Embed Size (px)
Citation preview

Chucks are heavy! Get assistance when installing or removing the chuck from the lathe. Wear heavy duty leather boots for foot and toe protection, and keep hands and fingers away from all pinch points. Ignoring this warning can lead to a severe crushing injury or finger amputation!
Specifications• OD Clamping ........... 0.39"–6.89" (10–175mm)• ID Clamping ............ 2.56"–7.48" (65–190mm)• Chuck Bore Diameter ................1.97" (50mm)• Chuck Outer Diameter ............7.87" (200mm)• Maximum Speed ...........................3000 RPM*• Mounting Type ......................... D1-5 Camlock• Construction ..................Fine-GrainCast-Iron• ChuckWeight ......................................... 30lbs• ChuckShippingWeight ......................... 34lbs• Country of Origin ................................ Taiwan
* ThemaximumspeedlistedaboveisONLYpossiblewiththechuckjawsandtheworkpieceincompleterotationalsymmetry.Theworkpieceweightmustbewithinthelimitsofthelathe,andtheworkpiecemassmustbeofequaldensitythroughouttopreventcentrifugalimbalanceorradialrunout—evenifatailstockorothersupportisusedforadditionalsupport.
Instruction SheetPHONE: (360) 734-1540 • www.southbendlathe.com
MODEL SB1226 8" 4-JAW INDEPENDENT CHUCK
Copyright © October, 2010 by South Bend Lathe Co. WARNING: No portion of this manual may be reproduced without written approval.
#CR13306 Printed in Taiwan
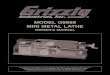
Figure 1. Features.
IntroductionTheModelSB1226usesadirectmountD1-5camlocksystemwherethecamlockstudsaredirectlythreadedintotothechuckbodyinsteadof being threaded into a backing plate that isboltedtothechuck.Withoutusingabackplatetomountthechuck,thechuckjawsarepositionedclosertotheheadstockwhichgivesalongerdistancebetweenthejawsandthetailstock.Anotherbenefitisthatthedistancebetweenthejawsandtheoutboardspindlenoseisreduced,soifaspidersupportisusedontheoutboardspindle,shortgunbarrelsandothershorterworkpiecescanbeheldatbothends.
Manufactured with high-tech German CNC
machinery
Fine-grain cast iron body
Hardened steel jaws for durability and extreme clamping force and grip
Independent jaw screws for each
reversible jaw
Direct camlock spindle mounting
Jaw screw retaining pin with lock screws

Safety• Chuck Key Safety:Achuckkeyleftinthe
chuckcanbecomeadangerousprojectilewhenthespindleisstarted.Alwaysremovethechuckkeyafterusingit.Developahabitof not taking your hand off of a chuck key unlessitisawayfromthemachine.
• Disconnect Power: Disconnectthelathefrompowerbeforeinstallingandremovingthe chuck or doing any maintenance or adjustments.Accidentallathestartupcancausesevereinjuryordeath.
• Secure Clamping: Athrownworkpiecemaycausesevereinjuryorevendeath.Whenswappingthechuckjawpositions,keep in mind that maximum gripping forceisattainedatfulljawandjawscrewengagement. Ifonlyoneispartiallyengaged,overallclampingforceisreduced.
• Speed Rates: Operating the lathe where maximumchuckspeedisexceeded,orattoohighofaspeedforanunbalancedworkpiece,cancausetheworkpiecetobethrownfromthechuck.Alwaysusetheappropriatefeedandspeedrates.Athrownworkpiecemaycausesevereinjuryorevendeath.
• Large Chucks: Largechucksareveryheavyanddifficulttograsp,whichcanleadtocrushedfingersorhandsifmishandled.Getassistancewheninstallingorremovinglargechuckstoreducethisrisk.Protectyourhandsandtheprecisiongroundwaysbyusingachuckcradleorpieceofplywoodoverthewaysofthelathewhenservicingchucks.
• Safe Clearances: Oftenchuckjawswillprotrudepastthediameterofthechuckandcancontactacoolantnozzle,tooling,toolpost,orsaddle.Beforestartingthespindle,makesuretheworkpieceandchuckjawshaveadequateclearancebyrotatingthenbyhandthroughitsentirerangeofmotionbyhand.
• Stopping Lathe By Hand: Stopping the spindlebyputtingyourhandontheworkpieceorchuckcreatesanextremeriskofentanglement,impact,crushing,friction,orcuttinghazards.Neverattempttosloworstopthelathechuckbyusingyourhand.Allowthespindletocometoastoponitsownorusethebrake(ifequipped).
• Long Stock Safety: Longstockcanwhipviolentlyifnotproperlysupported,causingseriousimpactinjuryanddamagetothelathe.Reducethisriskbysupportinganystockthatextendsfromthechuck/headstockmorethanthreetimesitsowndiameter.Alwaysturnlongstockatslowspeeds.
-2-
Mfg.Since5/10Model SB1226 I N S T R U C T I O N S

Camlock Stud InstallationThecamlockstudsthatareshippedwiththischuckmaybepre-installedfromthefactory.IfsoskipthissectionandcompleteChuck Installation and Removal on Page 4; otherwise,installthecamlockstudsasoutlinedbelow:
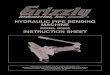
1. Oilandthreadeachcamstudintothechuckuntilthealignmentgrooveisflushwiththechucksurface,asshowninFigure 2.
2. Installandtightenthelockingcapscrewforeachstud,makingsurethatthecamlockstudscanslightlyrotatebackandforth.
Figure 2. Camlock stud installation.
Figure 3. Camlock stud adjustment.
Camlock Stud AdjustmentIfthecamlockstudshavebeenpre-installedatthefactory,orifyouareinstallingthemforthefirsttime,slightmachiningdifferencesbetweenthelathespindleandchuckcancauseoneormorecamlockstolockattheincorrectlocation.
If any cam line stopsoutsideofa “V” mark when allofthecamlockshavebeentightened, removethechuckandadjusttheheightoftheoffendingstud one full turn up or down asillustratedbelow.Afterallcamlocksoperatecorrectly,stampalignmentmarksinthechuckandspindletoensurethatthechuckcanbere-installedinthesamepositionafterbeingremoved.
Camlock Stud Must Slightly Rotate Back/Forth
Cap ScrewInstalled & Tight
Initial Adjustment: Camlock Stud Alignment Groove is Flush with Chuck Surface
Alignment Marks
Spindle LineCORRECT
The Camlock Mark Stops Between the
“V” Marks.
To Correct:Turn Stud One Turn In
To Correct:Turn Stud One Turn Out
INCORRECTThe Camlock Mark Stops Before the
“V” Marks.
INCORRECTThe Camlock Mark Stops After the
“V” Marks.
Mfg.Since5/10 Model SB1226
-3-
I N S T R U C T I O N S

6. Withthehelpofanotherperson,orwiththehelpofachuckcradle,alignthechuckwiththespindlesothestudsandcamlockboresarealignedcorrectly,andcarefullyslidethechuckontothelathespindle.Neverrestthechuckonitslowerstuds,asshowninFigure 5,androllorpushthetopofthechuckintoplaceonthespindle.Thisisabadpracticethatmaydamagethestudsandcamlockbores.
Do not install the chuck without having the camlock cap screws in place or fully tightened. Otherwise, the camlock studs may turn with the camlocks on release, resulting in the chuck being permanently locked onto the spindle.
Figure 5. Typical alignment of studs and camlock bores.
3. Cleanawaydebrisandoilysubstancesfromthematingsurfacesofthespindleandthechucktoensurethebestfitpossible.
4. Inspectandmakesurethatallcamlockstudsareundamaged,clean,andlightlyoiled.
5. Makesurethatthecamlockstudretainingcapscrewsaresnug,butstillallowthestudstoberotatedbackandforthslightlybyhand.Thisfree-playiscriticaltoensurethatthecamlockstightenandlockwiththestudscompletely,andwillreleasewithoutbinding.
—Ifaproblemisfoundwiththecamlocklockingorrelease,removetheoffendingstudandcleanitwithmineralspirits.Compareitwithagoodstudforanyinconsistencies,andreplaceitifaproblemisfound.Inspectthebore,capscrew,seatdepth,andthreadswithothersthatareknowntobecorrect.Chaseallthreads,andremoveanyburrsordingsintheseat.Dryouttheborewithcompressedairandlightly re-lubricate with a drop or two of machine oil or way oil.
Figure 4. Wooden chuck support cradle.
Before turning the lathe ON, make sure the chuck key is removed! A thrown chuck key can cause serious injury or death to the operator or bystanders.
1. DISCONNECTLATHEFROMPOWER!
2. Layachuckcradle(seeFigure 4) or plywoodunderthechuckandoverthebedwaytoprotecttheprecisiongroundsurfacesfromdamageandreducetheriskoffingersgettingpinched.
Chuck Installation and Removal
INCORRECTCORRECT
-4-
Mfg.Since5/10Model SB1226 I N S T R U C T I O N S

7. Tightencamlocksinastarpatterntodrawthechuckinevenlyandreducethechanceofmisalignment.Makesuretotightencamlocksinanincrementalmannertoensurethatonecamlockdoesnotgetfullytightenedbeforetheothers(i.e.,snugthecamlocksonthefirstpass,thenmoderatelytightenonthenextpass,thenfullytightenonthethirdpass).
Asyoutightenthecamlocks,thechuckwillseatwiththespindlenose.Whenfullytightened,thecamlinewillfallbetweenthetwo"V"marksonthespindlenose,asshownin Figure 6.
Figure 6. Camlock is fully tightened with the camlock line positioned between the "V" marks.
— Ifthecamisfullytightened,butthecamline ispositionedoutsideofthe“V”marks,removethechuckandadjusttheheightofthe offending camlock stud,asoutlinedinCamlock Stud Adjustment on Page 3.
8. Wheninstallationiscompleteandyouaresatisfiedwiththeresults,lightlystampasetofalignmentmarksonthechuckandspindle.
Note: Alignmentmarksensurethatthechuckcanbere-installedinthecorrectpositioneverytimeforconsistentchuckandspindlealignment.Italsoallowsforthesamecamlocksandstudstooperatetogetherforconsistentlockingandunlocking.
Cam line is between the "V" marks
PINCH HAZARD! Protect your hands and the precision ground bedways with plywood or a chuck cradle when removing the lathe chuck! The heavy weight of a falling chuck can cause serious injury.
To remove the chuck:1. DISCONNECTLATHEFROMPOWER!
2. Layachuckcradleorplywoodunderthechuckandoverthebedwaytoprotecttheprecisiongroundsurfacesfromdamageandreducetheriskoffingersgettingpinched.
3. Loosenthecamlocksbyturningthekeycounterclockwiseapproximatelyone-thirdofaturnuntilthemarkonthecamlockalignswiththespindlemarkonthespindlenose(seeFigure 7).Ifthestuddoesnotfreelyreleasefromthecamlock,wigglethecamlockuntilitstudreleases.
Note:Camlockscanbecomeverytight.Acheaterpipemaybeusedtoaddleveragewhenloosening.
Figure 7. Camlock is fully loosened when the camlock line is aligned with the spindle mark.
Cam line isaligned with the
spindle mark
Mfg.Since5/10 Model SB1226
-5-
I N S T R U C T I O N S

CAUTION: During the next step, the chuck may come off suddenly, so it is important that you are ready to support its weight with a chuck cradle to prevent crushing your fingers or dropping the chuck.
4. Usingadeadblowhammerorothersoftmallet,lightlytaparoundtheoutercircumference of the chuck body to break the chuckfreefromthecamlocksandthespindlenosetaper.
5. Usearockingmotiontocarefullyremovethechuckfromthespindle.
—Ifthechuckdoesnotimmediatelycomeoff,rotatethechuckapproximately60˚andtapagain.Makesureallthemarksonthecamsandspindleareinproperalignmentforremoval.
OperationNon-cylindricalpartscanbeheldandbroughtintothespindlecenterlineforfacingorboringTheotherbenefitisthatthemajorityofworkpiecescanbepositionedoutofthespindlerotationaxisifabore(seeFigure 9)orastepneedstobecutintoaworkpieceonanoutlyingedge.Forthebestgrippossibleonodd-shapedworkpieces,oneormorejawscanalsoberotated180°tograbmoresurfaceareaforclamping.Ifallfourjawscannotbeusedtoholdtheworkpiece,youmustusefaceplatetoreducetheriskofaworkpiecebeingthrown.
To clamp a workpiece in the chuck:1. DISCONNECTLATHEFROMPOWER!
2. Installacenterinthetailstock.
3. Retracteachjawand place the workpiece flatagainstthechuckface.
4. Slidethetailstockforward,sothetipofthedeadcenterappliesenoughpressureagainsttheworkpiecetoholditinplace,andthenlockthetailstockinposition.
5. Moveeachjawuntilitmakeslightcontactwith the workpiece.
Figure 8. Tightening sequence.
7. Aftertheworkpieceisheldinplacebythejaws,turnthechuckbyhandandpayattention to the workpiece alignment.
—Iftheworkpieceisnotcorrectlyalignedforyouroperation,turnthechuckandmakefineadjustmentsbyslightlylooseningonejawandtighteningtheopposingjawuntiltheworkpieceiscorrectlyaligned(seeFigure 9 for an example).
1
2
3
4
Hole to be bored into workpiece
Figure 9. Non-concentric workpiece correctly clamped in the 4-jaw chuck.
6. FollowingthesequenceshowninFigure 8,tighteneachjawinsmallincrementstomovetheworkpieceintotherequiredposition.Checkfrequentlytomakesuretheintendedcenterpointoftheworkpiecehasnotwanderedawayfromthespindlecenterlinewhilethejawsarebeingtightened.
-6-
Mfg.Since5/10Model SB1226 I N S T R U C T I O N S

Jaw screw retaining pinSet screw
a
Figure 10. Chuck sequence of disassembly.
Care & Maintenance
Always disconnect machine from power before performing maintenance or serious personal injury may result.
!
b. Backthejawsoutofthechuck
c. Removethefoursetscrews.
d. Putonsafetyglasses,anduseahammer anddriftpunchtotapouteachjawscrew retaining pin.
e. Slidethejawscrewsoutoftheirbores.
4. Usingmineralspirits,cleananddryallparts.Inspectandfixallbores,teeth,pins,andmatingsurfacesforwear,burrs,galling,rust,orcracks.
5. Withoutchangingthedimensionofanypart,useawirebrush,emerycloth,ordressingstonestoremoveallrust,burrs,oranyhighspotscausedbygalling.
6. CoatallpartswithanyautomotiveNLGI#2grease,andcarefullyre-assemblethechuckinthereverseordershowninFigure 10.
7. Rotatethechuckkeyclockwiseuntiltheleadthreadofeachjawscrewisseenjustenteringthejawguide,theninserteachnumberedjawintoitsnumberedslot.
8. Oneatatime,holdeachjawagainstitsjawscrew,androtatethechuckkeyclockwisetoengagethejawscrewwiththejaw,thenfullythreadthejawintothechuck.
9. Alignandre-installthechuck.
Foroptimumperformancefromyourchuck,followthemaintenanceschedulebelow.Neverhammeronthechuck,jaws,oraworkpiecethatisclampedinthechuck;andneversubjectthechucktoabrasives,flame,orwater.
Daily:• Check/correctloosemountingbolts.• Keep the chuck clean and oiled.• Useavacuum,rag,orbrushtocleanthe
chuckafteruse. Neveruseairpressuretocleanchipsawayfromachuck.
• Avoidleavingthechuckclampedonaworkpiece,unloadthechuckjawsdaily.
• Makesurethechuckkeyisremovedfromthechuckwhennotinuse.
Ifthechuckeverbecomesstifftooperate,itmayhavebeencontaminatedwithmetalchipsorabrasivesfromincorrectorinfrequentmaintenanceintervals.Ifthisisthecase,thechuckmustbedisassembled,cleaned,andre-lubricated.
To disassemble the chuck for a full cleaning and lubrication service:1. DISCONNECTLATHEFROMPOWER!
2. Verifythatchuckalignmentmarksarepresentsothechuckcanbere-installedinthesameposition,andremovethechuck.Stampthemarksiftheydonotexist.
3. Leavingthecamlockstudsinplace,disassemblethechuckinthesequencelistedbelowandshowninFigure 10.
a. Placeasetofwoodenblocksunderthe chucksothecamlockstudsdonotreston thetable,andclampthechucktothe tableasshowninFigure 10.
b
c
de
d
Mfg.Since5/10 Model SB1226
-7-
I N S T R U C T I O N S

TroubleshootingSymptom Possible Cause Possible Solution
Thechuckhashardspotsorbindscompletely.
1. Jawisinapoorpositionforclamping.
1. Re-installjawsformaximumengagementwithjawslotandjawscrew.
2. Lackoflubrication,rust,burr,ormetalshavingsinsideofchuck.
2. Disassemble,de-burr,clean,andlubricatechuck.
3. Brokentoothonthejaworthejawscrew.
3. Disassemblechuckandrepair/replacebrokenpart.
Theworkpieceslipsinthejaws.
1. Incorrectjaworworkpiececlampingposition.
1. Re-installjawsformaximumengagementwithjawslotandjawscrew.
2. Chuckisbindingbeforefullclampingforceisachieved,orajaworjawscrewisbinding.
2. Chuckisloadedupwithcontaminants.Disassembleandservicechuck.Loosenandretightenthechuckkeyseveraltimestodistributelubricant.
3. Cuttingoverload. 3. Reduce cutting depth or feed rate.
Clamping accuracy ispoor.
1. Workpieceimproperlyclampedorworkpieceismisaligned.
1. Removejaws,clean,de-burr,andre-install;verifyaccuracyandrecalibratetest/dialindicator.
2. Chuckloose;mountingisoff-center,orisimproperlyseated.
2. Removechuck,cleanandde-burrmounting;adjustcamlockstuds,andre-installchuck.
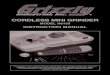
Parts List
Please Note: We included this parts breakdown for service purposes only. Since many of the parts shown are machined to each individual chuck, they may not be available as replacement items.
Parts DiagramREF PART # DESCRIPTION1 PSB1226001 REVERSIBLE CHUCK JAW2 PSB1226002 CHUCK BODY3 PSB1226003 JAW SCREW4 PSB1226004 JAW SCREW PIN5 PSS02 SET SCREW 5/16-18 X 3/86 PSB1226006 CHUCK KEY7 PSB1226007 D1-5 CAMLOCK STUD8 PCAP04 CAP SCREW 1/4-20 X 1/2
63
2
1
5
87
4
If you need help with your new chuck, contact us at: PHONE: (360) 734-1540 FAX: (360) 676-1075 (International)FAX: (360) 734-1639 (USA Only)EMAIL: [email protected]
-8-
Mfg.Since5/10Model SB1226 I N S T R U C T I O N S