Embed Size (px)
Citation preview
Transportador aéreo
usuarios- y manual de mantenimiento
0230-2
Meyn Food Processing Technology B.V. Noordeinde 68, 1511 AA OostzaanPaíses Bajos Teléfono: + 31 (0) 75 684 33 55Fax: + 31 (0)75 684 41 50, Correo electrónico: [email protected]
Página Web: www.meyn.nl,Inscrito en la Cámara de Comercio de Zaandam con el número 35015165


Índice
Índice
Prefacio ............................................................................................................................. 5Este manual ................................................................................................................ 6
1 Introducción.................................................................................................................... 71.1 Especificaciones Técnicas.................................................................................... 71.2 Representación esquemática ............................................................................... 8
1.2.1 Esquema de la disposición general del tensor neumático ...................... 101.3 Qué es lo que hace la Transportador Aereo de Meyn? ...................................... 11
1.3.1 Función de la llave neumática................................................................. 121.3.1.1 Funcionamiento de una llave neumática 121.3.1.2 Opciones 12
1.3.2 Descripción técnica de la llave neumática Meyn..................................... 131.3.2.1 Programa del PLC 13
1.4 El Transportador Aereo en términos técnicos.................................................... 141.4.1 Impulsión ................................................................................................. 141.4.2 Suspensión.............................................................................................. 141.4.3 Materiales................................................................................................ 141.4.4 Mandos.................................................................................................... 151.4.5 Instalación ............................................................................................... 151.4.6 Gancho.................................................................................................... 15
2 Seguridad...................................................................................................................... 172.1 Los riesgos más destacados .............................................................................. 18
2.1.1 Riesgos de seguridad en la línea y la llave neumática............................ 192.2 Dispositivos de seguridad ................................................................................... 20
2.2.1 La llave neumática de la línea................................................................. 202.3 edidas de seguridad............................................................................................ 21
2.3.1 Preparativos para un uso seguro ............................................................ 212.3.2 Medidas de seguridad durante el uso ..................................................... 22
2.4 Conozca los pictogramas.................................................................................... 23
3 Instalación y puesta en funcionamiento .................................................................... 253.1 Montaje de la Transportador Aereo MEYN......................................................... 25
3.1.1 Instalación de la llave neumática............................................................. 263.1.1.1 Conexión de la llave neumática 263.1.1.2 Calibración de la posición del cilindro 26
3.1.2 Secuencia de los elementos.................................................................... 273.1.3 Guia de ganchos ..................................................................................... 27
3.2 La conexión de la Transportador Aereo MEYN .................................................. 27
© Meyn Food Processing Technology B.V. 1
Índice
4 Manejo ........................................................................................................................... 294.1 Mandos ............................................................................................................... 29
4.1.1 Cuadro de mando principal ..................................................................... 294.1.2 Cuadro de mando.................................................................................... 304.1.3 Pantalla táctil ........................................................................................... 314.1.4 Señal de puesta en marcha..................................................................... 324.1.5 Parada de emergencia ............................................................................ 324.1.6 Convertidor de Frecuencia ...................................................................... 324.1.7 Lubricador de cadena.............................................................................. 32
4.2 Preparativos para la puesta en funcionamiento.................................................. 334.3 Puesta en funcionamiento .................................................................................. 34
4.3.1 Condiciones de arranque ........................................................................ 344.3.2 Elección de un modo en la pantalla táctil ................................................ 35
4.4 Functionamiento de parada ................................................................................ 354.5 Procedimiento de parada.................................................................................... 354.6 Parada de emergencia (si es aplicable).............................................................. 364.7 Manejo de la llave neumática ............................................................................. 37
4.7.1 Navegación ............................................................................................. 374.7.2 Pantalla principal ..................................................................................... 384.7.3 Pantalla de menú .................................................................................... 394.7.4 Pantalla gráfica / de diagramas............................................................... 404.7.5 Disposición ............................................................................................. 414.7.6 Contraseña ............................................................................................. 414.7.7 Parámetros ............................................................................................. 424.7.8 Calibración de la posición del cilindro(sólo cuando hay una unidad de medición instalada) ...................................... 434.7.9 Opciones 1.4 ........................................................................................... 434.7.10 Visualización de sucesos y registro de sucesos de la llave neumática..................................................... 44
5 Limpieza ........................................................................................................................ 455.1 Preparativos para la limpieza.............................................................................. 45
5.1.1 Montaje y desmontaje para la limpieza ................................................... 455.1.2 Avisos...................................................................................................... 455.1.3 Velocidad de limpieza.............................................................................. 46
5.2 El programa de limpieza ..................................................................................... 475.2.1 Limpieza durante la producción............................................................... 475.2.2 Después de la producción....................................................................... 475.2.3 Lavado con agua a alta presión .............................................................. 485.2.4 Limpieza con espuma alcalina ................................................................ 495.2.5 Desinfección............................................................................................ 505.2.6 Limpieza con espuma ácida.................................................................... 51
5.3 Recomendación con respecto a la limpieza química.......................................... 52
2 © Meyn Food Processing Technology B.V.
Índice
6 Esquema de mantenimiento y tabla de anomalías.................................................... 536.1 Lubricantes ......................................................................................................... 536.2 Unidades de lubricación...................................................................................... 546.3 Motor - motorreductor (¡si procede!) ................................................................... 546.4 Medidas de seguridad que se deben tomar antes del mantenimiento ............... 556.5 Lista de control.................................................................................................... 566.6 Lista de puntos de lubricación ............................................................................ 596.7 Tabla de anomalías ............................................................................................ 60
7 Desmontaje/montaje y ajustes.................................................................................... 637.1 Ajustes básicos ................................................................................................... 637.2 Ajustes con la línea parada ................................................................................ 64
7.2.1 Sensor de proximidad de la llave neumática (opcional) .......................... 647.2.2 Tensor de la cadena................................................................................ 657.2.3 Altura de todas las ruedas....................................................................... 667.2.4 Riel en forma de T................................................................................... 67
7.3 Ajustes durante la producción............................................................................. 68
© Meyn Food Processing Technology B.V. 3

Índice
4 © Meyn Food Processing Technology B.V.
Prefacio
PrefacioMeyn Food Processing Technology B.V. es una de las empresas líder en el mundo en el diseño y la fabricación de sistemas y equipos para la industria de la transformación de productos avícolas.Gracias a la flexibilidad de su organización de servicio y soporte, y al énfasis constante en la introducción de nuevos productos a través de una intensiva labor de investigación y desarrollo, Meyn está en capacidad de proveera los clientes de hoy las soluciones del mañana.
Sin importar cuál sea el alcance o la complejidad del proceso, Meyn provee siempre a sus clientes las soluciones adecuadas según sus necesidades específicas; soluciones que están enfocadas al logro de sus objetivos.Para ello, Meyn combina un sólido conocimiento del negocio de sus clientes, con la experiencia y las habilidades en el diseño de procesos. Y ésto es de vital importancia ya que sólo una solución bien enfocada generael rendimiento deseado.
Nuestra ambición es proveer soluciones que soporten procesos completamente controlados en línea;que manejen y hagan seguimiento a cada producto o lote de productos a lo largo de toda la instalación, y que controlensimultáneamente la calidad de la producción. Todo esto, combinado con la capacidad de asignar las aves que ingresan en la forma más óptima a las órdenes de venta.
Meyn está representada por una amplia red de filiales y agentes en todo el mundo. Con el fin de proveer a sus clientes soluciones completamente integradas, Meyn cuenta con un número desocios estratéticos en los siguientes sectores del proceso:
• Inspección por radiografía.• Deshuesado mecánico.• Sistemas logísticos.• Refrigeración.• Tratamiento de aguas.• Transporte al vacío.• Industrialización de grasas animales.• Productos semipreparados.
© Meyn Food Processing Technology B.V. 5
Prefacio
Este manual
Este manual está destinado a los operarios de la máquina y constituye un medio de información e instrucción que les permitirá utilizarla de forma correcta y segura. El manual está distribuido en 7 capítulos y varios anexos:
Capítulo:1. Introducción; ofrece información general en relación con la máquina y el proveedor
Capítulo:2. Seguridad; describe los principales aspectos de seguridad relacionados con el uso de la máquina.
Capítulo:3. Instalación; describe las operaciones que deben realizarse antes de poner en funcionamiento la máquina
Capítulo:4. Manejo; describe las operaciones que deben realizarse durante el uso normal de la máquina.
Capítulo:5. Limpieza; describe las operaciones de limpieza que deben realizarse para mantener la máquina en un perfecto estado y garantizar un uso seguro e higiénico.
Capítulo:6. Mantenimiento; describe las operaciones de mantenimiento que deben realizarse para mantener la máquina en un perfecto estado y garantizar un uso seguro.
Capítulo:7. Desmontaje/montaje y ajustes; describe las operaciones de desmontaje, montaje y ajuste de las piezas de la máquina necesarias a la hora de reinstalar la máquina en otro lugar distinto o en un entorno reformado, para garantizar su funcionamiento seguro y eficaz.
Suplemento:. Anexos; describen los diversos aspectos/datos de la máquina.
No se permite la reproducción o duplicación, parcial o total, de los contenidos de este manual de servicio sin el previo consentimiento por escrito de Meyn Food Processing Technology B.V.
Sin embargo, aunque se ha cuidado de asegurar que la información de este documento sea la correcta, Meyn no se responsabiliza por perdidas, daños o lesiones causadas por errores u omisiones respecto de la información contenida en este manual.
6 © Meyn Food Processing Technology B.V.

Introducción
1 IntroducciónEste capítulo contiene los principales datos técnicos de la máquina y describe su ob-jetivo y funcionamiento.
1.1 Especificaciones Técnicas
Especificaciones:
Tipo de línea Longitud de la cadena
Longitud de la línea Número de motores de accionamiento
Capacidad Motor eléctrico
Peso medio del ave Convertidor de frecuen-cia
Paso del gancho Longitud de la cadena
Números de ganchos Corriente/frecuencia
Paso del carro Potencia eléctrica insta-lada
Número de carros Nivel de ruido
Tabla 1.1 Especificaciones
© Meyn Food Processing Technology B.V. 7
Introducción
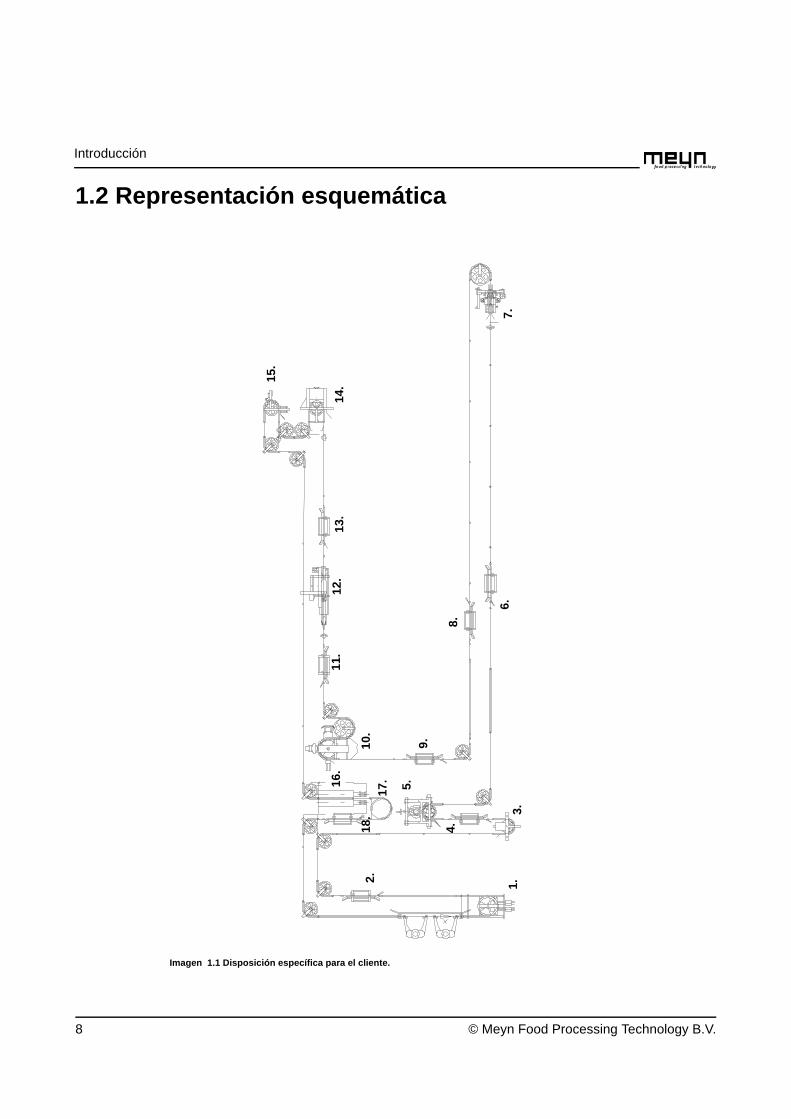
1.2 Representación esquemática
1.2.
3.
4.
5.
6.7
.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
Imagen 1.1 Disposición específica para el cliente.
8 © Meyn Food Processing Technology B.V.
Introducción
Esta línea está formada por las siguientes máquinas:
1. Lubricador de cadena2. Recolocador de ganchos3. Máquina de pesar4. Recolocador de ganchos5. Cortador de canilla6. Recolocador de ganchos7. Cortador de ala entera HY8. Recolocador de ganchos9. Recolocador de ganchos10.Precortador/máquina partidora horizontal11.Recolocador de ganchos12.Procesadora de patas13.Recolocador de ganchos14.Cortador de muslos15.Vaciador de línea16.Lavadora de ganchos y cadena17.Equipo regulador de la velocidad de línea18.Recolocador de ganchos19.Tensor neumático (¡no se muestra!)
© Meyn Food Processing Technology B.V. 9

Introducción
1.2.1 Esquema de la disposición general del tensor neumático
A.
B.
1
1
2
23
34
5
5 6 7
8
9
10
10
9b
9a
Imagen 1.2 Esquema de la disposición general del tensor neumático.
Configuraciones de la llave neumática:
A). Con placa de señal y agregador de sensores combinado.B). Con unidad de medición integrada
Componentes principales de la llave neumática:
1. Curva soldada 180° × 485 mm de ancho.2. Placa de deslizamiento T50.3. Barra de ajuste de la llave neumática4. Placa de señal5. Rueda de retorno6. Rueda de guía7. Cilindro8. Cilindro con unidad de medición integrada9. a) Sensor de alarma, parada de la línea automática
b) Sensor de aviso de 90% de recorrido10.Armario de control.
10 © Meyn Food Processing Technology B.V.
Introducción
1.3 Qué es lo que hace la Transportador Aereo de Meyn?
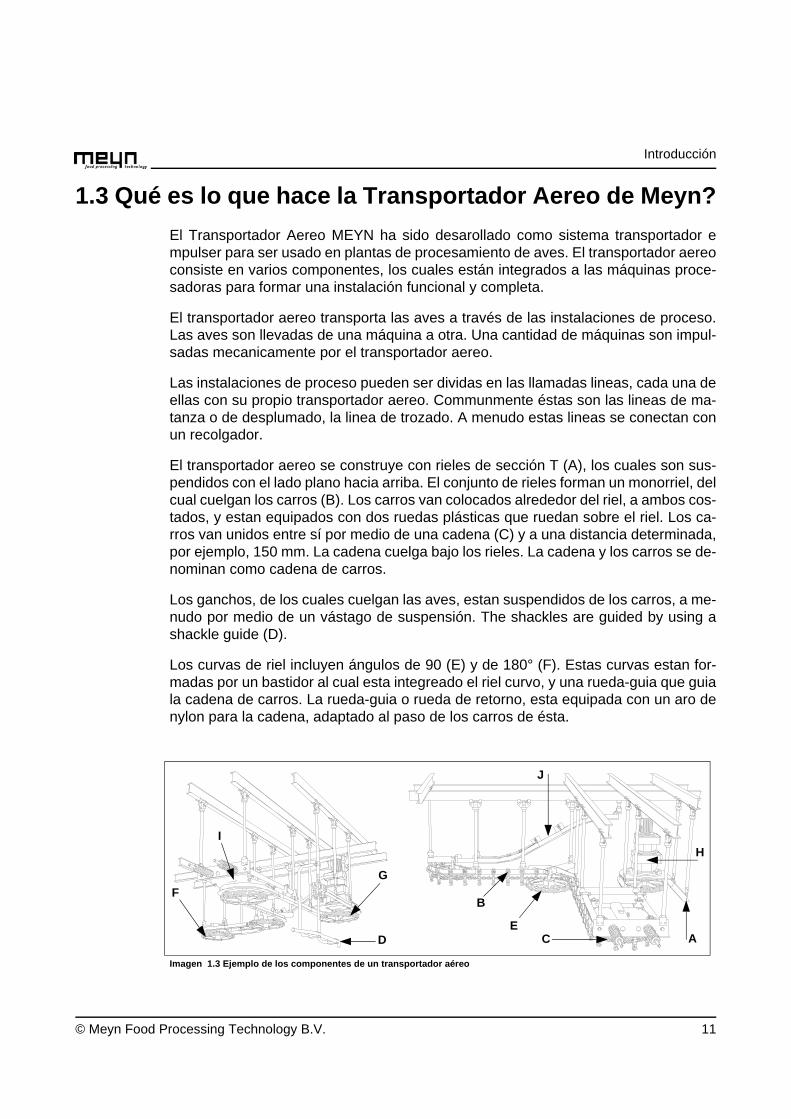
El Transportador Aereo MEYN ha sido desarollado como sistema transportador e mpulser para ser usado en plantas de procesamiento de aves. El transportador aereo consiste en varios componentes, los cuales están integrados a las máquinas proce-sadoras para formar una instalación funcional y completa.
El transportador aereo transporta las aves a través de las instalaciones de proceso. Las aves son llevadas de una máquina a otra. Una cantidad de máquinas son impul-sadas mecanicamente por el transportador aereo.
Las instalaciones de proceso pueden ser dividas en las llamadas lineas, cada una de ellas con su propio transportador aereo. Communmente éstas son las lineas de ma-tanza o de desplumado, la linea de trozado. A menudo estas lineas se conectan con un recolgador.
El transportador aereo se construye con rieles de sección T (A), los cuales son sus-pendidos con el lado plano hacia arriba. El conjunto de rieles forman un monorriel, del cual cuelgan los carros (B). Los carros van colocados alrededor del riel, a ambos cos-tados, y estan equipados con dos ruedas plásticas que ruedan sobre el riel. Los ca-rros van unidos entre sí por medio de una cadena (C) y a una distancia determinada, por ejemplo, 150 mm. La cadena cuelga bajo los rieles. La cadena y los carros se de-nominan como cadena de carros.
Los ganchos, de los cuales cuelgan las aves, estan suspendidos de los carros, a me-nudo por medio de un vástago de suspensión. The shackles are guided by using a shackle guide (D).
Los curvas de riel incluyen ángulos de 90 (E) y de 180° (F). Estas curvas estan for-madas por un bastidor al cual esta integreado el riel curvo, y una rueda-guia que guia la cadena de carros. La rueda-guia o rueda de retorno, esta equipada con un aro de nylon para la cadena, adaptado al paso de los carros de ésta.
A
B
CD
F
G
HI
J
E
Imagen 1.3 Ejemplo de los componentes de un transportador aéreo
© Meyn Food Processing Technology B.V. 11
Introducción
1.3.1 Función de la llave neumática
La llave neumática ha sido diseñada para mantener la tensión idónea de la cadena del carro durante la producción. La llave neumática se usa principalmente en la línea de refrigeración para absorber las oscilaciones importantes en la longitud de la cade-na en líneas de transporte (muy) largas. Estas oscilaciones de longitud ocurren cuan-do se producen cambios de temperatura, cambios en la carga del transportador y la combinación de la tensión de la línea con el desgaste.
Sólo se puede incorporar una llave neumática en una línea de refrigeración. Si hacen falta más llaves neumáticas, se puede utilizar una combinación de una llave neumá-tica con llaves de resorte convencionales. Las llaves de resorte reducirán las varia-ciones excesivas de carga, mientras que la llave neumática absorberá las oscilaciones de longitud de la cadena.
1.3.1.1 Funcionamiento de una llave neumática
Para mantener la posición adecuada de la cadena del transportador, la llave neumá-tica está equipada con un cilindro de aire que tiene una carrera de 900 mm. El cilindro de aire se ajusta mediante el PLC y una válvula reguladora. La válvula reguladora se encuentra dentro de un pequeño armario fijado al bastidor de la llave neumática. La válvula reguladora asegura que la fuerza de tensión se mantiene constante, a pesar de la fuerza ejercida por la presión del aire. En comparación con una llave de resorte convencional, la fuerza de tensión del cilindro se mantiene constante durante los 900 mm de la carrera del cilindro, lo que representa una ventaja muy importante.
1.3.1.2 Opciones
La llave neumática se puede equipar con una unidad de medición electrónica. Dicha unidad mide continuamente la posición del patín de la llave y envía esta información al software del PLC de la línea de transporte. Los esquemas gráficos y las tablas ge-neradas permiten que el operario supervise/interprete el comportamiento del trans-portador en diferentes circunstancias.
12 © Meyn Food Processing Technology B.V.
Introducción
1.3.2 Descripción técnica de la llave neumática Meyn
La llave neumática está formada por una sección curva de 180°, cuya rueda de retor-no está encima de una placa de deslizamiento horizontal. La tensión de la cadena de carros se regula mediante un cilindro neumático.
La llave neumática ajusta, sin ningún esfuerzo, diferencias de longitud de hasta 1.600 mm. Meyn recomienda instalar llaves neumáticas cuando la línea de refrigera-ción supera los 1000 metros.
La llave neumática está fabricada con acero inoxidable y materiales resistentes a la corrosión. Sólo está disponible para secciones T-50, no para rieles tubulares. La rueda de retorno tiene un diámetro de 490 mm, que es el único diámetro disponi-ble.
La llave neumática está equipada con una combinación de sensores. Dichos senso-res producen una alarma en ambos finales de carrera de la llave. Se produce una ter-cera señal cuando se alcanza el 90% de la longitud de la carrera, lo que puede requerir que se acorte la línea durante la revisión de mantenimiento. Las combinacio-nes de sensores y la válvula de ajuste se controlan mediante una unidad PLC situada en el armario de control de la línea de refrigeración.
1.3.2.1 Programa del PLC
En el programa del PLC, las señales analógicas se convierten de 4-20 mA en:
• Presión 0,00 - 6,00 bar• Posición 0 - 2000 mm
Cada aviso produce una alarma. Cada vez que se produce una alarma, la línea de refrigeración se detiene inmediatamente. Los avisos y las alarmas que se producen aparecen a continuación:
• Aviso: presión demasiado alta• Alarma: presión demasiado alta• Aviso: presión demasiado baja• Alarma: presión demasiado baja• Aviso: posición demasiado alta• Alarma: posición demasiado alta• Aviso: posición demasiado baja• Alarma: posición demasiado baja• Alarma: llave neumática completamente retraída• Alarma: llave neumática completamente extraída
© Meyn Food Processing Technology B.V. 13
Introducción
1.4 El Transportador Aereo en términos técnicos
1.4.1 Impulsión
La cadena de carros es impulsada por motores, los cuales son montados general-mente a curvas de 180°, junto con un reductor (G). El motor (H) impulsa la rueda de impulsión de la cadena, la cual tira de la cadena de carros por medio de una rueda de cadena. La cantidad de secciones de impulsión y sus motoreductores depende del largo del transportador aereo y de las máquinas que son impulsadas.
El riel T y las curvas forman un circuito sin fin, en al cual se hace girar la cadena, se debe instalar al menos un tensor (I) en cada transportador aereo.
El tensor consiste en una curva de 180°, en la cual la rueda de retorno esta colocada en un deslizador horizontal. El deslizador tensa la cadena de carros por medo de re-sortes de compresión.
Para cubrir diferencias de altura se usan pendientes o subidas y bajadas (J). El largo de estas secciones con pendiente depende de la differencia de alturas a cubrir, dado que los agulos verticales deben estar comprendidos entre 15° y 30°.
1.4.2 Suspensión
Todos los elementos del transportador aereo estan suspendidos de una construccón aerea de acero por medio de cañerías de suspensión. Los elementos se suministran con puntos de suspensión, los cuales a menudo forman también la union con el ele-mento siguiente.
Las cañerías de suspension se suministran en largos fijos y modelos ajustables.
1.4.3 Materiales
De serie, las piezas del transportador aéreo están fabricadas con acero galvanizado duradero, aunque también están disponibles en acero inoxidable.
Todos los ganchos están fabricados con acero inoxidable o plástico. Los anillos de la cadena están fabricados con un tipo especial de nailon de gran resistencia. Las rue-das de retorno están fabricadas con fundición de aluminio o plástico, según el modelo.
14 © Meyn Food Processing Technology B.V.
Introducción
1.4.4 Mandos
En el transportador aéreo se utilizan una o más secciones de impulsión, en función de la longitud de la línea y el tipo de máquinas que debe impulsar la cadena de carros. Cada sección de impulsión está equipada con un motor eléctrico que mueve la cade-na de carros a través de una caja de engranajes.
Los motores eléctricos se controlan mediante un convertidor de frecuencia, que ofre-ce las siguientes funciones:
• control de varios motores al mismo tiempo• ajuste continuo de la velocidad de la línea• arranque gradual sin sacudir ni hacer que oscilen los ganchos• parada gradual• posibilidad de realizar una parada inmediata
La caja de regulación central está equipada con un convertidor de frecuencia que puede controlar varios motores eléctricos al mismo tiempo. La caja de regulación está equipada con interruptores de control que controlan los motores de accionamiento mediante los controladores de frecuencia.
1.4.5 Instalación
El Transportador Aereo MEYN se construye siempre de acuerdo a las especificacio-nes del cliente. Por ello, no es posible exponer su instalación detalladamente. Asimis-mo, no se describen en este manual las conexiones entre los elementos.
1.4.6 Gancho
Los ganchos de esta línea tienen las siguientes características:
• Longitud 620 mm• Paso de los ganchos 12”• Paso de los carros 6”
620
Imagen 1.4 Gancho.
© Meyn Food Processing Technology B.V. 15
Introducción
16 © Meyn Food Processing Technology B.V.
Seguridad
2 SeguridadEn este capítulo se explican todos los aspectos de seguridad de la máquina. Es muy importante conocer todo su contenido. Meyn Food Processing Technology B.V. ha hecho los mayores esfuerzos para informarle de la forma más exhaustiva sobre los posibles peligros del uso de la máquina. Es responsabilidad de usted que se respeten las normas indicadas en todo momento.
Ante cualquier duda acerca de los aspectos de seguridad, póngase en contacto con el fabricante.
© Meyn Food Processing Technology B.V. 17
Seguridad
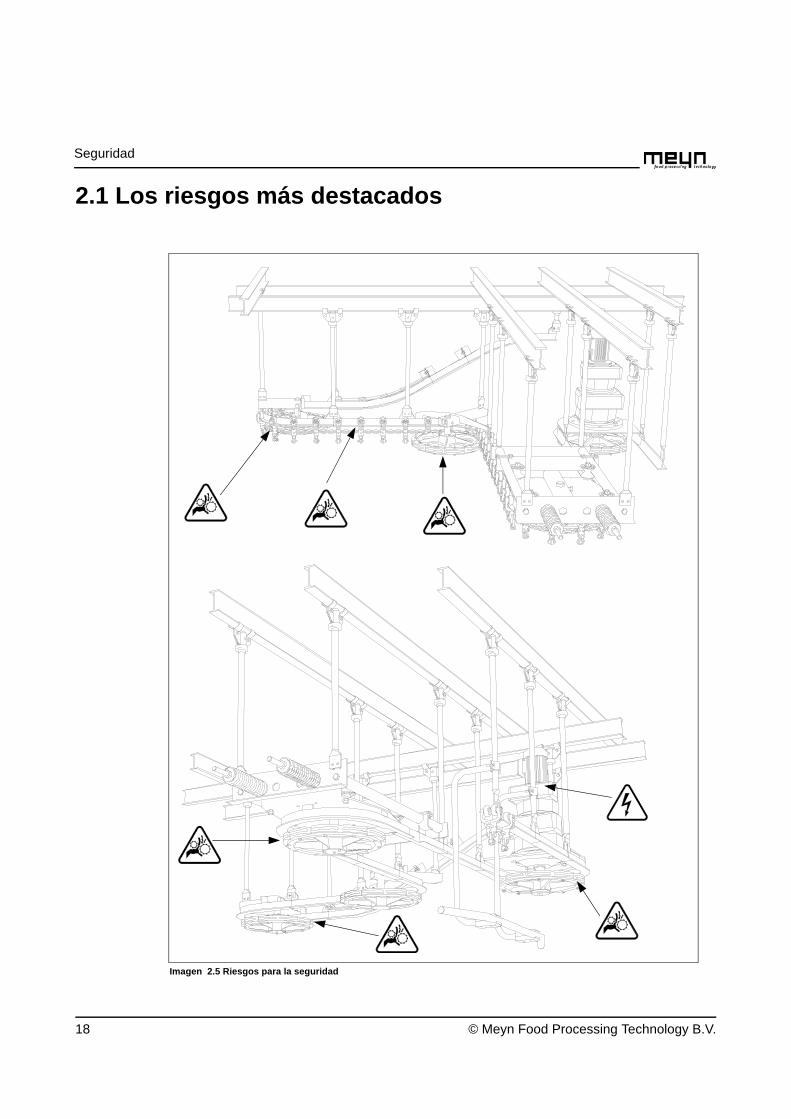
2.1 Los riesgos más destacados
Imagen 2.5 Riesgos para la seguridad
18 © Meyn Food Processing Technology B.V.

Seguridad
El transportador aéreo conlleva algunos riesgos importantes para la seguridad, tales como:
• en el riel en forma de T, los carros ruedan sobre el riel. Podría quedar atrapado entre el carro y el riel en forma de T, pudiendo lesionarse.
• Las ruedas de esquina, las ruedas motrices y las ruedas del tensor de cadena pro-vocarán lesiones si se queda atrapado entre las ruedas y la cadena.
• El motor eléctrico puede dar descargas eléctricas al cuerpo si se utiliza de forma incorrecta dicho motor eléctrico y/o los cables eléctricos, provocando lesiones.
• El tensor de cadena puede provocar lesiones durante el ajuste. Es preciso tener cuidado con los dedos.
• La máquina también tiene riesgos de seguridad importantes; consulte el manual de la máquina pertinente en este departamento.
2.1.1 Riesgos de seguridad en la línea y la llave neumática
1
2
Imagen 2.1 La llave neumática de la línea
1. ! Peligro para la cabeza y el cuerpo: tenga cuidado para evitar que puedan quedar atrapados entre las piezas fijas y móviles de la llave.
2. ! Peligro para la cabeza y el cuerpo: tenga cuidado para evitar que puedan quedar atrapados entre las ruedas de guía y el tubo guía.
© Meyn Food Processing Technology B.V. 19
Seguridad
2.2 Dispositivos de seguridad
A fin de conseguir que el uso de esta máquina sea lo más seguro posible, hemos in-corporado los siguientes dispositivos de seguridad:
• Cubiertas montadas en las ruedas de esquina, las ruedas motrices y las ruedas del tensor de cadena que se encuentran por debajo de 2200 mm desde el suelo hasta el riel en forma de T y donde sea posible.
• Se instala una señal acústica para avisar a los operarios presentes que se pone en marcha la línea.
• Recomendamos instalar dispositivos de emergencia en la línea, de conformidad con las normativas locales (por ejemplo, para garantizar la seguridad en los lugares de trabajo).
• Hay un pulsador de parada de emergencia montado en la caja de regulación.
2.2.1 La llave neumática de la línea
• El sistema se ha diseñado de tal forma que cuando la llave está completamente extraída, sigue habiendo una abertura de 30 cm entre las partes fijas y las partes móviles. Esto es suficiente para que quepa la cabeza de una persona.
• Cuando se rompe una línea de transporte, la llave neumática alcanza gradualmen-te la posición completamente abierta, dejando suficiente espacio para apartarse.
• Mantenga las manos y los dedos alejados de las ruedas de guía cuando se está ajustando la llave neumática.
20 © Meyn Food Processing Technology B.V.
Seguridad
2.3 edidas de seguridad
Para un uso seguro de la máquina, es imprescindible observar una serie de medidas de seguridad; éstas se describen en el siguiente apartado.
2.3.1 Preparativos para un uso seguro
A fin de hacer funcionar de forma segura el transportador aéreo y antes de realizar cualquier actividad, es esencial que tome una serie de medidas de seguridad, las cua-les se indican en el siguiente apartado.
• Lea primero las instrucciones de este manual, antes de empezar a trabajar con la máquina.
• Utilice calzado antideslizante y evite llevar ropa suelta.• Preste atención siempre a todos los símbolos de advertencia existentes en la má-
quina.• Compruebe si la fuente de alimentación cumple con la normativa local vigente. • Asegúrese de que la máquina esté en una posición correcta y estable. • Procure que el manejo, las pequeñas operaciones de mantenimiento y las opera-
ciones de instalación y desplazamiento de la máquina se encomienden exclusiva-mente a personal cualificado; es decir, personal que conozca la instalación y el contenido de este manual.
• La modificación de la máquina puede perjudicar la seguridad y el correcto funcio-namiento del sistema.
• Antes de poner en marcha el transportador aéreo, asegúrese de no poner en peli-gro a nadie con el movimiento del transportador aéreo o por el movimiento de cual-quier máquina impulsada por él.
• Asegúrese de que la línea está libre de obstáculos.• Asegúrese de que la guía de los ganchos está colocada correctamente. Esto sirve
para evitar que se atasquen los ganchos durante el transporte en el transportador aéreo.
• Asegúrese de que todos los ganchos están rectos.• Compruebe todas las máquinas por si presentan daños.
© Meyn Food Processing Technology B.V. 21
Seguridad
2.3.2 Medidas de seguridad durante el uso
Para un uso seguro de la máquina, es imprescindible observar una serie de medidas de seguridad; éstas se describen en el siguiente apartado.
• Utilice calzado antideslizante y evite llevar ropa suelta.• Asegúrese de que nadie pueda tocar la máquina ni situarse debajo de la misma
mientras esté funcionando.• Procure que el entorno de la máquina esté libre de materiales y obstáculos.• Cuando un producto quede atascado, debe pararse siempre la máquina. • Pare siempre el transportador aéreo si se atasca un gancho.• No acerque nunca las manos ni ninguna otra parte del cuerpo a las piezas rotato-
rias mientras la máquina esté funcionando.• Cuando se realicen trabajos en la máquina deben colocarse unos carteles de ad-
vertencia al lado de los tableros de mandos.• Tenga cuidado al colgar o quitar aves de los ganchos manualmente.• No meta nunca las manos dentro de los ganchos del transportador aéreo cuando
está en marcha, porque algunos modelos son de cierre automático.• No camine debajo de los ganchos mientras el transportador aéreo está en marcha.
22 © Meyn Food Processing Technology B.V.
Seguridad
2.4 Conozca los pictogramas
Las máquinas de Meyn Food Processing Technology B.V. están dotadas de disposi-tivos de seguridad y protección. Sin embargo es importante trabajar siempre con cui-dado al realizar cualquier operación en la máquina. Los siguientes pictogramas indican posibles peligros. Los pictogramas se encuentran en la propia máquina y al-gunos se reflejan también en este manual.
Compruebe con frecuencia si todas los pictogramas siguen en sus lugarescorrespondientes de la máquina.Si falta alguno o estuviera dañado, coloque otro nuevo.
(rotativos)
AdvertenciaPeligro
Tensión eléctricaPeligro
PeligroPiezas móviles
© Meyn Food Processing Technology B.V. 23
Seguridad
24 © Meyn Food Processing Technology B.V.
Instalación y puesta en funcionamiento
3 Instalación y puesta en funcionamientoEste capítulo describe las operaciones necesarias antes de poner en funcionamiento la máquina.
3.1 Montaje de la Transportador Aereo MEYN
El Transportador Aereo MEYN se construye siempre de acuerdo a las especificacio-nes del cliente. Por ello, no es posible exponer su instalación detalladamente. Asimis-mo, no se describen en este manual las conexiones entre los elementos.
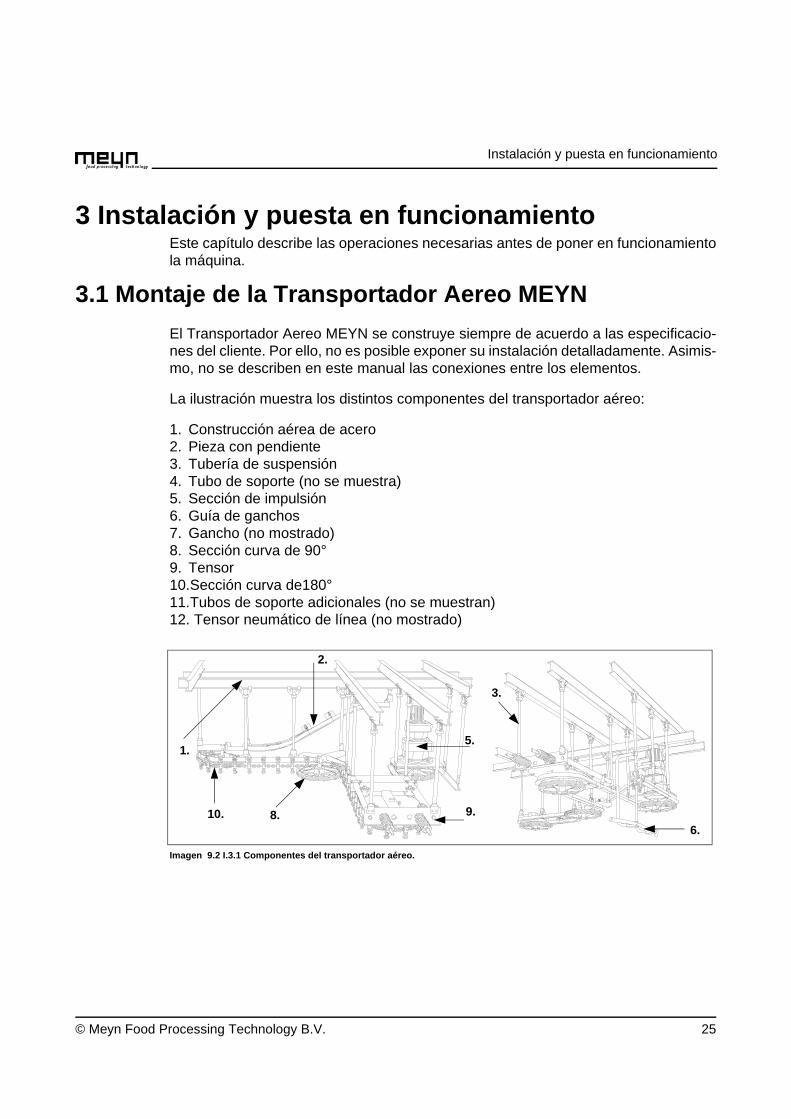
La ilustración muestra los distintos componentes del transportador aéreo:
1. Construcción aérea de acero2. Pieza con pendiente3. Tubería de suspensión4. Tubo de soporte (no se muestra)5. Sección de impulsión6. Guía de ganchos7. Gancho (no mostrado)8. Sección curva de 90°9. Tensor10.Sección curva de180°11.Tubos de soporte adicionales (no se muestran)12. Tensor neumático de línea (no mostrado)
1.
2.
5.
6.8. 9.10.
3.
Imagen 9.2 I.3.1 Componentes del transportador aéreo.
© Meyn Food Processing Technology B.V. 25
Instalación y puesta en funcionamiento
Los tubos de suspensión estan montados a la consrucción de acero mediante brazos especialmente diseñados. Dos elementos estan conectados uno a otro mediante un punto de suspensión común. Después de fijado el tubo de suspensión, los dos ele-mentos se transorman en uno.
Generalmente se usan secciones rectas entre dos secciones curvas. Las secciones rectas tienen tienen una longitud fija, y una placa de conexión en ambos extremos. Otros largos estan disponibles a pedido.
3.1.1 Instalación de la llave neumática
La llave neumática está conectada a la estructura de acero mediante tubos de sopor-te. Para esto, la llave neumática dispone de puntos de conexión específicos. Asegú-rese de que la llave neumática esté en posición horizontal y de que esté nivelada.
Sólo se puede incorporar una llave neumática en una línea de refrigeración. Si hacen falta más llaves, se puede instalar una combinación de una llave neumática con llaves de resorte convencionales.
La llave neumática está instalada fuera de la línea de refrigeración, para evitar que las válvulas se hielen y se queden atascadas. También ofrece una visión clara del es-tado de la línea al personal de mantenimiento.
3.1.1.1 Conexión de la llave neumática
El cliente es responsable de proporcionar:
• Un racor para tubo de aire equipado con deshumidificador• El suministro de aire acondicionado (deshumidificado y limpio)• Presión del aire a 8 bar• Cable(s) de comunicación desde el armario de control de las válvulas hasta el ar-
mario de control.
3.1.1.2 Calibración de la posición del cilindro
Si el cilindro está equipado con una unidad de medición, se deberá calibrar la posición del cilindro. Consulte el capítulo 4.
26 © Meyn Food Processing Technology B.V.
Instalación y puesta en funcionamiento
3.1.2 Secuencia de los elementos
La aplicación de secciones de impulsión y tensores torna un tanto difícil la configura-ción de un transportador aereo. En general, la sección de impulsión se coloca antes de las máquinas a impulsar por la cadena de carros.
MEYN Food Processing Technology B.V. tiene un grupo de especialistas capacitados para integrar totalmente un transportador aereo a la configuración de cualquier plan-ta.
3.1.3 Guia de ganchos
La guia de ganchos mostrado se usa antes de las entradas a las máquinas para pre-venir el balanceo de las aves y de los ganchos. Cuando no hay espacio suficiente para la guia, se puede instalar la llamada rueda anti balanceo bajo la sección curva más cercana (no se muestra).
3.2 La conexión de la Transportador Aereo MEYN
Antes de conectar los motores de la línea, asegúrese de que la tensión y la frecuencia coinciden con los valores que aparecen en la placa.
Conecte todos los motores con arreglo a los esquemas eléctricos y las normativas lo-cales. Encontrará los esquemas eléctricos en la caja de regulación central de la línea correspondiente.
© Meyn Food Processing Technology B.V. 27
Instalación y puesta en funcionamiento
28 © Meyn Food Processing Technology B.V.
Manejo
4 ManejoEste capítulo describe las operaciones necesarias para una operación normal de la máquina.
4.1 Mandos
4.1.1 Cuadro de mando principal
1.
2.
3.
4.
5.
6.
7.
8.
9.
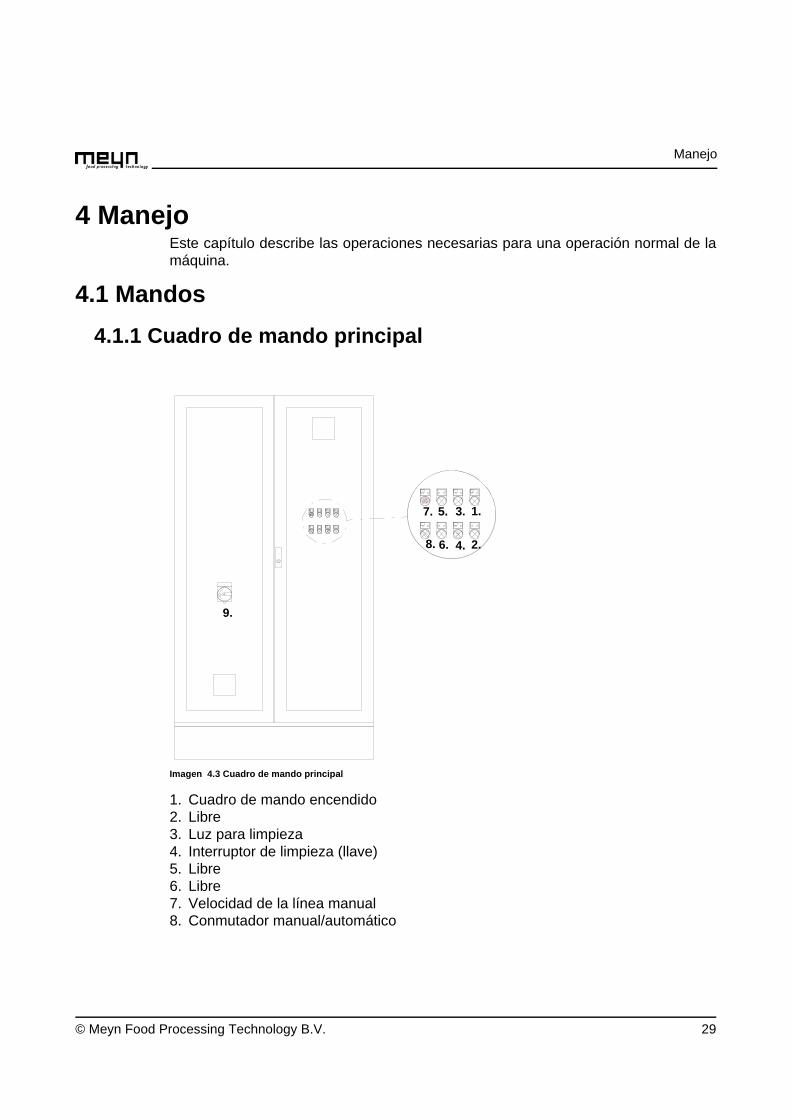
Imagen 4.3 Cuadro de mando principal
1. Cuadro de mando encendido2. Libre3. Luz para limpieza4. Interruptor de limpieza (llave)5. Libre6. Libre7. Velocidad de la línea manual8. Conmutador manual/automático
© Meyn Food Processing Technology B.V. 29
Manejo
4.1.2 Cuadro de mando
1.
2.
3.
4.
5.
6.
7.
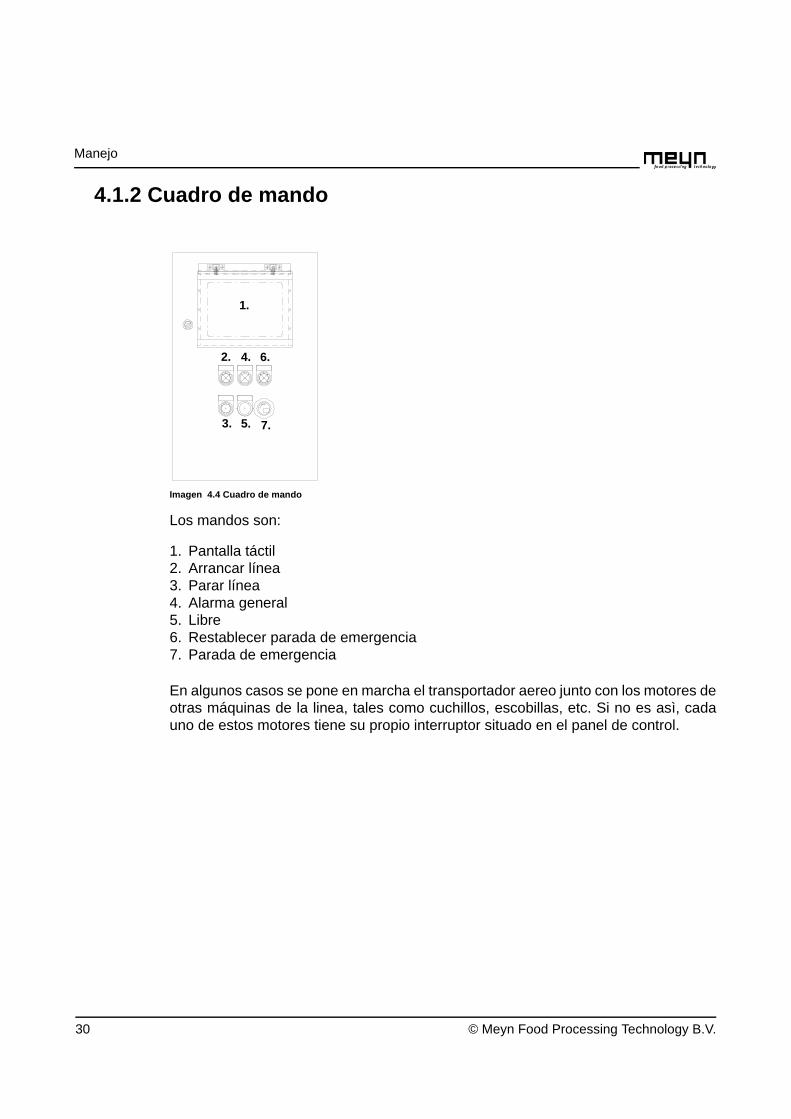
Imagen 4.4 Cuadro de mando
Los mandos son:
1. Pantalla táctil2. Arrancar línea3. Parar línea4. Alarma general5. Libre6. Restablecer parada de emergencia7. Parada de emergencia
En algunos casos se pone en marcha el transportador aereo junto con los motores de otras máquinas de la linea, tales como cuchillos, escobillas, etc. Si no es asì, cada uno de estos motores tiene su propio interruptor situado en el panel de control.
30 © Meyn Food Processing Technology B.V.
Manejo
4.1.3 Pantalla táctil
1.
2.
3.
4.
5.
6.
7.
8.
9.
10. 11.
12.
13.
14.
15. 16.
17.
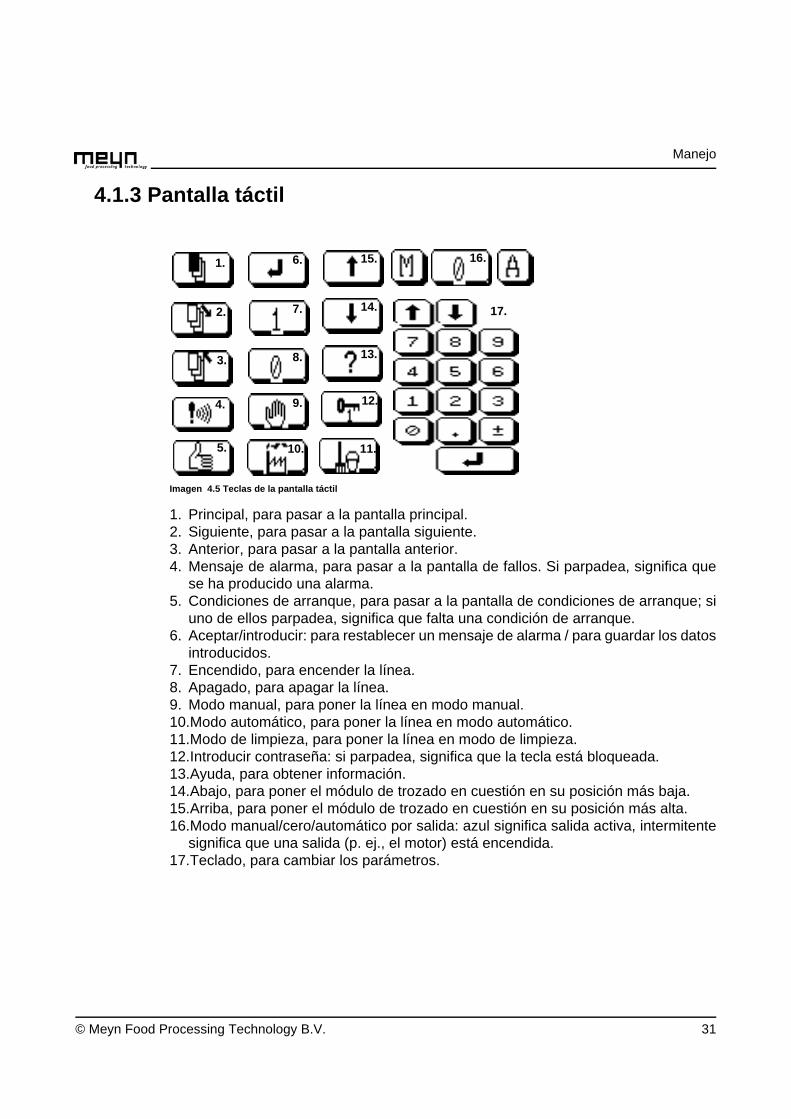
Imagen 4.5 Teclas de la pantalla táctil
1. Principal, para pasar a la pantalla principal.2. Siguiente, para pasar a la pantalla siguiente.3. Anterior, para pasar a la pantalla anterior.4. Mensaje de alarma, para pasar a la pantalla de fallos. Si parpadea, significa que
se ha producido una alarma.5. Condiciones de arranque, para pasar a la pantalla de condiciones de arranque; si
uno de ellos parpadea, significa que falta una condición de arranque.6. Aceptar/introducir: para restablecer un mensaje de alarma / para guardar los datos
introducidos.7. Encendido, para encender la línea.8. Apagado, para apagar la línea.9. Modo manual, para poner la línea en modo manual.10.Modo automático, para poner la línea en modo automático.11.Modo de limpieza, para poner la línea en modo de limpieza.12.Introducir contraseña: si parpadea, significa que la tecla está bloqueada.13.Ayuda, para obtener información.14.Abajo, para poner el módulo de trozado en cuestión en su posición más baja.15.Arriba, para poner el módulo de trozado en cuestión en su posición más alta.16.Modo manual/cero/automático por salida: azul significa salida activa, intermitente
significa que una salida (p. ej., el motor) está encendida.17.Teclado, para cambiar los parámetros.
© Meyn Food Processing Technology B.V. 31
Manejo
4.1.4 Señal de puesta en marcha
La caja de control esta equipada con conexiones para una señal de partida. Use estas conexiones para una señal acústica, la cual debe ser activada por un corto período antes de que la linea se ponga en marcha para prevenir al personal presente.
4.1.5 Parada de emergencia
La caja de control cuenta con conexiones para un circuito de parada de emergencia. Se pueden conectar múltiples paradas de emergencia a estas conexiones. La parada de emergencia esta destinada a su uso en caso de accidente, y no para detenciones temporales de la linea. Después de una parada de emergencia, debe reinciciarse el sistema en el panel de control.
Cuando se controla a través del panel de control más de una linea, estan disponibles circuitos separados para cada una. Múltiples circuitos se pueden conectar de manera de formar uno solo.
Por favor contacte al Departamento de Servicio de MEYN para más información.
4.1.6 Convertidor de Frecuencia
Usualmente se usa el convertidor de frecuencia Danfoss VLT 5000. Viene con un ma-nual del extendido para el usuario.
El modelo de convertidor de frecuencia a usar depende del número y potencia de los motores a controlar. La corriente toal de los motores se usa como el factor determi-nante para determinar el modelo correcto de convertidor de frecuencia.
4.1.7 Lubricador de cadena
Cuando el mando de la unidad de lubricación está integrado en el cuadro de mando, se activa mediante un pulsador. El PLC mantiene activada la unidad durante un plazo de tiempo determinado.
El PLC está configurado para pulverizar durante aproximadamente un ciclo completo de la cadena de carros.
La unidad de lubricación sólo se puede en marcha cuando la línea está funcionando a velocidad de limpieza y únicamente tras limpiar la línea.
32 © Meyn Food Processing Technology B.V.
Manejo
4.2 Preparativos para la puesta en funcionamiento
Compruebe los siguientes puntos antes de poner en marcha el transportador aéreo:
• Verifique las máquinas impulsadas por el transportador aéreo antes de ponerlo en marcha. Lleve a cabo primero los procedimientos de puesta en marcha de estas máquinas, como si se tratara de suministros de agua o de aire.
• Antes de poner en marcha el transportador aéreo, asegúrese de que su movimien-to, así como el de las máquinas que impulsa no dañará a nadie.
• Compruebe que la tensión de la cadena de la línea es correcta.• Compruebe que ninguno de los dispositivos de emergencia se está accionado.• Asegúrese de que la línea está libre de obstáculos.• Asegúrese de que la guía de los ganchos está colocada correctamente. Esto sirve
para evitar que se atasquen los ganchos durante el transporte en el transportador aéreo.
• Asegúrese de que todos los ganchos están rectos.• Compruebe todas las máquinas por si presentan daños.
© Meyn Food Processing Technology B.V. 33
Manejo
4.3 Puesta en funcionamiento
Cómo poner en marcha la línea:
• Asegúrese de que se haya llevado a cabo todos los preparativos para el procedi-miento de arranque antes de poner en marcha la línea.
• Ponga en marcha la línea:• Encienda el conmutador principal.• Pulse el botón «cuadro de mando encendido».• Elija un modo en el cuadro de mando principal: modo manual o modo auto-
mático.• Compruebe las condiciones de arranque.• Elija un modo en la pantalla táctil : modo manual o automático.• Ponga en marcha la línea.
• Cuelgue los productos en los ganchos.
4.3.1 Condiciones de arranque
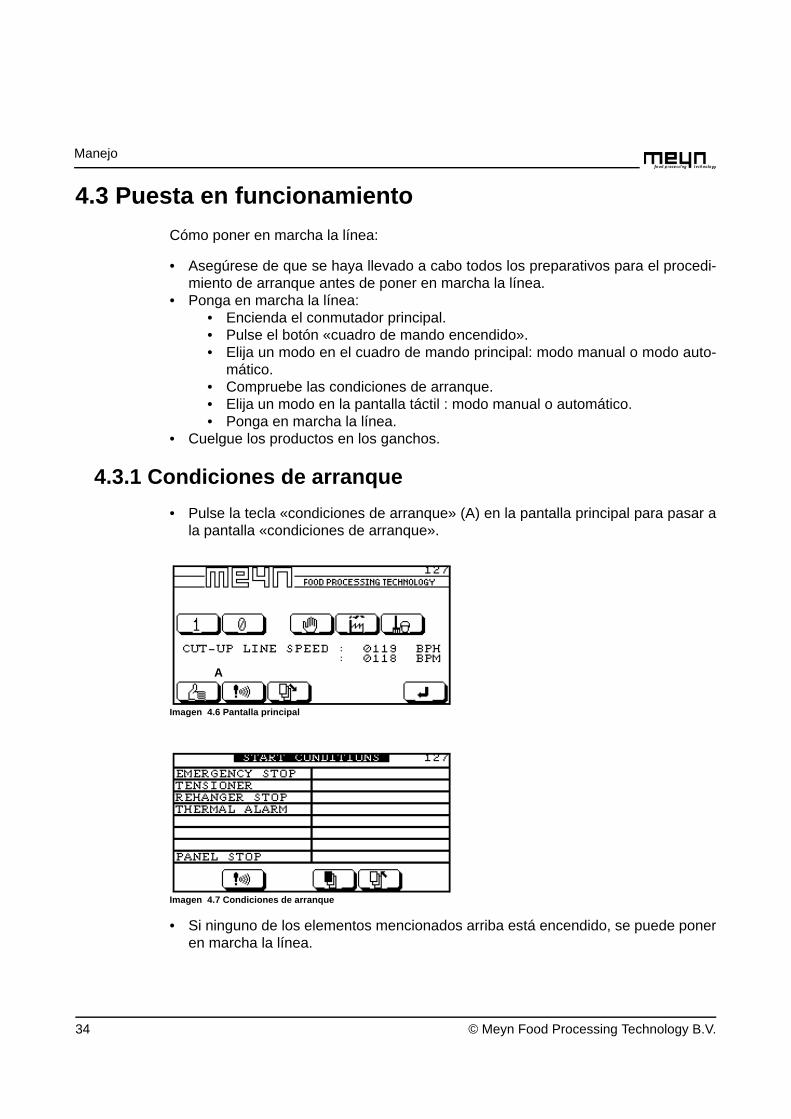
• Pulse la tecla «condiciones de arranque» (A) en la pantalla principal para pasar a la pantalla «condiciones de arranque».
A
Imagen 4.6 Pantalla principal
Imagen 4.7 Condiciones de arranque
• Si ninguno de los elementos mencionados arriba está encendido, se puede poner en marcha la línea.
34 © Meyn Food Processing Technology B.V.
Manejo
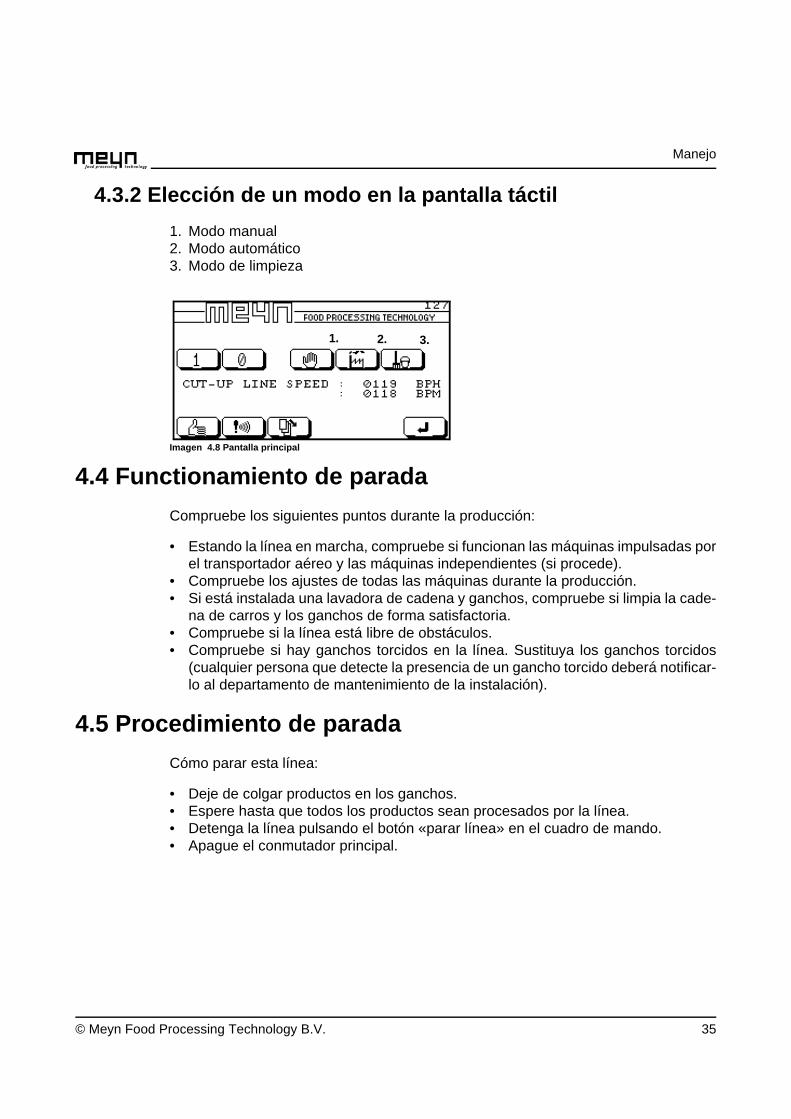
4.3.2 Elección de un modo en la pantalla táctil
1. Modo manual2. Modo automático3. Modo de limpieza
1. 2. 3.
Imagen 4.8 Pantalla principal
4.4 Functionamiento de parada
Compruebe los siguientes puntos durante la producción:
• Estando la línea en marcha, compruebe si funcionan las máquinas impulsadas por el transportador aéreo y las máquinas independientes (si procede).
• Compruebe los ajustes de todas las máquinas durante la producción. • Si está instalada una lavadora de cadena y ganchos, compruebe si limpia la cade-
na de carros y los ganchos de forma satisfactoria.• Compruebe si la línea está libre de obstáculos.• Compruebe si hay ganchos torcidos en la línea. Sustituya los ganchos torcidos
(cualquier persona que detecte la presencia de un gancho torcido deberá notificar-lo al departamento de mantenimiento de la instalación).
4.5 Procedimiento de parada
Cómo parar esta línea:
• Deje de colgar productos en los ganchos.• Espere hasta que todos los productos sean procesados por la línea.• Detenga la línea pulsando el botón «parar línea» en el cuadro de mando.• Apague el conmutador principal.
© Meyn Food Processing Technology B.V. 35
Manejo
4.6 Parada de emergencia (si es aplicable)
Los pulsadores de parada de emergencia , que deben usarse en situaciones de emer-gencia, están montados en varios sitios a lo largo de la línea y en la caja de regulación central. Estos pulsadores rojos detienen inmediatamente la línea completa: el trans-portador aéreo y todas las máquinas. Los pulsadores de emergencia sólo se pueden utilizar en caso de emergencia.
Para reiniciar la máquina tras usar un pulsador de parada de emergencia, en primer lugar deberá comprobar que la situación de emergencia se ha eliminado. A continua-ción, deberá «soltar» o restablecer los pulsadores de parada de emergencia. Para ello, siga este procedimiento:
• Restablezca la línea en el lugar local. Esto significa que se debe tirar de los pulsa-dores y girarlos en el sentido de las agujas del reloj al mismo tiempo. Los pulsado-res de parada de emergencia podrían estar dotados de un pequeño botón a un lado. Si así fuera, primero deberá pulsar este botón.
• Restablezca el circuito de los pulsadores de emergencia de toda la línea (pulse el botón «restablecer parada de emergencia» en el cuadro de mando).
• A continuación, podrá poner la máquina en marcha otra vez, pulsando el botón «arrancar línea» en el cuadro de mando.
36 © Meyn Food Processing Technology B.V.
Manejo
4.7 Manejo de la llave neumática
En este capítulo se describe las pantallas de control de la llave neumática en el PLC y se explica cómo utilizarlas.
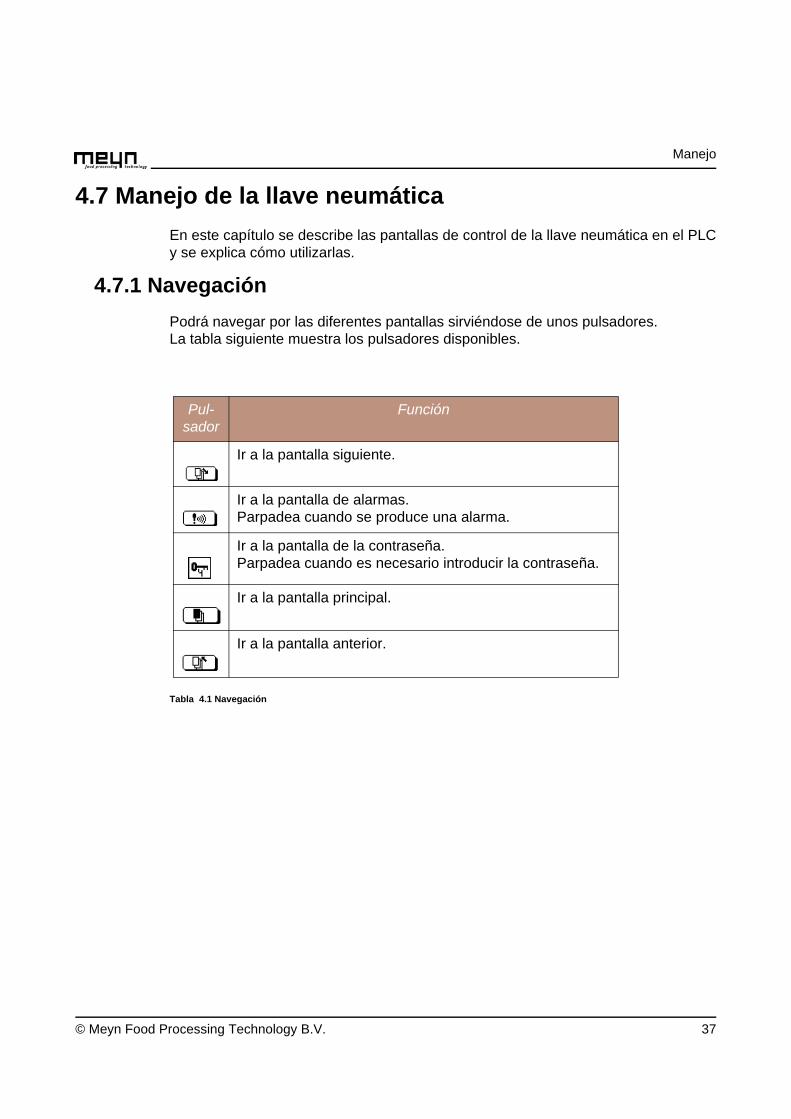
4.7.1 Navegación
Podrá navegar por las diferentes pantallas sirviéndose de unos pulsadores. La tabla siguiente muestra los pulsadores disponibles.
Pul-sador
Función
Ir a la pantalla siguiente.
Ir a la pantalla de alarmas. Parpadea cuando se produce una alarma.
Ir a la pantalla de la contraseña. Parpadea cuando es necesario introducir la contraseña.
Ir a la pantalla principal.
Ir a la pantalla anterior.
Tabla 4.1 Navegación
© Meyn Food Processing Technology B.V. 37
Manejo
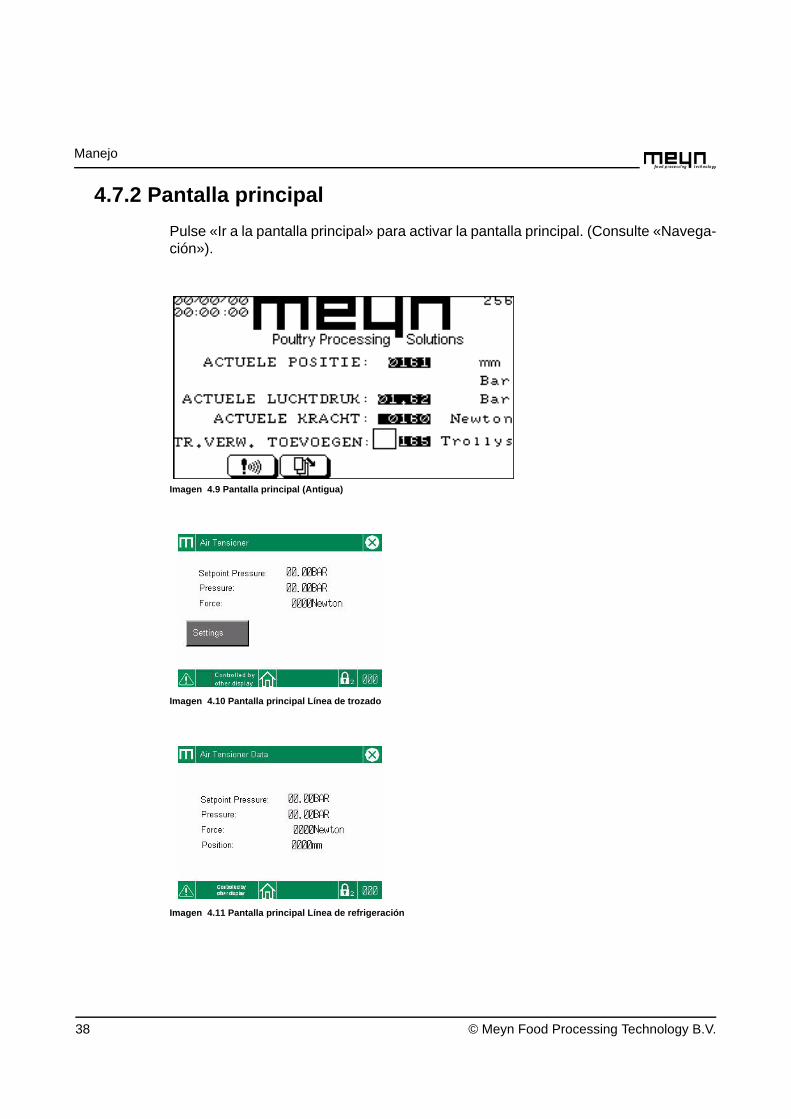
4.7.2 Pantalla principal
Pulse «Ir a la pantalla principal» para activar la pantalla principal. (Consulte «Navega-ción»).
Imagen 4.9 Pantalla principal (Antigua)
Imagen 4.10 Pantalla principal Línea de trozado
Imagen 4.11 Pantalla principal Línea de refrigeración
38 © Meyn Food Processing Technology B.V.
Manejo
4.7.3 Pantalla de menú
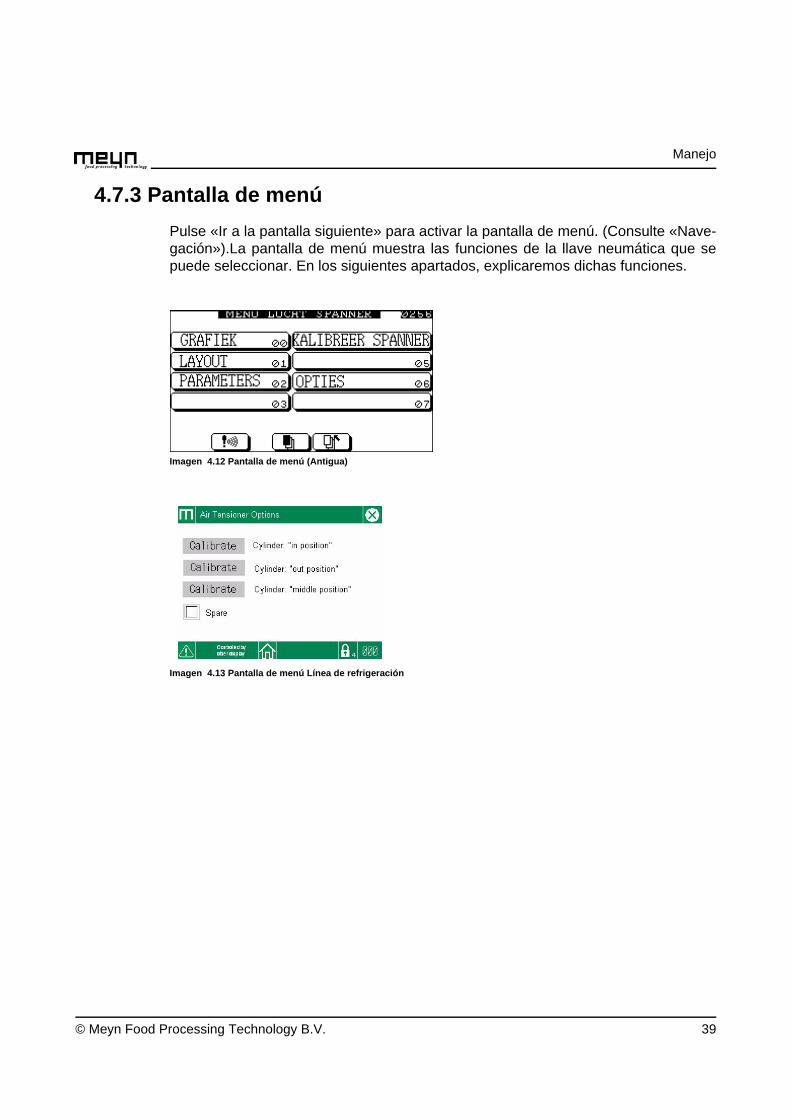
Pulse «Ir a la pantalla siguiente» para activar la pantalla de menú. (Consulte «Nave-gación»).La pantalla de menú muestra las funciones de la llave neumática que se puede seleccionar. En los siguientes apartados, explicaremos dichas funciones.
Imagen 4.12 Pantalla de menú (Antigua)
Imagen 4.13 Pantalla de menú Línea de refrigeración
© Meyn Food Processing Technology B.V. 39
Manejo
4.7.4 Pantalla gráfica / de diagramas
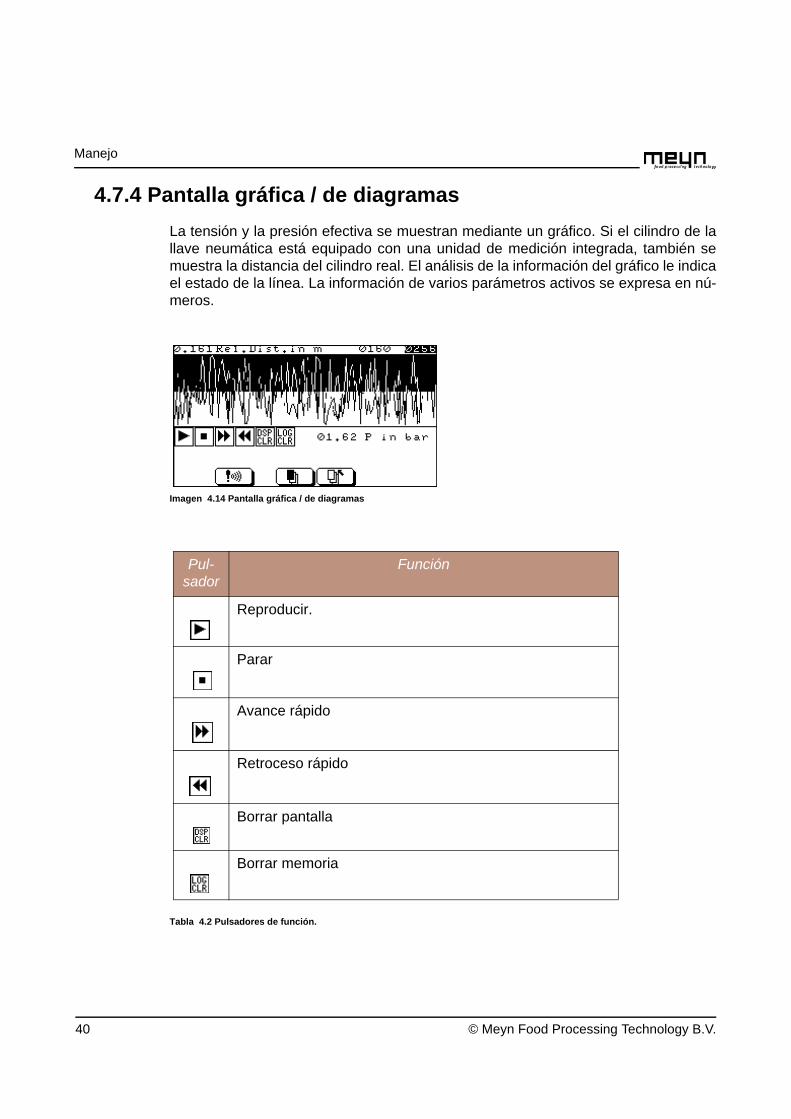
La tensión y la presión efectiva se muestran mediante un gráfico. Si el cilindro de la llave neumática está equipado con una unidad de medición integrada, también se muestra la distancia del cilindro real. El análisis de la información del gráfico le indica el estado de la línea. La información de varios parámetros activos se expresa en nú-meros.
Imagen 4.14 Pantalla gráfica / de diagramas
Pul-sador
Función
Reproducir.
Parar
Avance rápido
Retroceso rápido
Borrar pantalla
Borrar memoria
Tabla 4.2 Pulsadores de función.
40 © Meyn Food Processing Technology B.V.
Manejo
4.7.5 Disposición
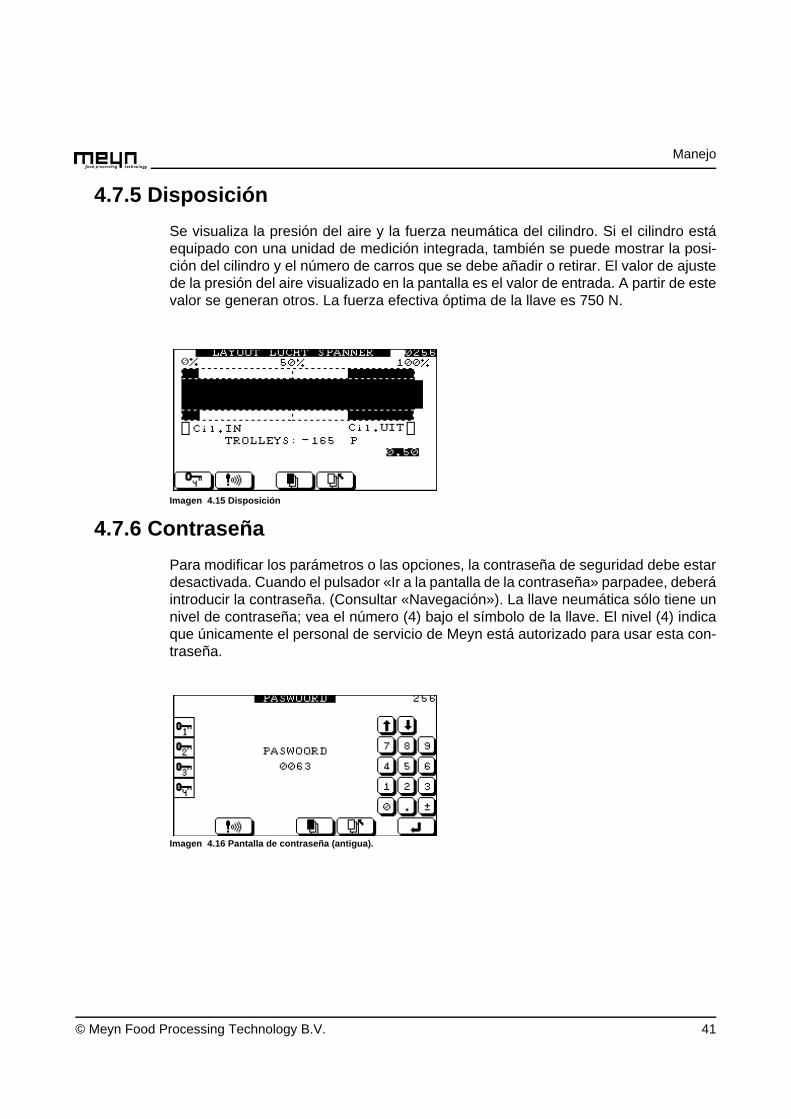
Se visualiza la presión del aire y la fuerza neumática del cilindro. Si el cilindro está equipado con una unidad de medición integrada, también se puede mostrar la posi-ción del cilindro y el número de carros que se debe añadir o retirar. El valor de ajuste de la presión del aire visualizado en la pantalla es el valor de entrada. A partir de este valor se generan otros. La fuerza efectiva óptima de la llave es 750 N.
Imagen 4.15 Disposición
4.7.6 Contraseña
Para modificar los parámetros o las opciones, la contraseña de seguridad debe estar desactivada. Cuando el pulsador «Ir a la pantalla de la contraseña» parpadee, deberá introducir la contraseña. (Consultar «Navegación»). La llave neumática sólo tiene un nivel de contraseña; vea el número (4) bajo el símbolo de la llave. El nivel (4) indica que únicamente el personal de servicio de Meyn está autorizado para usar esta con-traseña.
Imagen 4.16 Pantalla de contraseña (antigua).
© Meyn Food Processing Technology B.V. 41
Manejo
4.7.7 Parámetros
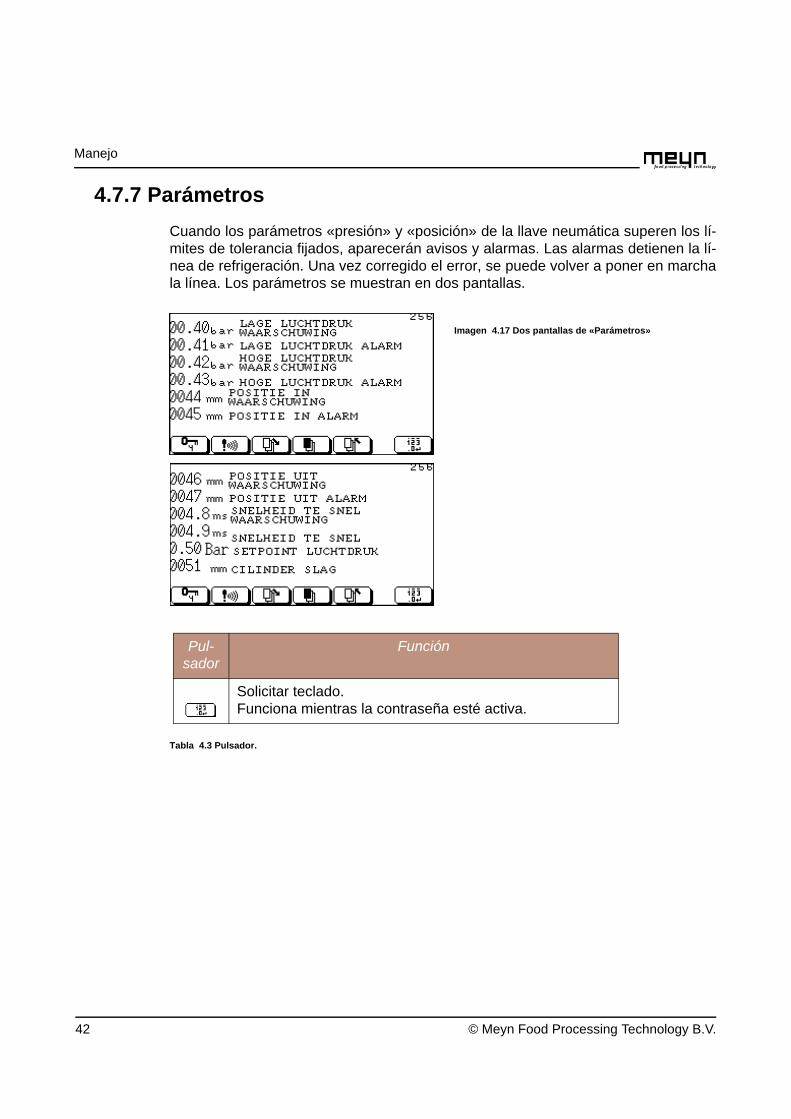
Cuando los parámetros «presión» y «posición» de la llave neumática superen los lí-mites de tolerancia fijados, aparecerán avisos y alarmas. Las alarmas detienen la lí-nea de refrigeración. Una vez corregido el error, se puede volver a poner en marcha la línea. Los parámetros se muestran en dos pantallas.
Imagen 4.17 Dos pantallas de «Parámetros»
Pul-sador
Función
Solicitar teclado.Funciona mientras la contraseña esté activa.
Tabla 4.3 Pulsador.
42 © Meyn Food Processing Technology B.V.
Manejo
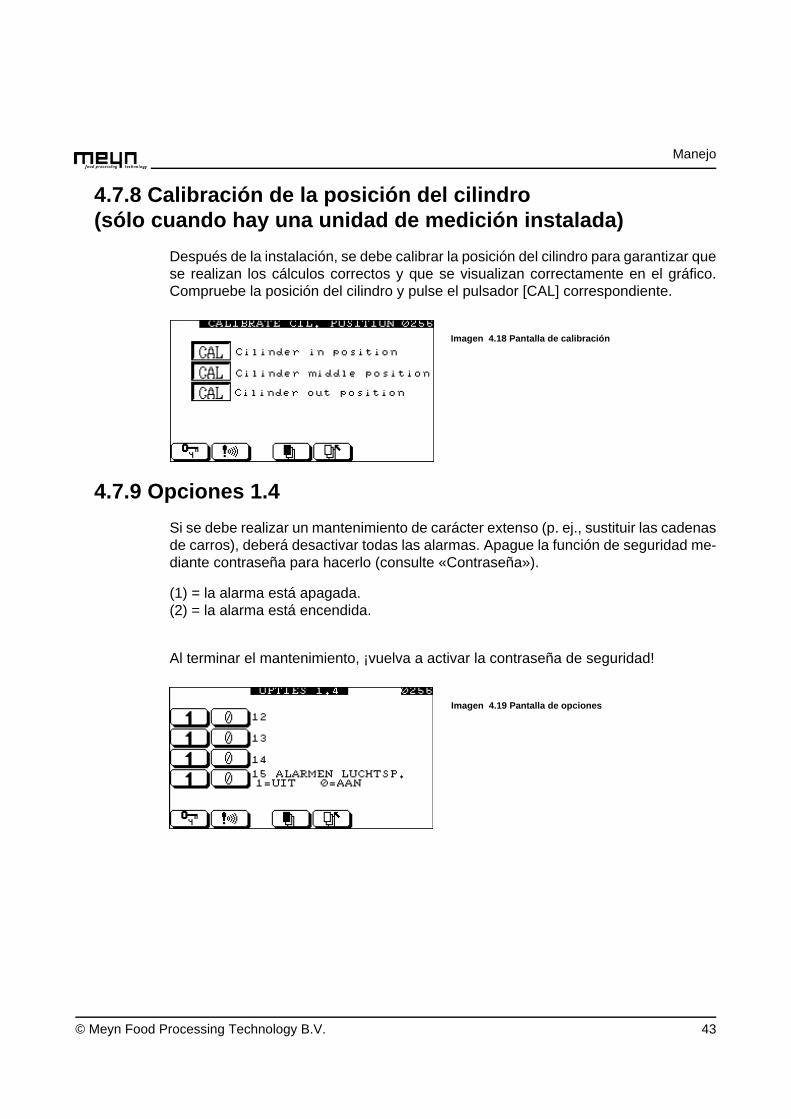
4.7.8 Calibración de la posición del cilindro(sólo cuando hay una unidad de medición instalada)
Después de la instalación, se debe calibrar la posición del cilindro para garantizar que se realizan los cálculos correctos y que se visualizan correctamente en el gráfico. Compruebe la posición del cilindro y pulse el pulsador [CAL] correspondiente.
Imagen 4.18 Pantalla de calibración
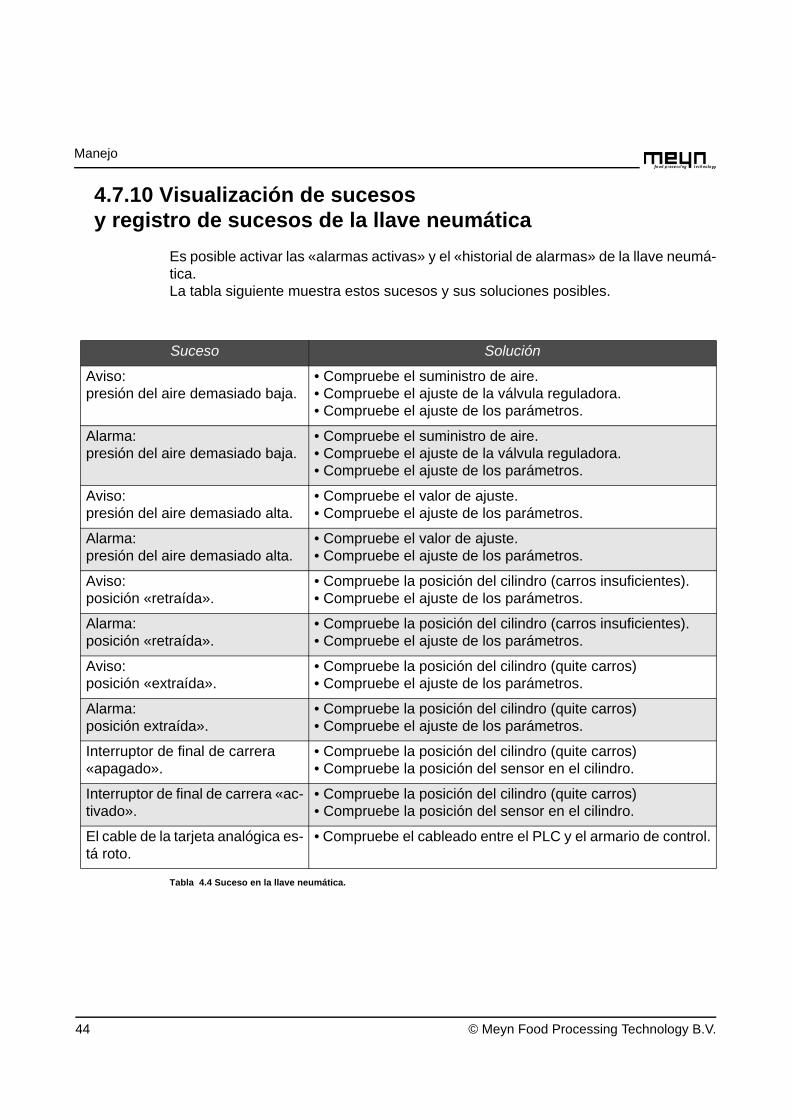
4.7.9 Opciones 1.4
Si se debe realizar un mantenimiento de carácter extenso (p. ej., sustituir las cadenas de carros), deberá desactivar todas las alarmas. Apague la función de seguridad me-diante contraseña para hacerlo (consulte «Contraseña»).
(1) = la alarma está apagada.(2) = la alarma está encendida.
Al terminar el mantenimiento, ¡vuelva a activar la contraseña de seguridad!
Imagen 4.19 Pantalla de opciones
© Meyn Food Processing Technology B.V. 43
Manejo
4.7.10 Visualización de sucesos y registro de sucesos de la llave neumática
Es posible activar las «alarmas activas» y el «historial de alarmas» de la llave neumá-tica. La tabla siguiente muestra estos sucesos y sus soluciones posibles.
Suceso Solución
Aviso:presión del aire demasiado baja.
• Compruebe el suministro de aire.• Compruebe el ajuste de la válvula reguladora.• Compruebe el ajuste de los parámetros.
Alarma:presión del aire demasiado baja.
• Compruebe el suministro de aire.• Compruebe el ajuste de la válvula reguladora.• Compruebe el ajuste de los parámetros.
Aviso:presión del aire demasiado alta.
• Compruebe el valor de ajuste.• Compruebe el ajuste de los parámetros.
Alarma:presión del aire demasiado alta.
• Compruebe el valor de ajuste.• Compruebe el ajuste de los parámetros.
Aviso:posición «retraída».
• Compruebe la posición del cilindro (carros insuficientes).• Compruebe el ajuste de los parámetros.
Alarma:posición «retraída».
• Compruebe la posición del cilindro (carros insuficientes).• Compruebe el ajuste de los parámetros.
Aviso:posición «extraída».
• Compruebe la posición del cilindro (quite carros)• Compruebe el ajuste de los parámetros.
Alarma:posición extraída».
• Compruebe la posición del cilindro (quite carros)• Compruebe el ajuste de los parámetros.
Interruptor de final de carrera «apagado».
• Compruebe la posición del cilindro (quite carros)• Compruebe la posición del sensor en el cilindro.
Interruptor de final de carrera «ac-tivado».
• Compruebe la posición del cilindro (quite carros)• Compruebe la posición del sensor en el cilindro.
El cable de la tarjeta analógica es-tá roto.
• Compruebe el cableado entre el PLC y el armario de control.
Tabla 4.4 Suceso en la llave neumática.
44 © Meyn Food Processing Technology B.V.
Limpieza
5 LimpiezaEste capítulo describe las operaciones necesarias para una perfecta limpieza y la conservación de un buen estado de la máquina, garantizando así las condiciones de seguridad e higiene del sistema.
5.1 Preparativos para la limpieza
• Durante la limpieza deberá usted utilizar ropa resistente a los detergentes y desin-fectantes utilizados. Proteja los ojos y la piel.
• Ventile el recinto de trabajo.• Al terminar la producción, retire todos los productos del recinto de la máquina. Re-
tire también la suciedad difícil con una escobilla de goma o con pala.
Para la limpieza y el ajuste de la máquina, desconecte la alimentación de tensión.
5.1.1 Montaje y desmontaje para la limpieza
• No aplicable.
5.1.2 Avisos
Tenga cuidado durante la limpieza. ¡No deje que el armario de control se moje!
© Meyn Food Processing Technology B.V. 45
Limpieza
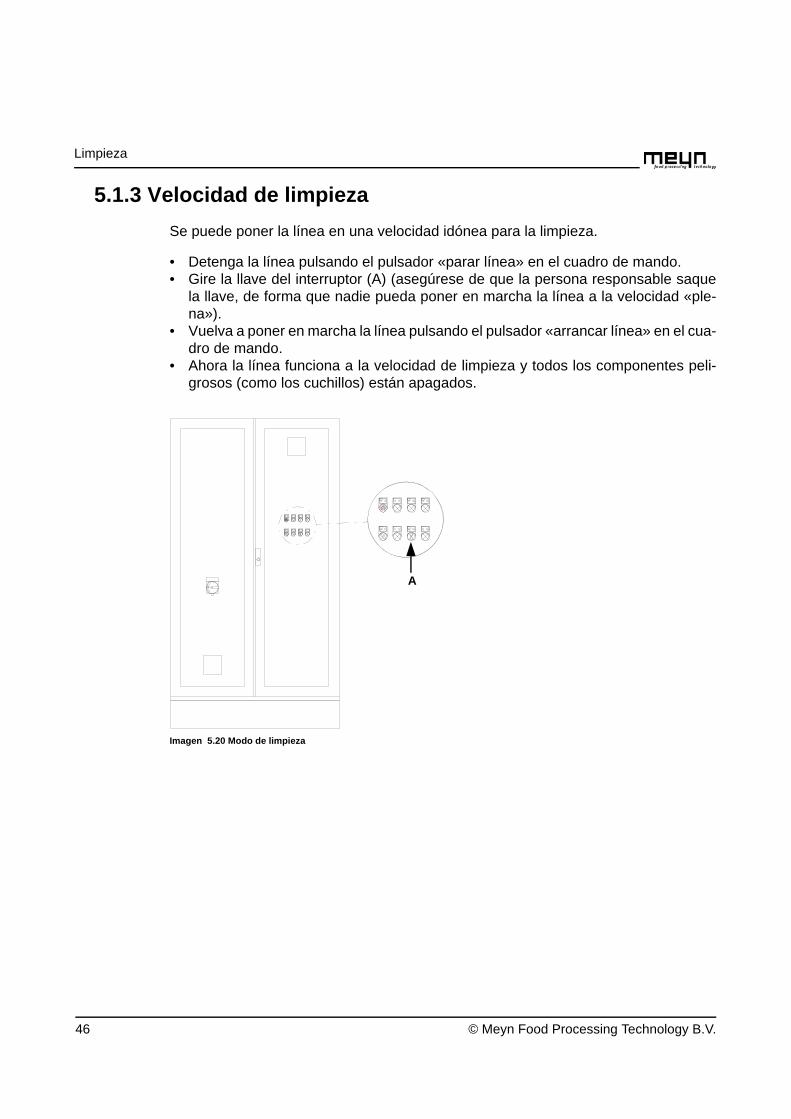
5.1.3 Velocidad de limpieza
Se puede poner la línea en una velocidad idónea para la limpieza.
• Detenga la línea pulsando el pulsador «parar línea» en el cuadro de mando.• Gire la llave del interruptor (A) (asegúrese de que la persona responsable saque
la llave, de forma que nadie pueda poner en marcha la línea a la velocidad «ple-na»).
• Vuelva a poner en marcha la línea pulsando el pulsador «arrancar línea» en el cua-dro de mando.
• Ahora la línea funciona a la velocidad de limpieza y todos los componentes peli-grosos (como los cuchillos) están apagados.
A
Imagen 5.20 Modo de limpieza
46 © Meyn Food Processing Technology B.V.
Limpieza
5.2 El programa de limpieza
Durante los descansos Diariamente al terminar la producción
Mensualmente*
Lavado de alta presión Lavado de alta presión.Limpieza con espuma al-calina.Lavado de alta presión.Desinfección. Lavado de alta presión.
Limpieza con espuma áci-da.
Tabla 5.1 El programa de limpieza de la máquina es el siguiente:
*) O tantas veces como se estime conveniente
• Limpie la máquina desde arriba hacia abajo.• Durante la limpieza, preste especial atención a:
• ** Mecanismo de deslizamiento.• Durante la limpieza, no dirija nunca el chorro de agua a presión al tablero de man-
dos ni al motor.• Después de la limpieza, la máquina habrá quedado sin grasa. Para un buen fun-
cionamiento, las partes en movimiento deben rociarse con un aceite vegetal.
• Durante la limpieza, es aconsejable llevar ropa que proteja del detergente y el des-infectante. Protéjase los ojos y la piel. Airee el local en el que trabaja.
5.2.1 Limpieza durante la producción
Para evitar la contaminación cruzada, es importante limpiar la cadena de carros y de ganchos del transportador aéreo tras cada ciclo. Para ello, normalmente se usa una lavadora de ganchos y cadena, que limpia las piezas mediante chorros de agua y ce-pillos giratorios.
Compruebe con regularidad que la lavadora de ganchos y cadena funciona y ajústela si es necesario.
5.2.2 Después de la producción
Durante la limpieza diaria después de la producción, también se debe limpiar el trans-portador aéreo. Preste especial atención a todas las partes fijas situadas directamen-te encima y al lado de la línea, tal como las suspensiones y las guías de los ganchos.
© Meyn Food Processing Technology B.V. 47
Limpieza
5.2.3 Lavado con agua a alta presión
Al utilizar un sistema de lavado de alta presión, se elimina prácticamente toda la su-ciedad visible de la máquina. Este lavado constituye el proceso previo, antes del la-vado diario con espuma y de la desinfección. Puede utilizarse el sistema de lavado de alta presión, además, para algunas limpiezas concretas durante los descansos.
• El lavado de alta presión debe efectuarse siempre de cerca. Para el lavado de alta presión debe detenerse la máquina.
• Evite la presencia de personas dentro del radio de actuación del chorro de agua. Sujete la lanza de proyección siempre con las dos manos.
Para el lavado de alta presión, utilice los siguientes aparatos:
• Un sistema de tubería fija que proporcione una presión de agua mínima de 3.000 kPa y máxima de 6.000 kPa, con una temperatura del agua de unos 55 ºC a la boca de proyección.
• Una lanza de proyección con cabezal inclinado hacia abajo. Tiene la ventaja de que la suciedad se lanza menos hacia arriba.
• Una boca de proyección de chorro plano, con un ángulo de proyección de 15º a 25º y un consumo de agua de 800 a 1.000 litros por hora a una presión de 6.000 kPa.
Se recomienda una temperatura del agua de 55 ºC, ya que una temperatura superior podría provocar la adherencia de las proteínas y una temperatura más baja no sería suficiente para desprender las grasas. Una presión del agua demasiado elevada pro-voca un exceso innecesario de neblina, lo que perjudica la limpieza mecánica
La unidad kPa (kilopascal) es la unidad SI de presión:
Nueva Antigua
100 kPa 1 bar
3000 kPa 30 bar
10000 kPa 100 bar
Tabla 5.2 Unidad SI.
48 © Meyn Food Processing Technology B.V.
Limpieza
5.2.4 Limpieza con espuma alcalina
La limpieza con espuma alcalina provoca la descomposición química de las grasas, proteínas y otras sustancias similares.
• Aplique la espuma trabajando desde arriba hacia abajo. Puede aplicarse la espu-ma mientras la máquina se mueva lentamente, a condición de que se respete siempre una distancia suficiente con respecto a las partes en movimiento de la má-quina. Preste atención también a las demás máquinas y a la cadena transportado-ra aérea.
• Después de un tiempo de actuación, elimine a fondo los restos de suciedad y de espuma con la ayuda del sistema de lavado de alta presión.
Para una limpieza con espuma alcalina recomendamos la utilización de los siguientes aparatos:
• Un sistema de tubería fija para el suministro de la espuma.• Una boca de proyección ancha, de chorro plano, que permite un reparto homogé-
neo de la espuma sobre las superficies.• El producto de espuma alcalina utilizado no debe ser corrosivo para los materiales
que haya que limpiar. Consulte con su proveedor de productos de limpieza cuáles son los productos adecuados e infórmese de las instrucciones de uso correspon-dientes. Respete estrictamente dichas instrucciones.Un procedimiento inapropia-do puede ser peligroso.
Evite:
• las concentraciones excesivas;• un tiempo de actuación excesivo;• saltarse el aclarado;• las mezclas con otros productos.
Desaconsejamos el uso de productos combinados de limpieza y desinfección (deter-gent sanitizers). Después del lavado de alta presión, la máquina aún estará demasia-do sucia para que sea efectiva la desinfección, por lo que no tiene mucho sentido combinar estos productos.
© Meyn Food Processing Technology B.V. 49
Limpieza
5.2.5 Desinfección
El lavado con espuma alcalina por sí sola no es suficiente para la exterminación y eli-minación total de las bacterias, hongos, virus, algas y levaduras. Para ello se necesita un desinfectante por separado. Desinfecte la máquina todos los días, después del la-vado con espuma alcalina.
• La desinfección tiene sentido únicamente si después del lavado con espuma alca-lina o espuma ácida las superficies se ven claramente limpias.
• Aplique el desinfectante sobre la máquina y su entorno directo. Durante la desin-fección es difícil comprobar qué partes están hechas y cuáles no.
• Recomendamos establecer un patrón fijo para la desinfección de todo el conjunto.• Transcurrido el tiempo de actuación, elimine a fondo todos los restos con la ayuda
del sistema de lavado de alta presión.
De no eliminarse a fondo el desinfectante puede producirse el deterioro delmaterial. Al evaporarse las gotas de la solución de cloro, aumenta extrema- damente su concentración. Esta alta concentración de cloro, en combinación conun largo tiempo de actuación, provocará la oxidación de las partes metálicas.
Para la desinfección recomendamos los siguientes aparatos:
• Un sistema de tubería fija.• Una lanza de proyección con cabezal inclinado hacia abajo.• Una boca de proyección de chorro plano con un ángulo de proyección de 15º a 25º.• El desinfectante empleado no debe ser corrosivo para los materiales que haya que
desinfectar. Consulte con su proveedor de productos de limpieza cuáles son las instrucciones de uso del producto utilizado. Respete estrictamente dichas instruc-ciones. Un procedimiento inapropiado puede ser peligroso.
50 © Meyn Food Processing Technology B.V.
Limpieza
5.2.6 Limpieza con espuma ácida
El agua dura provoca adherencias calcáreas y la oxidación de la máquina. Por tanto, es necesaria una limpieza frecuente con espuma ácida para eliminar la cal y el óxido. En función de la dureza del agua, puede efectuarse dicha limpieza una vez al mes o más, si es necesario.
• Aplique la espuma en la máquina trabajando desde arriba hacia abajo. Puede apli-carse la espuma mientras la máquina se mueva lentamente, a condición de que se respete siempre suficiente distancia con respecto a las partes en movimiento. Preste atención también a las demás máquinas y a la cadena transportadora aé-rea.
• Después de un tiempo de actuación, elimine a fondo los restos de suciedad y de espuma con la ayuda del sistema de lavado de alta presión.
El contacto entre los productos ácidos y los productos con cloro produce un gasmortal. Durante los trabajos, asegúrese de que estos productos no puedan de entrar en contacto de ninguna manera.Procure suficiente ventilación en el recinto de trabajo.
Para la limpieza con espuma ácida recomendamos los siguientes aparatos:
• Un sistema de tubería fija para el suministro de la espuma.• Una boca de proyección ancha, de chorro plano, que permita un reparto homogé-
neo de la espuma sobre las superficies.• El producto de espuma ácida utilizado no debe ser corrosivo para los materiales
que se han de limpiar. Consulte con su proveedor de productos de limpieza cuáles son los productos adecuados e infórmese de las instrucciones de uso correspon-dientes. Respete estrictamente dichas instrucciones. Un procedimiento inapropia-do puede ser peligroso.
Desaconsejamos el uso de agua de pozo propio para la preparación de la espuma, por el riesgo de una concentración excesivamente alta de cloro en el agua. El uso de agua de la red normal reduce el riesgo de oxidación.
© Meyn Food Processing Technology B.V. 51
Limpieza
5.3 Recomendación con respecto a la limpieza química
Con frecuencia los clientes de Meyn Food Technology B.V. nos piden asesoramiento sobre los productos químicos de limpieza y desinfección que se deben utilizar. En res-puesta a las preguntas más frecuentes resumimos a continuación algunas recomen-daciones.
Recomendaciones:
• Póngase en contacto con el fabricante o proveedor local de detergentes químicos, como Hekel, Diversey, etc. Estas empresas tienen buenos conocimientos de las posibilidades de aplicación de los detergentes químicos y de su efecto corrosivo o destructivo sobre los materiales.
• No compre productos desconocidos (baratos).• Consulte detenidamente las instrucciones de uso.• No podemos dar una relación concreta de productos específicos porque no dispo-
nemos de información sobre la disponibilidad de los productos en cada país. Tam-poco conocemos la composición compleja de cada producto. Por último, Meyn no se hace responsable de posibles daños derivados de una mala aplicación de un producto químico de limpieza.
La única forma de evitar un incorrecto empleo de los productos de limpieza radica en el contacto directo entre el usuario y el proveedor.
52 © Meyn Food Processing Technology B.V.
Esquema de mantenimiento y tabla de anomalías
6 Esquema de mantenimiento y tabla de anomalíasEste capítulo describe las operaciones de mantenimiento necesarias para garantizar un perfecto estado y un funcionamiento seguro de la máquina. Recomendamos efec-tuar un mantenimiento frecuente. De este modo se asegura usted de una larga vida de la máquina y de la ausencia de fallos.
6.1 Lubricantes
Los lubricantes usados en las plantas de procesamiento de alimentos están clasifica-dos y registrados por la NSF en dos grupos:
• Lubricantes tipo H1: se usan cuando no es posible evitar contactos incidentales con productos alimenticios.
• Lubricantes tipo H2: se usan para todas las restantes aplicaciones en una planta de procesamiento de alimentos.
Para los rodamientos y partes móviles de la máquina, Meyn recomienda usar grasa multipropósito NLGI 2 H1, con las siguientes características;
• Tiene una excelente resistencia al agua.• Es resistente a los químicos.• Es apropiada para ser usada en alimentos Grado H1.• Es apropiada para alta presión (EP).• Es compatible con otras grasas.
¡No se deben mezclar grasas!
Meyn está usando “Jax Halo Guard FG2” como grasa de propósito general para la mayoría de sus aplicaciones. Otras grasas son usadas para:
• Piezas que rotan a altas velocidades (> 5000 rpm.).• Bajas temperaturas (< - 5°C or 23 F).• Cajas reductoras.• Mecanismos Hidráulicos.
Como líquido hidráulico para el mecanismo de ajuste de la altura de las máquinas de eviscerado ECP se usa el Fluido Hidráulico 32 Food grado H1.
Meyn está usando Pasta Multiuso “Rocol Foodlube” para el montaje de piezas con hilo de acero inoxidable, como pernos y tuercas, el cual previene atascamientos cuan-do es necesario desmontar las piezas.
© Meyn Food Processing Technology B.V. 53
Esquema de mantenimiento y tabla de anomalías
6.2 Unidades de lubricación
Normalmente el transportador aereo viene equipado con una o más unidades de lu-bricación, controlades desde una caja central. las unidades de lubricación rocían aceite sobre la cadena de carros. La unidad es controlada con PLC, el cual es ajus-tado para rociar por la duración de un ciclo de la cadena de carros.
El aceite que se usa es aceite de parafina líquida. Este puede ser ordenado (lata de 5 lts) usando el número de parte 89.8004.904.0027.
6.3 Motor - motorreductor (¡si procede!)
Los motores de accionamiento tienen cajas de engranajes en baño de aceite. Cambie el aceite con arreglo a las instrucciones del manual de mantenimiento de los motores de engranajes, que se incluye en el anexo a este manual.
54 © Meyn Food Processing Technology B.V.
Esquema de mantenimiento y tabla de anomalías
6.4 Medidas de seguridad que se deben tomar antes del mantenimiento
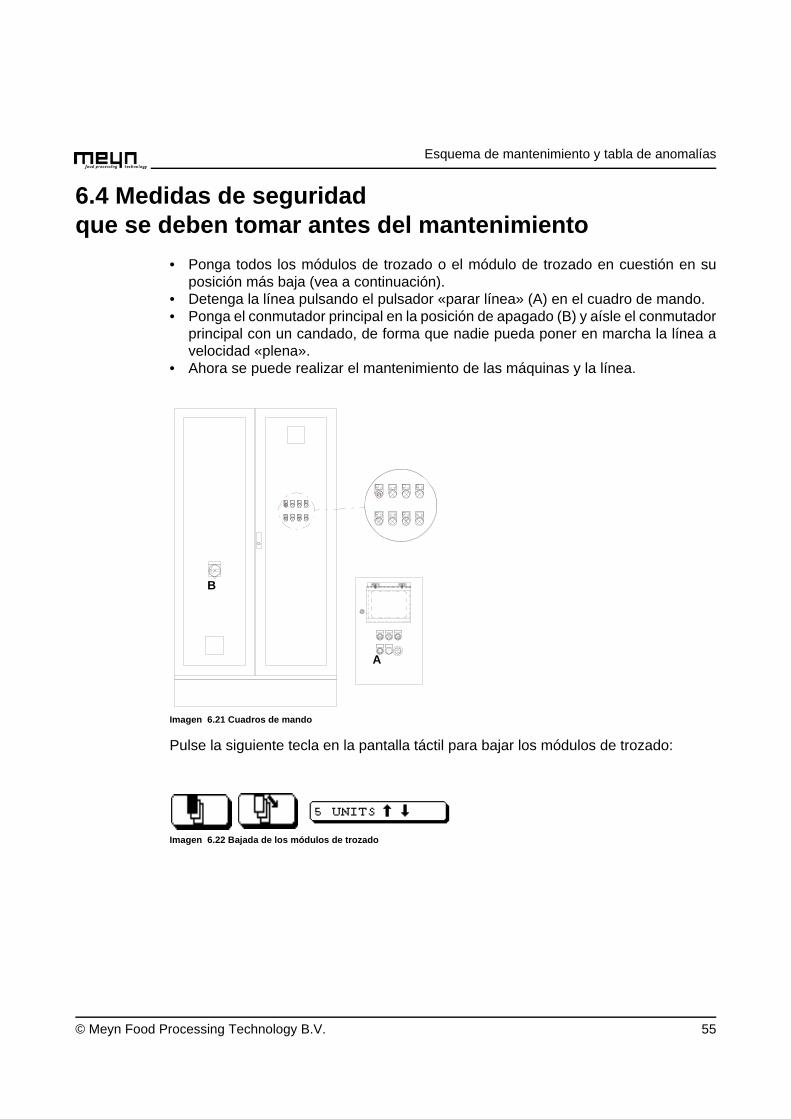
• Ponga todos los módulos de trozado o el módulo de trozado en cuestión en su posición más baja (vea a continuación).
• Detenga la línea pulsando el pulsador «parar línea» (A) en el cuadro de mando.• Ponga el conmutador principal en la posición de apagado (B) y aísle el conmutador
principal con un candado, de forma que nadie pueda poner en marcha la línea a velocidad «plena».
• Ahora se puede realizar el mantenimiento de las máquinas y la línea.
A
B
Imagen 6.21 Cuadros de mando
Pulse la siguiente tecla en la pantalla táctil para bajar los módulos de trozado:
Imagen 6.22 Bajada de los módulos de trozado
© Meyn Food Processing Technology B.V. 55

Esquema de mantenimiento y tabla de anomalías
6.5 Lista de control
Componente Comprobación
A diario, los ganchos. Compruebe si hay ganchos torcidos. Cambie los ganchos torcidos.
A diario, los carros. Compruebe si los carros están dañados. Cámbielos si es necesario.
Una vez por semana, la ten-sión de la cadena del trans-portador aéreo.
Comprueba la tensión de la cadena del transporta-dor aéreo. Ajuste el tensor de cadena.
Una vez por semana, las rue-das de los carros
Compruebe si las ruedas de los carros están daña-das. Cámbielos si es necesario.
Una vez por semana, todas las guías.
Compruebe todas las guías, si están alineadas y son seguras.
Una vez por semana, los ani-llos de cadena.
Compruebe si los anillos de cadena están dañados. Cámbielos si es necesario.
Una vez por semana, los coji-netes de la rueda de retorno, las ruedas del tensor de ca-dena y las ruedas motrices.
Compruebe si los cojinetes están desgastados o da-ñados. Cámbielos si es necesario.
Una vez al mes, el lubricador de cadena.
Compruebe si hay suficiente aceite en el recipiente.
Una vez al mes, los segmen-tos de las ruedas
Compruebe si presentan daños. Cámbielos si es ne-cesario.
Una vez al mes, los sensores Compruebe si los sensores están bien fijados.
Cada tres meses, los resortes del tensor de cadena.
Compruebe si los resortes del tensor de cadena es-tán desgastados o dañados. Cámbielos si es nece-sario.
Cada tres meses, los seg-mentos del anillo de cadena.
Compruebe si los segmentos del anillo de cadena están desgastados. Cámbielos si es necesario.
Cada tres meses, la caja de engranajes
Compruebe el nivel de aceite en la caja de engrana-jes. Rellénelo si es necesario.
56 © Meyn Food Processing Technology B.V.
Esquema de mantenimiento y tabla de anomalías
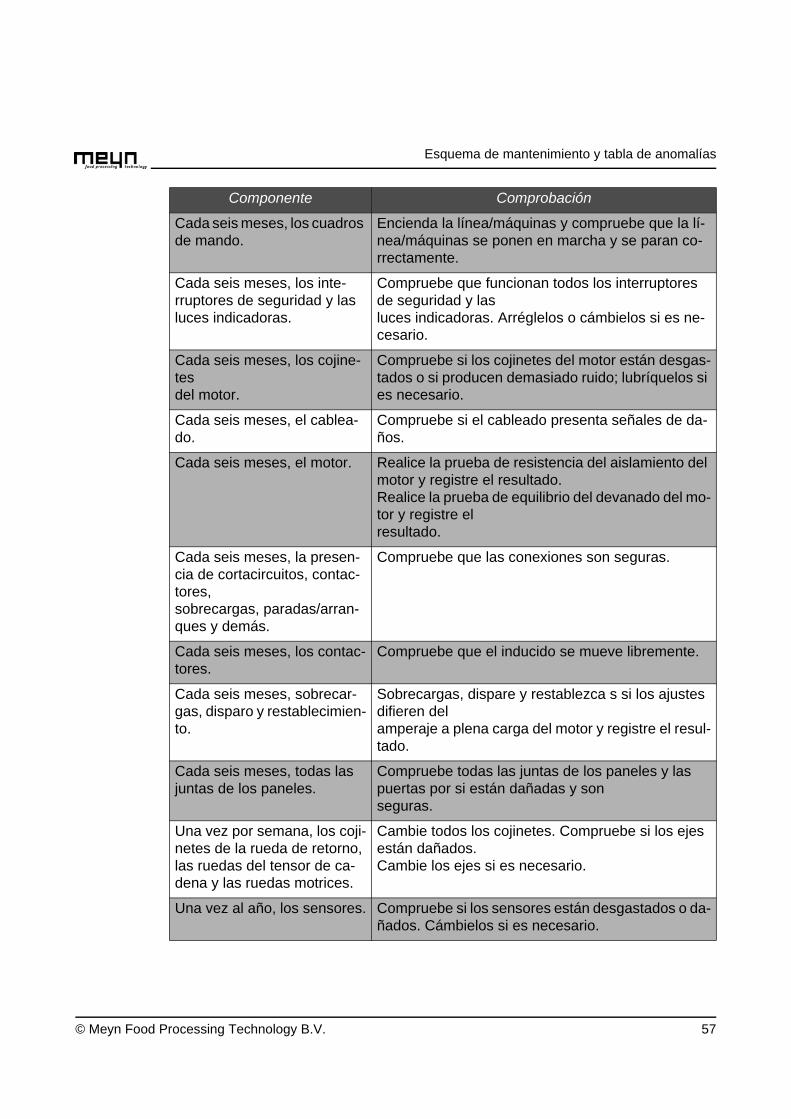
Cada seis meses, los cuadros de mando.
Encienda la línea/máquinas y compruebe que la lí-nea/máquinas se ponen en marcha y se paran co-rrectamente.
Cada seis meses, los inte-rruptores de seguridad y las luces indicadoras.
Compruebe que funcionan todos los interruptores de seguridad y las luces indicadoras. Arréglelos o cámbielos si es ne-cesario.
Cada seis meses, los cojine-tes del motor.
Compruebe si los cojinetes del motor están desgas-tados o si producen demasiado ruido; lubríquelos si es necesario.
Cada seis meses, el cablea-do.
Compruebe si el cableado presenta señales de da-ños.
Cada seis meses, el motor. Realice la prueba de resistencia del aislamiento del motor y registre el resultado.Realice la prueba de equilibrio del devanado del mo-tor y registre el resultado.
Cada seis meses, la presen-cia de cortacircuitos, contac-tores, sobrecargas, paradas/arran-ques y demás.
Compruebe que las conexiones son seguras.
Cada seis meses, los contac-tores.
Compruebe que el inducido se mueve libremente.
Cada seis meses, sobrecar-gas, disparo y restablecimien-to.
Sobrecargas, dispare y restablezca s si los ajustes difieren del amperaje a plena carga del motor y registre el resul-tado.
Cada seis meses, todas las juntas de los paneles.
Compruebe todas las juntas de los paneles y las puertas por si están dañadas y son seguras.
Una vez por semana, los coji-netes de la rueda de retorno, las ruedas del tensor de ca-dena y las ruedas motrices.
Cambie todos los cojinetes. Compruebe si los ejes están dañados. Cambie los ejes si es necesario.
Una vez al año, los sensores. Compruebe si los sensores están desgastados o da-ñados. Cámbielos si es necesario.
Componente Comprobación
© Meyn Food Processing Technology B.V. 57
Esquema de mantenimiento y tabla de anomalías
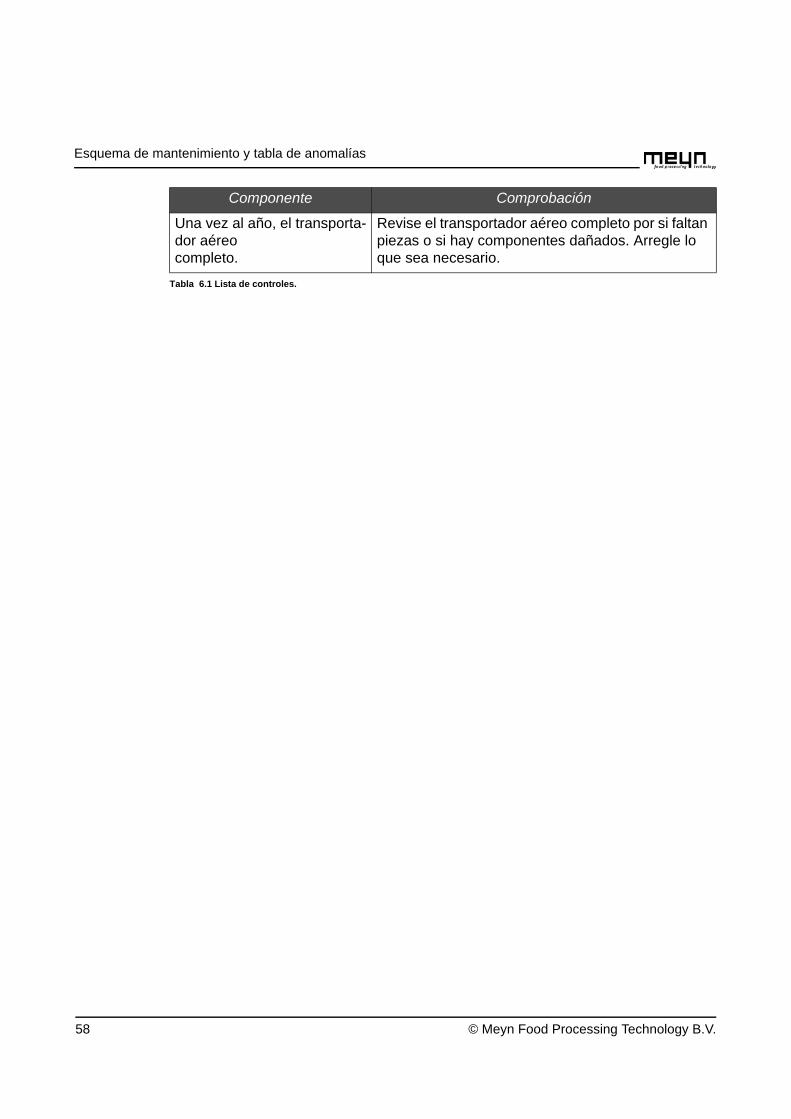
Tabla 6.1 Lista de controles.
Una vez al año, el transporta-dor aéreo completo.
Revise el transportador aéreo completo por si faltan piezas o si hay componentes dañados. Arregle lo que sea necesario.
Componente Comprobación
58 © Meyn Food Processing Technology B.V.
Esquema de mantenimiento y tabla de anomalías
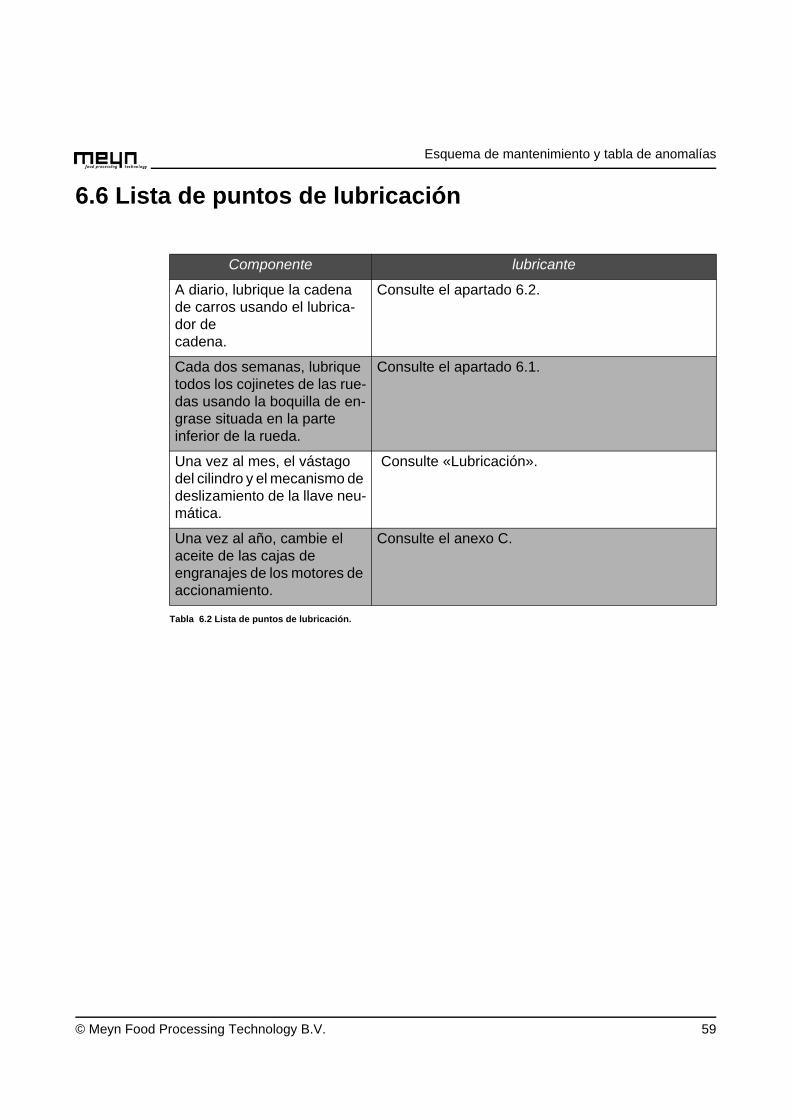
6.6 Lista de puntos de lubricación
Componente lubricante
A diario, lubrique la cadena de carros usando el lubrica-dor de cadena.
Consulte el apartado 6.2.
Cada dos semanas, lubrique todos los cojinetes de las rue-das usando la boquilla de en-grase situada en la parte inferior de la rueda.
Consulte el apartado 6.1.
Una vez al mes, el vástago del cilindro y el mecanismo de deslizamiento de la llave neu-mática.
Consulte «Lubricación».
Una vez al año, cambie el aceite de las cajas de engranajes de los motores de accionamiento.
Consulte el anexo C.
Tabla 6.2 Lista de puntos de lubricación.
© Meyn Food Processing Technology B.V. 59

Esquema de mantenimiento y tabla de anomalías
6.7 Tabla de anomalías
Anomalía Causa Solución
El transportador no parte.
Convertidor de frecuencia. Revise su funcionamiento y pa-rámetros.
No hay señal de puesta en marcha.
Pulse el pulsador de arranque.
El interruptor principal está apagado
Gire el interruptor principal un cuarto de vuelta hacia la posi-ción de encendido.
Dispositivo de emergencia activado
Restablezca el dispositivo de emergencia y vuelva a poner en marcha la línea.
El transportador de pocos minutos.
Velocidad muy baja. Pro-tección térmica activada.
Permita que el sistema se en-frie. Intente de nuevo con una velocidad más alta.
Ganchos balancean-dose a parar o partir.
Convertidor de frecuencia. Verifique los parámetros de aceleración y desaceleración.
La cadena de carros corre irregularmente.
Tensión de cadena muy baja.
Verifique desgaste de cadena y funcionamiento del tensor.
Cadena chilla mien-tras corre.
Cadena muy seca.. Lubrique la cadena usando la unidad de lubricación. .
Wet the chain.
Gánchos balanceán-dose a la entrada de la máquina.
Alta velocidad de la linea. Monte guias de ganchos adicio-nales o una rueda anti balan-ceo.
Las guías de los ganchos y/o las ruedas antioscila-miento no están instala-das/ajustadas correctamente.
Ajuste las guías de los ganchos y/o la rueda antioscilamiento co-rrectamente.
Maquina impulsada se balancea o sacu-de.
Soporte insufuciente. Monte tubos de anclaje adicio-nales.
60 © Meyn Food Processing Technology B.V.
Esquema de mantenimiento y tabla de anomalías
Tabla 6.3 Tabla de anomalías.
Presión de la llave neumática demasia-do baja.
No hay presión de aire Compruebe la alimentación de la presión del aire. Compruebe el compresor y las conexiones del aire.
Anomalía Causa Solución
© Meyn Food Processing Technology B.V. 61
Esquema de mantenimiento y tabla de anomalías
62 © Meyn Food Processing Technology B.V.
Desmontaje/montaje y ajustes
7 Desmontaje/montaje y ajustesEn este capítulo se describe el procedimiento de desmontaje y montaje de algunos componentes para las operaciones de mantenimiento y/o para la sustitución de algu-nas piezas.
7.1 Ajustes básicos
Los ajustes básicos de las distintas piezas han sido realizados en la fábrica. Sin em-bargo, a la hora de sustituir alguna pieza, o a causa de las repercusiones de las con-diciones locales, puede ser necesario restablecer o corregir los ajustes básicos.
����������� ���������������� ���������� ����� ������ ��������������������������� ����� ���� ������� ��������
© Meyn Food Processing Technology B.V. 63
Desmontaje/montaje y ajustes
7.2 Ajustes con la línea parada
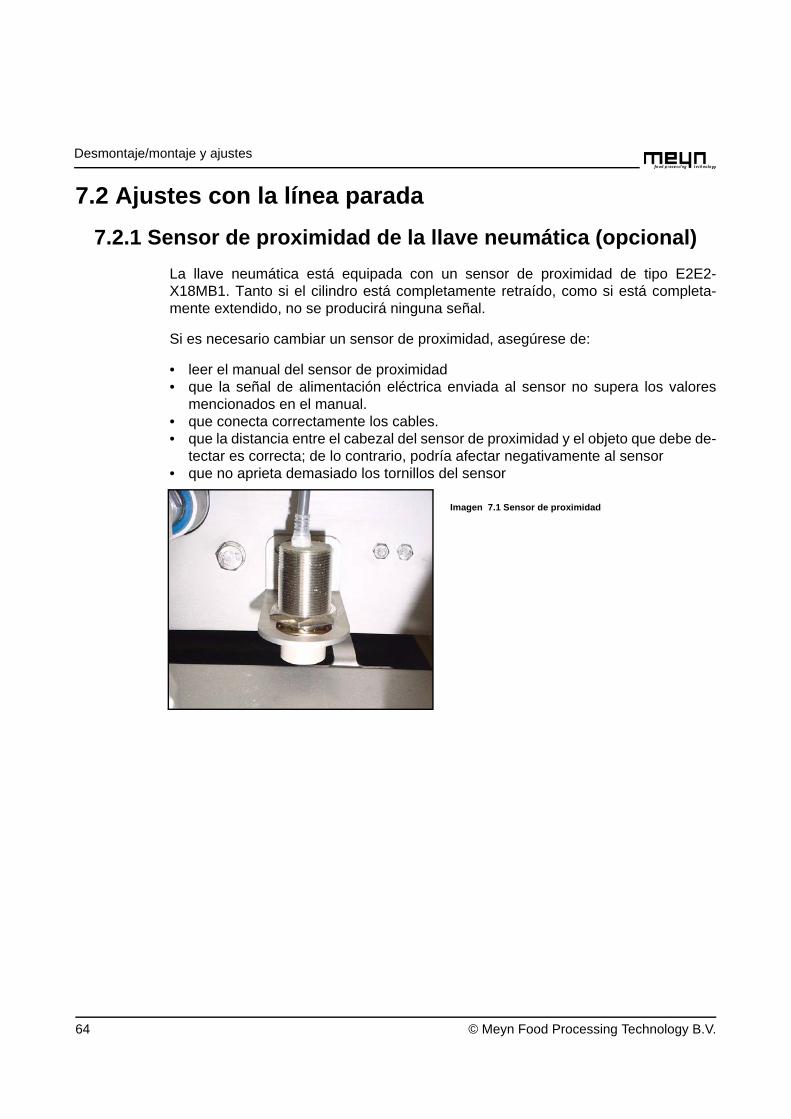
7.2.1 Sensor de proximidad de la llave neumática (opcional)
La llave neumática está equipada con un sensor de proximidad de tipo E2E2-X18MB1. Tanto si el cilindro está completamente retraído, como si está completa-mente extendido, no se producirá ninguna señal.
Si es necesario cambiar un sensor de proximidad, asegúrese de:
• leer el manual del sensor de proximidad• que la señal de alimentación eléctrica enviada al sensor no supera los valores
mencionados en el manual.• que conecta correctamente los cables.• que la distancia entre el cabezal del sensor de proximidad y el objeto que debe de-
tectar es correcta; de lo contrario, podría afectar negativamente al sensor• que no aprieta demasiado los tornillos del sensor
Imagen 7.1 Sensor de proximidad
64 © Meyn Food Processing Technology B.V.
Desmontaje/montaje y ajustes
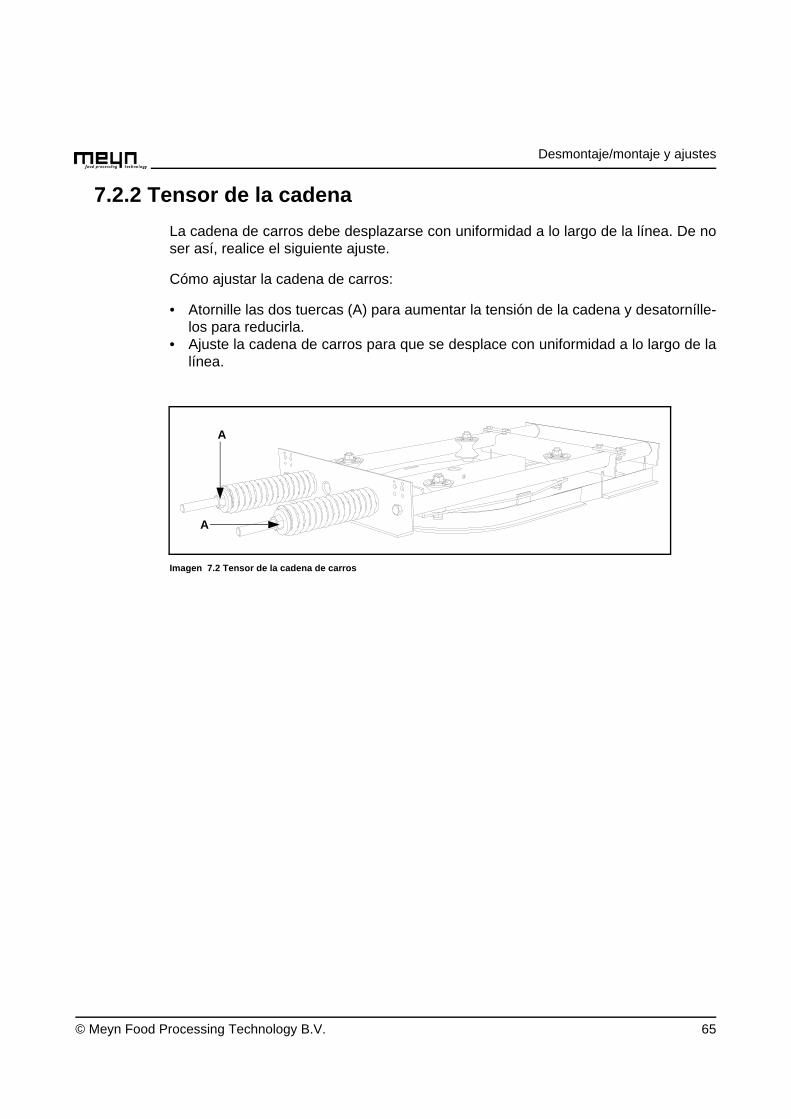
7.2.2 Tensor de la cadena
La cadena de carros debe desplazarse con uniformidad a lo largo de la línea. De no ser así, realice el siguiente ajuste.
Cómo ajustar la cadena de carros:
• Atornille las dos tuercas (A) para aumentar la tensión de la cadena y desatornílle-los para reducirla.
• Ajuste la cadena de carros para que se desplace con uniformidad a lo largo de la línea.
A
A
Imagen 7.2 Tensor de la cadena de carros
© Meyn Food Processing Technology B.V. 65
Desmontaje/montaje y ajustes
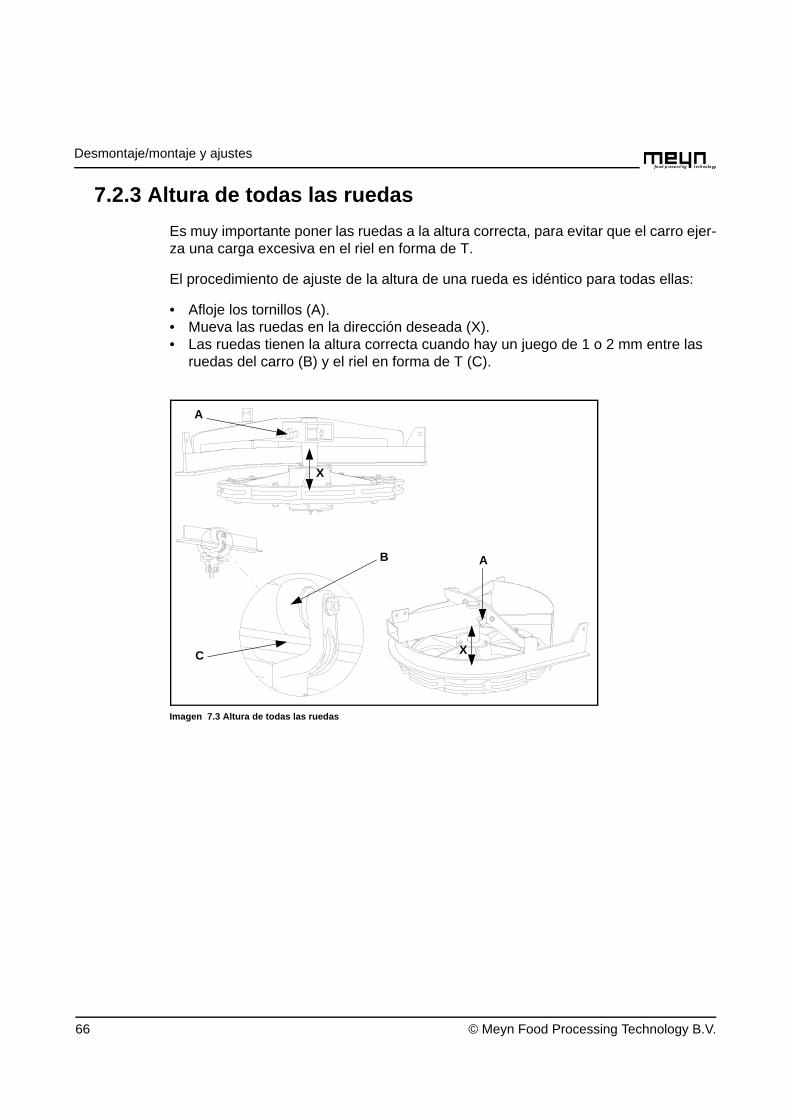
7.2.3 Altura de todas las ruedas
Es muy importante poner las ruedas a la altura correcta, para evitar que el carro ejer-za una carga excesiva en el riel en forma de T.
El procedimiento de ajuste de la altura de una rueda es idéntico para todas ellas:
• Afloje los tornillos (A).• Mueva las ruedas en la dirección deseada (X).• Las ruedas tienen la altura correcta cuando hay un juego de 1 o 2 mm entre las
ruedas del carro (B) y el riel en forma de T (C).
A
B A
C X
X
Imagen 7.3 Altura de todas las ruedas
66 © Meyn Food Processing Technology B.V.
Desmontaje/montaje y ajustes
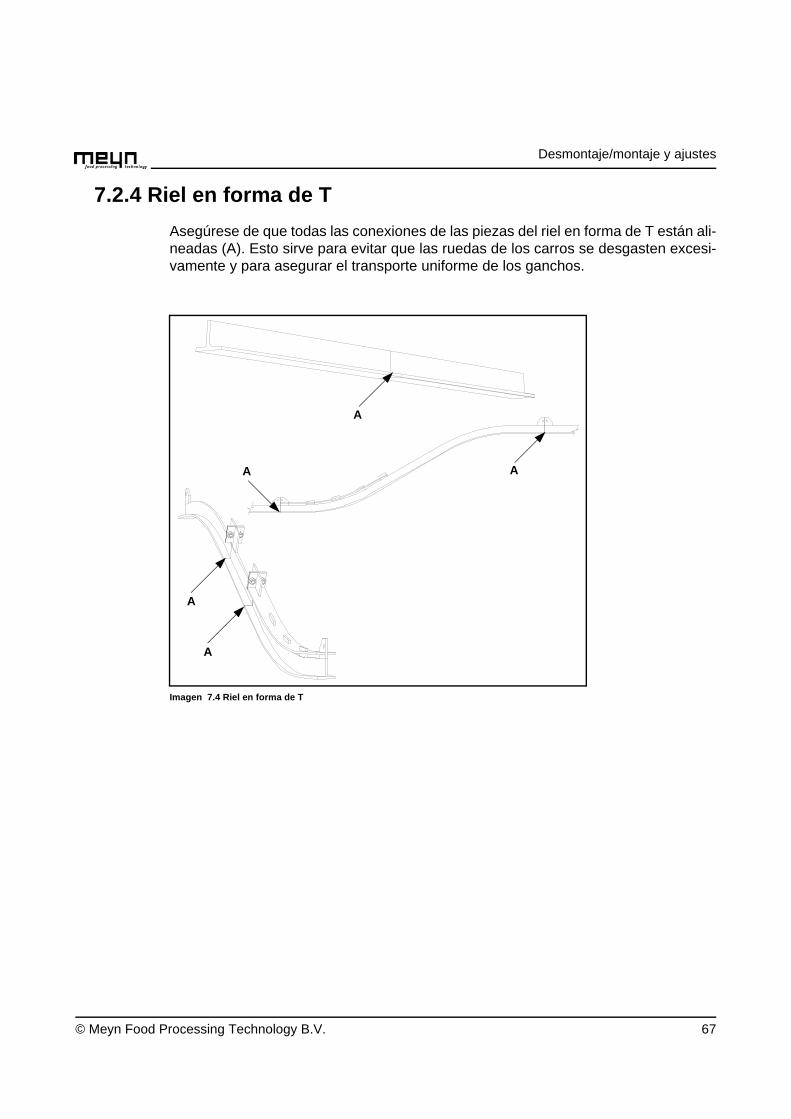
7.2.4 Riel en forma de T
Asegúrese de que todas las conexiones de las piezas del riel en forma de T están ali-neadas (A). Esto sirve para evitar que las ruedas de los carros se desgasten excesi-vamente y para asegurar el transporte uniforme de los ganchos.
A
AA
A
A
Imagen 7.4 Riel en forma de T
© Meyn Food Processing Technology B.V. 67
Desmontaje/montaje y ajustes
7.3 Ajustes durante la producción
NO intente ajustar/arreglar los componentes del transportador aéreo mientras esté en marcha.
68 © Meyn Food Processing Technology B.V.