Embed Size (px)
Citation preview

10.1002/spepro.000059
Morphology for microcellularinjection moldingJingyi Xu
Injection molding makes it possible to better control the structural
alterations in microcellular foam, which can result in minimal mate-
rial property changes for plastic parts.
Microcellular foaming technology was originally conceptualized and
invented at the Massachusetts Institute of Technology in 1984.1, 2 The
idea is simply to add tiny bubbles that are smaller than the preexisting
flaws of the material into a polymer, which reduces the amount of ma-
terial while maintaining toughness.1 Suh defines microcellular plastics
as foamed plastics with a cell size that is less than 30 microns.1 In fact,
this technology offers the potential to manufacture transparent supermi-
crocellular foams with cell sizes<0.05 microns. Microcellular plastics
were not successfully used in industrial applications until 1998, when
we developed the first reciprocating injection-molding machine.3, 4 To-
day, cell sizes typically range from 5 to 100 microns.
Microcellular technology has already had a significant impact on the
worldwide plastics industry. It requires precisely metered quantities of
atmospheric gases (nitrogen or carbon dioxide) in any of the three most
common thermoplastic conversion processes (injection molding, extru-
sion, and blow molding) to create millions of nearly invisible micro-
cells. Fabrication on this scale brings a wide array of benefits, including
reduced weight, smaller amounts of material needed, and lower cost, as
well as compatibility with environmental friendly blowing agents. The
microcellular injection-molding process is primarily used where foam-
ing has not historically been deployed, producing less-expensive preci-
sion parts with consistently high quality and exceptional dimensional
stability.
Our research has revealed that numerous factors influence the quality
of the microcellular foam. For instance, the pressure drop rate must be
high enough for the necessary nucleation. In addition, a minimum gas
percentage is required, and the first stage of gas mixing is critical for
uniform cell distribution in the molded part. (Specifically, CO2 gas can
create close-packed cell structures more easily than N2 gas can.)2–11
Since microcellular structures measure about half the diameter of a
strand of human hair, they cannot be seen by the naked eye. As a result,
the scanning electron microscope is the most popular way to define
the morphological changes of different microcellular parts. Examining
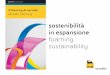
Figure 1. Morphology of polystyrene microcellular foam. Average cell
size: 25 microns. Cell density: 8.1×107cells/cm3.5 White bar is 100
microns. WR: Weight reduction. (Image courtesy of John Wiley and
Sons.)
cross-sections requires the use of a carefully broken section, which is
typically done cryogenically. For instance, liquid nitrogen is used to
deep-freeze the sample, which is then broken along a predetermined
direction to reveal a flat fracture section view. This in turn is magni-
fied about 200 times or higher to see the microcellular structure.12 The
amorphous material polystyrene, shown in Figure 1, has an average
cell size of 25 microns and a cell density of 8.1×107cells/cm3. Other
amorphous materials will have a similar structure.
Injection-molded crystalline and semicrystalline materials have be-
come increasingly popular in a variety of industries. Typical examples
include polypropylene, polyethylene terephthalate, and polyamide. In
these materials, crystallization during cooling may expel gas near the
crystalloid, and the cell structure may not be as uniform as that of an
amorphous material. Our work has shown that amorphous material has
a better cell structure than crystalline material, whose morphology is
also greatly influenced by mold temperature.
Continued on next page

10.1002/spepro.000059 Page 2/2
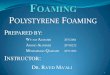
Figure 2. Morphology of a PC-ABS part injection molded with N2 gas.
(a) Molded part. (b) Air shot sample.5 White bar is 100 microns. (Im-
ages courtesy of John Wiley and Sons.)
Figure 3. Fiber orientation in microcellular polybutylene terephthalate
with 20% glass fiber. (a) Microcellular part. (b) Solid. White bar indi-
cates 100 microns.9
One of the most widely used thermoplastic materials on the market
is polycarbonate-acrylonitrile/butadiene/styrene (PC-ABS). It is well
suited for microcellular processing because it improves heterogeneous
nucleation. Figure 2(a) shows an excellent cell structure with an aver-
age cell size of 10 microns that distributes uniformly in the molded part.
As a comparison between two different morphologies in two stages of
processing, Figure 2(b) shows the structure of an air shot sample that
has uniform cells of 3 microns in diameter, proving that the gas-mixing
quality in the first stage is excellent.
Microcellular foam is typically reinforced using glass-fiber material,
and we have found that, in general, fillers and glass fibers are good for
morphology. The challenge is in achieving the correct fiber orientation,
which microcellular injection molding helps to ensure.10 For example,
Figure 3(a) shows the structure of the fiber distribution in a microcel-
lular part where processing resulted in fiber disorientation in the center
foamed core. Figure 3(b) displays the morphology of a solid part with
strong fiber orientation in the mold flow direction.
When key processing factors are taken into account, microcellular
foam can benefit numerous applications. Injection-molding techniques
offer advantages in controlling and improving the quality of material.
Our future work will focus on ways of enhancing the surface finish
of microcellular foam and making cells smaller. This is an essential
requirement in developing supermicrocellular foam, which would rep-
resent a major advance for this technology.
Author Information
Jingyi Xu
Bekum America Corporation
Williamston, MI
References
1. N. P. Suh, Innovation in Polymer Processing, F. Stevenson James ed., ch. 3,Hanser/Gardner Publications, Inc., 1996.
2. J. E. Martine-Vvedensky, N. P. Suh, and F. A. Waldman, Microcellular closed cellfoams and their method of manufacture, US Patent 4,473,665, 1984.
3. J. Xu and D. Pierick, Microcellular foam processing in reciprocating-screw injectionmolding machines, J. Inject. Mold. Technol. 5, pp. 152–159, 2001.
4. J. Xu, Methods for manufacturing foam material including systems with pressure re-striction element, US Patent 6,579,910 B2, 2003.
5. J. Xu, Microcellular Injection Molding, John Wiley and Sons, to be published.6. S. Doroudiani, C. B. Park, and M. T. Kortschot, Effect of the crystallinity and morphol-
ogy on the microcellular foam structure of semicrystalline polymers, Polym. Eng. Sci.36 (21), pp. 2645–2662, 1996.
7. L. S. Turng, Microcellular injection molding, ANTEC, SPE, pp. 686–690, 2003.8. J. Xu and L. A. Kishbaugh, Simple modeling of the mechanical properties with part
weight reduction for microcellular foam plastic, J. Cell. Plastics 39, pp. 29–47, 2003.9. J. Xu, Methods to the smooth surface of microcellular foam in injection molding,
ANTEC, SPE, pp. 2089–2093, 2007.10. J. Xu, Process of glass fiber reinforced thermoplastic for microcellular injection mold-
ing, ANTEC, SPE, pp. 2158–2162, 2008.11. J. Xu, Effect of injection molding process parameters on the morphology and quality of
microcellular foams, ANTEC, SPE, pp. 2770–2774, 2006.12. J. Xu, Morphology study for microcellular injection molding, ANTEC, SPE, 2009.
c© 2009 Society of Plastics Engineers (SPE)