Embed Size (px)
Citation preview

Metal Additive Manufacturing for
Aerospace Markets
Shawn Kelly PhD
Senior Engineer Additive Manufacturing and Lasers
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
1
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive Manufacturing Consortium
iharrisewiorg 6146885131
7th International EWITWI Aerospace Seminar Seattle WA Sept 17-18 2014
Outline
Existing and emerging metal AM processes and capabilities
Associated priorities for manufacturing transition Property data
In-process monitoring
NDE
EWI capability role and interactions
Summary
2
Advanced Manufacturing
Technologies at EWI
Innovate mature commercialize Materials Joining and Manufacturing technology for industry
Laser processing
Nondestructive evaluation
Numerical modeling and simulation
Plastic and composite fabrication
Resistance welding
Ultrasonic joining
Weldability and mechanical testing metallurgical analysis
AcousTechtrade Machining
Additive Manufacturing
Advanced arc welding
Automation sensors controls
Brazing and soldering
Dissimilar materials joining
Friction processing
Hot forming
AM is Materials Joining
Manufacturing of complex 3D parts by joining successive layers
1-inch L-PBF Cube
5 miles of weld
675 feet of weld
(Audi R8)
3400 feet of weld
4
AM Processes for Metals
Laser and EB powder bed from eg EOS and Arcam in confined envelope (ghr) ndash Primary AMC focus is PBF-L
EBW freeform fabrication - EB(FFF) (kghr)
Laser powder and wire FFF from companies such as POM Optomec (LENS) EFESTO (kghr)
VHP UAM ndash very high power ultrasonic AM of strip ndash Fabrisonic (kghr)
Emerging - Arc processes ndash SMD MER GTAW-HW (EWI IRD) GMAW-P PTA (wire and powder) based on commercially available equipment for FFF (kghr)
Deposition Rate vs Resolution
Courtesy Boeing
Decreased Resolution
Incre
ase
d D
epositio
n R
ate
Large FFF parts
lsquoBig metalrsquo
eg aero structure
Small intricate parts- eg complex fuel nozzle ndash PBF-L and PBF-EB
GTAW-HW
and other
arc processes
EBFFF VHP UAM
LAM
Example Aerospace Applications
EB FFF and laser powder (DMLS) parts
LM Aero calculate 50 cost reduction for Ti6-4 EBFFF versus forging for lsquoflaperonrsquo spar
A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
Outline
Existing and emerging metal AM processes and capabilities
Associated priorities for manufacturing transition Property data
In-process monitoring
NDE
EWI capability role and interactions
Summary
2
Advanced Manufacturing
Technologies at EWI
Innovate mature commercialize Materials Joining and Manufacturing technology for industry
Laser processing
Nondestructive evaluation
Numerical modeling and simulation
Plastic and composite fabrication
Resistance welding
Ultrasonic joining
Weldability and mechanical testing metallurgical analysis
AcousTechtrade Machining
Additive Manufacturing
Advanced arc welding
Automation sensors controls
Brazing and soldering
Dissimilar materials joining
Friction processing
Hot forming
AM is Materials Joining
Manufacturing of complex 3D parts by joining successive layers
1-inch L-PBF Cube
5 miles of weld
675 feet of weld
(Audi R8)
3400 feet of weld
4
AM Processes for Metals
Laser and EB powder bed from eg EOS and Arcam in confined envelope (ghr) ndash Primary AMC focus is PBF-L
EBW freeform fabrication - EB(FFF) (kghr)
Laser powder and wire FFF from companies such as POM Optomec (LENS) EFESTO (kghr)
VHP UAM ndash very high power ultrasonic AM of strip ndash Fabrisonic (kghr)
Emerging - Arc processes ndash SMD MER GTAW-HW (EWI IRD) GMAW-P PTA (wire and powder) based on commercially available equipment for FFF (kghr)
Deposition Rate vs Resolution
Courtesy Boeing
Decreased Resolution
Incre
ase
d D
epositio
n R
ate
Large FFF parts
lsquoBig metalrsquo
eg aero structure
Small intricate parts- eg complex fuel nozzle ndash PBF-L and PBF-EB
GTAW-HW
and other
arc processes
EBFFF VHP UAM
LAM
Example Aerospace Applications
EB FFF and laser powder (DMLS) parts
LM Aero calculate 50 cost reduction for Ti6-4 EBFFF versus forging for lsquoflaperonrsquo spar
A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

Advanced Manufacturing
Technologies at EWI
Innovate mature commercialize Materials Joining and Manufacturing technology for industry
Laser processing
Nondestructive evaluation
Numerical modeling and simulation
Plastic and composite fabrication
Resistance welding
Ultrasonic joining
Weldability and mechanical testing metallurgical analysis
AcousTechtrade Machining
Additive Manufacturing
Advanced arc welding
Automation sensors controls
Brazing and soldering
Dissimilar materials joining
Friction processing
Hot forming
AM is Materials Joining
Manufacturing of complex 3D parts by joining successive layers
1-inch L-PBF Cube
5 miles of weld
675 feet of weld
(Audi R8)
3400 feet of weld
4
AM Processes for Metals
Laser and EB powder bed from eg EOS and Arcam in confined envelope (ghr) ndash Primary AMC focus is PBF-L
EBW freeform fabrication - EB(FFF) (kghr)
Laser powder and wire FFF from companies such as POM Optomec (LENS) EFESTO (kghr)
VHP UAM ndash very high power ultrasonic AM of strip ndash Fabrisonic (kghr)
Emerging - Arc processes ndash SMD MER GTAW-HW (EWI IRD) GMAW-P PTA (wire and powder) based on commercially available equipment for FFF (kghr)
Deposition Rate vs Resolution
Courtesy Boeing
Decreased Resolution
Incre
ase
d D
epositio
n R
ate
Large FFF parts
lsquoBig metalrsquo
eg aero structure
Small intricate parts- eg complex fuel nozzle ndash PBF-L and PBF-EB
GTAW-HW
and other
arc processes
EBFFF VHP UAM
LAM
Example Aerospace Applications
EB FFF and laser powder (DMLS) parts
LM Aero calculate 50 cost reduction for Ti6-4 EBFFF versus forging for lsquoflaperonrsquo spar
A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

AM is Materials Joining
Manufacturing of complex 3D parts by joining successive layers
1-inch L-PBF Cube
5 miles of weld
675 feet of weld
(Audi R8)
3400 feet of weld
4
AM Processes for Metals
Laser and EB powder bed from eg EOS and Arcam in confined envelope (ghr) ndash Primary AMC focus is PBF-L
EBW freeform fabrication - EB(FFF) (kghr)
Laser powder and wire FFF from companies such as POM Optomec (LENS) EFESTO (kghr)
VHP UAM ndash very high power ultrasonic AM of strip ndash Fabrisonic (kghr)
Emerging - Arc processes ndash SMD MER GTAW-HW (EWI IRD) GMAW-P PTA (wire and powder) based on commercially available equipment for FFF (kghr)
Deposition Rate vs Resolution
Courtesy Boeing
Decreased Resolution
Incre
ase
d D
epositio
n R
ate
Large FFF parts
lsquoBig metalrsquo
eg aero structure
Small intricate parts- eg complex fuel nozzle ndash PBF-L and PBF-EB
GTAW-HW
and other
arc processes
EBFFF VHP UAM
LAM
Example Aerospace Applications
EB FFF and laser powder (DMLS) parts
LM Aero calculate 50 cost reduction for Ti6-4 EBFFF versus forging for lsquoflaperonrsquo spar
A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
AM Processes for Metals
Laser and EB powder bed from eg EOS and Arcam in confined envelope (ghr) ndash Primary AMC focus is PBF-L
EBW freeform fabrication - EB(FFF) (kghr)
Laser powder and wire FFF from companies such as POM Optomec (LENS) EFESTO (kghr)
VHP UAM ndash very high power ultrasonic AM of strip ndash Fabrisonic (kghr)
Emerging - Arc processes ndash SMD MER GTAW-HW (EWI IRD) GMAW-P PTA (wire and powder) based on commercially available equipment for FFF (kghr)
Deposition Rate vs Resolution
Courtesy Boeing
Decreased Resolution
Incre
ase
d D
epositio
n R
ate
Large FFF parts
lsquoBig metalrsquo
eg aero structure
Small intricate parts- eg complex fuel nozzle ndash PBF-L and PBF-EB
GTAW-HW
and other
arc processes
EBFFF VHP UAM
LAM
Example Aerospace Applications
EB FFF and laser powder (DMLS) parts
LM Aero calculate 50 cost reduction for Ti6-4 EBFFF versus forging for lsquoflaperonrsquo spar
A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

Deposition Rate vs Resolution
Courtesy Boeing
Decreased Resolution
Incre
ase
d D
epositio
n R
ate
Large FFF parts
lsquoBig metalrsquo
eg aero structure
Small intricate parts- eg complex fuel nozzle ndash PBF-L and PBF-EB
GTAW-HW
and other
arc processes
EBFFF VHP UAM
LAM
Example Aerospace Applications
EB FFF and laser powder (DMLS) parts
LM Aero calculate 50 cost reduction for Ti6-4 EBFFF versus forging for lsquoflaperonrsquo spar
A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
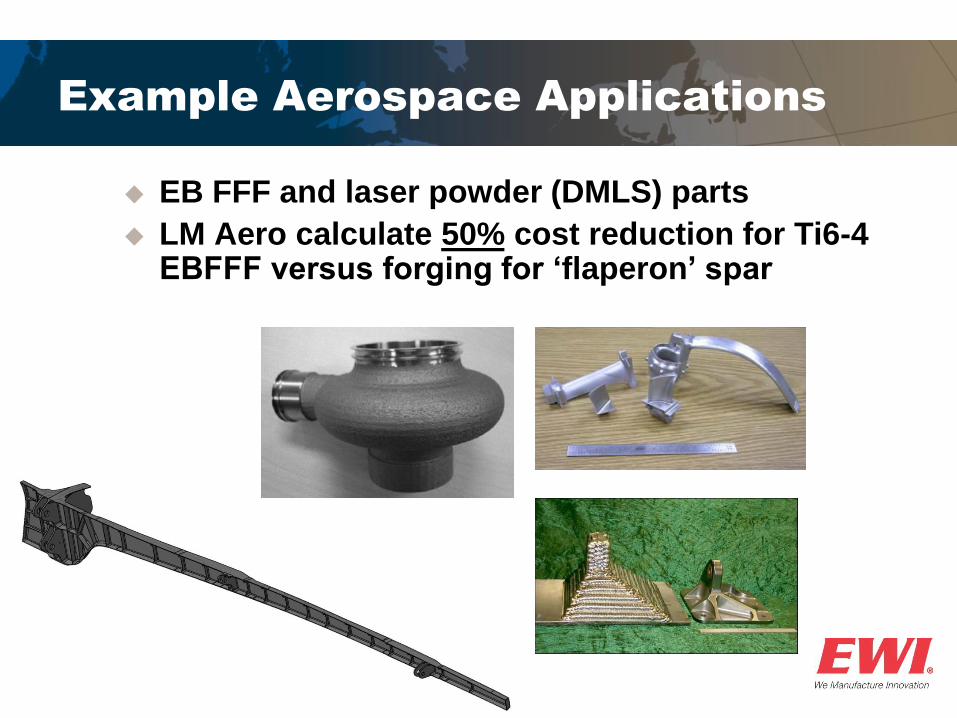
Example Aerospace Applications
EB FFF and laser powder (DMLS) parts
LM Aero calculate 50 cost reduction for Ti6-4 EBFFF versus forging for lsquoflaperonrsquo spar
A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

A new paradigm in LMD from
RPMEFESTO
8 87-in 922 m) high part in Ni-based alloy
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
Mori- Seiki CNC build and
machine
httpwwwyoutubecomwatchv=aUX_Hm01KMc
9
$165M CNC system with LAM build and integrated machining
to produce a finished part
I steels and austenitic stainless steels such as 304L maybe
but for Ni-based alloys Ti-based alloys will still need PWHT
and finishingmachining
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
EWI Activities in AM
AM is a technology area at EWI Expertise in lasers materials NDI sensing and controls
design fusion welding (arc laser EB) modeling and ultrasonics
Focus Areas Metals Laser Powder Bed Fusion (EOS M280 DMLS) MaterialProcessProperty Development Complete Supply chain (materials heat treatment inspection) In process sensing
Other AM Process Areas Arc-Based AM Ultrasonic AM Laser Directed Energy Deposition Repair AM
Operate the Additive Manufacturing Consortium Innovative Ceramics and Polymer AM at EWI-NY
10
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
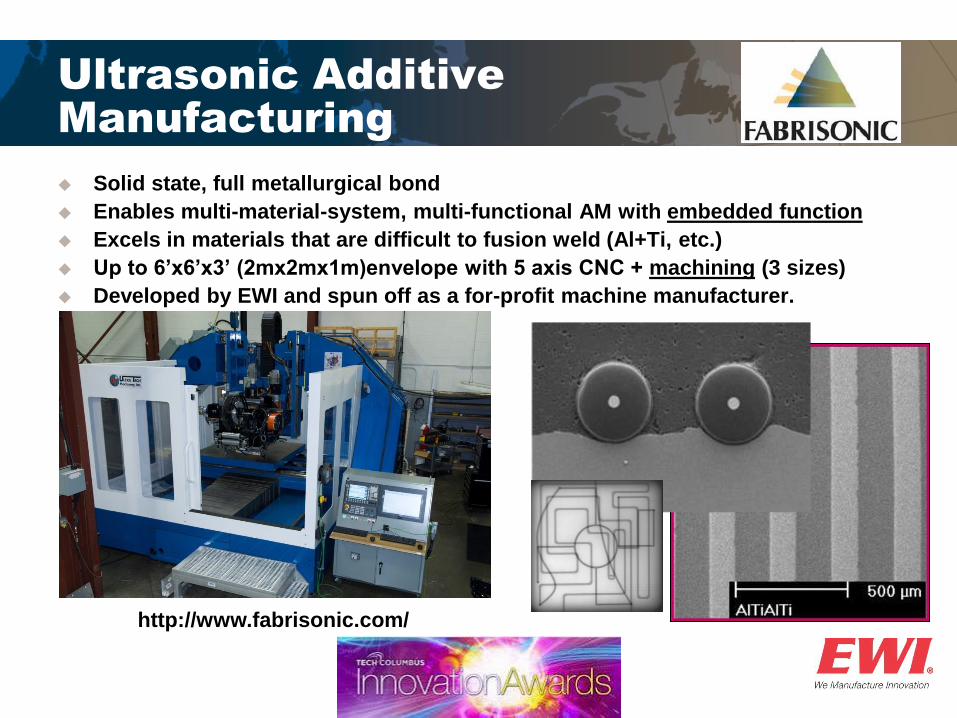
Ultrasonic Additive
Manufacturing
Solid state full metallurgical bond
Enables multi-material-system multi-functional AM with embedded function
Excels in materials that are difficult to fusion weld (Al+Ti etc)
Up to 6rsquox6rsquox3rsquo (2mx2mx1m)envelope with 5 axis CNC + machining (3 sizes)
Developed by EWI and spun off as a for-profit machine manufacturer
httpwwwfabrisoniccom
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
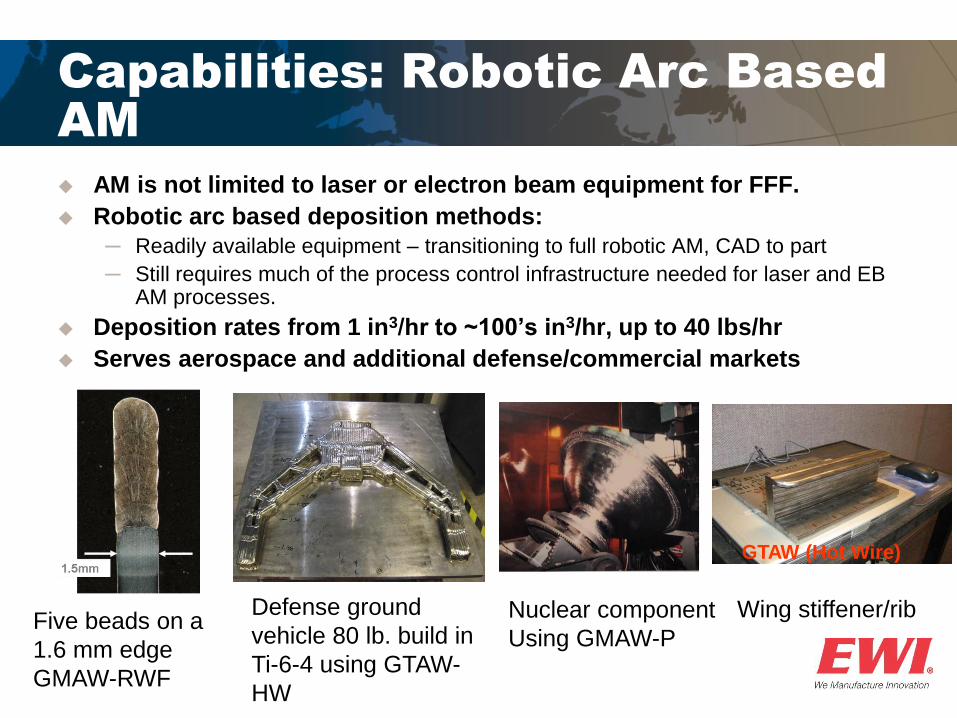
Capabilities Robotic Arc Based
AM
AM is not limited to laser or electron beam equipment for FFF
Robotic arc based deposition methods
Readily available equipment ndash transitioning to full robotic AM CAD to part
Still requires much of the process control infrastructure needed for laser and EB AM processes
Deposition rates from 1 in3hr to ~100rsquos in3hr up to 40 lbshr
Serves aerospace and additional defensecommercial markets
Five beads on a
16 mm edge
GMAW-RWF
Defense ground
vehicle 80 lb build in
Ti-6-4 using GTAW-
HW
Nuclear component
Using GMAW-P
GTAW (Hot Wire)
Wing stiffenerrib
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
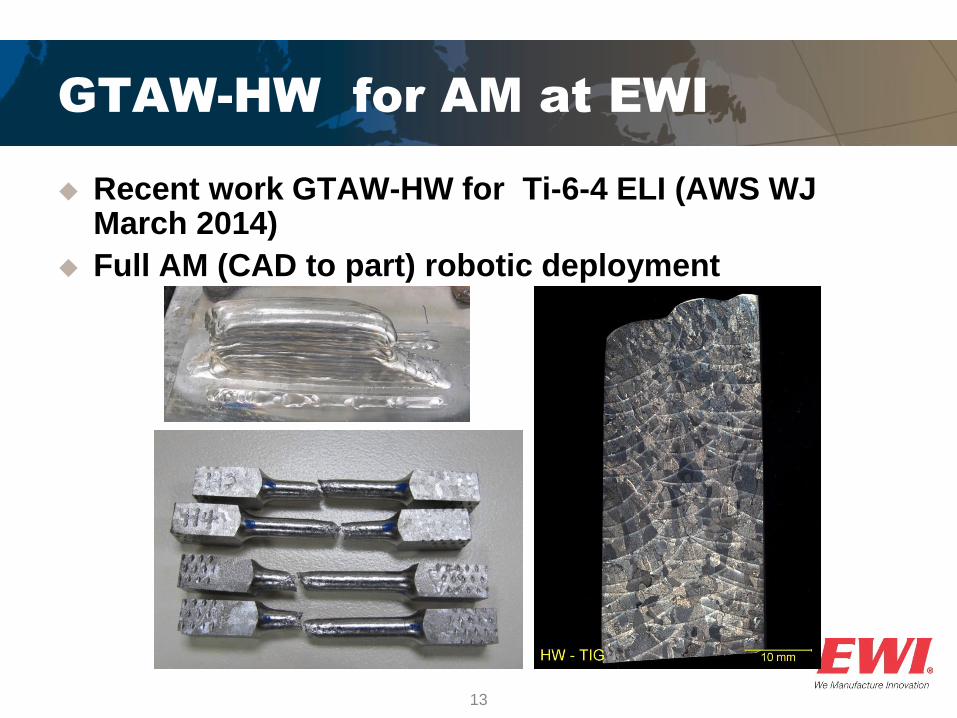
GTAW-HW for AM at EWI
Recent work GTAW-HW for Ti-6-4 ELI (AWS WJ March 2014)
Full AM (CAD to part) robotic deployment
13
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
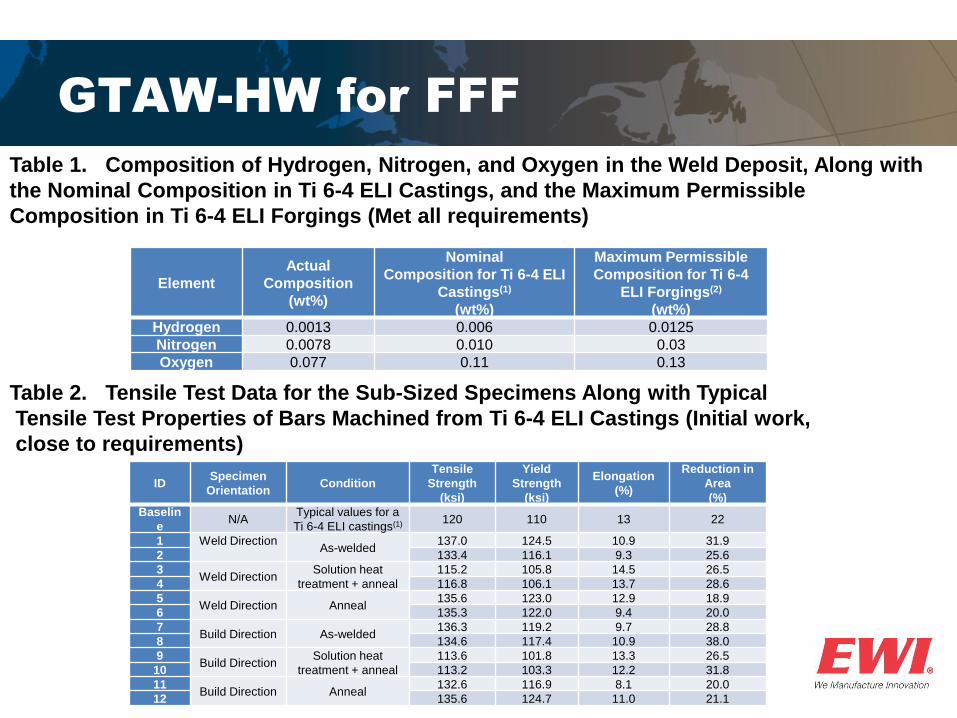
GTAW-HW for FFF
Element
Actual
Composition
(wt)
Nominal
Composition for Ti 6-4 ELI
Castings(1)
(wt)
Maximum Permissible
Composition for Ti 6-4
ELI Forgings(2)
(wt)
Hydrogen 00013 0006 00125
Nitrogen 00078 0010 003
Oxygen 0077 011 013
14
ID Specimen
Orientation Condition
Tensile
Strength
(ksi)
Yield
Strength
(ksi)
Elongation
()
Reduction in
Area
()
Baselin
e NA
Typical values for a
Ti 6-4 ELI castings(1) 120 110 13 22
1 Weld Direction
As-welded
1370 1245 109 319
2 1334 1161 93 256
3 Weld Direction
Solution heat
treatment + anneal
1152 1058 145 265
4 1168 1061 137 286
5 Weld Direction Anneal
1356 1230 129 189
6 1353 1220 94 200
7 Build Direction As-welded
1363 1192 97 288
8 1346 1174 109 380
9 Build Direction
Solution heat
treatment + anneal
1136 1018 133 265
10 1132 1033 122 318
11 Build Direction Anneal
1326 1169 81 200
12 1356 1247 110 211
Table 1 Composition of Hydrogen Nitrogen and Oxygen in the Weld Deposit Along with
the Nominal Composition in Ti 6-4 ELI Castings and the Maximum Permissible
Composition in Ti 6-4 ELI Forgings (Met all requirements)
Table 2 Tensile Test Data for the Sub-Sized Specimens Along with Typical
Tensile Test Properties of Bars Machined from Ti 6-4 ELI Castings (Initial work
close to requirements)
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
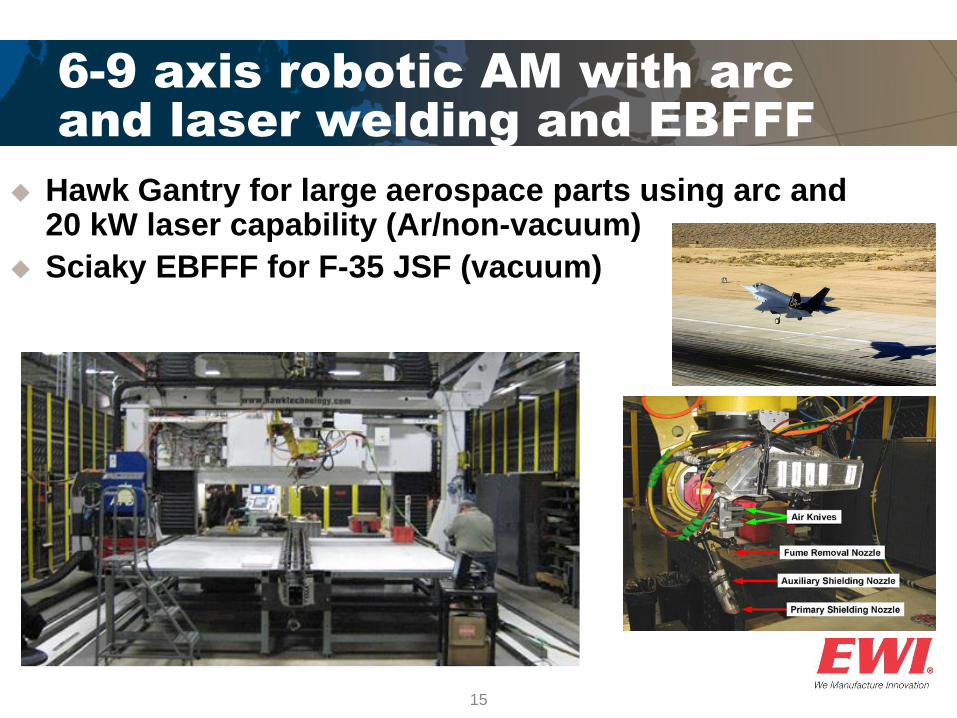
6-9 axis robotic AM with arc
and laser welding and EBFFF
Hawk Gantry for large aerospace parts using arc and 20 kW laser capability (Arnon-vacuum)
Sciaky EBFFF for F-35 JSF (vacuum)
15
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
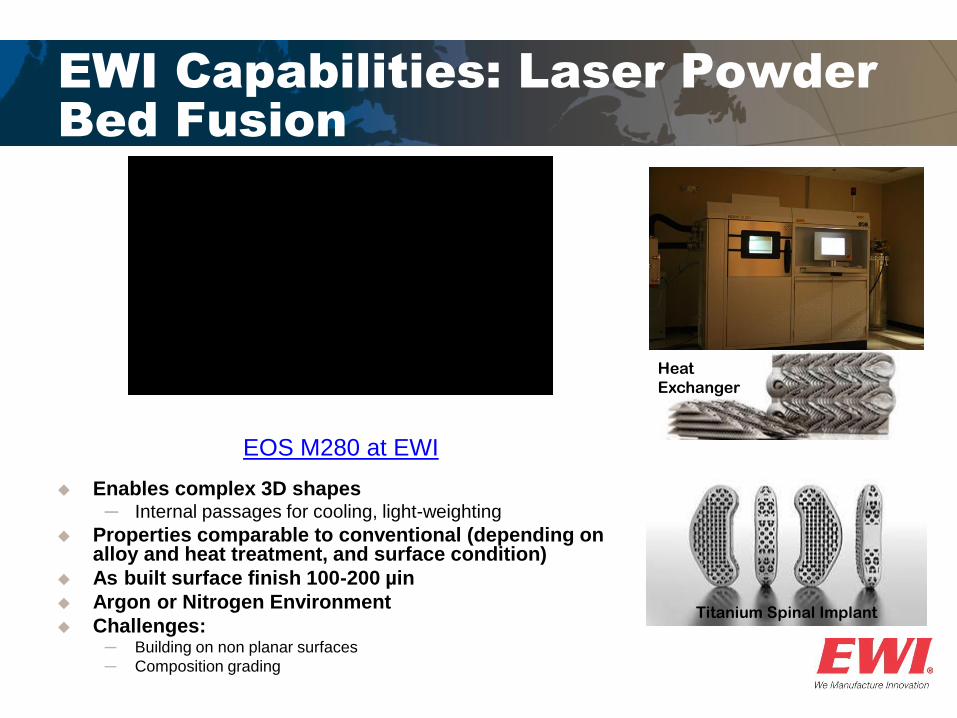
EWI Capabilities Laser Powder
Bed Fusion
Enables complex 3D shapes Internal passages for cooling light-weighting
Properties comparable to conventional (depending on alloy and heat treatment and surface condition)
As built surface finish 100-200 microin
Argon or Nitrogen Environment
Challenges Building on non planar surfaces
Composition grading
Heat
Exchanger
Titanium Spinal Implant
EOS M280 at EWI
Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

Addressing Technical Gaps in
L-PBF and AM Technology
Development of custom process parameter sets for existing or new alloys (EWI is a materials development partner with EOS)
Holistic Approach to AM Understanding of the complete manufacturing chain including heat treatment
material understanding feedstocks distortion material properties etc
Development of material property data of a known pedigree
Next generation process equipment in-process sensing
productivity enhancements
Downstream manufacturing operations non-destructive inspection assemblyweldability of AM components
Prototype production when one of the above areas is involved EWI maintains relationships with several market specific service providers to
transition results to practice
17
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
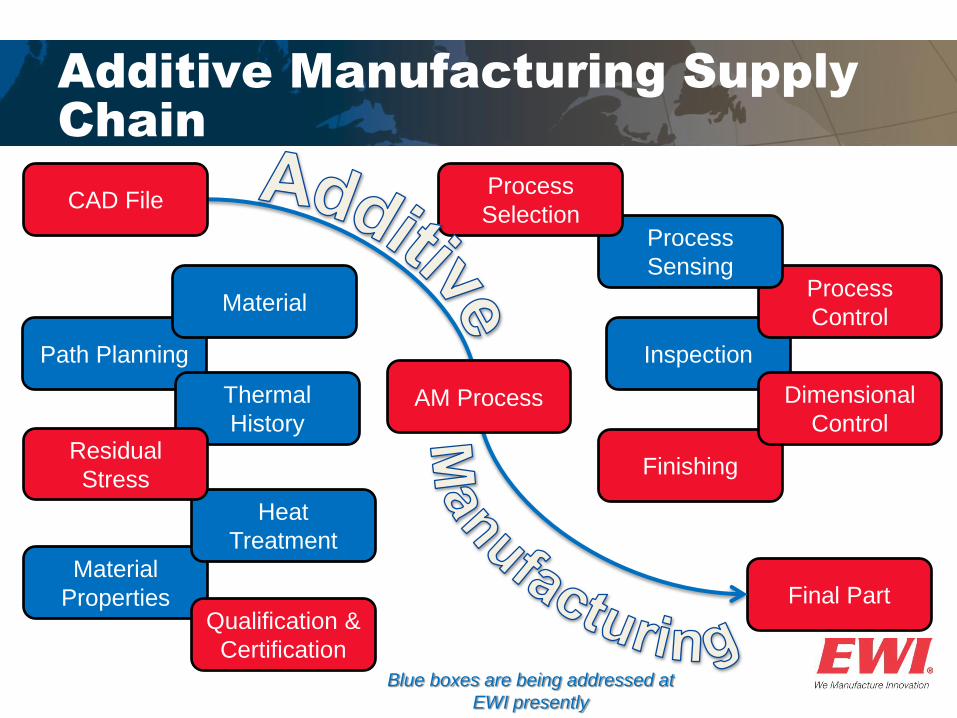
Additive Manufacturing Supply
Chain
Final Part Material
Properties
Path Planning
Finishing
Thermal
History
Inspection
Qualification amp
Certification
AM Process Dimensional
Control
Heat
Treatment
CAD File
Material Process
Control
Residual
Stress
Process
Sensing
Process
Selection
Blue boxes are being addressed at
EWI presently
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
EWI is an EOS Materials
Development Partner
EWI offers understanding of process and material interaction from a welding and AM perspective
Currently 11 materials for EOS Represent low-hanging fruit for EOS business model
EOS lsquocontrolsrsquo parameter setmaterial combinations
Over 70 parameters that define a process
Limited EOS development capability in the US
EWI has developed parameters for tungsten 420SS 4140 steel 316L stainless Orders for other refractory metals and alloys in queue
420 Stainless 4140 Steel
Downhole Drill Bit in
420 SS
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
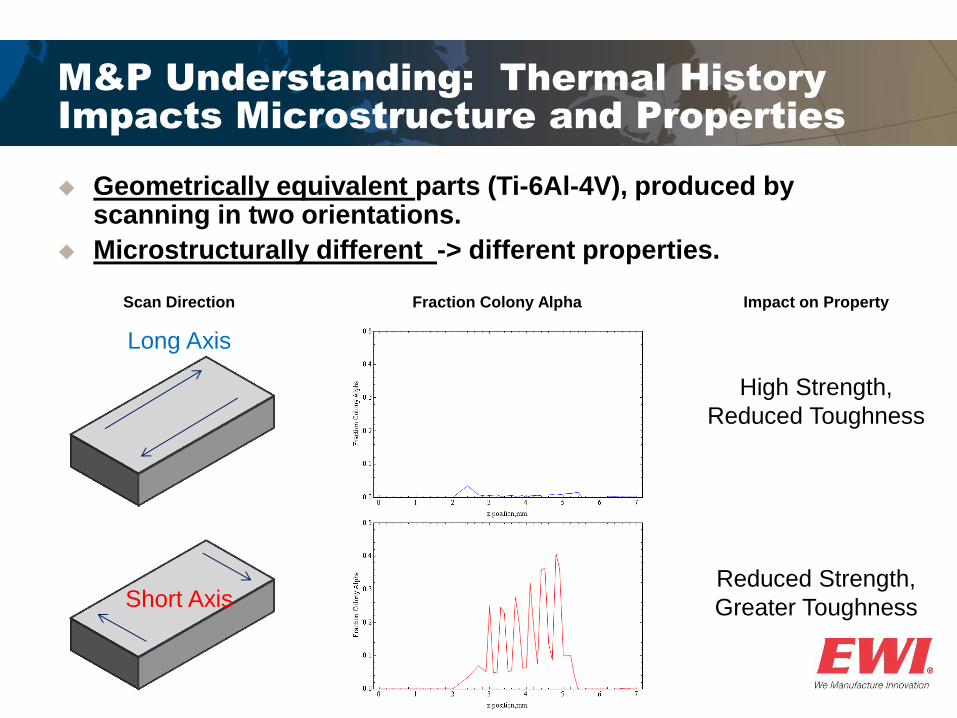
MampP Understanding Thermal History
Impacts Microstructure and Properties
Geometrically equivalent parts (Ti-6Al-4V) produced by scanning in two orientations
Microstructurally different -gt different properties
Long Axis
Short Axis Reduced Strength
Greater Toughness
High Strength
Reduced Toughness
Fraction Colony Alpha Impact on Property Scan Direction
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
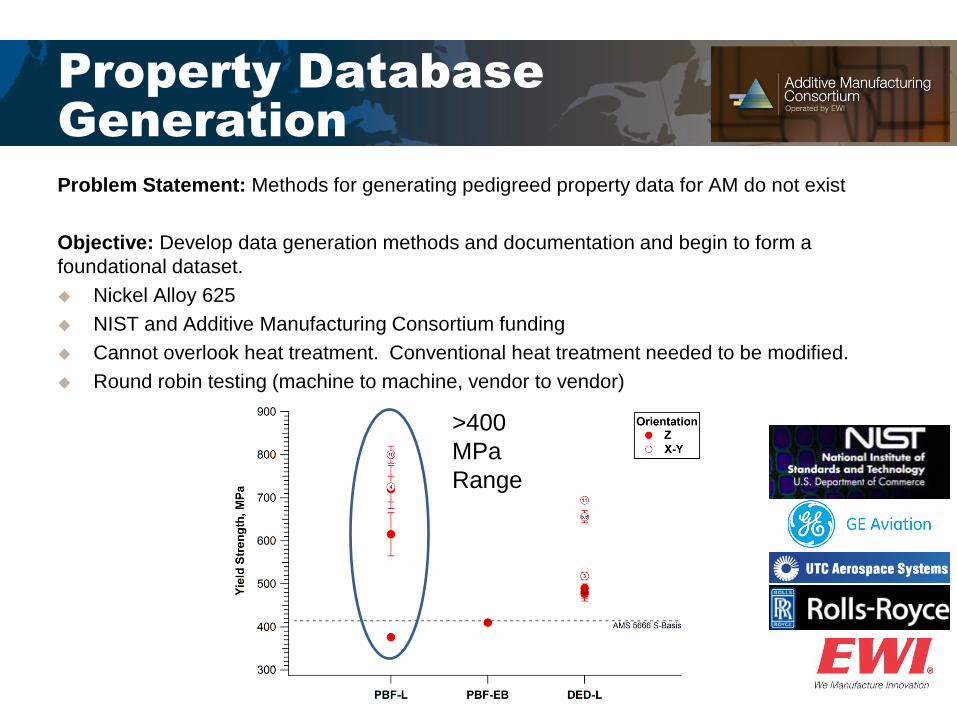
Property Database
Generation
Problem Statement Methods for generating pedigreed property data for AM do not exist
Objective Develop data generation methods and documentation and begin to form a
foundational dataset
Nickel Alloy 625
NIST and Additive Manufacturing Consortium funding
Cannot overlook heat treatment Conventional heat treatment needed to be modified
Round robin testing (machine to machine vendor to vendor)
gt400
MPa
Range
Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

Outcomes
33 Page Manufacturing Plan Four 200 Hour Builds
Heat Treatment Study RT and Elevated Temp Testing
Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

Nickel Alloy 718 Heat
Treatment Development
Problem Statement Application of conventional nickel alloy
718 heat treatments to L-PBF material are not fully understood
or optimized
Objective Evaluate the heat treatment response of nickel alloy
718 produced using EOS M280 to define future heat treatment
optimization
Apply approach from 625 project
Evaluate the conventional heat treatment response of 718
Tensile and creep properties at 650degC (1200degF)
Material characterization information that will allow
improved understanding of the impact of the process on
material performance
Phase 1 = 1 year
As-built
SR+ST+Age
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
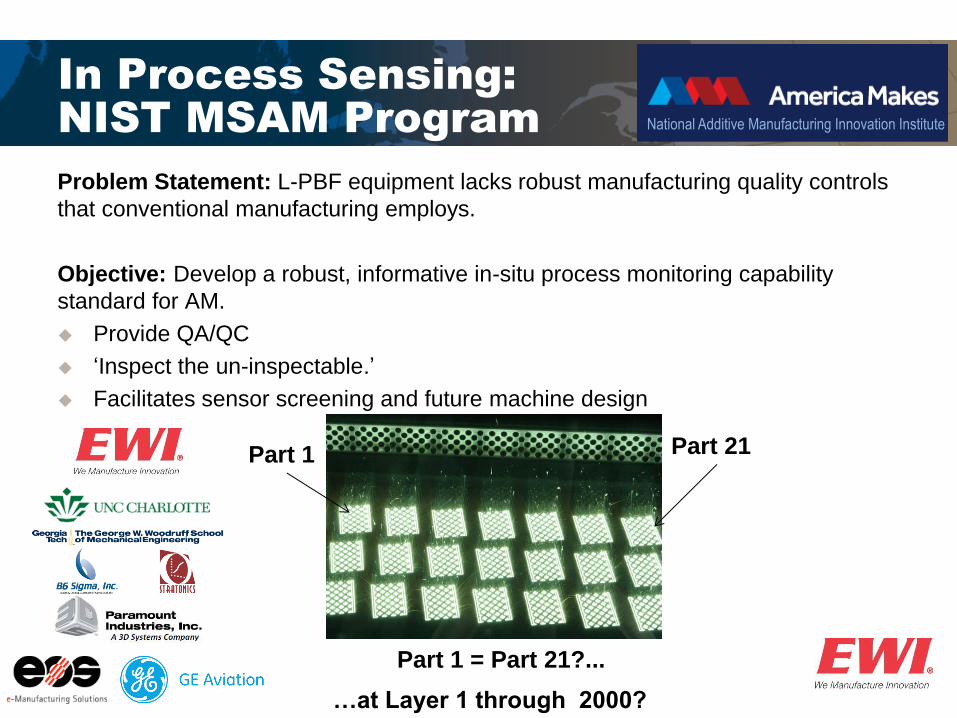
In Process Sensing
NIST MSAM Program National Additive Manufacturing Innovation Institute
Part 1 Part 21
Part 1 = Part 21
hellipat Layer 1 through 2000
Problem Statement L-PBF equipment lacks robust manufacturing quality controls
that conventional manufacturing employs
Objective Develop a robust informative in-situ process monitoring capability
standard for AM
Provide QAQC
lsquoInspect the un-inspectablersquo
Facilitates sensor screening and future machine design
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
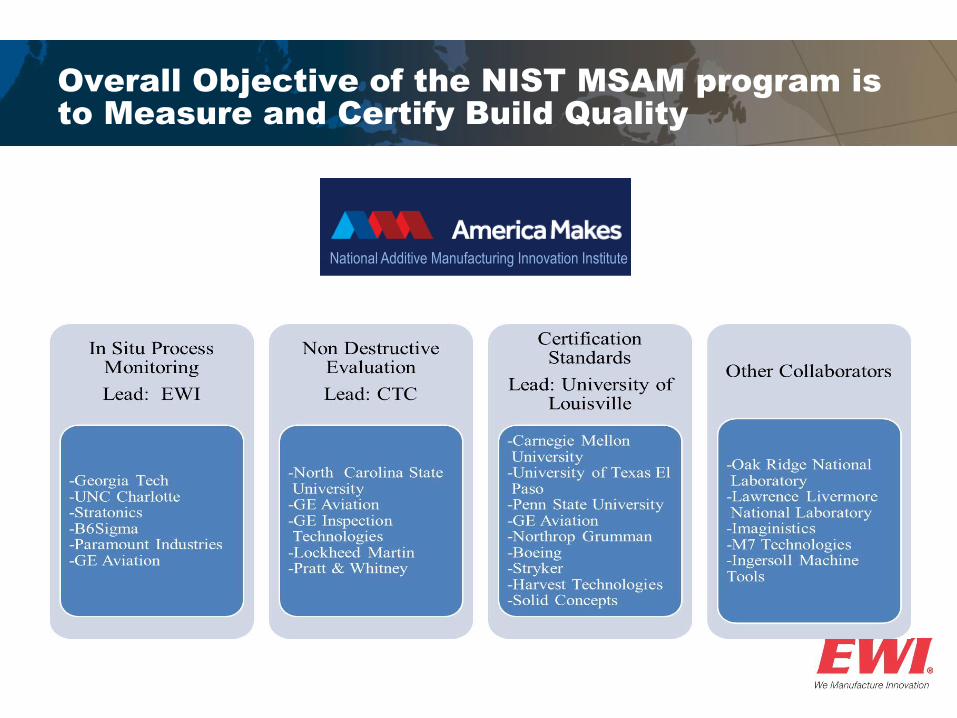
Overall Objective of the NIST MSAM program is
to Measure and Certify Build Quality
National Additive Manufacturing Innovation Institute
Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

Sensor Test Bed
Donrsquot limit process sensing because of constraints
Replicate important characteristics of the commercial process
Provide adequate space
Avoids problem of physical and software constraints
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
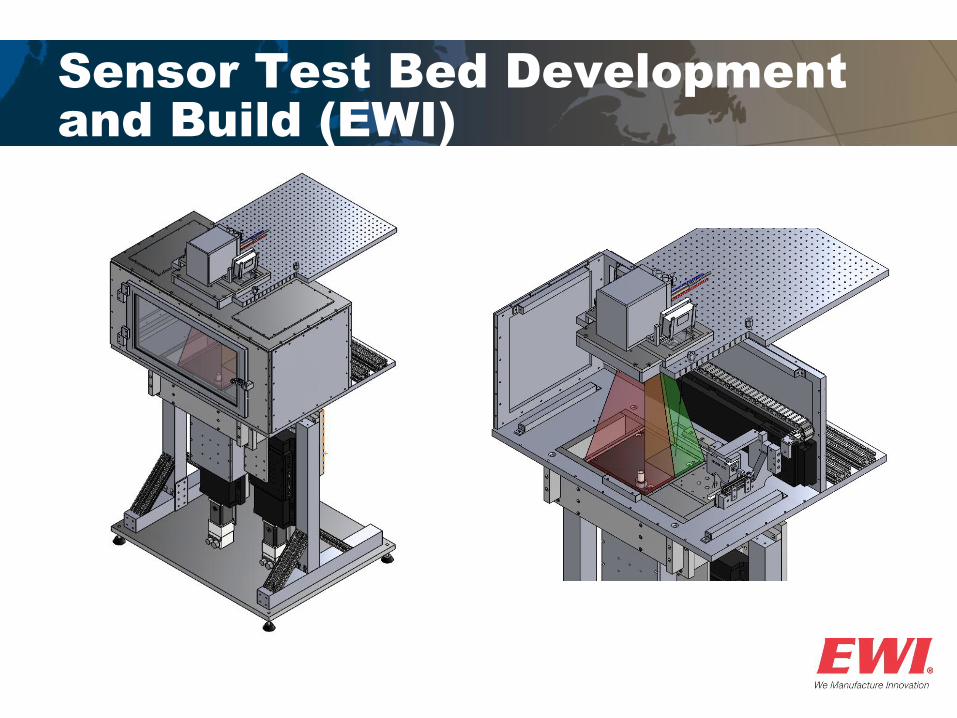
Sensor Test Bed Development
and Build (EWI)
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
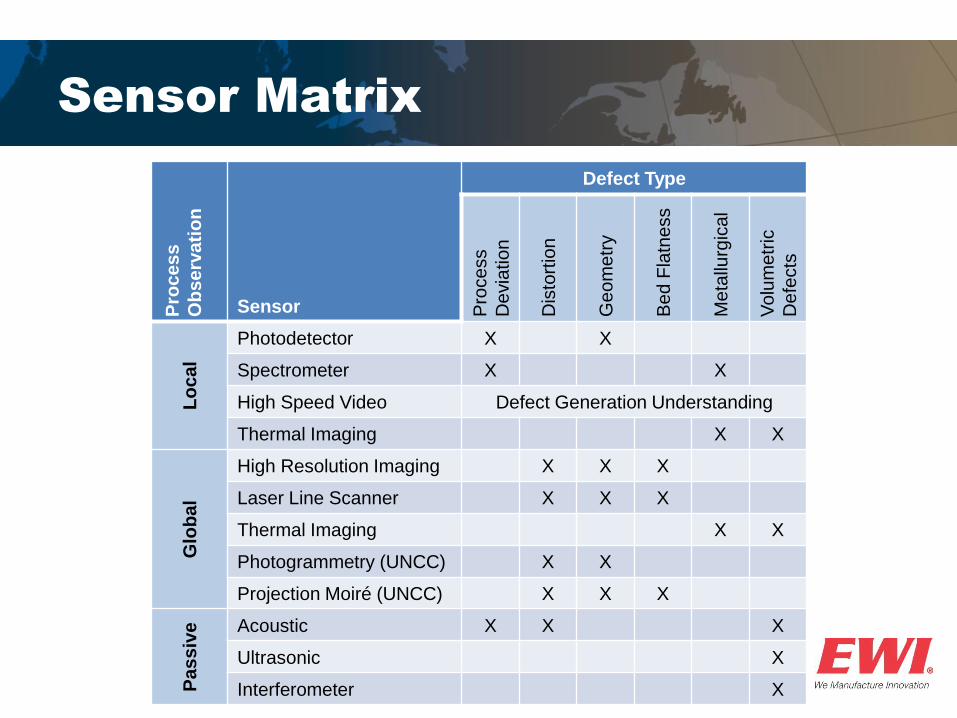
Sensor Matrix
Pro
ce
ss
Ob
se
rva
tio
n
Sensor
Defect Type
Pro
ce
ss
Devia
tion
Dis
tort
ion
Ge
om
etr
y
Be
d F
latn
ess
Me
tallu
rgic
al
Vo
lum
etr
ic
De
fects
Lo
ca
l
Photodetector X X
Spectrometer X X
High Speed Video Defect Generation Understanding
Thermal Imaging X X
Glo
ba
l
High Resolution Imaging X X X
Laser Line Scanner X X X
Thermal Imaging X X
Photogrammetry (UNCC) X X
Projection Moireacute (UNCC) X X X
Pa
ss
ive
Acoustic X X X
Ultrasonic X
Interferometer X
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
Challenges and Path Forward
BIG Challenge = BIG Data throughput processingdistillation gono-go
storage
Global Imaging with 10MP camera 96 GB
Local sensing measurement every beam width gt80M data points
Path Forward Complete assembly and verify build conditions
(MayJune)
Install and test sensors (Summer)
Data processing (Fall)
Downselect viable sensors (Winter)
EWI is leading two other programs for in process sensing for L-PBF and L-DED
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
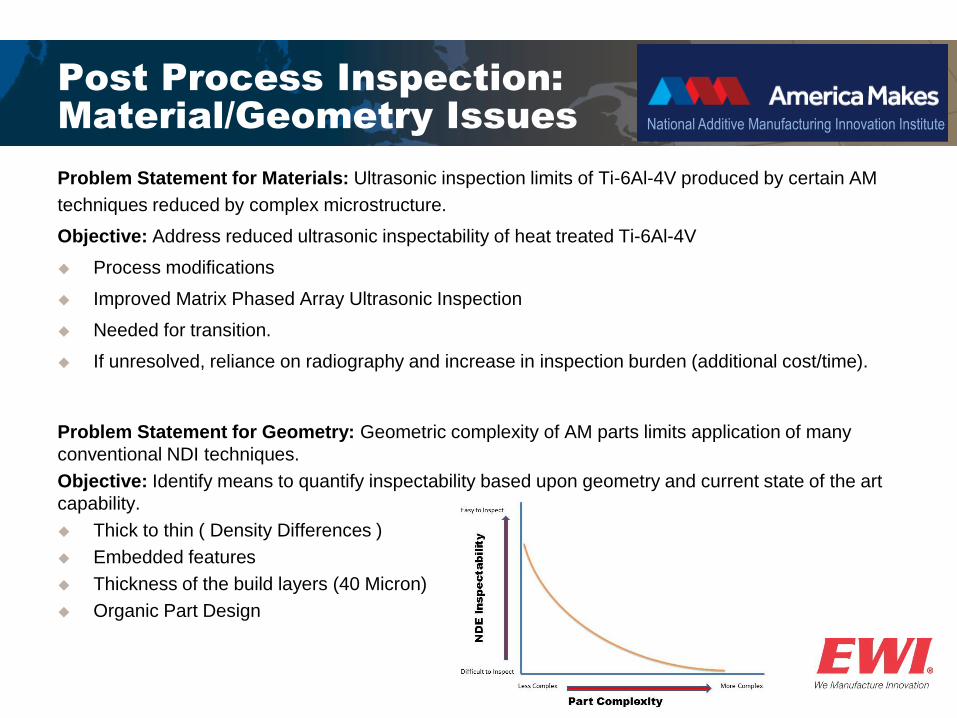
Post Process Inspection
MaterialGeometry Issues
Problem Statement for Geometry Geometric complexity of AM parts limits application of many
conventional NDI techniques
Objective Identify means to quantify inspectability based upon geometry and current state of the art
capability
Thick to thin ( Density Differences )
Embedded features
Thickness of the build layers (40 Micron)
Organic Part Design
National Additive Manufacturing Innovation Institute
Problem Statement for Materials Ultrasonic inspection limits of Ti-6Al-4V produced by certain AM
techniques reduced by complex microstructure
Objective Address reduced ultrasonic inspectability of heat treated Ti-6Al-4V
Process modifications
Improved Matrix Phased Array Ultrasonic Inspection
Needed for transition
If unresolved reliance on radiography and increase in inspection burden (additional costtime)
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
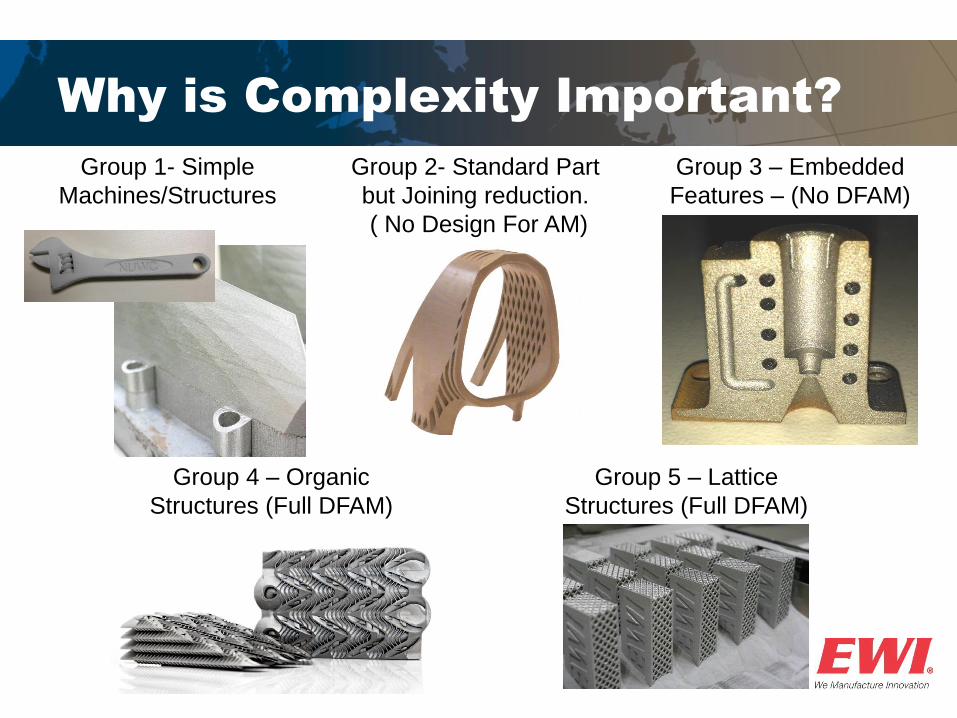
Why is Complexity Important
Group 1- Simple
MachinesStructures
Group 2- Standard Part
but Joining reduction
( No Design For AM)
Group 3 ndash Embedded
Features ndash (No DFAM)
Group 4 ndash Organic
Structures (Full DFAM)
Group 5 ndash Lattice
Structures (Full DFAM)
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
The Additive Manufacturing
Consortium
Mission Accelerate and advance the manufacturing readiness of Metal AM technologies
Participation from Academia Government
and Industry
Present timely case studiesresearch
Execute group sponsored projects
Collaborate on Government funding opportunities
Forum for discussionshaping roadmaps
Goals
32
Current Members (2014) Rolls-Royce UT Aerospace Lockheed GE Aviation Woodward IHI Carpenter Powder
Products EOS LPW Technology Inc B6Sigma NCDMMAmerica Makes NC State University of Louisville University of Toledo NIST LLNL NASA
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
Summary ndash Metal AMEWIrsquos Role
Holistic view
Many AM process for metals each with different merits
Recognize that AM is an entire manufacturing chain which requires engineering support for technology transition and implementation
Much work to be done for manufacturing implementation especially for property data in-process monitoring and NDE
While everyone might be able to print a fork not everyone should print a rocket nozzleimplant etc
Evangelists (Education) Eg Run and organize MSampT AM Symposia (usually 40-50 papers)
Trusted Agent
Impartial objective equipment agnostic
Innovation
Eg sensor bed developmenttesting for in-process monitoring
Industry support
Supports clients in AM just as we support clients in materials joining
Operate the AMC
Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production

Questions
Shawn Kelly PhD
Senior Engineer Additive Manufacturing
Director Additive Manufacturing Consortium
skellyewiorg 6146885145
Ian D Harris PhD
Technology Leader Arc Welding
Founding Director Additive
Manufacturing Consortium
iharrisewiorg 6146885131
httpewiorgtechnologiesadditive-manufacturing
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production
EWI is the leading engineering and technology organization in North America dedicated to advanced materials joining and
allied manufacturing technologies Since 1984 EWI has provided applied research manufacturing support and strategic
services to leaders in the aerospace automotive consumer products electronics medical energy amp chemical government
and heavy manufacturing industries By matching our expertise in materials joining forming and testing to the needs of
forward-thinking manufacturers we are successful in creating effective solutions in product design and production





























