the bottom of the vaporizing column, containing a
maximum of 2000 PPM of ethanol, is pumped to battery limits.
4. Evaporation Section
The Spent Wash at the concentration of 17-18% w/w solids is fed to the
First effect of the Falling film Evaporator through specially designed
Distribution nozzles which ensures the thorough wetting of the tubes and
thereby ensures that there are no dry surfaces created on the inside tube
surface. The partially concentrated spent wash is then pumped to the second
effect from where the concentrated product is drawn out at the desired
9

Ponni Sugars (Erode) Limited – (Distillery Division)
concentration depending upon the mode of operation. The Analyser vapours
shall be supplied to the first effect shell side. Vapours generated in the first
effect are used as a heating medium in the second effect and so on. The
system operates under pressure & vacuum. Water-ring vacuum pumps are
used to maintain a desired vacuum in all the effects. Cooling water from
cooling tower is used in the surface condensers for condensing the vapours
from the last effect. The analyzer vapour condensate will be collected in a
tank and fed to Pre Rectifier column in Distillation Section.
The Spent wash is fed from an inlet nozzle into the lower section by a
specially designed distributor plate. The liquid along with solid bits is then
distributed through the tubes. The solid bits are maintained in a fluidized
state. The solids impart a gentle scouring effect on the inside of the tube
walls while moving upward through the tubes. While keeping the tubes clean,
this also enhances the heat transfer coefficient without damage to the tube
material.
At the top of the channel, a disengagement zone is provided which separates
the bits from the exiting liquid. The wire bits are then recirculated to the inlet
chamber through down comer tubes. The Spent wash is finally taken out at
58-60% concentration from the Finisher. The low-pressure live steam shall
be supplied to the first effect shell side. Vapors generated in the first effect
are used as a heating medium in the second effect and so on which effects in
reduction in overall steam consumption of the system.
The system operates under pressure & vacuum. Water-ring vacuum pumps
are used to maintain a desired vacuum in all the effects. Cooling water from
cooling tower is used in the surface condenser for condensing the vapors
from the last effect.
10
Ponni Sugars (Erode) Limited – (Distillery Division)
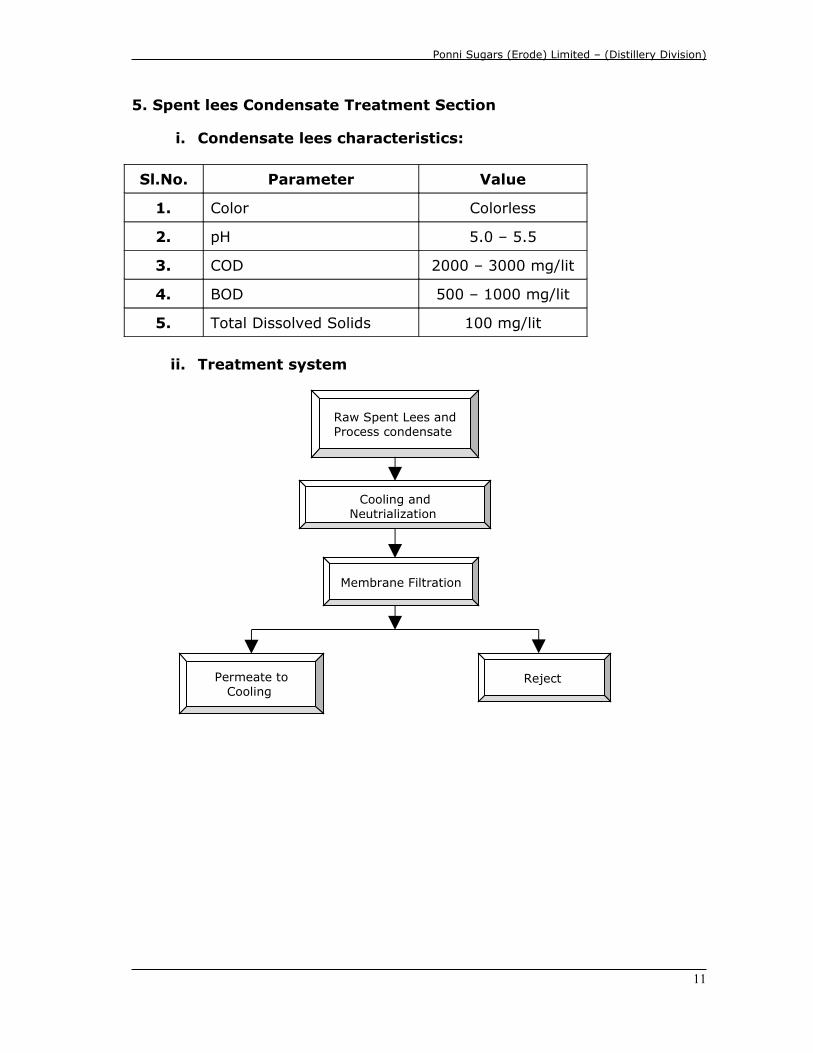
5. Spent lees Condensate Treatment Section
i. Condensate lees characteristics:
Sl.No. Parameter Value
1. Color Colorless
2. pH 5.0 – 5.5
3. COD 2000 – 3000 mg/lit
4. BOD 500 – 1000 mg/lit
5. Total Dissolved Solids 100 mg/lit
ii. Treatment system
11
Raw Spent Lees and Process condensate
Cooling and Neutrialization
Membrane Filtration
Permeate to Cooling
Reject
Ponni Sugars (Erode) Limited – (Distillery Division)
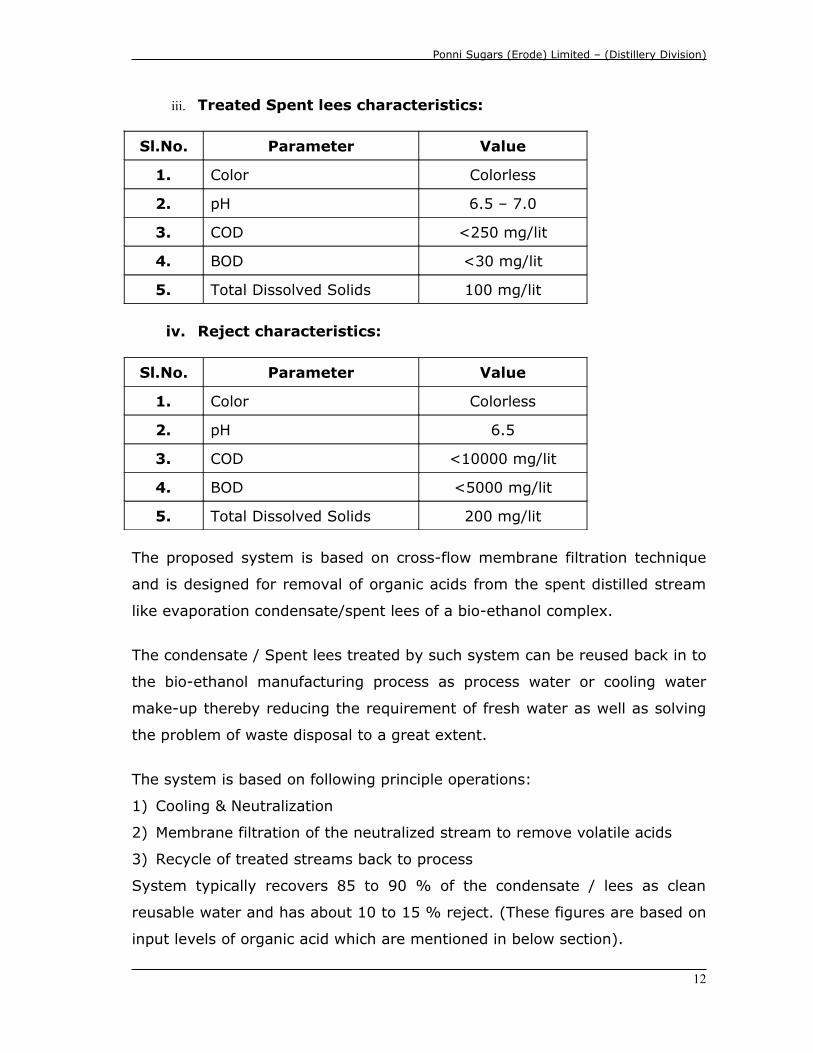
iii. Treated Spent lees characteristics:
Sl.No. Parameter Value
1. Color Colorless
2. pH 6.5 – 7.0
3. COD <250 mg/lit
4. BOD <30 mg/lit
5. Total Dissolved Solids 100 mg/lit
iv. Reject characteristics:
Sl.No. Parameter Value
1. Color Colorless
2. pH 6.5
3. COD <10000 mg/lit
4. BOD <5000 mg/lit
5. Total Dissolved Solids 200 mg/lit
The proposed system is based on cross-flow membrane filtration technique
and is designed for removal of organic acids from the spent distilled stream
like evaporation condensate/spent lees of a bio-ethanol complex.
The condensate / Spent lees treated by such system can be reused back in to
the bio-ethanol manufacturing process as process water or cooling water
make-up thereby reducing the requirement of fresh water as well as solving
the problem of waste disposal to a great extent.
The system is based on following principle operations:
1) Cooling & Neutralization
2) Membrane filtration of the neutralized stream to remove volatile acids
3) Recycle of treated streams back to process
System typically recovers 85 to 90 % of the condensate / lees as clean
reusable water and has about 10 to 15 % reject. (These figures are based on
input levels of organic acid which are mentioned in below section).
12

Ponni Sugars (Erode) Limited – (Distillery Division)
1.6 Power and fuels
Total power requirement of this project will be 1.6 MW and it is produced by
using steam from the boiler and the fuel proportion for boiler is spent wash
70% and coal 30%.
1.7 Raw Water
This proposed unit is depending on bore well for its different water
requirements and the quantity will be 709 KLD regularly and 3040 KLD for
once fill up. The unit is proposed in semi critical area, so, the unit has to get
the permission from Ground water division. The unit already applied for
ground water clearance. The same will be submitted at the time of consent
for establishment.
CategoryAverage Daily Water
Requirement (m3/day)
Cooling water makeup 607
Molasses dilution 644
Domestic purpose 4
Greenbelt and others 13
Boiler – Steam 432(R) + 48 (F)
Total 1748By Water recycling from Spent lees, Reboiler steam, Process condensate
1039
Raw water requirement for distillery
709
1.8 Land
Factory will be in a land area of 6.07 Hectares.
1.9 Manpower
The total workforce including staff and workers will be 50.
1.10 Organization Structure
The Senior General Manager is responsible for the factory operations. There
are several executives for various sections such as Production, Human
Resource, Purchase, Store, Accounts, Environmental & Safety, Maintenance,
and Quality Control etc
13

Ponni Sugars (Erode) Limited – (Distillery Division)
14

Ponni Sugars (Erode) Limited – (Distillery Division)
2.0 DESCRIPTION OF THE ENVIRONMENT
2.1 Climate
The climate is generally arid with temperatures varying from 21.0oC to
38.7oC. The rainfall is maximum in the NE monsoon period and minimum in
SW monsoon period.
2.2 Ecology
There is no endangered species of flora and fauna noticed in this area. The
area does not shelter any specific wildlife.
2.3 Hydrological Conditions
2.3.1 Surface Water
The run-off during monsoon period contributes to the surface water. There is
no perennial stream or river in the surrounding villages. These villages get
water from open wells and bore wells which get recharged in rainy season
2.3.2 Ground water
The ground water table varies from 68 m to 92 m. It is therefore a low to
medium potential zone for ground water.
2.4 Water Quality
Water samples were collected from different locations, and the following
parameters will be monitored for pH, Colour (Visual), Odour, Turbidity
(NTU), Electrical Conductivity, Total Suspended Solids, Total Dissolved
Solids, Chlorides (as Cl), Sulphates (asSO4), Calcium (as Ca), Magnesium (as
Mg), Total Hardness(as CaCO3), Phenolphthalein Alkalinity(as CaCO3), Total
Alkalinity (as CaCO3), Iron (as Fe)
2.5 Ambient Air Quality and Noise Levels
The ambient air quality was studied for various locations. It is found that the
Suspended Particulate Matter (SPM) is found to vary from 91µg/m3 to a
15

Ponni Sugars (Erode) Limited – (Distillery Division)
maximum of 139 µg/m3. The concentration of NOx and SO2 are found to be
very low. The noise levels recorded at various locations indicate that it is
mostly less than 51 dB(A).
2.6 Land Use Pattern
The entire area is a patta land owned by the company and it is in the form of
shrub land. The buffer zone has no forests.
3.0 ANTICIPATED ENVIRONMENTAL IMPACTS AND MITIGATION MEASURES
3.1 Air Emissions and Control Measures
S.No. Description Proposed
1. Fermentor15 m height 0.6 m dia of stack with wet scrubber will be provided.
2. Boiler (21 t/hr) 50 m height of stack with bag filter will be provided.
3. D.G.Set 18m height of stack 0.2m dia of stack will be provided
3.2 Wastewater Generation and Method of Treatment
S.No. WASTEWATER QUANTITY (KLD)
METHOD OF TREATMENT
1. Spent wash water 670Incinerate in boiler after
concentration
2
Wastewater from domestic usages
3.20
Disposed through a Septic tank of size 3.0 x 2.0 x 3.0 m
followed by a dispersion trench of size 5.0 x 4.0 x 2.5 m.
3.3 Solid Waste generation and method of disposalThe solid waste will be generated from this unit is as follows.
Sl.No
.Solid Wastes Quantity Method of Disposal
1. Settled Yeast Sludge 10.0 t/Day Burnt in boiler along with spent wash after concentration.
2. The Potash rich ash from boiler
44 t/Day collected and dispose 1. To local farmers as a
16
Ponni Sugars (Erode) Limited – (Distillery Division)
fertilizer (potash rich).2.To Near by Brick manufacturing units
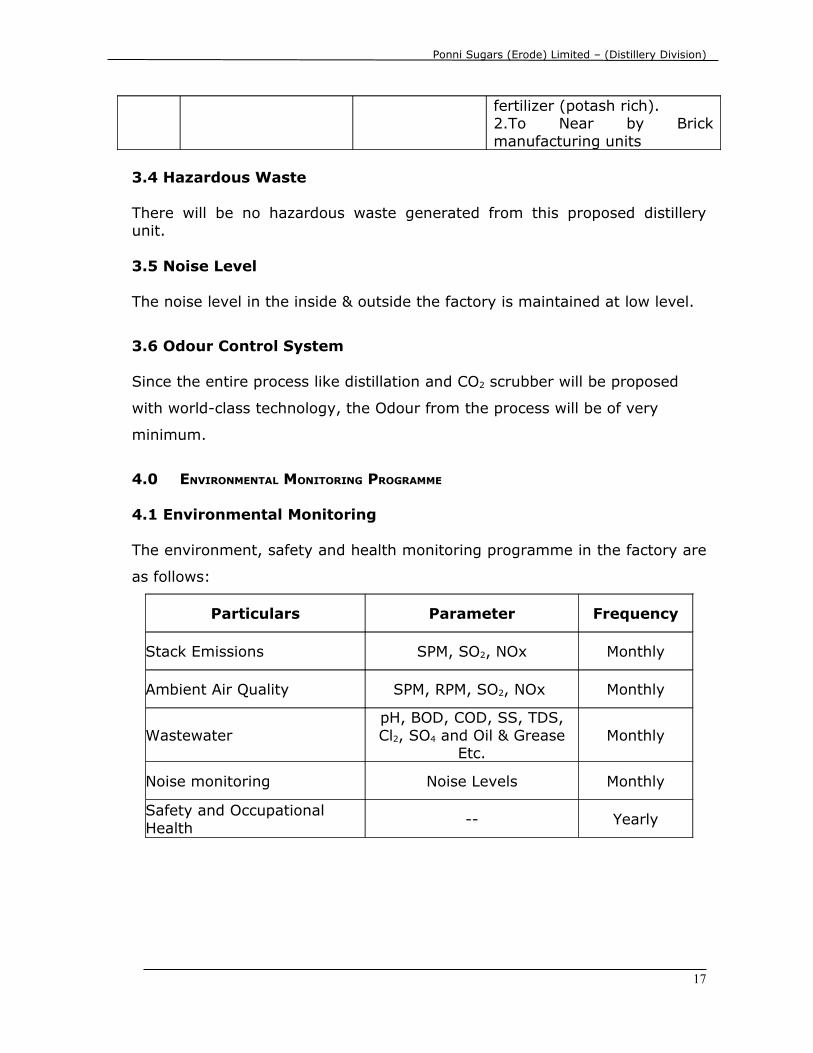
3.4 Hazardous Waste
There will be no hazardous waste generated from this proposed distillery unit.
3.5 Noise Level
The noise level in the inside & outside the factory is maintained at low level.
3.6 Odour Control System
Since the entire process like distillation and CO2 scrubber will be proposed
with world-class technology, the Odour from the process will be of very
minimum.
4.0 ENVIRONMENTAL MONITORING PROGRAMME
4.1 Environmental Monitoring
The environment, safety and health monitoring programme in the factory are
as follows:
Particulars Parameter Frequency
Stack Emissions SPM, SO2, NOx Monthly
Ambient Air Quality SPM, RPM, SO2, NOx Monthly
WastewaterpH, BOD, COD, SS, TDS, Cl2, SO4 and Oil & Grease
Etc.Monthly
Noise monitoring Noise Levels Monthly
Safety and Occupational Health
-- Yearly
17

Ponni Sugars (Erode) Limited – (Distillery Division)
4.2 Budgetary Allocation for Environmental Management
Category
Capital Investment
Annual Operating Costs
(Rupees in Lakhs)
Air Pollution Management 50.00 1.00
Water and Wastewater Management
3000.00 10.00
Solid Waste Management 200.00 5.00
Greenbelt 50.00 2.00
Environmental Monitoring and Training
5.00 2.00
Total 3305.00 20.00
5.0 ADDITIONAL STUDIES
5.1 Socio-economic Conditions
Total population of the 10 villages within 10 km radius from the project site
is 20834. The male to female ratio is 100:100. The population in the age
group of 6 constitutes about 9.3% of the population as per 2001 census
data. The major source of income of the local population is from these types
of industries and agriculture only.
6.0 PROJECT BENEFITS
6.1 Socio-economic benefit
The proposed project on implementation will generate 50 - potential jobs
directly, and will also generate many indirect job opportunities.
Due to the proposed project, indirect employment to the extent of 150 will be
generated. The Government revenue from the project will increase by way
of direct and indirect taxes, duties, etc. The infrastructure development will
get an impetus with this industrial growth. Communications, transport,
schools, hospitals, trade and commerce will indirectly get an impetus.
18
Ponni Sugars (Erode) Limited – (Distillery Division)
ENVIRONMENTAL MANAGEMENT PLAN
7.1 Air Pollution ManagementThe minimum quantity of CO2 emitted from the fermentor will be connected 15m height and 0.6m dia of stack with CO2 scrubber and the clean CO2 air alone will be vented to atmosphere. For Boiler (21 MT/hr) 50 m height of stack with bag filter will be provided. For D.G.Set 18m height and 0.2m dia of stack will be provided. Hence in this project, there will not be any chance of air Pollution. For better atmosphere the proper ventilation will be provided in the structure.
7.2 Wastewater management
The wastewater from the domestic usages (3.2 KLD) will be sent directly to
the septic tank of size 3.0 x 2.0 x 2.0 m followed by the dispersion trench of
size 3.0 x 2.0 x 3.0 m . The spent wash water from the process 632 KLD will
be concentrated in multiple effect evaporator followed by incineration is
specially designed boilers.
By this way, the management proposes to achieve zero discharge system to
have a better environment not only in the factory premises and also to the
surrounding environment.
PROCESS DESCRIPTION OF EVAPORATION SYSTEM
Five Effect Falling Film Evaporator
Flow = inlet – E1 – E2 – E3 – E4 - E5
The above flow pattern is specially designed for utilization of available
energy. High wetting rates are provided in falling film bodies. This will
reduce scaling and the offline CIP frequency/downtime of evaporator.
The spent wash from distillery from storage is fed to falling film Evaporator
system, where it is concentrated from 17% to 25% solids. The analyzer
column vapors and exhaust steam from Turbine are used as heating media.
All the Effects are falling film type with vapour separators.
The feed from feed tank will be introduced into the effect 1. The vapours
from analyzer column are used as heating media in Effect 1 and recovered in
the form of condensate. Partially concentrated feed is then transferred to
19
Ponni Sugars (Erode) Limited – (Distillery Division)
Effect 2 and subsequently to effect 3. The vapour from Effect 1, are given to
Effect 2 as heating media. Evaporated vapours from effect 2 are used as
heating media in Effect 3 and so on. Finally the vapours separated in VS 3
are condensed in a Plate type surface condenser.
The partially concentrated feed flows from E1 to E2, E2 to E3 and further up
to E5, by means of transfer cum recycle pumps. Final concentration is
achieved in Effect 5. Level control loops are provided for all effects to ensure
trouble free operation.
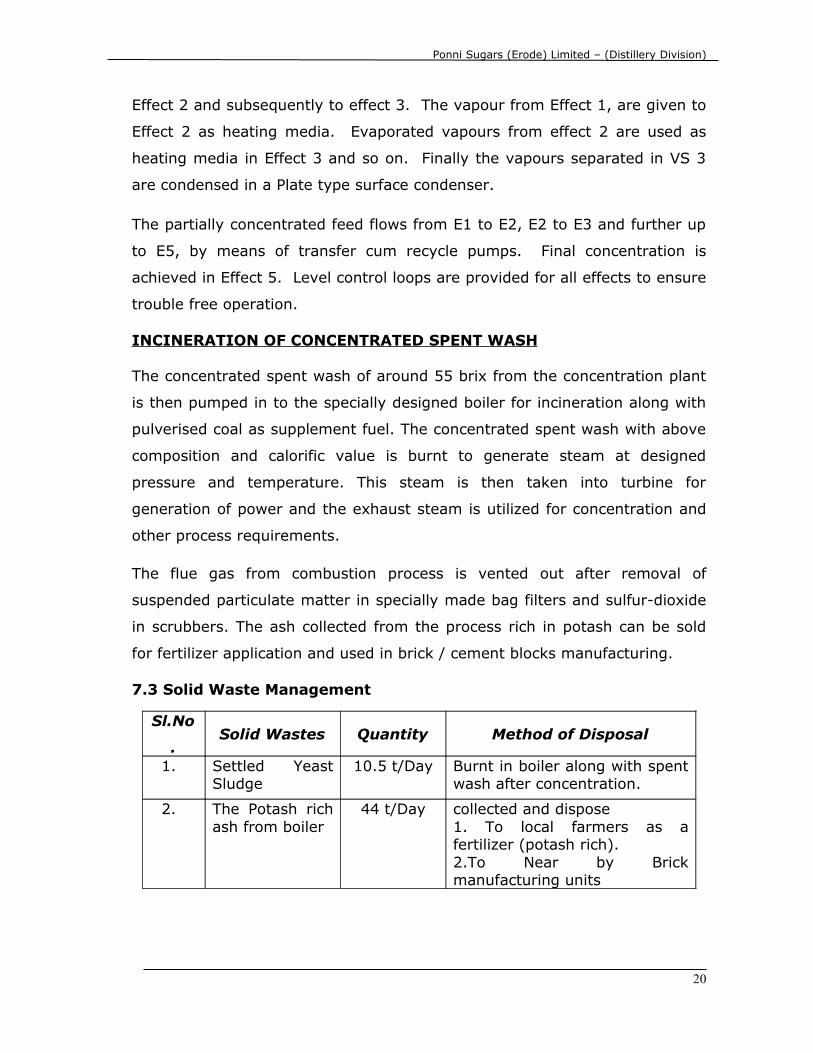
INCINERATION OF CONCENTRATED SPENT WASH
The concentrated spent wash of around 55 brix from the concentration plant
is then pumped in to the specially designed boiler for incineration along with
pulverised coal as supplement fuel. The concentrated spent wash with above
composition and calorific value is burnt to generate steam at designed
pressure and temperature. This steam is then taken into turbine for
generation of power and the exhaust steam is utilized for concentration and
other process requirements.
The flue gas from combustion process is vented out after removal of
suspended particulate matter in specially made bag filters and sulfur-dioxide
in scrubbers. The ash collected from the process rich in potash can be sold
for fertilizer application and used in brick / cement blocks manufacturing.
7.3 Solid Waste Management
Sl.No
.Solid Wastes Quantity Method of Disposal
1. Settled Yeast Sludge
10.5 t/Day Burnt in boiler along with spent wash after concentration.
2. The Potash rich ash from boiler
44 t/Day collected and dispose 1. To local farmers as a fertilizer (potash rich).2.To Near by Brick manufacturing units
20
Ponni Sugars (Erode) Limited – (Distillery Division)
7.4 Noise Level
As per the observations, the noise level in the buffer zone is found to be very
low.
7.5 Land Degradation
Since, the small quantity of wastewater will be generated from domestic
usages, the chances of contamination of soil will be nil. The vacant area in
the industry will be used for tree plantation to improve the surrounding
environment of the industry.
7.6 Greenbelt Plan
Greenbelt is developed inside the factory premises covering a total area of
about 1.51 hectares The unit will also develop the nearby area around the
industry for greenbelt. The inter-spaces are laid with shrubs. The inter-space
between trees planted is about 5m. It is proposed to double the tree density
in future.
For Ponni Sugars (Erode) Limited (Distillery Plant)
PRESIDENT
21