Embed Size (px)
DESCRIPTION
nano
Citation preview

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
1672
Recent Advances in Research on CarbonNanotube–Polymer Composites
By Michele T. Byrne and Yurii K. Gun’ko*
Carbon nanotubes (CNTs) demonstrate remarkable electrical, thermal, and
mechanical properties, which allow a number of exciting potential appli-
cations. In this article, we review the most recent progress in research on the
development of CNT–polymer composites, with particular attention to their
mechanical and electrical (conductive) properties. Various functionalization
and fabrication approaches and their role in the preparation of CNT–polymer
composites with improved mechanical and electrical properties are dis-
cussed. We tabulate the most recent values of Young’s modulus and electrical
conductivities for various CNT–polymer composites and compare the
effectiveness of different processing techniques. Finally, we give a future
outlook for the development of CNT–polymer composites as potential
alternative materials for various applications, including flexible electrodes in
displays, electronic paper, antistatic coatings, bullet-proof vests, protective
clothing, and high-performance composites for aircraft and automotive
industries.
1. Introduction
The area of carbon nanotube (CNT)–polymer composites hasbeen progressing extremely rapidly in recent years. Nanotubesthemselves have remarkable electrical, thermal, and mechanicalproperties. For example, CNTs theoretically have exceptionalmechanical properties such as elastic modulus and strengths10–100 times higher than the strongest steel at a fraction of theweight. In 2000, Yu et al. measured Young’s moduli values forindividual multi-walled nanotubes (MWNT) of between0.27–0.95 TPa, strengths in the 11–63GPa range, and atoughness of �1240 J g�1.[1] For single-walled nanotubes(SWNT), Young’s moduli were found to be in the range of0.32–1.47 TPa and strengths between 10 and 52GPa with atoughness of �770 J g�1.[2] CNTs also show unique electricalproperties and electric-current-carrying capacity 1000 timeshigher than copper wire.[3] Frank et al. calculated the conductanceof an average nanotube to be 1/12.9 kV�1.[4] This combination ofproperties makes CNTs potentially ideal candidates for theformation of polymer composites with improved mechanical
[*] Prof. Y. K. Gun’ko, M. T. ByrneSchool of Chemistry and CRANN Istitute, Trinity College DublinDublin 2 (Ireland)E-mail: [email protected]
DOI: 10.1002/adma.200901545
� 2010 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
properties and electrical conductivity.CNT–polymer composites have a multitudeof potential applications ranging fromultrastrong materials for bullet-proof vests,to flexible displays, and electronic paper.[5]
Adding carbon-based fillers to polymersto improve mechanical properties, decreaseweight, and act as heat conductors is not anovel idea. Carbon black has been widelyutilized to reinforce rubber and plastics, forexample, it is extensively used in racingtires to reduce thermal damage. Carbonfibers are also hugely popular industrialmaterials that are used in cars, airplanes,bicycles, etc. However, the carbon-basedpolymer additives with the greatest poten-tial are CNTs. The ability to harness themechanical strengths of CNTs has alreadygiven rise to new industrial products. Forexample, sports equipment, such as tennisracquets and golf clubs containing CNTs,
has been produced and marketed. With CNTs becoming easier toproduce and cheaper to buy, the CNT industry could potentiallyovertake that of the carbon fiber industry and become one of themajor additives for polymer-composite fabrication.
There are a number of reviews on the conductive andmechanical properties of CNT–polymer composites.[6–18] How-ever, a significant progress has been made in the area of thepreparation and utilization of nanotube–polymer compositematerials lately. In this Progress Report, we will explore howCNT–polymer composites have been developed in recent years,with particular attention to their mechanical and electrical(conductive) properties.
2. Functionalization of Carbon Nanotubes forPolymer-Composite Preparation
The chemical functionalization of CNTs has been a subject ofseveral reviews.[19–23] Here, we are going to focus only on recentdevelopments of functionalization of CNTs for polymer compo-site formation. It is known that nanotube solubility, dispersion,and stress transfer must all be maximized to reach optimummechanical properties. Unless the interface between nanotubeand polymer is carefully engineered, poor load transfer betweennanotubes, when in bundles, and between nanotubes andsurrounding polymer chains may result in interfacial slippage.[24]
Adv. Mater. 2010, 22, 1672–1688

PROGRESS
REPORT
www.MaterialsViews.comwww.advmat.de
Michele Byrne graduated from The Uni-versity of Dublin, Trinity College, with adegree in the Physics and Chemistry ofAdvanced Materials in 2005. She iscurrently finishing her Ph.D. degree inChemistry. Her research focuses on thechemical functionalization of carbon andtitania nanotubes for use in polymer
composites; other research has been undertaken on thecreation of highly conductive buckypaper–metal compositesusing electroless deposition.
Yurii Gun’ko received his degree (1987) and
Therefore, functionalization of nanotubes is extremely importantfor their processing and potential applications in polymercomposites. In general, composites based on chemically modifiednanotubes show the best mechanical results because functiona-lization enables a significant improvement in both dispersion andstress–strain transfer. The treatment of CNTs by chemicalfunctionalization and/or ultrasonication is widely used toincrease the dispersion of nanotubes in solvents. In particular,a better dispersion of nanotubes in solvents overcomes theproblems of nanotube aggregation in polymer compositesprocessed by the solution casting technique.[25–31]
There are twomajor approaches to nanotube functionalization:covalent functionalization and non-covalent supramolecularmodifications.[23,32,33]
Ph.D degree in Inorganic Chemistry (1990)from Moscow State University. Then, heworked as a lecturer in Chemistry in theBelorussian Institute of Technology(Belarus). Between 1994 and 1999 heworked as a postdoctoral researcher in thegroups of Professor M. F. Lappert at the
University of Sussex (UK) and Professor F. T. Edelman at theUniversity of Magdeburg (Germany). In 1999 Dr. Gun’ko becamelecturer of Inorganic Chemistry in the Chemistry Department ofTrinity College Dublin (Ireland), where he currently works asassociate Professor. His main research interest and activities are:the chemical functionalization of carbon nanotubes (CNTs),preparation of CNT–polymer composites, magnetic nanoparti-cles and magnetic fluids, and quantum-dot-based materials.
2.1. Covalent Functionalization
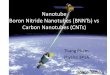
Covalent functionalization of CNTs can be achieved by eitherdirect addition reactions of reagents to the sidewalls of nanotubesor modification of appropriate surface-bound functional (e.g.,carboxylic acid) groups on the nanotubes.[13,14,23] An example ofdirect functionalization of nanotubes with phenol groups via1,3-dipolar cycloaddition is shown in Figure 1. This functiona-lization provided stable dispersions of CNTs in a range of polarsolvents, including water. An advantage of the phenolicfunctionalities is that they allow post-functionalization of theMWNTs with other molecules that can be employed in preparingcustomized products. In fact, the functionalized CNTs werefound to be compatible with polymers or layered aluminosilicateclay minerals, giving homogeneous, coherent, transparent CNTthin films and/or gels.[34]
However, the most common and facile method for the surfacefunctionalization of CNTs is nanotube oxidation, which results inthe formation of a number of carboxylic acid groups (�COOH) onthe surface of the nanotubes. These functionalized nanotubes aremuch more stable in polar solvents. For example, Feng et al.
Figure 1. Schematic presentation of covalent functionalization of a CNTcycloaddition for enhancing the ability to process CNTs and facilitating the precomposites, which is achieved solely bymixing. Reproduced with permission fr2008, American Chemical Society.
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
showed that by treating MWNTs with HNO3/H2O2 and HNO3/H2SO4 functionalized nanotubes formed, which were stable inwater at room temperature for more than 100 days.[35] As a result,the water-stable nanotubes can be easily embedded into water-soluble polymers such as a poly(vinyl alcohol) (PVA), giving
s via 1,3-dipolarparation of hybridom [34]. Copyright
mbH & Co. KGaA, Wein
polymer–CNT composites with homogeneousnanotube dispersion.[36] Oxidized nanotubesalso show excellent stability in other solventssuch as caprolactam, which is used in theproduction of polyamide (PA6).[37]
It has been shown that acid functionaliza-tion significantly improves the interfacialbonding properties between the CNTs and apolymer matrix. The carboxylic functionalgroups have been shown to give a strongernanotube–polymer interaction, leading toenhanced values in Young’s modulus andmechanical strength.[38–47]
Acid-treated nanotubes can also be used toelectrochemically deposit metal (e.g., gold)nanoparticles onto CNT surfaces.[48,49] Whenacid-treated nanotubes were heated underreflux with HAuCl4 and HNO3 or with HAuCl4and tetrakis(hydroxymethyl)phosphoniumchloride (THPC), this resulted in the forma-tion of individual gold nanoparticles with arange of 1–7 nm on the CNT surface.[50]
heim 1673

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
1674
A completely different strategy for the surface functionaliza-tion of CNTs with nitrogen-containing groups is the treatment ofCNTs under an atomic-nitrogen flow obtained by molecular-nitrogen dissociation in an ArþN2 microwave plasma. X-rayphotoelectron spectroscopy of the nanotube surface demon-strated the presence of amides, oximes, and, mainly, amine andnitrile groups.[51,52]
The presence of active functional groups such as carboxylicacids or amines allows for further covalent functionalization withpolymer molecules (polymer grafting). Two main approaches forthe covalent functionalization of CNTs with polymers have beenreported: ‘‘grafting from’’ and ‘‘grafting to’’.[13,14,33]
The grafting-from approach is based on the initial immobiliza-tion of initiators onto the nanotube surface, followed by in situpolymerization with the formation of the polymer moleculesbound to the nanotube. The benefit of this technique is thatpolymer-functionalized nanotubes with high grafting density canbe prepared. However, this method requires a strict control of theamounts of initiator and substrate. A recent example ofthe grafting-from technique is the preparation of oligo-hydroxyamide (oHA)-functionalized MWNTs for nanotube–poly(p-phenylene benzobisoxazole) composites. In this casepristine MWNTs were first oxidized to MWNT�COOH andthen functionalized to MWNT�COCl with acyl chloride. ThenMWNT�COCl was copolymerized with oHA to producecorresponding grafted MWNTs (MWNT�oHA).[53,54] The graf-ting-from technique was also used for the preparation ofstyryl-grafted nanotubes.[55] In this work, the carboxylic acidgroups on the surface of oxidized MWNTs have been reacted with4-vinylbenzyl chlorides via an esterification reaction followed bythe polymerization to produce polystyrene (PS)-grafted CNTs.
The grafting-to approach is based on the attachment of alreadypreformed end-functionalized polymer molecules to functionalgroups on the nanotube surface via appropriate chemicalreactions. An advantage of this method is that commerciallyavailable polymers containing reactive functional groups can beutilized. However, the main limitation of grafting-to technique isthat initial binding of polymer chains sterically prevents diffusionof additional macromolecules to the surface leading to relativelylow polymer loading. The grafting-to method was recently appliedfor the preparation of epoxy-polyamidoamine–SWNT compo-sites.[56] In this case, carboxylic acid groups of oxidized nanotubeshave been further functionalized using polyamidoamine-generation-0 (PAMAM-0) dendrimer and epoxy monomers.The functionalization resulted in composites with improveddispersion of SWNTs and enhanced mechanical properties.
2.2. Non-covalent Functionalization
The non-covalent functionalization of nanotubes normallyinvolves van der Waals, p–p, CH–p or electrostatic interactionsbetween polymer molecules and CNT surface.[33,57,58]
The advantage of non-covalent functionalization is that it doesnot alter the structure of the nanotubes and, therefore, bothelectrical and mechanical properties should also remainunchanged. However, the efficiency of the load transfer mightdecrease since the forces between the wrapping molecules andthe nanotube surface might be relatively weak.
� 2010 WILEY-VCH Verlag Gmb
There are several non-covalent approaches for nanotubefunctionalization such as surfactant-assisted dispersion, polymerwrapping, plasma polymerization-treatment, and polymerization-filling technique (PFT).[32]
Surfactant-assisted dispersion is a very common techniquethat enables to transfer nanotubes to the aqueous phase in thepresence of surface-active molecules such as sodium dodecyl-sulfate (SDS) or benzylalkonium chloride. The presence of anaromatic group in the surfactant molecule allows for p–p stackinginteractions with the graphitic sidewalls of the nanotubes, whichresults in their effective coating and dispersion.[58] Polymerwrapping involves the utilization of conjugated and aromaticgroup containing polymers [e.g., polyvinyl pyrrolidone (PVP),poly(phenylenevinylene), pyrene–poly(ethylene glycol) (PEG)],which can wrap around CNTs through p–p stacking and van derWaals interactions.[33,59,60] Coleman and Ferreira showed thatpolymer wrapping can minimize energy for purely geometricreasons.[61]
Poly(dimethylsiloxane) (PDMS) polymers have also been usedfor CNT coating via non-covalent CH–p interactions.[57,62,63]
Recently, Kevlar-functionalized nanotubes were prepared byheating Kevlar with MWNTs in the presence of sulfuric andnitric acids under reflux. This resulted in the partial oxidation andfunctionalization of CNTs with carboxylic acid groups, whichformed hydrogen bonds with amido-groups, as well as terminalcarboxylic acid and amino groups in Kevlar. This processproduced Kevlar-coated CNTs, which have been utilized for thefabrication of MWNT–polyvinylchloride (PVC) composites.[64]
Plasma polymerization treatment enables the coating of CNTswith a very thin (�3 nm) polymer layer. Polymer compositesbased on these coated nanotubes enhanced interfacial bonding ina PS polymer matrix.[65]
PFT usually involves in situ copolymerization of olefinscatalyzed directly from nanotubes pretreated by a methylalumi-noxane (MAO) or highly active metallocene-based complexes(e.g., Cp2ZrCl2).
[32] This approach destroys nanotube bundles andresults in homogeneously coated CNTs.
3. Main Strategies for the Fabrication of CarbonNanotube–Polymer Composites
3.1. Traditional Approaches
Common traditional approaches for the fabrication ofCNT–polymer composites include: solution processing ofcomposites, melt spinning, melt processing, in situ polymeriza-tion, processing of composites based on thermosets, electro-spinning, and coagulation spinning for composite fibers and yarnproduction.
These methods have been discussed in detail in recentreviews,[13,14] therefore, we are going to present only a briefoverview of these strategies.
Solution casting processing of composites is one of themost-usual methods for making polymer–nanotube compositeson a laboratory scale. The nanotubes and polymer are mixed in asuitable solvent before evaporating the solvent to form acomposite film.[25–31] One of the advantages of this method is
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688

PROGRESS
REPORT
www.MaterialsViews.comwww.advmat.de
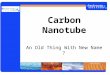
Figure 2. Principal scheme of the LBL film-deposition. A) Steps 1 and 3represent the adsorption of polyanion and polycation, steps 2 and 4 arewashing steps. B) Two adsorption routes, depicting LBL deposition forpolymers and polymers with nanoparticles or nanotubes. Reproduced withpermission from [88]. Copyright 2008, American Chemical Society.
the possibility to achieve debundling and good-quality dispersionof the nanotubes in an appropriate solvent.
However, solution processing techniques cannot be utilized forinsoluble polymers. In this case, melt processing is a goodalternative technique, which is particularly useful for dealing withthermoplastic polymers.[26,59,66–74] Furthermore, melt processingis the most promising approach for the production ofpolymer–MWNT nanocomposites on industrial scale. Normally,melt processing involves mixing of CNTs with the moltenpolymer by shear mixing. Bulk composites can then be preparedby compression molding, injection molding, or extrusion.Advantages of melt processing are its speed and simplicity andeasy integration into standard industrial facilities (e.g., extruders,blow-molding machines). Although under high temperatures,this approach can sometimes result in unexpected polymerdegradation and oxidation. Melt processing can also be used forthe production of both bulk-polymer composites, compositefibers, and yarns.[9,66]
Surface-coated CNTs produced by in situ polymerization,whether by covalent or noncovalent methods, enable theproduction of polymer nanocomposites displaying much-betterthermomechanical, flame-retardant, and electrical conductiveproperties even at very-low nanotube loadings. As mentionedabove, the covalent approach allows for the formation of a stronginterface between the nanotube and polymer matrix due tostrong chemical bonding of polymer molecules to the CNTsurface. The in situ polymerization technique also enables thepreparation of composites with very-high nanotube loadings. Aclosely related method of processing of composites is based onepoxy resins thermosets. In this approach, CNTs can bedispersed in a liquid epoxy precursor and, then, the mixturescan be cured by the addition of a hardener, such as triethylenetetramine (TETA), and the application of temperature orpressure.[20,75–77] A study of SWNT–polyethylene (PE) compo-sites, prepared with several different methods, found thatpolymerization was generally preferred as the method todisperse the nanotubes.[78]
Widely used industrial approaches for the production ofpolymer fibers and yarns, such as coagulation spinning andelectrospinning, have also been utilized for the fabrication ofpolymer–nanotube composites. In coagulation spinning, forexample, composite fibers can be produced by an injection of asurfactant-stabilized nanotube dispersion in water into a rotatingbath of polymer (e.g., PVA) dissolved in water, such that nanotubeand polymer dispersions flowed in the same direction at the pointof injection. In this case, polymer molecules replace surfactantmolecules on the nanotube surface, thus, destabilizing thenanotubes dispersion, which collapses to form a fiber. Thesefibers can then be retrieved from the bath, rinsed, and dried.[79–81]
The electrospinning technique involves electrostatically driv-ing a jet of polymer and nanotube dispersions in an appropriatesolvent out of a nozzle onto a metallic counter electrode. Whenthe power supply is turned on, the composite solution becomescharged. This forces the solution out of the nozzle and towardthe counter electrode. Charging of the solvent causes rapidevaporation, resulting in the coalescence of the composite intofibers with diameters between 10 nm and 1mm. Yarns can also beproduced by collecting the fibers on a rotating drum and twistingthem.[82,83]
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
3.2. New Approaches for Preparation of Polymer–Composite
Films and Fibers
3.2.1. Layer-by-Layer Technique
The layer-by-layer (LBL) approach involves building up a layeredcomposite film by alternate dipping of a substrate intodispersions of CNTs and polyelectrolyte solutions.[84,85] Addi-tionally, to improve the structural integrity of the film, cross-linking can be induced. LBL assembly is a simple, versatile, andrelatively inexpensive approach, which provides multifunctionalmolecular assemblies of tailored architectures and materialproperties for various versatile reaction/sensing materials ofnanometer thickness and will enable large-scale, reproducibleproduction of membrane-based, highly integrated microsen-sors.[86,87] This method has significant advantages as thicknessand polymer–nanotube ratio can easily be controlled andvery-high nanotube loading levels can be obtained. Therefore,this has led to recent exceptional growth in the use ofLBL-generated nanocomposites. This technique has been usedextensively to incorporate inorganic nanoparticles, nanowires,and nanotubes into organic polymers (Fig. 2).[88] For example, inthe process of LBL assembly of active-ester-modifiedMWNTs andpoly(allylamine hydrochloride) (PAH) on an activated surface of aquartz slide, a reaction occurred between the active ester on thesurface of the MWNTs and the amine groups of polyallylami-ne-yielding amide bonds. This resulted in a mechanically stablefree-standing thin film.[89] In other work, LBL assemblies enabledto produce PVA/(SWNTþpoly(sodium 4-styrene-sulfonate)-
mbH & Co. KGaA, Weinheim 1675

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
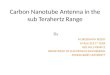
Figure 3. Domino pushing of a CNT array to produce high-quality bucky-paper. Reproduced with permission from [105]. Copyright 2008, IOPPublishing.
1676
layered coatings and free-standing films, which have displayedhigh electrical conductivities and excellent mechanicalstrength.[90] Recently, highly conductive, smart electronic yarnsand textiles have been prepared by LBL coatings of cotton threadswith SWNTs and appropriate polyelectrolytes. These newmaterials demonstrated high chemical/mechanical durability,electrical conductivity, weavablity, and wearability, as well asinteresting chemo- and biosensing opportunities. The highstrength and conductivities of these composites are attributed tothe unique homogeneity of the LBL-assembled composites.[91]
3.2.2. Swelling Technique
Recently, high-strength, high-toughness Kevlar-nanotube-composite fibers have been produced by the swelling ofcommercially available Kevlar fibers in a suspension of MWNTsin N-methylpyrrolidone (NMP) under ultrasonication. Thisprocess allowed the nanotubes to diffuse into the interior ofthe fiber. The resulting composites were stronger and tougherthan the original Kevlar fibers at only 1–2 wt% of nanotubeloadings.[92] There is also another very recent report on newconductive CNT–PE composites, which have been preparedsimilarly by swelling a thin PE film in MWNT dispersions intetrahydrofuran (THF) under ultrasonication.[93] This newapproach is a very promising post-processing technique, whichallows us to incorporate CNTs into already formed polymerproducts, including insoluble or temperature-sensitive polymers,such as Kevlar. In addition, this technology enables the inclusionof nanotubes into a very thin (several hundred nm) top polymerlayer. Therefore, only a very small percentage (�1–2%) ofnanotubes is needed to produce polymer composites withpotentially high electrical surface conductivity and improvedmechanical parameters.
3.2.3. Buckypaper-Based Approach
Buckypaper is a thin porous assembly of CNTs, usually formed byfiltration from their dispersion in a solvent. Over the last fewyears, the electrical and mechanical properties of buckypaperhave been studied extensively.[94–96]
In order to prepare buckypaper, CNTs must be dispersed in anappropriate solvent. One of the solvents used to preparebuckypaper is NMP, which enables to fabricate good qualitybuckypaper without the need for centrifugation.[97–100]
N,N-dimethylformamide (DMF),[101] 3-aminopropyltriethoxysilane[102]
and g -butyrolactone, also known as ‘‘liquid ecstasy’’ and wellknown for its narcotic properties, have all been shown to be goodsolvents for CNTs.[103] However, using an appropriate surfactantin water can be cheaper than using DMF and NMP, which alsoexhibit the disadvantage of high boiling points. The mostcommon surfactants are sodium dodecyl benzene sulfonate(SDBS) and sodium dodecyl sulphate (SDS). Aqueous dispersionof SWNTs in the presence of the water-soluble perylenederivatives has also been reported.[104] After the nanotubes aredispersed in a solvent, the buckypaper can usually be fabricated bya simple Buchner filtration.
Another way to produce buckypaper without the dispersionand filtration method is the ‘‘domino pushing effect’’ (Fig. 3).Ding et al. present a simple and effective macroscopicmanipulation of aligned CNT arrays.[105] The domino pushing
� 2010 WILEY-VCH Verlag Gmb
of the CNTarrays can efficiently ensure that most of the CNTs arewell aligned tightly in the buckypaper. Initial measurementsindicate that these buckypapers have better performance inthermal and electrical conductance.
Overall, there is an enormous interest in developing newbuckypaper-based composite materials with improved mechan-ical properties and conductivity for a number of potentialapplications from hydrogen absorption to fire retardation.[106–108]
Buckypaper, normally, has a laminar structure with a randomorientation of the bundles of tubes in the plane of the sheet.[109] Itis therefore a porous material and, thus, liquids and gases canpermeate through it.[110] However, the flexibility of the individualnanotubes and their affinity for each other conspire to obstructthe porosity in such films limiting the perfusion rate of liquidsand gases, restricting the accessible surface area, and, thereby,limiting their utility in important applications.[111] These poresare characterized by a diameter distribution that varies from oneto well over a hundred nanometers.[112] This is underlined bythe low density of the material, which was found to berpaper¼ 520� 100 kg m�3.[112] The interbundle fractional freevolume (Vf/VT) can be calculated from the density byVf/VT¼ 1� rpaper/rNT, where rNT is the nanotube bundle density,which can be estimated as 1500 kg m�3.[113] This results in aninterbundle free volume of Vf/VT¼ 66� 7% showing that thematerial is dominated by the pores. The pore size is theoreticallytuneable depending on the nanotube size and shape and thecasting solvent.[114]
Infusing the porous buckypaper with polymer is a facile way ofimproving the buckypaper mechanical properties and createpolymer composites with high loadings of nanotubes (>60%). Toincrease the mechanical properties, sheets of buckypaper can alsobe inserted between laminates.[115,116] Polymers or epoxies havebeen layered on top of buckypaper to develop a plymaterial that haselectrochemical actuation properties.[117] In addition, nanotubesmay also be chemically cross-linked to create stronger buckypaper.For example, using the nitrene reaction, functionalized nanotubes
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688

PROGRESS
REPORT
www.MaterialsViews.comwww.advmat.de
Figure 4. SWNT film on a flexed PE sheet. Reproduced with permissionfrom [120]. Copyright 2006, American Chemical Society.
can be linked within a bundle as well as between bundles. Byfiltering and drying, a buckypaper of linked nanotubes wasobtained. This linked buckypaper has the potential to have bettermechanical properties than pristine buckypaper.[118]
An interesting dry-transfer approach, initially developed byZhou et al.,[119] can be used to transfer the thin buckypaper onto asubstrate of choice. This approach uses an adhesive, soft, and flatPDMS stamp to peel the SWNT film off of the filtrationmembrane and then release it onto a desired substrate such as PEin Figure 4.[120]
4. A Comparison of Young’s Moduli of CarbonNanotube–Polymer Composites
In order to compare the mechanical parameters of newcomposites, whenever possible, the rate of increase (dY/dVf) of
Table 1. Mechanical properties of polymer composites containing functional
Nanotube/Polymer Composite Nanotube Functionality Preparation
CVD-MWNT/methyl and ethyl
methacrylate P(MMA-co-EMA)
Octadecylamine Solution
SWNT/epoxy Large organic groups Solution
and c
SWNT/polyamide 6 (PA6) PA6 Solution ca
melt sp
SWNT/PVA Hydroxyl Solution
CVD-MWNT/PVA Ferritin protein Solution
MWNT/PC Epoxide Solution ca
injection
MWNT/PMMA PMMA Melt mixing a
CVD-MWNT/PVC CPP Solution
CVD-MWNT/PS CPP Solution
SWNT/copolymers of styrene and
vinyl phenol (PSVPh)
Carboxylic acid Solution
CVD-MWNT/PU Carboxylic acid Solution
SWNT/biosteel (synthetic spider silk) Octadecylamine Solution
SWNT/PAMAM Epoxy Solution castin
CVD-MWNT/Kevlar PVC Solution
CVD-MWNT/epoxy TETA Cast m
CVD-MWNT/PS Butyl Solution
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
Young’s modulus (Y) to the volume fraction of nanotubes topolymer (Vf) are important.[121] We can use these values toquantitatively estimate the reinforcement of both modulus andstrength at low nanotube volume fractions. For a thin filmcomposite, where the nanotubes are aligned in the plane of thefilm, the maximum theoretically expected value of dY/dVf is�400GPa.[13,122] In our calculations, densities of nanotubes usedwere assumed to be r¼ 1350 kg m�3 for SWNTs and r¼ 2150 kgm�3 MWNTs.[123] There is a huge number of variables that effectthemechanical properties of CNT–polymer composites includingthe type of CNTs used, choice of solvent,[124] nanotubefunctionality, polymer used, composite preparation, etc. As thisprocedure, potentially, has some errors, these values are to betaken as a guideline only.
In this section, we will discuss mechanical properties of mostrecently reported nanotube–polymer composites and comparethose with values reported in some previous reviews.[13,14] We aregoing to focus on the two main factors strongly influencingthe properties of the composites: functionalization of nanotubesand polymer composite fabrication techniques.
4.1. The Role of Nanotube Functionalization
Functionalization of nanotubes is extremely important for theirprocessing and has a direct impact on the mechanicalcharacteristics of CNT–polymer composites. The Y and dY/dVf
values of some polymer composites that contain variousfunctionalized and non-functionalized nanotubes are summar-ized in Table 1 and 2, respectively.
As we can see, the highest dY/dVf values are observed forpolymers loaded with alkyl-, amine-, or ferritine-proteinfunctionalized nanotubes at very low nanotubes contents(<1wt%). Normally, nanotube loadings of more than 2wt%results in a decrease of the mechanical properties due to the
ized CNTs.
Techniques YPoly
[GPa]
YMax
[GPa]
NT content
[wt%]
dY/dVf
[GPa]
Reference
and Year
casting 1.64 2.62 10 15 [131] 2004
casting
uring
2.02 3.4 4 95 [77] 2004
sting and
inning
0.44 1.2 1.5 120 [132] 2005
casting 2.4 4.3 0.8 305 [133] 2005
casting 3.4 7.2 1.5 380 [134] 2005
sting and
molding
2.0 3.8 5 95.5 [135] 2006
nd extrusion 2.7 2.9 3 18.15 [136] 2006
casting 0.56 0.9 1 115 [129] 2006
casting 1.48 2.63 1 304 [129] 2006
casting 1.5 2.1 5 24.25 [44] 2006
casting 0.05 0.42 20 4.5 [46] 2006
casting 1.6 1.9 0.125 381 [122] 2007
g and curing 2.76 3.49 1 153 [56] 2008
casting 1.5 2.5 2 300 [64] 2008
olding 1.56 2.4 0.6 355 [126] 2008
casting 1.29 1.63 0.25 433 [130] 2008
mbH & Co. KGaA, Weinheim 1677

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
Table 2. Young’s moduli and dY/dVf values for CNT–polymer composites produced by various processing techniques.
Solution Casting
Nanotube/Polymer Composite YPoly [GPa] YMax [GPa] NT content [wt%] dY/dVf [GPa] Reference and Year
CVD-MWNT/PS 1.2 1.69 1 74 [137] 2000
Arc-MWNT/polyvinylcarbazole (PVK) 2 5.6 8 75 [25] 2002
CVD-MWNT/elastomer 0.52� 10�3 3.54� 10�3 15 35� 10�3 [29] 2002
CVD-MWNT/PS 1.53 3.4 5 122 [138] 2002
CVD-MWNT/high density PE 0.98 1.35 1 57 [139] 2003
DWNT/PVA 2 3.6 1 1244 [121] 2004
CVD-MWNT/Cl-PP 0.22 0.68 1 72 [27] 2004
CVD-MWNT/PVA 1.9 7.04 1 754 [27] 2004
CVD-MWNT/PC 2.0 3.3 5 69 [135] 2006
Annealed SWNT/PS 2.23 2.275 2 5.04 [140] 2006
MWNT/PE 0.682 1.24 5 30 [141] 2007
SWNT/epoxy 2.76 3.27 1 107 [56] 2008
CVD-MWNT/PVC 1.5 1.76 2 204 [64] 2008
SWNT/poly(3-hydroxybutyrate) (PHB) 5.66 11.74 10 125 [142] 2008
SWNT/poly(3-hydroxyoctanoate) (PHO) 0.12 0.53 10 8.43 [142] 2008
Melt Processing[a]
Nanotube/Polymer Composite YPoly [GPa] YMax [GPa] Maximum NT content [wt%] dY/dVf [GPa] Reference and year
Arc-MWNT/PMMA 0.73 1.63 17 7 [143] 2001
CVD-MWNT/PS 2.3 2.6 5 9 [144] 2002
CVD-MWNT/PC, DMA[b] 0.8 1.04 15 2.4 [68] 2003
CVD-MWNT/PMMA 2.7 3.7 10 17 [145] 2004
CVD-MWNT/PA6 2.6 4.2 12.5 34 [67] 2004
CVD-MWNT/nylon 0.4 1.24 2 64 [146] 2004
SWNT/PC 0.6 0.9 7.5 7.8 [147] 2004
Arc-SWNT/PP 0.85 1.19 0.75 68 [148] 2005
In situ Polymerization
Composite YPoly [GPa] YMax [GPa] Maximum NT content [wt%] dY/dVf [GPa] Reference and year
SWNT/PBO 138 167 10 550 [149] 2002
Arc-MWNT/PMMA 1.5 2.5 1 150 [150] 2003
MWNT/PA6 0.44 1.2 1.5 143 [37] 2005
MWNT/PMMA 0.71 1.38 0.3 583 [151] 2006
SWNT/polyimide 3.8 7.2 1 336 [152] 2006
SWNT/benzyl peroxide-PP 0.452 1.075 7.5 19.27 [153] 2007
CVD-MWNT/iPP 1.2 1.65 2.1 74 [154] 2008
CVD-MWNT/sPP 0.38 0.635 0.4 208 [154] 2008
Buckypaper
Composite YBuckypaper [GPa] YMax [GPa] Max NT content [%] Modulus Increase Reference and year
SWNT/PVA 2.3 6.9 �70 300% [113] 2003
SWNT/resin 2.55 15.10 31.3 429% [155] 2004
SWNT/PC 2.29 5.08 48 220% [156] 2008
Composite Ypolymer [GPa] YMax [GPa] Max NT content [%] Modulus Increase Reference and year
SWNT/PU 0.004 3.4 100 700% [157] 2008
SWNT/PC 1.8 6.2 20 240% [158] 2007
[a] Melt mixing dY/dVf values appear lower due to higher quantities of nanotubes used. [b] Dynamic mechanical analysis for mechanical testing.
1678
aggregation of nanotubes and reduction in nanotube–polymerinteraction. In general, there are greater increases in mechanicalparameters and dY/dVf values for covalently functionalized CNTsdue tomore efficient interfacial stress–strain transfer between thenanotubes and the polymer matrix. However, sometimes CNTs
� 2010 WILEY-VCH Verlag Gmb
can act as nucleation centers enhancing polymer crystallinity, asreported by Coleman et al.[27] It has been shown that innanotube–PVA composites the polymer crystallinity increaseslinearly with an increase in the volume fraction of nanotube,indicating a crystalline polymer coating at the nanotube
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688

PROGRESS
REPORT
www.MaterialsViews.comwww.advmat.de
surface.[121] In these cases very high values of Y (e.g., 7.04GPa)and dY/dVf (e.g., 754GPa) can be achieved even for non-functionalized nanotubes,[27,121] (see Table 2).
Nanotubes with carboxylic acid functionalities have demon-strated significant increases in Young’s moduli for variouspolymer composites, in particular for those that are produced bysolution casting techniques.[44] For example, acid- or alkali-treatedCNTs in PVA increased the tensile strength and toughness of thePVA/CNT coated thread by 117 and 560%, respectively.[36] Acidtreated CNTs in poly(epsilon-caprolactone) (PCL) increased thestrength and modulus of the composite by 12.1 and 164.3%,respectively, at 1.2 wt% of MWNTcontent.[125] Acid treated CNTsin PU composites gave a remarkable 740% increase in Y from0.05 to 0.42GPa at 20 vol% with dY/dVf¼ 4.5GPa.[46]
Similar trends are also observed for other functional groups.For instance, TETA-functionalized MWNT–epoxy compositesshowed an increase in Y of 38% and about 30% in the tensilestrength at very low nanotube loadings, which corresponds todY/dVf¼ 355GPa.[126] In another example MWNTs were coatedwith silica, functionalized with 3-methacryloxypropyltrimethoxy-silane (3-MPTS) and added to polypropylene (PP). As expected, the3-MPTS functionalized MWNT–PP composite has a higher tensilestrength than the pristine MWNT–PP composite.[127]
Very considerable increases in mechanical properties ofpolymer composites have also been demonstrated by CNTsfunctionalized via organometallic approaches, e.g., using butyllithium.[128] This method allowed the preparation of MWNTscovalently functionalized with chlorinated PP and then utilized asadditives in both PS and PVC composites. This gave a two-foldincrease in both modulus and strength in polymer compositefilms at nanotube loading levels of less than 1 wt%.[129] Also, PScomposites based on butyllithium functionalized MWNTsdemonstrated an increase in up to 25% in Y and up to 50% intheir tensile strength over pure PS at low nanotube loadings of0.25wt%, which corresponds to dY/dVf¼ 433GPa. This valuecorresponds to the theoretical maximum (�400GPa),[130] thus,organometallic chemistry approaches enable the achievement ofvery strong binding between the nanotube and the polymermatrix and, as result, demonstrate an excellent interfacial stresstransfer in corresponding polymer composites.
4.2. The Role of Fabrication and Processing Techniques
Mechanical properties of polymer composites strongly depend onfabrication and processing approaches used. Solution casting isone of the most frequently used techniques for the fabrication ofnanotube–polymer composites. This method allows the prepara-tion of quite strong composites at the low nanotube loadings(Table 2). For example the solution casting of PVC compositeswith MWNTs gave dY/dVf values of 204GPa. With Kevlar-functionalized MWNT/PVC composites, however, a substantialincrease in dY/dVf of 300GPa is obtained.[64] These values arequite close to the expected maximum value of dY/dVf,
[13,122]
indicating very good stress–strain transfer between PVC and theKevlar-coated nanotubes. Most importantly, the reinforcementwas achieved at less than 2wt% nanotube content, which is agreat advantage if we take into account the nanotube costs.
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
In another example, SWNTs/epoxy composites gave a dY/dVf
value of 107.3GPa.[56] However PAMAM-0-functionalizedSWNT/epoxy composites had a higher dY/dVf of 153.6GPa. Inthis paper,[56] the authors used the Halpin–Tsai equation[159,160]
to predict the modulus of fiber reinforced composites. Theexperimental values were only half of those from the modelprediction. The reason for this was that most of the SWNTs inepoxy showed significant curvature. If the experimental values oftheir work were scaled up, their theoretical maximum valueswould be dY/dVf �300GPa, which is in excellent agreement withprevious theoretical predictions.[13,64,122]
Melt processing techniques allow the preparation of compo-sites with higher nanotube loadings (over 10wt%). Increases inYoung’s moduli of 100%,[67] 150%,[66] and even 200%[146] areobtained by this method. However, a higher content of nanotubesusually results inmuch lower dY/dVf values (Table 2). In this case,polymer composites with lower nanotube loadings should beconsidered. If we look at melt-mixing dY/dVf values more closelyand calculate percentage increases for lower optimal nanotubecontents, we can see that the melt mixing technique is quiteefficient. For example, Potschke et al. reported SWNT–polycarbonate (PC) composites, which showed increases inYoung’s modulus up to 7.5wt% nanotube loading.[147] If wecalculate the dY/dVf values at 7.5wt% (at which Young’s modulusreaches its maximum) we find dY/dVf¼ 7.8GPa; if we calculatethe dY/dVf value at 1wt% (the most linear increase) we find asignificantly higher number of 52.6GPa. The same applies toMWNT–PA6[67] and MWNT–PC[68] composites if dY/dVf arecalculated at lower nanotube contents (4–6wt%). Therefore, forcomposites formed by melt mixing the dY/dVf values correspond-ing to maximal Young’s modulus increases in Table 2 should beused as a standard reference only.
There is also a great difference in mechanical propertiesbetween samples produced by shear controlled orientation ininjection molding (dynamic samples) and conventional injectionmolding (static samples). For example, the morphologicalobservation of MWNT-filled polymer composites based on PCand PE indicated that in dynamic samples the MWNTs arepredominantly localized in the PC microfibrils without obviousmigration to PE matrix. With such unique morphology, thetensile properties of the dynamic samples are considerably higherthan for the static samples.[161] In addition, injection molding cangive a high degree of CNT orientation, which can affectsignificantly the stress–strain curves, as shown by Weidischand co-workers.[162] The authors measured stress–strain curvesfor nanocomposites in the injection-molded direction andperpendicular to the injection-molded direction. Not only werethe shapes of the stress–strain curves different, but the strain atbreak was considerably higher when the composites weremeasured in the direction of injection molding.
In situ polymerization is a good way to fabricate very strongnanotube–polymer composites with extremely high dY/dVf values(Table 2).[43] Acid-treated nanotubes are normally very goodprecursors for the preparation of nanotube–polymer compositesby in situ polymerization. For example, composite films of CNTswith polyaniline (PANI),[163] polypyrrole (PPY) or poly(3,4-ethylenedioxythiophene) (PEDOT) were prepared via electro-chemical co-deposition from solutions containing acid-treatedCNTs and the corresponding monomer.[164] All of the composites
mbH & Co. KGaA, Weinheim 1679

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
1680
showed improved mechanical integrity and higher electronic andionic conductivity. In another example, PA6–MWNTs compo-sites, produced in situ, have shown large dY/dVf values of143 GPa.[37] Ma et al. have found that the polymerization processwas 4500 times faster when a self-doped PANI nanocompositewas fabricated using in situ polymerization in the presence ofsingle-stranded-DNA-dispersed and -functionalized SWNTs.[165]
The mechanical properties of the MWNT–PMMA nanocompo-sites were studied as a function of both nanotube concentrationand surface treatment. Young’s modulus of non-functionalizedMWNT–PMMA composites was comparable to the pristinePMMA, both gave Y values of �2.7GPa. Plasma-enhancedchemical vapor deposition (PECVD), was successfully used toproduce a PMMA conformal coating (using methylmethacrylatemonomer) on MWNTs, which increased Y to 2.85GPa at 3wt%corresponding to dY/dVf¼ 28.4GPa.[136] The overall set ofmechanical properties indicates that the polymer coating had asignificant effect on the mechanical properties at 1wt%concentration, suggesting improved interfacial adhesion betweenthe nanotube and the matrix material.[136]
Direct shear testing of poly(butyl methacrylate) (PBMA)-NTcomposites prepared by in situ polymerization showed strongmechanical behavior with up to a 200% increase in Young’smodulus over PBMA. The PBMA–CNT hybrid composite wassandwiched between two opposing steel plates, which also servedas the grips for the shear testing. The steel plates and the compositewere heated to 200 8C and, then, bonded together under pressure(1 MPa) for 10min. The applied load and the induced strain arerecorded at frequent intervals to determine a stress–strain curvefor the confining stress. From TGA analysis these compositesconsist of �40% nanotubes.[166] For PMMA-functionalizedMWNT–PMMA composites, prepared in situ, all mechanicalproperties increase. These increases are �94% in Young’smodulus, 360% in the ultimate tensile strength, 373% in thebreaking strength, 1282% in toughness, and 526% in theelongation at break. A maximum is reached at 0.5wt%.[151]
It should be mentioned that nucleation of crystallinity[27] in thepresence of nanotubes may occur in solution casting, meltprocessing, and in situ polymerization processing of somepolymer–nanotube composites.
The reported mechanical properties of buckypaper composedof SWNTs show a wide variation. The reportedmoduli range from0.5MPa to 2 GPa[99,167] and the reported breaking strengths rangefrom 6.3 to 33 MPa.[109,168–170] The mechanical properties ofbuckypaper are dominated by the nature of the junctions betweenindividual tubes,[171] although tube entanglement is alsoimportant.[172] Composites with high nanotube loadings basedon buckypapers use mostly polymer intercalation to reinforcebulk-nanotube materials. Binding agents, such as organicpolymers, can be intercalated into the porous internal structureof the buckypaper. The mechanical properties vary vastly withbuckypaper type and preparation, thus, any increases will bepresented as a percentage increase over the control sample givenin the paper. In some cases the control sample given wasbuckypaper (without polymer), denoted as Ybuckypaper. In othercases the control samples given was the polymer without anynanotubes, denoted as Ypolymer.
Wang et al. used a low-viscosity resin solution, which wasallowed to infiltrate the buckypapers to impregnate the SWNT
� 2010 WILEY-VCH Verlag Gmb
rope networks. A hot-press molding process was used formolding and curing to produce the final composites. Nanocom-posites with preformed tube networks and high SWNT loading(up to 39% by weight) were manufactured.[155] The permeabilityof the produced buckypapers was measured to predict the resininfiltration time. The storage modulus of the resultingcomposites was found to be 15GPa, which is 429% higher thanthe neat resin modulus. In this way it is possible to transform abrittle polymer into a conductive flexible film. CNT–PANIcomposites can have important potential applications as theelectrodes in energy storage devices for their attractive electro-chemical properties.
Meng et al. very recently reported a novel method to preparethe interesting paper-like CNT–PANI composites by using theCNT network as the template. Compared with the conventionalbrittle CNT–PANI composites, these paper-like compositeswere much thinner and more flexible.[173] The research onoxidized-MWNT–PVA composite sheets show that the bestcompromise of mechanical and electrical properties was obtainedfor a PVA weight fraction of about 30 wt%.[174] The same authorsalso demonstrate the critical importance of covalent ornon-covalent surface functionalization for the conductive proper-ties of nanocomposites.[175]
Coleman et al. intercalated PVA into SWNT buckypaper, thesecomposites displayed improvements in Young’s modulus andtensile strength by factors of 3 and 9, respectively.[113] Intercalat-ing both high-molecular-weight and low-molecular- weight PVPinto buckypaper from solution also resulted in increases in themechanical properties. A 3.5 times increase in Young’s modulusand a 6 times increase in tensile strength was observed in thesenew composites at low polymer loadings (<50% of the totalcomposite mass) compared to original buckypaper. A largeincrease in toughness (25 times) occurred for the low-molecular-weight polymer.[112] SWNT buckypaper can also beimpregnated with a PC solution to prodice thermoplasticnanocomposites.[156,158] Dynamic mechanical property testsindicated that the storage modulus of the resulting nanocompo-sites at 20 wt% nanotubes loading was improved by a factor of 3.4,compared with neat PC material.[158] Composites based onpolyurethane (PU), with mass fractions of up to 80%PEG-functionalized nanotubes showed increases in Young’smodulus compared to PU films by up to 800 times.[157]
Finally, LBL technique enables to fabricate nanotube–polymercomposite films of significant tensile strength. For example,PVA–[SWNTþpoly(sodium 4-styrene-sulfonate)] free-standingfilms, produced by LBL, were highly flexible and possessed tensilestrengths of 160 MPa at a volume fraction of SWNTs around10%.[90] Unfortunately, Young’s moduli and correspondingdY/dVf values have not been reported, therefore it is difficultto compare this samples with those made by other methods. Thesame authors have also used LBL to reinforce cotton yarns, whichresulted in a more than two-fold increase in the ultimate yieldstrength (from 41.6 to 87.8MPa) and Young’s modulus (from 140to 342 MPa).
In summary, several researchers have produced nanotube–polymer composites with mechanical increases close to thetheoretical maximum using a variety of preparation andfunctional procedures. However, it could be argued that in somecases where nucleation of crystallinity occurs, nanotubes should
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688

PRO
www.MaterialsViews.comwww.advmat.de
only be considered as a pseudo-reinforcement agent in polymercomposites.
GRESS
REPORT
5. Conductive Properties of CarbonNanotube–Polymer Composites
Conductive nanotube–polymer composites are regardedas promising materials for use in lithium batteries, super-capacitors, polyactuators,[176] biosensors,[177] flexible transparentelectrodes, etc.[178–181] In particular, new transparent and elec-trically conductive coatings and films have a variety of fast-growingapplications ranging from window glass to flat-panel displays. Thissection will focus on the conductivity of new CNT–polymercomposites. As in the case of the mechanical properties, theelectrical properties of composites based on CNTs are dependenton their processing technique and nanotube content and alsocorrelate with their structure and morphology.[182]
5.1. Percolation Threshold
Electrical conductivity of CNT–polymer composites can beexplained by the established percolation theory with an onsetof the conductivity when a critical filler concentration, commonlynamed percolation threshold, is reached to form conductivepathways. As with the mechanical properties of CNT–polymercomposites a large number of factors have to be taken intoaccount. The choice of polymer, nanotube type, and solvent(if any) all affect the percolation threshold. In addition, theprocessing technique, mixing stresses applied during prepara-tion, as well as the shaping procedure play very important roles.For instance, Villmow et al. show that holding pressure, injectionvelocity, mold temperature, and melt temperature have effects ofup to five orders of magnitude (for a nanotube content of 2wt%)on the electrical surface and volume resistivities.[183] By adjustingcompression molding parameters, similar large orders ofmagnitude (up to ten orders) in volume resistivity were obtainedfor MWNT–PC composites.[184] The direct incorporation methodof nanotubes into PC composites via melt mixing gave a uniformdistribution of nanotubes in the composite.[71] It was found, thatthe type of nanotube affected the percolation threshold.Commercial MWNTs achieved a percolation at 1.0 and 3.0wt%depending on the aspect ratio and purity of the MWNTs. Forhigh-pressure CO conversion (HiPCO)–SWNT (CNI, Texas)percolation occurred between 0.25 and 0.5wt% SWNT. Thus,sample preparation and type of nanotubes are key factors inachieving high conductivity in nanotube–polymer composites atlow nanotube content.
Usually, a modified percolation theory is needed to take intoaccount the high aspect ratio of nanowires, nanofibers, andnanotubes.[185,186] This can determine the critical volume fractionrequired to achieve a conducting, percolated network. Thepercolation threshold for rod-like particles with aspect ratios of>100, was calculated to be 0.24–1.35 vol%.[185] However, manyforces such as particle–particle or particle–matrix interaction,
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
induced by van derWaals and dipole–dipole interactions were notconsidered in this theory, so experimental values can be muchlower. A new resistance formulation for CNTs is suggested usingfractal approach. The theoretical prediction agrees well withexperimental observation.[187]
Most nanotube–polymer composite studies have been aimed atreducing the percolation threshold. In a recent paper in 2006,Gojny et al. compare the conductivity values of SWNTs,double-walled nanotubes (DWNTs), MWNTs, and amino func-tionalized DWNTs and MWNTs, all within an epoxy matrix.[188]
The functionalized DWNT–epoxy composites gave the highestpercolation threshold, as the functional process added defectsto the CNTs and reduced the aspect ratio. The un-functionalized MWNTs and SWNTs–epoxy composites demon-strated lower percolation thresholds. Polyphenylene sulfide(PPS)–MWNT conductive composites were produced by thesimple mixing of PPS granules with MWNT powder andsubsequent compression. The electrical properties as a functionof MWNT loading clearly showed a low percolation threshold ofabout 0.22 vol%.[189]
5.2. Conductive CNT–Polymer Composites
5.2.1. Composites of CNT and Conductive Polymers
Composite materials based on conjugated conductive polymersand conductive fillers have been intensively investigated. Forexample PANI is a typical conductive polymer, which has beenshown to act as a charge transfer component between basal planesof graphite.[190] A good review on PANI–CNT composites byGajendran and Saraswathi show that, apart from in situ chemicalpolymerization and electrochemical deposition, a number ofinteresting approaches including the use of aniline functiona-lized CNTs and ultrasound/microwave/g -radiation initiatedpolymerization have been used in the preparation of composites.Experimental results indicate favorable interaction between PANIand CNTs.[191,192]
PEDOT-doped and -stabilized with poly(styrenesulfonate)(PEDOT/PSS) is another typical conductive polymer.SWNT–PEDOT/PSS composites showed high conductivity withrelatively low nanotube loadings<3wt%. The best result obtainedwas a resistivity of 3V cm�1 for the 2% loaded films. As the hostbulk conductivity is increased, enhancements of the overallcomposite conductivity are observed to be proportional. Theseresults suggest that the energy barrier to nanotube–nanotubecarrier hopping within the matrix can be modified inaccordance with a heterogeneous conduction model.[193] Trans-parent and conductive patterns of carboxyl-functionalizedSWNT–PEDOT/PSS composites have also been deposited onvarious substrates by inkjet printing. For low print repetitions, thePEDOT/PSS–SWNT–COOH composite patterns show enhancedconductance compared to the corresponding PEDOT/PSSconductors. The results suggest a decrease in percolationthreshold for the printed composite, since the nanotubesestablish electrical interconnections between the separatePEDOT/PSS (conductive phase) islands being dispersed in the
mbH & Co. KGaA, Weinheim 1681

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
Table 3. A comparison of surface resistivities of conductive CNT–polymer composites and standard ITO film.
Composite Material Surface Resistivity Nanotube Content Transparency Reference and Year
ITO 8V U�1 N/A 90%
Touch screen 500V U�1 N/A 85%
SWNT-PA 1V cm�1 8 vol% Not investigated [192] 2003
SWNT-PA 200–500V high Not investigated [217] 2004
SWNT-polyamide 8.1� 106–3.7� 107V U�1 >20 wt% 80% [198] 2005
SWNT-PEDOT/PSS 3V cm�1 2 wt% Not investigated [193] 2005
SWNT-PEDOT/PSS glycerol 1.2� 103V U�1 1 wt% Not investigated [193] 2005
SWNT buckypaper-PEDOT 160V U�1 N/A 87% [120] 2006
SWNT buckypaper 40V U�1 100% 70% [207] 2007
SWNT buckypaper 70V U�1 100% 80% [207] 2007
SWNT-cotton 20V cm�1 high Not investigated [91] 2008
MWNT-poly(allylamine hydrochloride) 1� 104V high 70% [89] 2008
SWNT-cellulose paper 0.53V cm�1 8.32wt % Not investigated [214] 2008
MWNT-PE 5� 104V U�1 0.8 vol % 80% [219] 2009
1682
insulating PSS-phase. However, when the amount of PEDOT/PSS is sufficient to form a continuous conducting phase, theinteraction between PEDOT/PSS and SWNTs becomes insignif-icant and the conductivity is not enhanced by the nanotubes.Although there is a trade-off between transparency andconductivity, the authors achieved highly transparentpatterns (similar to 90%) with a reasonably low resistivity similarto 10 kV U�1.[194] A comparison of surface resistivities of variousconductive CNT–polymer composites is presented in Table 3.
5.2.2. Composites of CNT and Non-conductive Polymers
Unfortunately, conductive polymers have limited thermal andelectrical stability, low durability, and relatively poor mechanicalproperties. These characteristics are very important for transpar-ent-electrode applications. Therefore, significant efforts arecarried out to produce new conductive polymer composites byaddition of conductive fillers to initially non-conductive polymermatrixes. For example, conductive SWNT–ultrahigh-molecular-weight PE (UHMWPE) and MWNT–UHMWPE composites withvery-low percolation thresholds (0.095wt% for SWNTs and0.05wt% for MWNTs) can be obtained through the sintering ofUHMWPE granules covered with CNTs under optimizedsintering conditions from the different types of CNTs and theirdispersions.[195]
PPS-grafted MWNTs gave surface conductivities of 0.117 and0.036 S m�1 for as-prepared linear PSS-grafted MWNTs andhyperbranched-PSS-grafted MWNTs, respectively.[196] Electricallyconducting polybenzazole–MWNT-nanocomposite films wereprepared by ultrasonication and drop casting on glass slides. At5wt% of nanotubes, the composite films exhibited a dramaticenhancement in electrical conductivity by eight orders ofmagnitude from �10�14 to 1.6� 10�6 S m�1 without signifi-cantly sacrificing optical transparency.[54]
Interestingly the addition of electrically inert particulate fillers,such as calcium carbonate (CaCO3), can result in a significantreduction in electrical resistivity of electrically conductivePP–MWNT composites. Similar results were obtained fordifferent inert fillers, including talc and wollastonite, and host
� 2010 WILEY-VCH Verlag Gmb
polymers, such as polyoxymethylene and polyamide, demonstrat-ing the generality of this observation.[197]
5.3. Novel Methods of Producing Conductive CNT–Polymer
Composites
In order to increase the conductivity of polymer–CNTcompositesa number of new processes have been developed in recent years.These include: spray-coating, latex technology, hot pressing, staticcasting, melt processing, LBL, and swelling.
SWNTs that were spray-coated onto prepared polyamidefilms gave surface resistivities ranging from 8.1� 106 to3.7� 107V U�1. These composites demonstrated excellenttransmission (over 80%) even though a high amount of NTswere used (over 20wt%). Importantly, bending, folding, orcrumpling did not affect the surface resistivity of the coatedfilms.[198]
New latex technologies involve the ultrasonication dispersionof NTs in water with a surfactant, centrifugation to remove largebundles, and the mixture of the supernatant with latex particlesobtained by emulsion polymerization. This allows the productionof conductive composites, which consist of SWNTs in a polymermatrix of choice, with very low percolation threshold. Conductiv-ities of 1 S m�1 were achieved at 1.6wt% of nanotube loading.[199]
Grunlan et al. used latex to make CNT–polymer composites andthe authors achieved an even lower percolation threshold<0.04wt% SWNT.[200] MWNTs–PS nanocomposites werealso fabricated using latex technology. The maximum conduc-tivity was 4.9� 10�6 S m�1 at 6.5wt%, which is ten orders inmagnitude higher than that of pure PS.[201] The advantages of thistechnique are many, including high conductivities at a lowpercolation threshold, due to good incorporation of nanotubesinto the polymer matrix and this method does not require toxicsolvents.
In another approach PS pellets coated with SWNTs werehot-pressed to make a contiguous, cellular SWNT structure.A SWNT–PS composite with 0.5wt% NTs made by thishot-pressing process has an electrical conductivity of
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688

PROGRESS
REPORT
www.MaterialsViews.comwww.advmat.de
�3� 10�6 S m�1, while a well-dispersed composite made by acoagulation method with the same SWNT amount has anelectrical conductivity of only �10�10 S m�1.[202]
Xu et al. in 2007 fabricated the lightest (density of 0.05 g cm�3)conductive polymer composite currently available. The conduc-tive MWNT-rigid PU-foam composite was prepared by staticcasting. This generated an ultralight foam. The highestconductivity level was 2.4� 10�2 S m�1 at 2 wt%.[203]
The LBL approach has been used to prepare novel conductiveand transparent nanotube–polymer composites.[87,88] MWNTsand poly(allylamine hydrochloride) thin multilayered compositefilms displayed surface resistance around 10 kV and with areasonable transparency (70% at 500 nm).[89] PVA–[SWNTþpoly(sodium 4-styrene-sulfonate)]-layered coatings gave electricalconductivities of 102 to �103 S m�1 without doping withnanotube loading as low �10%. Transmission of thin filmswas �97%. Thicker layers, which were less transparent, showedhigher conductivities of 4.15� 104 S m�1.[90]
Finally, a recently reported new swelling under ultrasoundapproach resulted in novel PE composite films, which demon-strated conductivities of up to 66 S m�1, and sheet resistances of50 kV U�1 at optical transparencies of 80%.[93]
5.4. Buckypaper-Based Polymer Composites
In order to meet the requirements of touch screens for practicalapplications the buckypaper must have a sheet resistance of�500VU�1 and 85% transmittance (T). However, for transparentconducting electrodes, the conductivity must be much higher(50V U�1, 85% T).
Typical buckypaper contains a mixture of semi-conducting andmetallic, conducting nanotubes,[204,205] and has a reasonableconductivity, which has been reported in the order of�103 S cm�1.[206,207] The conductivity of buckypaper increaseswith an increase in nanotube graphitization but decreases with an
Figure 5. a) Sheet resistance versus transmittance at 550 nm before (open circle) and after(solid-circle) nitric acid treatment with previously reported values for comparison and b) thecorresponding conductivity as a function of film thickness before and after acid treatment. SEMimages of before (c) and after (d) acid treatment, taken at a viewing angle of 608. Reproduced withpermission from [207]. Copyright 2007, American Chemical Society.
increase in film porosity and mean bundlediameter. Computational studies show thatthe network conductivity is expected to scalelinearly with the density of interbundlejunctions.[208] The electrical properties dependon the quantity of defects on the CNTs,[99] thelength of the nanotube is a factor too.[209]
Buckypaper is physically strong yet highlyflexible, therefore, expectations are high thatthin buckypaper films may be used as flexibleelectrodes.
Acid treating of buckypaper has long beenshown to dope the nanotubes. For example,Barros et al. used Raman spectroscopy todemonstrate that H2SO4 can dope both theouter walls of DWNTs in the buckypaper andthe inner wall of any metallic nanotubes.[210]
Several groups attribute increases in theconductivity of buckypaper to acid dop-ing.[120,211,212] Geng et al. showed with X-rayphotoelectron spectroscopy (XPS) analysis thatit is the removal of the residual SDS surfactant
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
that increases the buckypaper conductivity, not the functionaliza-tion of the nanotubes by acid treatment. The authors achievedsheet resistances of 40 and 70V U�1 at the correspondingtransmittances of 70 and 80%, Figure 5.[207] We can suggest thatthe increase in conductivity is a combination of both doping andremoval of trace surfactant.
Li et al. found that, as an electrically conductive and opticallytransparent thin coating material, DWNT networks have bettertransparency-conductance performance, as compared withSWNT and MWNT.[213] It was also found that the electronictransportability and optical properties of the SWNT films can bealtered by chemical modification of thionyl chloride (SOCl2).Additionally, the conductance–temperature-dependence analysisrevealed that a variable-range hopping mechanism dominates theconductance of few-wall nanotube mats, while fluctuatio-n-assisted tunneling plays a more important role in that ofMWNT films.
Using PEDOT passivation for better surface smoothness andSOCl2 to lower sheet resistance enabled Zhang et al. to achievethe astonishing 160V U�1 resistance and 87% transparency. Thesurface roughness of these films was comparable to that ofindium tin oxide (ITO) substrates.[120] In another example,buckypaper was combined with cellulose paper, allowing toproduce electrically conductive composites with only 8.32 wt%CNTs and a volume resistance of 5.3� 10�1V cm�1.[214]
Fukushima et al. performed free-radical polymerization ofan imidazolium ion-based ionic liquid bearing a methacrylategroup, gelling with SWNTs.[215] This allowed fabrication of amechanically reinforced, electroconductive, soft material, whichthey called ‘‘buckyplastic’’. A film sample of this materialdisplays an excellent conductivity of 0.01 Sm�1 at a 7wt% contentof SWNTs. The conductivity is temperature dependent in therange 5–300K, suggesting that the conductive process involvescarrier hopping. Although a buckyplastic derived from avinylimidazolium-ion-based ionic liquid monomer shows acomparable conductivity to that of the methacrylate version,the film is brittle, irrespective of the presence or absence of
mbH & Co. KGaA, Weinheim 1683

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
Figure 6. Photographs of SWNT-cotton yarn. a) Comparison of theoriginal and surface modified yarn. b) 1 m long piece as fabricated.c) Demonstration of LED emission with the current passing throughthe yarn. Reproduced with permission from [91]. Copyright 2008, AmericanChemical Society.
1684
SWNTs. It seems, that high quantities of nanotubes (>theoreticalpercolation threshold of 1.35 vol%) are needed to receive highlyconductive, transparent, flexible NT–polymer composites. Webelieve that buckypaper and buckypaper–polymer composites willbe able to achieve this goal.
Ferrer-Anglada et al. reported on the characterization andoptimization of thin, transparent, and electrically conductingfilms (from 120 to 180 nm thick) based on SWNTs andconducting polymers, PPYor PANI.[216] A buckypaper matrix wasdeposited onto a transparent substrate and used as electrodes inorder to electrochemically grow a thin film of the conductingpolymer on the substrate.[217] However, these films were still10–100 times less conductive compared to the well-knowntransparent conducting oxides (TCOs) like ITO. In any way,this electrochemical deposition method offers great potential tocreate an alternative to ITO conductive transparent substrates.The best values obtained were for CNT–PA composites withresistances of 200–500V, thus, two to three times moreconductive than the nanotube matrix alone. Also, recently,Byrne et al. have shown the utilization of substrate-enhancedelectroless deposition to deposit copper from copper nitratesolution onto the surface of the buckypaper.[218] This method gavean increase in conductivity of 350% and resulted in a three-foldincrease in mechanical properties. Potentially, the utilization ofthis approach could allow the preparation of CNT–metal–polymercomposites with high conductivities and improved mechanicalproperties.
5.5. Conductive Fibers and Yarns
The use of intelligent materials reacting to external stimuli israpidly growing in the field of technical textiles. In addition tochemical/mechanical durability and high electrical conductivity,important yarn-material qualifications include weavablity, wear-ability, light weight, and ‘‘smart’’ functionalities. Differentconductive yarns, where MWNTs are used as both a reinforcingand a conductive nanofiller for spinnable polymers, such asPANI, have been fabricated.[220] The major influence of thehomogeneous dispersion of the nanotubes in the host matrix isparticularly pointed out and the electrical behavior of thenanocomposite yarns has been investigated.[220] Melt-spun PCfibers containing both MWNTs and SWNTs showed significantincreases in both Young’s modulus and yield strength, withMWNT–PC fibers displaying the highest increase of �71% inYoung’s modulus at a concentration of 5wt% nanotubes.[221]
Melt-spinning also shows increases in the mechanical propertiesof polyamide-12–MWNT composite fibers.[26] Problems indetermining filler dimensions, orientation, and arrangementare common to these nanocomposites. Recently, extremelylow-density PVA and water-soluble functionalized SWNTsmembranes were prepared by the electrospinning technique.As expected, the mechanical properties increased (dY/dVf¼20GPa at 0.43 vol%). Blond et al. were able to enhance themechanical properties by using a rotating drum collector insteadof a stationary plate collector.[222] This helped to align themembrane fibers in a preferential direction, increasingthe mechanical properties, and overcoming the problem oforientation.
� 2010 WILEY-VCH Verlag Gmb
Kotov and coworkers demonstrated a simple process oftransforming general commodity cotton threads into intelligente-textiles using a polyelectrolyte-based coating with CNTs.[91]
Efficient charge transport through the network of nanotubes was20V cm�1. The authors even demonstrated the powering of alight-emitting diode (LED) device using a battery and preparedconductive threads as wires (Fig. 6). Along with integratedhumidity sensing, it was demonstrated that CNT-cotton threadscan be used to detect albumin, the key protein of blood, with highsensitivity and selectivity. Wearable biomonitoring and teleme-dicine sensors seem very much a reality.[91] In another example,conductive PC composite fibers, containing 2wt% MWNT andpure PC have been produced by melt spinning. The nanotubesaligned somewhat with this method. Interestingly, with anincrease in alignment, electrical conductivity of these fibersis lost.[223]
6. Conclusions and Future Outlook
In conclusion, significant progress was achieved in the area ofnanotube–polymer composites over last few years. A range of newcomposites have demonstrated astonishing mechanical para-meters and conductivity values. Overall, covalently functionalizednanotubes have been shown as particularly good additives forpolymer reinforcement, allowing for an excellent stress–straintransfer between nanotubes and polymer matrix. However,nanotube functionalization does not have any positive impact onthe conductivities of polymer–nanotube composites and normallyresults in higher percolation threshold values. Therefore, it is stillquite challenging to achieve both goodmechanical properties andhigh conductivities in one composite. LBL technique seems to bean excellent choice for the fabrication of mechanically strong andhighly conductive nanocomposites, because the techniqueminimizes the damage to the nanotubes during processing.Also, new swelling under ultrasound, post-processing techniqueshave a great potential for the preparation of both mechanicallystrong and conductive polymer composites.
There is large interest in the further development ofpolymer–nanotube composite materials, which are promisingfor a broad range of important applications. The production of
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688

PROGRESS
REPORT
www.MaterialsViews.comwww.advmat.de
conductive polymer–CNTs composites for flexible electrodes indisplays and electronic paper as well as antistatic coatingswill be of particular importance in the nearest future. The newflexible displays will have a drastic impact on society directly, byradically expanding our ability to receive and process information.Widespread applications will also be in publishing, electronicpaper, newsprint, and communications. Existing display technol-ogy is mostly based on ITO coated substrates. ITO is thestandard for visible wavelengths, with commercially available150–200-nm-thick films with more than 90% transparency and asheet resistance of �8V U�1. However, displays using thissystem are only suitable for a limited range of applications,because ITO is an extremely brittle and inflexible material. ITOcan also degrade the organic light-emitting layers. Anotherdrawback is that ITO technology requires high temperatureprocesses to achieve good qualities of conductive films. Inaddition, the worldwide resources of indium are limited (the flatpanel industry currently consumes more than 800 tons of indiumper year) and therefore in the near future it will be difficult tosatisfy the increasing demand for large-area transparentconductive electrodes using ITO technology. ITO coatedsubstrates also serve as electrodes in multilayered copper indiumgallium selenide (CIGS)- and TiO2-based photovoltaic cells. Thesesolar-cell technologies face the same supply and rising-costproblems for indium. Alternative TCO materials, such asdoped ZnO, are also very brittle to be used in flexible electrodes.Another approach to the fabrication of flexible transparentelectrodes is based on the utilization of conductive polymers(e.g., PEDOT/PSS) as flexible electrodes. This technology resultedin the fabrication of the first flexible organic LED (OLED)displays, which can be bent and rolled. However, conductivepolymers have limited thermal and electrical stability, lowdurability, and relatively poor mechanical properties. Therefore,potentially, the most likely solution of this problem will be thedevelopment of polymer–CNT composite-based transparentelectrodes. Alternatively a combination of ITO, CNTs and apolymer material can be used. For example, Al/SWNT-polymer/ITO thin-film devices, which exhibit promising photoconductiveand photovoltaic responses in a broad spectral range, typicallyfrom 300 to 1600 nm have been reported.[224]
Finally, another very important area in the near future will bethe development of new ultrastrong polymer–nanotube materialsfor application in bullet-proof vests, protective clothing, high-performance composites for aircraft, and automotive industries(e.g., seat belts, cables, reinforcement of tires, break linings,bumpers, etc.) These large sectors will require huge quantities ofCNTs. For these reasons the development of new cost-effectiveCNT–polymer composites will be necessary to meet theseneeds.
Acknowledgements
We thank Science Foundation Ireland and CRANN for financial support.
Received: May 8, 2009
Revised: August 17, 2009
Published online: November 25, 2009
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
[1] M.-F. Yu, O. Lourie, M. J. Dyer, K. Moloni, T. F. Kelly, R. S. Ruoff, Science
2000, 287, 637.
[2] M.-F. Yu, B. S. Files, S. Arepalli, R. S. Ruoff, Phys. Rev. Lett. 2000, 84, 5552.
[3] P. G. Collins, P. Avouris, Sci. Am. 2000, 283, 62.
[4] S. Frank, P. Poncharal, Z. L. Wang, W. A. Heer, Science 1998, 280,
1744.
[5] G. O. Shonaike, S. G. Advani, Advanced Polymeric Materials: Structure
Property Relationships, CRC Press, Boca Raton, FL, USA 2003.
[6] E. T. Thostenson, Z. F. Ren, T. W. Chou, Compos. Sci. Technol. 2001, 61,
1899.
[7] R. H. Baughman, A. A. Zakhidov, W. A. de Heer, Science 2002, 297, 787.
[8] R. Andrews, M. C. Weisenberger, Curr. Opin. Solid State Mater. Sci. 2004,
8, 31.
[9] O. Breuer, U. Sundararaj, Polym. Compos. 2004, 25, 630.
[10] P. J. F. Harris, Int. Mater. Rev. 2004, 49, 31.
[11] C. C. Wang, Z. X. Guo, S. K. Fu, W. Wu, D. B. Zhu, Prog. Polym. Sci. 2004,
29, 1079.
[12] X. L. Xie, Y. W. Mai, X. P. Zhou, Mater. Sci. Eng. R 2005, 49, 89.
[13] J. N. Coleman, U. Khan, W. J. Blau, Y. K. Gun’ko, Carbon 2006, 44, 1624.
[14] J. N. Coleman, U. Khan, Y. K. Gun’ko, Adv. Mater. 2006, 18, 689.
[15] M. Moniruzzaman, K. I. Winey, Macromolecules 2006, 39, 5194.
[16] L. Y. Jiang, H. L. Tan, J. Wu, Y. G. Huang, K. C. Hwang,Nano 2007, 2, 139.
[17] C. Li, E. T. Thostenson, T. W. Chou, Compos. Sci. Technol. 2008, 68, 1227.
[18] M. Endo, M. S. Strano, P. M. Ajayan, in Carbon Nanotubes, Vol. 111,
Springer, Berlin/Heidelberg 2008, p. 13.
[19] J. L. Bahr, J. M. Tour, J. Mater. Chem. 2002, 12, 1952.
[20] T. Lin, V. Bajpai, T. Ji, L. M. Dai, Aust. J. Chem. 2003, 56, 635.
[21] S. Banerjee, T. Hemraj-Benny, S. S. Wong, Adv. Mater. 2005, 17, 17.
[22] D. Tasis, N. Tagmatarchis, A. Bianco, M. Prato, Chem. Rev. 2006, 106,
1105.
[23] P. Singh, S. Campidelli, S. Giordani, D. Bonifazi, A. Bianco, M. Prato,
Chem. Soc. Rev. 2009, 38, 2214.
[24] C. Velasco-Santos, A. L. Martinez-Hernandez, V. M. Castano, Compos.
Interfaces 2005, 11, 567.
[25] M. Cadek, J. N. Coleman, V. Barron, K. Hedicke, W. J. Blau, Appl. Phys.
Lett. 2002, 81, 5123.
[26] J. K. W. Sandler, S. Pegel, M. Cadek, F. Gojny, M. van Es, J. Lohmar,
W. J. Blau, K. Schulte, A. H. Windle, M. S. P. Shaffer, Polymer 2004, 45,
2001.
[27] J. N. Coleman, M. Cadek, R. Blake, V. Nicolosi, K. P. Ryan, C. Belton,
A. Fonseca, J. B. Nagy, Y. K. Gun’ko, W. J. Blau, Adv. Funct. Mater. 2004, 14,
791.
[28] F. Dalmas, L. Chazeau, C. Gauthier, K. Masenelli-Varlot, R. Dendievel,
J. Y. Cavaille, L. Forro, J. Polym. Sci, Part B: Polym. Phys. 2005, 43, 1186.
[29] A. Dufresne, M. Paillet, J. L. Putaux, R. Canet, F. Carmona, P. Delhaes,
S. Cui, J. Mater. Sci. 2002, 37, 3915.
[30] B. E. Kilbride, J. N. Coleman, J. Fraysse, P. Fournet, M. Cadek, A. Drury,
S. Hutzler, S. Roth, W. J. Blau, J. Appl. Phys. 2002, 92, 4024.
[31] B. McCarthy, J. N. Coleman, R. Czerw, A. B. Dalton, M. in het Panhuis,
A. Maiti, A. Drury, P. Bernier, J. B. Nagy, B. Lahr, H. J. Byrne, D. L. Carroll,
W. J. Blau, J. Phys. Chem. B 2002, 106, 2210.
[32] S. Bredeau, S. Peeterbroeck, D. Bonduel, M. Alexandre, P. Dubois, Polym.
Int. 2008, 57, 547.
[33] P. Liu, Eur. Polym. J. 2005, 41, 2693.
[34] V. Georgakilas, A. Bourlinos, D. Gournis, T. Tsoufis, C. Trapalis,
A. Mateo-Alonso, M. Prato, J. Am. Chem. Soc. 2008, 130, 8733.
[35] J. T. Feng, J. H. Sui, W. Cai, Z. Y. Gao, J. Compos. Mater. 2008, 42, 1587.
[36] B. Zhao, J. Wang, Z. J. Li, P. Liu, D. Chen, Y. F. Zhang,Mater. Lett. 2008, 62,
4380.
[37] J. Gao, M. E. Itkis, A. Yu, E. Bekyarova, B. Zhao, R. C. Haddon, J. Am.
Chem. Soc. 2005, 127, 3847.
[38] J. Gao, B. Zhao, M. E. Itkis, E. Bekyarova, H. Hu, V. Kranak, A. Yu,
R. C. Haddon, J. Am. Chem. Soc. 2006, 128, 7492.
mbH & Co. KGaA, Weinheim 1685

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
1686
[39] G. Sui, W. H. Zhong, X. P. Yang, Y. H. Yu, S. H. Zhao, Polym. Adv. Technol.
2008, 19, 1543.
[40] S. M. Yuen, C. C. M. Ma, C. C. Teng, H. H. Wu, H. C. Kuan, C. L. Chiang,
J. Polym. Sci., Part B: Polym. Phys. 2008, 46, 472.
[41] S. M. Yuen, C. C. M. Ma, J. Appl. Polym. Sci. 2008, 109, 2000.
[42] J. T. Luo, H. C. Wen, W. F. Wu, C. P. Chou, Polym. Compos. 2008, 29,
1285.
[43] S. M. Yuen, C. C. M. Ma, C. Y. Chuang, K. C. Yu, S. Y. Wu, C. C. Yang,
M. H. Wei, Compos. Sci. Technol. 2008, 68, 963.
[44] A. Rasheed, H. G. Chae, S. Kumar, M. D. Dadmun, Polymer 2006, 47,
4734.
[45] A. Rasheed, M. D. Dadmun, P. F. Brittz, J. Polym. Sci., Part B: Polym. Phys.
2006, 44, 3053.
[46] N. G. Sahoo, Y. C. Jung, H. J. Yoo, J. W. Cho,Macromol. Chem. Phys. 2006,
207, 1773.
[47] K. K. Wong, S. Q. Shi, K. T. Lau, Key Eng. Mater. 2008, 334, 705.
[48] E. Kymakis, G. Klapsis, E. Koudoumas, E. Stratakis, N. Kornilios,
N. Vidakis, Y. Franghiadakis, Eur. Phys. J. Appl. Phys, 2006, (Special Issue:
ECHOS 2006 Conf, Paris), 36, 257.
[49] X. Ma, N. Lun, S. Wen, Diamond Relat. Mater. 2005, 14, 68.
[50] B. C. Satishkumar, M. V. Erasmus, A. Govindaraj, C. N. R. Rao, J. Phys. D:
Appl. Phys. 1996, 3173.
[51] B. Ruelle, A. Felten, J. Ghijsen, W. Drube, R. L. Johnson, D. Liang, R. Erni,
G. Van Tendeloo, P. Sophie, P. Dubois, T. Godfroid, M. Hecq,
C. Bittencourt, Micron 2009, 40, 85.
[52] B. Ruelle, S. Peeterbroeck, R. Gouttebaron, T. Godfroid, F. Monteverde,
J.-P. Dauchot, M. Alexandre, M. Hecq, P. Dubois, J. Mater. Chem. 2007, 17,
157.
[53] C. J. Zhou, S. F. Wang, Y. Zhang, Q. X. Zhuang, Z. W. Han, Polymer 2008,
49, 2520.
[54] C. J. Zhou, S. F. Wang, Q. X. Zhuang, Z. W. Han, Carbon 2008, 46, 1232.
[55] X. Chen, F. Tao, J. Wang, H. Yang, J. Zou, X. Chen, X. Feng,Mater. Sci. Eng.
A 2009, 499, 469.
[56] L. Sun, G. L. Warren, J. Y. O’Reilly, W. N. Everett, S. M. Lee, D. Davis,
D. Lagoudas, H. J. Sue, Carbon 2008, 46, 320.
[57] D. Baskaran, J. W. Mays, M. S. Bratcher, Chem. Mater. 2005, 17, 3389.
[58] A. Hirsch, Angew. Chem. Int. Ed. 2002, 41, 1853.
[59] R. Andrews, D. Jacques, D. L. Qian, T. Rantell, Acc. Chem. Res. 2002, 35,
1008.
[60] J. Liu, O. Bibari, P. Mailley, J. Dijon, E. Rouviere, F. Sauter-Starace,
P. Caillat, F. Vinet, G. Marchand, New J. Chem. 2009, 33, 1017.
[61] J. N. Coleman, M. S. Ferreira, Appl. Phys. Lett. 2004, 84, 798.
[62] S. H. Liao, C. Y. Yen, C. H. Hung, C. C. Weng, M. C. Tsai, Y. F. Lin,
C. C. M. Ma, C. Pan, A. Su, J. Mater. Chem. 2008, 18, 3993.
[63] R. Verdejo, F. Barroso-Bujans, M. A. Rodriguez-Perez, J. A. d, Saja,
M. Arroyo, M. A. Lopez-Manchado, J. Mater. Chem. 2008, 18, 3933.
[64] I. O’Connor, H. Hayden, S. O’Connor, J. N. Coleman, Y. K. Gun’ko, J.
Mater. Chem. 2008, 18, 5585.
[65] D. Shi, J. Lian, P. He, L. M. Wang, F. Xiao, L. Yang, M. J. Schulz, D. B. Mast,
Appl. Phys. Lett. 2003, 83, 5301.
[66] R. Andrews, D. Jacques, M. Minot, T. Rantell,Macromol. Mater. Eng. 2002,
287, 395.
[67] O. Meincke, D. Kaempfer, H. Weickmann, C. Friedrich, M. Vathauer,
H. Warth, Polymer 2004, 45, 739.
[68] P. Potschke, A. R. Bhattacharyya, A. Janke, H. Goering, Compos. Interfaces
2003, 10, 389.
[69] P. Potschke, T. D. Fornes, D. R. Paul, Polymer 2002, 43, 3247.
[70] J. Sandler, G. Broza, M. Nolte, K. Schulte, Y. M. Lam, M. S. P. Shaffer,
J. Macromol. Sci., Phys. 2003, B42, 479.
[71] P. Potschke, A. R. Bhattacharyya, A. Janke, S. Pegel, A. Leonhardt,
C. Taschner, M. Ritschel, S. Roth, B. Hornbostel, J. Cech, Fullerenes,
Nanotubes, Carbon Nanostruct. 2005, 13, 211.
[72] P. Potschke, M. Abdel-Goad, I. Alig, S. Dudkin, D. Lellinger, Polymer 2004,
45, 8863.
� 2010 WILEY-VCH Verlag Gmb
[73] P. Potschke, A. R. Bhattacharyya, A. Janke, Eur. Polym. J. 2004, 40, 137.
[74] P. Potschke, H. Brunig, A. Janke, D. Fischer, D. Jehnichen, Polymer 2005,
46, 10355.
[75] P. M. Ajayan, L. S. Schadler, C. Giannaris, A. Rubio, Adv. Mater. 2000, 12,
750.
[76] P. M. Ajayan, O. Stephan, C. Colliex, D. Trauth, Science 1994, 265,
1212.
[77] J. Zhu, H. Peng, F. Rodriguez-Macias, J. L. Margrave, V. N. Khabashesku,
A. M. Imam, K. Lozano, E. V. Barrera, Adv. Funct. Mater. 2004, 14, 643.
[78] N. D. McDaniel, M. P. McDaniel, L. Balzano, D. E. Resasco, J. Appl. Polym.
Sci. 2009, 111, 589.
[79] B. Vigolo, A. Penicaud, C. Coulon, C. Sauder, R. Pailler, C. Journet,
P. Bernier, P. Poulin, Science 2000, 290, 1331.
[80] A. B. Dalton, S. Collins, E. Munoz, J. M. Razal, V. H. Ebron, J. P. Ferraris,
J. N. Coleman, B. G. Kim, R. H. Baughman, Nature 2003, 423, 703.
[81] P. Miaudet, S. Badaire, M. Maugey, A. Derre, V. Pichot, P. Launois,
P. Poulin, C. Zakri, Nano Lett. 2005, 5, 2212.
[82] A. Formhals, US Patent 2123992, 1934.
[83] F. Ko, Y. Gogotsi, A. Ali, N. Naguib, H. H. Ye, G. L. Yang, C. Li, P. Willis,
Adv. Mater. 2003, 15, 1161.
[84] A. A. Mamedov, N. A. Kotov, M. Prato, D. M. Guldi, J. P. Wicksted,
A. Hirsch, Nat. Mater. 2002, 1, 190.
[85] M. Olek, J. Ostrander, S. Jurga, H. Mohwald, N. Kotov, K. Kempa,
M. Giersig, Nano Lett. 2004, 4, 1889.
[86] T. J. Kang, M. Cha, E. Y. Jang, J. Shin, H. U. Im, Y. Kim, J. Lee, Y. H. Kim,
Adv. Mater. 2008, 20, 3131.
[87] B. S. Shim, P. Podsiadlo, D. G. Lilly, A. Agarwal, J. Leet, Z. Tang, S. Ho,
P. Ingle, D. Paterson, W. Lu, N. A. Kotov, Nano Lett. 2007, 7, 3266.
[88] S. Srivastava, N. A. Kotov, Acc. Chem. Res. 2008, 41, 1831.
[89] H. J. Park, J. Kim, J. Y. Chang, P. Theato, Langmuir 2008, 24, 10467.
[90] B. S. Shim, Z. Y. Tang, M. P. Morabito, A. Agarwal, H. P. Hong,
N. A. Kotov, Chem. Mater. 2007, 19, 5467.
[91] B. S. Shim, W. Chen, C. Doty, C. L. Xu, N. A. Kotov, Nano Lett. 2008, 8,
4151.
[92] I. O’Connor, H. Hayden, J. N. Coleman, Y. K. Gun’ko, Small 2009, 5,
466.
[93] I. O’Connor, S. De, J. N. Coleman, Y. K. Gun’ko, Carbon 2009, 47, 1983.
[94] A. G. Rinzler, J. Liu, H. Dai, P. Nikolaev, C. B. Huffman,
F. J. Rodrıguez-Macıas, P. J. Boul, A. H. Lu, D. Heymann,
D. T. Colbert, R. S. Lee, J. E. Fischer, A. M. Rao, P. C. Eklund,
R. E. Smalley, Appl. Phys. A: Mater. Sci. Process. 1998, 67, 29.
[95] J. Liu, A. G. Rinzler, H. Dai, J. H. Hafner, R. K. Bradley, P. J. Boul, A. Lu,
T. Iverson, K. Shelimov, C. B. Huffman, F. Rodriguez-Macias, Y.-S. Shon,
T. R. Lee, D. T. Colbert, R. E. Smalley, Science 1998, 280, 1253.
[96] M. Endo, H. Muramatsu, T. Hayashi, Y. A. Kim, M. Terrones,
N. S. Dresselhaus, Nature 2005, 433, 476.
[97] S. D. Bergin, V. Nicolosi, P. V. Streich, S. Giordani, Z. Y. Sun, A. H. Windle,
P. Ryan, N. P. P. Niraj, Z. T. T. Wang, L. Carpenter, W. J. Blau, J. J. Boland,
J. P. Hamilton, J. N. Coleman, Adv. Mater. 2008, 20, 1876.
[98] K. D. Ausman, R. Piner, O. Lourie, R. S. Ruoff, M. Korobov, J. Phys. Chem.
B 2000, 104, 8911.
[99] F. M. Blighe, P. E. Lyons, S. De, W. J. Blau, J. N. Coleman, Carbon 2008, 46,
41.
[100] S. Giordani, S. D. Bergin, V. Nicolosi, S. Lebedkin, M. M. Kappes,
W. J. Blau, J. N. Coleman, J. Phys. Chem. B 2006, 110, 15708.
[101] J. Liu, M. J. Casavant, M. Cox, D. A. Walters, P. Boul, W. Lu, A. J. Rimberg,
K. A. Smith, D. T. Colbert, R. E. Smalley, Chem. Phys. Lett. 1999, 303,
125.
[102] Z. Sun, V. Nicolosi, S. D. Bergin, J. N. Coleman,Nanotechnology 2008, 19,
485702.
[103] S. D. Bergin, V. Nicolosi, S. Giordani, A. de Gromard, L. Carpenter,
W. J. Blau, J. N. Coleman, Nanotechnology 2007, 18, 455705.
[104] C. Backes, C. D. Schmidt, F. Hauke, C. Bottcher, A. Hirsch, J. Am. Chem.
Soc. 2009, 131, 2172.
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688

PROGRESS
REPORT
www.MaterialsViews.comwww.advmat.de
[105] W. Ding, S. Pengcheng, L. Changhong, W. Wei, F. Shoushan, Nanotech-
nol. 2008, 7, 075609.
[106] Q. Wu, C. Zhang, R. Liang, B. Wang, Carbon 2008, 46, 1164.
[107] J. Miyamoto, Y. Hattori, D. Noguchi, H. Tanaka, T. Ohba, S. Utsumi,
H. Kanoh, Y. A. Kim, H. Muramatsu, T. Hayashi, M. Endo, K. Kaneko,
J. Am. Chem. Soc. 2006, 128, 12636.
[108] A. Kukovecz, R. Smajda, M. Oze, B. Schaefer, H. Haspel, Z. Konya,
I. Kiricsi, Phys. Status Solidi B 2008, 245, 2331.
[109] L. Berhan, Y. B. Yi, A. M. Sastry, E. Munoz, M. Selvidge, R. Baughman,
J. Appl. Phys. 2004, 95, 4335.
[110] S. M. Cooper, H. F. Chuang, M. Cinke, B. A. Cruden, M. Meyyappan,Nano
Lett. 2003, 3, 189.
[111] R. N. Das, B. Liu, J. R. Reynolds, A. G. Rinzler, Nano Lett. 2009, 9,
677.
[112] C. J. Frizzell, M. in het Panhuis, D. H. Coutinho, K. J. Balkus, A. I. Minett,
W. J. Blau, J. N. Coleman, Phys. Rev. B 2005, 72, 245420.
[113] J. N. Coleman, W. J. Blau, A. B. Dalton, E. Munoz, S. Collins, B. G. Kim,
J. Razal, M. Selvidge, G. Vieiro, R. H. Baughman, Appl. Phys. Lett. 2003, 82,
1682.
[114] R. L. D. Whitby, T. Fukuda, T. Maekawa, S. L. James, S. V. Mikhalovsky,
Carbon 2008, 46, 949.
[115] X. Zhao, J. Gou, G. Song, J. Ou, Composites Part B 2009, 40, 134.
[116] J. L. Abot, Y. Song, M. J. Schulz, V. N. Shanov, Compos. Sci. Technol. 2008,
68, 2755.
[117] Y. H. Yun, V. Shanov, M. J. Schulz, S. Narasimhadevara, S. Subramaniam,
D. Hurd, F. J. Boerio, Smart Mater. Struct. 2005, 14, 1526.
[118] M. Holzinger, J. Steinmetz, D. Samaille, M. Glerup, M. Paillet, P. Bernier,
L. Ley, R. Graupner, Carbon 2004, 42, 941.
[119] Y. Zhou, L. Hu, G. Grner, Appl. Phys. Lett. 2006, 88, 123109.
[120] D. Zhang, K. Ryu, X. Liu, E. Polikarpov, J. Ly, M. E. Tompson, C. Zhou,
Nano Lett. 2006, 6, 1880.
[121] M. Cadek, J. N. Coleman, K. P. Ryan, V. Nicolosi, G. Bister, A. Fonseca,
J. B. Nagy, K. Szostak, F. Beguin, W. J. Blau, Nano Lett. 2004, 4, 353.
[122] D. Blond, D. N. McCarthy, W. J. Blau, J. N. Coleman, Biomacromolecules
2007, 8, 3973.
[123] J. N. Coleman, M. Cadek, K. P. Ryan, A. Fonseca, J. B. Nagy, W. J. Blau,
M. S. Ferreira, Polymer 2006, 47, 8556.
[124] U. Khan, K. Ryan, W. J. Blau, J. N. Coleman, Compos. Sci. Technol. 2007,
67, 3158.
[125] H. S. Kim, Y. S. Chae, J. H. Choi, J. S. Yoon, H. J. Jin, Adv. Compos. Mater.
2008, 17, 157.
[126] S. Q. Li, F. Wang, Y. Wang, J. W. Wang, J. Ma, J. Xiao, J. Mater. Sci. 2008,
43, 2653.
[127] Z. Zhou, S. Wang, L. Lu, Y. Zhang, Y. Zhang, Compos. Sci. Technol. 2008,
68, 1727.
[128] R. Blake, Y. K. Gun’ko, J. Coleman, M. Cadek, A. Fonseca, J. B. Nagy,
W. J. Blau, J. Am. Chem. Soc. 2004, 126, 10226.
[129] R. Blake, J. N. Coleman, M. T. Byrne, J. E. McCarthy, T. S. Perova,
W. J. Blau, A. Fonseca, J. B. Nagy, Y. K. Gun’ko, J. Mater. Chem. 2006,
16, 4206.
[130] M. T. Byrne, W. P. McNamee, Y. K. Gun’ko, Nanotechnology 2008, 19,
415707.
[131] J. Yang, J. Hu, C. Wang, Y. Qin, Z. Guo,Macromol. Mater. Eng. 2004, 289,
828.
[132] J. Gao, M. E. Itkis, A. Yu, E. Bekyarova, B. Zhao, R. C. Haddon, J. Am.
Chem. Soc. 2005, 127, 3847.
[133] L. Liu, A. H. Barber, S. Nuriel, H. D. Wagner, Adv. Funct. Mater. 2005, 15,
975.
[134] S. Bhattacharyya, C. Sinturel, J. P. Salvetat, M.-L. Saboungi, Appl. Phys.
Lett. 2005, 86, 113104.
[135] A. Eitan, F. T. Fisher, R. Andrews, L. C. Brinson, L. S. Schadler, Compos. Sci.
Technol. 2006, 66, 1162.
[136] R. E. Gorga, K. K. S. Lau, K. K. Gleason, R. E. Cohen, J. Appl. Polym. Sci.
2006, 102, 1413.
Adv. Mater. 2010, 22, 1672–1688 � 2010 WILEY-VCH Verlag G
[137] D. Qian, E. C. Dickey, R. Andrews, T. Rantell, Appl. Phys. Lett. 2000, 76,
2868.
[138] B. Safadi, R. Andrews, E. A. Grulke, J. Appl. Polym. Sci. 2002, 84, 2660.
[139] S. L. Ruan, P. Gao, X. G. Yang, T. X. Yu, Polymer 2003, 44, 5643.
[140] T. E. Chang, A. Kisliuk, S. M. Rhodes, W. J. Brittain, A. P. Sokolov, Polymer
2006, 47, 7740.
[141] S. R. Bakshi, J. E. Tercero, A. Agarwal, Composites Part A 2007, 38, 2493.
[142] S. Il Yun, G. E. Gadd, B. A. Latella, V. Lo, R. A. Russell, P. J. Holden, Polym.
Bull. 2008, 61, 267.
[143] Z. Jin, K. Pramoda, G. Xu, S. H. Goh, Chem. Phys. Lett. 2001, 337, 43.
[144] E. T. Thostenson, T.-W. Chou, J. Phys. D: Appl. Phys. 2002, L77.
[145] R. E. Gorga, R. E. Cohen, J. Polym. Sci, Part B: Polym. Phys. 2004, 42,
2690.
[146] T. X. Liu, I. Y. Phang, L. Shen, S. Y. Chow, W.-D. Zhang, Macromolecules
2004, 37, 7214.
[147] P. Potschke, S. Pegel, A. Janke, I. Alig, S. Dudkin, AIP Conf. Proc. 2004, 723,
478.
[148] M. A. L. Manchado, L. Valentini, J. Biagiotti, J. M. Kenny, Carbon 2005, 43,
1499.
[149] S. Kumar, T. D. Dang, F. E. Arnold, A. R. Bhattacharyya, B. G. Min,
X. Zhang, R. A. Vaia, C. Park, W. W. Adams, R. H. Hauge, R. E. Smalley,
S. Ramesh, P. A. Willis, Macromolecules 2002, 35, 9039.
[150] C. Velasco-Santos, A. L. Martinez-Hernandez, F. T. Fisher, R. Ruoff,
V. M. Castano, Chem. Mater. 2003, 15, 4470.
[151] D. Blond, V. Barron, M. Ruether, K. P. Ryan, V. Nicolosi, W. J. Blau,
J. N. Coleman, Adv. Funct. Mater. 2006, 16, 1608.
[152] A. P. Yu, H. Hui, E. Bekyarova, M. E. Itkis, J. Gao, B. Zhao, R. C. Haddon,
Compos. Sci. Technol. 2006, 66, 1190.
[153] D.McIntosh, V. N. Khabashesku, E. V. Barrera, J. Phys. Chem. C 2007, 111,
1592.
[154] A. A. Kovalchuk, V. G. Shevchenko, A. N. Shchegolikhin, P. M. Nedorezova,
A. N. Klyamkina, A. M. Aladyshev, J. Mater. Sci. 2008, 43, 7132.
[155] Z. Wang, Z. Y. Liang, B. Wang, C. Zhang, L. Kramer, Composites, Part A
2004, 35, 1225.
[156] G. T. Pham, Y. B. Park, S. R. Wang, Z. Y. Liang, B. Wang, C. Zhang,
P. Funchess, L. Kramer, Nanotechnol. 2008, 19, 325705.
[157] F. M. Blighe, W. J. Blau, J. N. Coleman, Nanotechnol. 2008, 19, 415709.
[158] S. Wang, Z. Liang, G. Pham, Y.-B. Park, B. Wang, C. Zhang, L. Kramer,
P. Funchess, Nanotechnology 2007, 18, 095708.
[159] J. C. Halpin, J. Compos. Mater. 1969, 3, 732.
[160] J. C. Halpin, J. L. Kardos, Polym. Eng. Sci. 1976, 16, 344.
[161] S. N. Li, B. Li, Z. M. Li, Q. Fu, K. Z. Shen, Polymer 2006, 47, 4497.
[162] M. Ganss, B. K. Satapathy, M. Thunga, R. Weidisch, P. Potschke,
D. Jehnichen, Acta Mater. 2008, 56, 2247.
[163] E. Lafuente, M. A. Callejas, R. Sainz, A. M. Benito, W. K. Maser,
M. L. Sanjuan, D. Saurel, J. M. de Teresa, M. T. Martinez, Carbon
2008, 46, 1909.
[164] C. Peng, J. Jin, G. Z. Chen, Electrochim. Acta 2007, 53, 525.
[165] Y. F. Ma, P. L. Chiu, A. Serrano, S. R. Ali, A. M. Chen, H. X. He, J. Am.
Chem. Soc. 2008, 130, 7921.
[166] W. H. Li, X. H. Chen, C. S. Chen, L. S. Xu, Z. Yang, Y. G. Wang, Polym.
Compos. 2008, 29, 972.
[167] J. Fraysse, A. I. Minett, G. Gu, S. Roth, A. G. Rinzler, R. H. Baughman, Curr.
Appl. Phys. 2001, 1, 407.
[168] R. H. Baughman, C. Cui, A. A. Zakhidov, Z. Iqbal, J. N. Barisci,
G. M. Spinks, G. G. Wallace, A. Mazzoldi, D. De Rossi, A. G. Rinzler,
O. Jaschinski, S. Roth, M. Kertesz, Science 1999, 284, 1340.
[169] J. Coleman, N. W. Blau, J. A. Dalton, B. E. Munoz, S. Collins, B. Kim,
G. J. Razal, M. Selvidge, G. Vieiro, R. H. Baughman, Appl. Phys. Lett. 2003,
82, 1682.
[170] U. Dettlaff-Weglikowska, V. Skakalova, R. Graupner, S. H. Jhang,
B. H. Kim, H. J. Lee, L. Ley, Y. W. Park, S. Berber, D. Tomanek,
S. Roth, J. Am. Chem. Soc. 2005, 127, 5125.
[171] M. Motta, Y.-L. Li, I. Kinloch, A. Windle, Nano Lett. 2005, 5, 1529.
mbH & Co. KGaA, Weinheim 1687

PROGRESS
REPORT
www.advmat.dewww.MaterialsViews.com
1688
[172] X. Zhang, T. V. Sreekumar, T. Liu, S. Kumar, J. Phys. Chem. B 2004, 108,
16435.
[173] C. Meng, C. Liu, S. Fan, Electrochem. Commun. 2009, 11, 186.
[174] C. Bartholome, A. Derre, O. Roubeau, C. Zakri, P. Poulin, Nanotechnol.
2008, 19, 325501.
[175] C. Bartholome, P. Miaudet, A. Derre, M. Maugey, O. Roubeau, C. Zakri,
P. Poulin, Compos. Sci. Technol. 2008, 68, 2568.
[176] C. Kim, X. Y. Liu, Int. J. Mod. Phys. B 2006, 20, 3727.
[177] Y. F. Ma, S. R. Ali, A. S. Dodoo, H. X. He, J. Phys. Chem. B 2006, 110,
16359.
[178] J. H. Zou, H. Chen, A. Chunder, Y. X. Yu, Q. Huo, L. Zhai, Adv. Mater.
2008, 20, 3337.
[179] G. Hansen, J. Adv. Mater. 2006, 38, 68.
[180] M. I. H. Panhuis, J. Mater. Chem. 2006, 16, 3598.
[181] K. T. Lau, H. Y. Cheung, J. Lu, Y. S. Yin, D. Hui, H. L. Li, J. Comp. Theoret.
Nanosci. 2008, 5, 23.
[182] L. Dai, Aust. J. Chem. 2001, 54, 11.
[183] T. Villmow, S. Pegel, P. Potschke, U. Wagenknecht, Compos. Sci. Technol.
2008, 68, 777.
[184] G. Kasaliwal, A. Godel, P. Potschke, J. Appl. Polym. Sci. 2009, 112, 3494.
[185] A. Celzard, E. McRae, C. Deleuze, M. Dufort, G. Furdin, J. F. Mareche,
Phys. Rev. B 1996, 53, 6209.
[186] S. H. Munson-McGee, Phys. Rev. B 1991, 43, 3331.
[187] J. H. He, J. Nanomater. 2008, 954874.
[188] F. H. Gojny, M. H. G. Wichmann, B. Fiedler, I. A. Kinloch, W. Bauhofer,
A. H. Windle, K. Schulte, Polymer 2006, 47, 2036.
[189] J. H. Yang, T. Xu, A. Lu, Q. Zhang, Q. Fu, J. Appl. Polym. Sci. 2008, 109,
720.
[190] S. Bourdo, Z. R. Li, A. S. Biris, F. Watanabe, T. Viswanathan, I. Pavel, Adv.
Funct. Mater. 2008, 18, 432.
[191] P. Gajendran, R. Saraswathi, Pure Appl. Chem. 2008, 80, 2377.
[192] I. A. Tchmutin, A. T. Ponomarenko, E. P. Krinichnaya, G. I. Kozub,
O. N. Efimov, Carbon 2003, 41, 1391.
[193] D. L. Carroll, R. Czerw, S. Webster, Synth. Met. 2005, 155, 694.
[194] T. Mustonen, K. Kordas, S. Saukko, G. Toth, J. S. Penttilla, P. Helisto,
H. Seppa, H. Jantunen, Phys. Status Solidi B 2007, 244, 4336.
[195] A. Mierczynska, M. Mayne-L’Hermite, G. Boiteux, J. K. Jeszka, J. Appl.
Polym. Sci. 2007, 105, 158.
[196] I. Y. Jeon, H. J. Lee, Y. S. Choi, L. S. Tan, J. B. Baek,Macromolecules 2008,
41, 7423.
[197] H. D. Bao, Z. X. Guo, J. Yu, Polymer 2008, 49, 3826.
[198] K. A. Watson, S. Ghose, D. M. Delozier, J. G. Smith, J. W. Connell, Polymer
2005, 46, 2076.
[199] N. Grossiord, J. Loos, C. E. Koning, J. Mater. Chem. 2005, 15, 2349.
[200] J. C. Grunlan, A. R.Mehrabi, M. V. Bannon, J. L. Bahr, Adv. Mater. 2004, 16,
150.
[201] T. M. Wu, E. C. Chen, Compos. Sci. Technol. 2008, 68, 2254.
[202] M. F. Mu, A. M. Walker, J. M. Torkelson, K. I. Winey, Polymer 2008, 49,
1332.
� 2010 WILEY-VCH Verlag Gmb
[203] X. B. Xu, Z. M. Li, L. Shi, X. C. Bian, Z. D. Xiang, Small 2007, 3, 408.
[204] S. Eisebitt, A. Karl, W. Eberhardt, J. E. Fischer, C. Sathe, A. Agui,
J. Nordgren, Appl. Phys. A 1998, 67, 89.
[205] I. Wirth, S. Eisebitt, G. Kann, W. Eberhardt, Phys. Rev. B 2000, 61,
5719.
[206] C. M. Aguirre, S. Auvray, S. Pigeon, R. Izquierdo, P. Desjardins, R. Martel,
Appl. Phys. Lett. 2006, 88, 183104.
[207] H.-Z. Geng, K. K. Kim, K. P. So, Y. S. Lee, Y. Chang, Y. H. Lee, J. Am. Chem.
Soc. 2007, 129, 7758.
[208] P. E. Lyons, S. De, F. Blighe, V. Nicolosi, L. F. C. Pereira, M. S. Ferreira,
J. N. Coleman, J. Appl. Phys. 2008, 104, 044302.
[209] D. Simien, J. A. Fagan, W. Luo, J. F. Douglas, K. Migler, J. Obrzut, J. Chem.
Soc. Nano 2008, 2, 1879.
[210] E. B. Barros, H. Son, G. G. Samsonidze, A. G. Souza, R. Saito, Y. A. Kim,
H. Muramatsu, T. Hayashi, M. Endo, J. Kong, M. S. Dresselhaus, Phys.
Rev. B 2007, 76, 045425.
[211] U. Dettlaff-Weglikowska, V. Skkalov, R. Graupner, S. H. Jhang, B. H. Kim,
H. J. Lee, L. Ley, Y. W. Park, S. Berber, D. Tomnek, S. Roth, J. Am. Chem.
Soc. 2005, 127, 5125.
[212] R. Graupner, J. Abraham, A. Vencelov, T. Seyller, F. Hennrich,
M. M. Kappes, A. Hirsch, L. Ley, Phys. Chem. Chem. Phys. 2003, 5,
5472.
[213] Z. R. Li, H. R. Kandel, E. Dervishi, V. Saini, A. S. Biris, A. R. Biris, D. Lupu,
Appl. Phys. Lett. 2007, 91, 053115.
[214] B. Fugetsu, E. Sano, M. Sunada, Y. Sambongi, T. Shibuya, X. Wang,
T. Hiraki, Carbon 2008, 46, 1256.
[215] T. Fukushima, A. Kosaka, Y. Yamamoto, T. Aimiya, S. Notazawa,
T. Takigawa, T. Inabe, T. Aida, Small 2006, 2, 554.
[216] N. Ferrer-Anglada, V. Gomis, Z. Ei-Hachemi, A. Kaempgen, S. Roth,
in Electron. Prop. Synth. Nanostruct., AIP Conference Proceedings,
Vol. 723 (Eds: H. Kuzmany, J. Fink, M. Mehring, S. Roth), Springer,
Berlin, 2004, 723, 591.
[217] N. Ferrer-Anglada, M. Kaempgen, V. Skakalova, U. Dettlaf-Weglikowska,
S. Roth, Diamond Relat. Mater. 2004, 13, 256.
[218] M. T. Byrne, Y. R. Hernandez, T. Conaty, F. M. Blighe, J. N. Coleman,
Y. K. Gun’ko, ChemPhysChem 2009, 10, 774.
[219] I. O’Connor, S. De, J. N. Coleman, Y. K. Gun’ko, Carbon 2009, 47,
1983.
[220] E. Devaux, M. Koncar, B. Kim, C. Campagne, C. Roux, M. Rochery,
D. Saihi, Trans. Inst. Meas Control 2007, 29, 355.
[221] T. D. Fornes, J. W. Baur, Y. Sabba, E. L. Thomas, Polymer 2006, 47,
1704.
[222] D. Blond, W. Walshe, K. Young, F. M. Blighe, U. Khan, D. Almecija,
L. Carpenter, J. McCauley, W. J. Blau, J. N. Coleman, Adv. Funct. Mater.
2008, 18, 2618.
[223] B. K. Satapathy, R. Weidisch, P. Potschke, A. Janke, Int. Conf. on
CNT-Polymer Composites, Cambridge, England 2005, p. 867.
[224] S. Kazaoui, N. Minami, B. Nalini, Y. Kim, K. Hara, J. Appl. Phys. 2005, 98,
084314.
H & Co. KGaA, Weinheim Adv. Mater. 2010, 22, 1672–1688