Embed Size (px)
Citation preview

New Insights into Membrane Science and Technology: Polymeric and Biofunctional Membranes D. Bhattacharyya and D.A. Butterfield (Editors) �9 2003 Elsevier Science B.V. All rights reserved.
Chapter 8
Membrane Aromatic Recovery System (MARS) - A new process for recovering phenols and aromatic amines from aqueous streams
F. C. Ferreira*, A. Livingston +*, S. Han*, A. Boam +, S. Zhang +
*Department of Chemical Engineering and Chemical Technology, Imperial College of Science, Technology and Medicine, Prince Consort Road, London SW7 2BY, Unity Kingdom; +Membrane Extraction Technology Ltd, Imperial College, London SW7 2BY, UK
Corresponding author: Tel +44-20-75945582; fax +44-20-75945629, E-mail address: a.livingston@ic, ac.uk
1. INTRODUCTION
Phenolic compounds (chemicals such as phenol and its derivatives) are used in phenolic resins, polycarbonates, biocides and agrochemicals. Aromatic amines (chemicals such as aniline and its derivatives) are used in a wide range of consumer products, including polyurethane foam, dyes, rubber chemicals and pharmaceuticals. The factories that manufacture and/or use these types of chemicals often create aqueous waste streams containing significant concentrations (0.1-10wt%) of these chemicals.
Both aromatic amines and phenolic compounds are toxic and many of them are also carcinogenic. Tightening legislation in many countries calls for dramatic reductions in emissions of these species. A variety of processes have been proposed for treatment of these aromatic amine or phenolic compound containing wastewaters. Off-site disposal (landfill, deepwell injection) and biodegradation result in the compounds, which have typical values in the range US$0.75-US$20 per kg, being lost. These compounds have high boiling points and low vapour pressures. Hence, processes that rely on liquid-gas phase transition, such as distillation and pervaporation, have high-energy requirements. The use of adsorbents, such as activated carbon [1-4] or resins [5- 8], is usually expensive due to difficulties and complexity in the regeneration stage. Problems associated with the use of solvent extraction [9-13] arise with phase separation [14] and contamination of the wastewater with solvent [15] due to the intermediate polarity of the compounds, which require moderately water soluble solvents.
165

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
Emulsion liquid membranes [16-19] and surfactant liquid emulsion membranes [20-22]systems were used to extract aromatic acids and bases from wastewaters. In particular Li and co-workers [23] used an emulsion liquid membrane containing caustic as reactive agent to increase phenol mass transfer. The main drawback of the use of liquid membranes is its inherently instability due to the leakage of the internal phase to the wastewater and the easy swelling of the liquid membrane by the wastewater phase. To overcome this problem, porous membranes have been used to support liquid membranes [24]. To avoid breakthrough of the immobilized phase in the pores to the aqueous phase, Ho and et al. [25-29] report development of a supported polymeric liquid membrane, in which the pores of a microfiltration or ultrafiltration membrane are filled with polyamphiphilic polymeric (oligomeric) liquids. These membranes were successful used, for phenolic compounds extraction from wastewater to an alkaline stripping solution at lab scale. However the use of liquid membranes, including supported polymeric liquid membrane, always requires an additional step for membrane phase regeneration, which often requires difficult demulsifications and/or the use of additional chemical agents [16].
The use of a non porous solid dense membrane avoid this step, hence aromatic acids and bases extraction from wastewaters have been tried in systems such as pervaporation [30,31 ], and aqueous/membrane/organic perstraction [32]. The use of an acid-base reaction to maintain the driving force for phenol [33] or aniline [34] dialysis through several membranes was demonstrated using, sodium hydroxide or sulphuric acid respectively. In these studies, polymethylsilane-polycarbonate copolymer appears to be the more promising membrane, although the values for permeability appear lower than those for reported for PDMS (phenol 4.5x10 11 m2.s -1 [35] or 2.5x10 -11 m2.sl[36] against lxl0 II m2.s I [33] and aniline 20.9x10 11 m2.s -1 [37] against 2.5x10 -ll m2.s 1134]). In the work reported by Klein et al. [33,34], the molar concentration of phenolate or anilinium is kept much lower than the concentration of base or acid used as the stripping solution in order to ensure a high driving force, and the stated intention is to dispose of the extracted aromatics. In this present report, working under conditions where the molar concentration of the phenolate or anilinium is carefully maintained near to the concentration of acid or base, we are able to show that the recovery of relatively pure phases of phenol and aniline is possible.
This chapter describes the Membrane Aromatic Recovery Systems (MARS), a stable membrane process able to recover valuable aromatic amines [37] and phenolic compounds [38] from aqueous streams and its successful application at pilot scale for aniline recovery. The aromatic compound is extracted from the k,wastewater to a stripping solution, through a nonporous membrane selectively permeable to aromatic in its non ionic form and
166

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromauc Amines From Aqueous Streams - Livingston
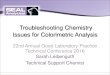
impermeable to charged species. The driving force is maintained using an acid- base reaction in the stripping solution, where the aromatic is accumulated in its ionic form until a high enough concentration to allowed aromatic recovery by neutralization and consequentially phase separation. The MARS process is shown schematically in Figure 1.
I.I MARS Operating Principle
Figure l: Schematic diagram of MARS process showing operating principles. Diagram show configuration for aniline recovery- figures in brackets show phenol recovery configuration.
1.1.1 Extraction Stage The aromatic compound is continuously extracted from the wastewater
through a nonporous membrane separating layer into a stripping solution, where pH is controlled. The stripping solution is acidic for aromatic amines, and alkaline for phenolic compounds. In the stripping solution, acid-base reaction takes place and the aromatic molecule is converted into an ionized form (anilinium chloride or sodium phenolate). The membrane separating layer is hydrophobic; therefore charged molecules (such as ionized aromatic rings) cannot cross back through the membrane into the wastewater. The driving force for mass transfer of the aromatic acid or base through the membrane from the wastewater is maintained because the aromatic reacts to form its ionised form, a chemically distinct species. Note that the pH control operates such that each mole of aniline or phenol diffusing across the membrane requires one mole of either acid or base for neutralisation in the stripping solution.
167

Membrane Aromatic Recovery System (MARS) - A New Process For Recovenng Phenols And Aromatic Amines From Aqueous Streams - Livingston
1.1.2 Recovery Stage The stripping solution is periodically collected and pH is adjusted in order
to recover the nonionic form of the aromatic molecule by acid-base reaction (i.e. alkaline conditions for amines and acid conditions for phenolics). Anilinium and phenate (the ionized forms of the aromatic) have virtually infinite solubility in water. However the solubility of nonionic forms of aromatic amines and phenols are usually less than 5 wt%. Hence, when the aromatic ion (highly concentrated in the stripping solution) is neutralized to the nonionic form, the resulting concentration greatly exceeds the aqueous solubility limit, and the solution separates into two phases: an aromatic-rich phase and a saline aqueous underlayer. NaC1 is a by-product in both cases, but this salty underlayer can be simply recycled to the wastewater feed as shown in Figure 1. In many of the industrial wastewater samples studied by Membrane Extraction Technology Ltd, we have found that the salt created by the acid-base recovery mechanism is negligible compared to the concentration of salt already in the waste stream. For example, the MARS process typically produces around 0.5 g of salt per g of organic recovered. In a wastewater containing 10 g L -1 of aromatic, the process will remove the aromatic and add around 5 g L -1 of salt. Many chemical industry wastes contain in excess of 100 g L -~ inorganic salts which arise in reaction processes, so the additional salt is not usually an environmental issue.
2. MATERIALS AND METHODS
Analytical techniques employed for concentration determinations are described elsewhere[37,38]. The membrane used was silicone rubber tube (70
Figure 2: Laboratory and pilot plant continuous extraction configuration, with wastewater inside membrane tubes.
168

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
wt% poly(dimethylsiloxane) or PDMS and 30 wt % fumed silica), supplied by Silex Ltd. The membrane tubes used in all the laboratory experiments and pilot trials were 3 mm intemal diameter and 0.5 mm wall thickness, with the exception of results shown in Figure 4, where the membrane tube had 3mm internal diameter but 0.35 mm wall thickness. The continuous flow configuration used for extraction stage laboratory experiments and continuous extraction trials at Solutia, UK is shown in Figure 2. The batch extraction configuration used for trials at Solutia UK is shown in Figure 3. The membrane tank solution temperature was kept at 50~ in all laboratory experiments and pilot trials.
Figure 3: Pilot plant batch extraction configuration, with wastewater outside membrane tubes.
3. LABORATORY RESULTS
3.1 Phenol and Aniline Extraction In phenol experiments a 28 m length membrane tube was used, a synthetic
wastewater containing 10g.L-1 phenol was fed to the process, and a 12.5wt% NaOH solution was used to control the pH of a stripping solution between pH 11-13. Figure 4 shows phenol inlet and outlet concentrations from the membrane tube and total phenol (phenol plus phenate) concentration in the stripping solution over time. It can be seen that total phenol concentration in the stripping solution increases from 0 g.L -1 to 200 g.L -1. Operation at steady state is shown in Figure 5, in which the total phenol concentration (phenol and phenate)
in the stripping solution was 242 g.L-1, three times higher than the phenol solubility in water and twenty five times higher than phenol concentration in the wastewater. The measured phenol concentration corresponds well to the value
169

M e m b r a n e A r o m a t i c R e c o v e r y S y s t e m ( M A R S ) - A N e w P roces s For R e c o v e r i n g Pheno l s A n d A r o m a t i c A m i n e s F r o m A q u e o u s S t r e a m s -
L i v i n g s t o n
m 30 i _
o ~ 1 5
j0 ; s E r , , , u ~ , ~ t - 0
0 10 20 30 40 Time (day)
200
r .
~6o~
12o
"r-
40 o ~
o
-o- in let ~ outlet -,,- stripping solution
Figure 4: Evolution of phenol concentrations in the inlet, outlet and stripping solution over time in the MARS process operated continuously at laboratory scale: non steady state (reprinted with permission from J.Membr.Sci[38], page 224).
calculated for steady state assuming 12.5 wt% NaOH is neutralised by phenol to pH 13 of 227 g L 1. Figure 4 shows outlet concentration increasing with increasing phenol concentration in the stripping solution. From calculations based on the pKa of phenol, at pH 11, 9% of the phenol in the stripping solution is present as nonionic phenol and 91% as phenate ion. Therefore, when the concentration in the stripping solution increases the nonionic phenol
1 5 - r
0 ..1_,
o = L i 0 - 8 ~
Q. ~ 5 -
_r
o o
pH=13 _
, 1 , , , = , , ,
-- 300 -6 C" t--- _ J
-250 ~= ~ CI. r"
- 200 ~6 .o ,- "5 .o ~
--~50 ~ r
I 1 ) n
0 Q . .
- 1 0 0 w "~
-so -~ ==- b-- c-
O
10 15 20 25 Time (day)
I o inlet o outlet • stripping solution 1
Figure 5: Evolution of phenol concentrations in the inlet, outlet and stripping solution over time in the MARS process operated continuously at laboratory scale: steady state (reprinted with permission from J.Membr.Sci [38] page 228).
170

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
concentration becomes high enough to have a significant negative effect on the driving force. At pH 13 only 0.1% of the phenol is in the nonionic form, the driving force is restored, and outlet concentrations drop to lower values, as shown in Figure 4. In aniline experiments, performed at laboratory scale using a
10.5 m membrane tube length, a synthetic wastewater containing 5 g.L-1 aniline was fed to the process, and 10.5 wt% HCI solution was used to control pH in the stripping solution at pH 1.
l o " p, = 11 IpH>I
8
7~ ~,6 == ~ 4
2 .4 ~ ,i--r
2.4 2 .0
0
0 20 40 60 80 100
250
I1) "7 .r _1
200 =~ r.. 0
15o ~, _~
loo == "~. t - - t -
50 -~==
0
i - -o - - - in le t , o outlet • stripping solution I T ime (day) - - - -P red ic ted value at steady sate based on HCI concentrat ion fed t
Figure 6: Evolution of aniline concentrations in the inlet, outlet and stripping solution over time in the MARS process operated continuously at laboratory scale.
Figure 6 shows the aniline inlet and outlet concentrations in the membrane tube, and total aniline (anilinium and aniline) concentration in the stripping solution, increasing over time. At steady state total aniline
concentration in the stripping solution was 218.5 g.L-1, six times higher than the aniline solubility in water and forty four times higher than aniline concentration in the wastewater. These values illustrate the potential of MARS as a concentrating process. The steady state aniline concentration also compares well to the value obtained from stoichiometric neutralisation of 10.5 wt% HC1, 212 g L -1"
After total concentration in the stripping solution reached a steady state, the pH set point was varied in order to study the effect of pH on mass transfer flux (after day 85). The higher the pH in the stripping solution, the higher the percentage of nonionized aniline, and therefore the lower the driving force, resulting in lower mass transfer rates. It can be seen in Figure 6 that an increase in pH of the stripping solution clearly corresponds to an increase in outlet aniline concentration.
171

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
In the laboratory experiments a short membrane tube was used in order to quantify the outlet concentrations and estimate the overall mass transfer coefficient. Temperature was used to enhance mass transfer. The overall mass transfer coefficient obtained at 50~ across the 0.5 rnm thickness membrane,
was 1.4x10-7 m.s-1 for phenol and 4.8x10 -7 m.s -1 for aniline. Each mole of aromatic extracted from the wastewater requires one mole
of acid or base to be fed to the stripping solution for neutralisation, ie each mole of aniline extracted requires one mole of HC1 and each mole of phenol extract requires one mole of NaOH. These ratios were tracked during the experiments and were usually close (within + 10%) to 1.0.
3.2 Recovery Stage Aromatic recovery was performed in batch. The aromatic compound
accumulated in the stripping solution in ionized form. The overflow of the stripping solution, enriched with aromatic in the ionized form, was fed to the recovery stage and neutralized in order to obtain the neutral form of the aromatic. Neutralization was performed by adding 37% HC1 solution to the sodium phenate solution and 50% NaOH solution to the anilinium chloride solution.
The aqueous solubility of the aromatic in the neutral form is low (8.2 wt% for phenol and 3.4wt% for aniline), hence when neutralization is completed the solution separates into two layers: a top phase that is the final product, and a underlayer aqueous phase that contains resultant NaC1 and traces of aromatic.
,~ 50
-~ 40 30
a. 20
10
0
o Phenol in the aqueous saline phase [] Phenol.in the or qanic phase
Total pnenol fed-to recovery stage
80 t 70
60
]
Overflow period (day)
Figure 7: Mass balances for phenol batch recoveries from laboratory data (reprinted with permission from J.Membr.Sci. [38], page 225).
172

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
Mass balances for recovery of phenol are shown in Figure 7. The organic phases were composed of aromatic compound and water. With phenol, the organic phase consists of 86.5% phenol and 13.5% water and, with aniline, 96.5% aniline and 3.5% water. No other organic was detected by GC analysis in the laboratory experiments.
Recovery efficiency is defined as the ratio of mass of aromatic in the organic phase over the mass initially present in the stripping solution. Recovery efficiencies of over 92% were achieved for both systems. The balance of aniline or phenol is present dissolved in the aqueous layer resulting from the recovery process. The NaC1 in this saline aqueous underlayer is a by-product, which is responsible for a salting out effect that limits the solubility of the aniline or phenol in the aqueous layer. Hence, the higher the NaC1 concentration in the aqueous layer, the lower the aromatic concentration in the saline underlayer and the lower the water concentrations in the organic phase. Therefore the higher the NaC1 concentration, the higher the aromatic concentration in the final product and the higher the recovery efficiencies become. Figure 8 shows the salting out effect, with phenol aqueous solubility decreasing from 83 to 15.7 g.L- ] as NaC1 concentration increases from 0 to 200 g.L -1 and phenol concentration in the organic layer increasing from 70.5 to 87.5 wt% for the same range of NaC1 concentration. Clearly there is a benefit to operating by adding as high a concentration of acid or base to the stripping solution as possible. However, this is balanced by the overall concentration of phenol or aniline rising and increasing the concentration of unionised aromatic in the stripping solution, leading to lower mass transfer fluxes.
~-, 90 ~ e. Solubility -[- 80 ~ Phenol in organic 70 _ _ _ p h a s e |
~ i ~ 60 .~_ o 50 E tD " 40
o 30 ._Z- "~ 20 O ~ 10
0 0 100 200 300 400
100
v
90
o
80 ~ O E
O E
c- I1.
70
NaCI in water (g.L -1)
Figure 8: Phenol concentration in the aqueous phase, water and in the organic-rich phase as a function of NaC1 concentrations in the aqueous phase (reprinted with permission from J.Membr.Sci. [38], page 227).
173

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
3.3 Other Aromatics
In order to illustrate the applicability of MARS to recover compounds other than aniline and phenol, the overall mass transfer coefficients of a range of compounds were measured and results are shown in Table 1. Three independent non-coiled (randomly spaced) membrane tubes were submerged in a single stripping solution vessel, pH was kept below 1 using HC1 solution for aromatic bases and over 14 using NaOH for aromatic acids. Under these conditions the unionised aromatic compound concentration in the stripping solution was assumed to be zero. In each run, three aromatic compounds were tested.
The overall mass transfer coefficient for aniline and phenol in Table 1 are around twice (respectively 1.7 and 2.2 times higher than) the average value obtained in the laboratory MARS extraction. This is probably since in the mass transfer test the membrane was loosely arranged whereas the membrane in the MARS process was tightly rolled around a support, reducing the effective membrane-stripping solution interfacial area. Dimethylamine,4-nitrophenol,and 2,4,6 tris(dimethylaminomethyl)phenol exhibit very low overall mass transfer coefficients and their extraction from wastewaters will be difficult using silicone rubber tubes as membranes. Mass transfer rates for phenol, 4-nitroaniline, hydroquinone and pyridine have
Table 1" Overall mass transfers for different compounds at 50~ across a 0.5 mm wall thickness silicone rubber membrane
Compounds
Aniline
Kov x 10 7
(m.s "l)
8.2 4-chloroaniline 11.6
2,4-chloroaniline 6.36 4-nitroaniline 4.34
4-fluoroaniline 2,4-fluoroaniline
triethylamine dimethylamine
benzyldimethylamin dicyclohexylamine
10.27 9.33 20
0.72 18
16.5
Compounds
phenol 4-chlorophenol
2,4-dichlorophenol 4-nitrophenol
4-cresol hydroquinone
Pyridine 2,4,6- tris (dimethy
laminomethyl) phenol
Kov x 10 7
(m.s "l)
3.1 9.3 14.7 0.48 7.04 2.37 4.4 0.64
intermediate values, and the extraction of these three compounds from wastewaters by MARS technology is possible using silicone rubber as membrane, but will use relatively large membrane areas. All other compounds tested have higher overall mass transfer coefficients, and so they can be
174

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
relatively easily removed from wastewaters by MARS technology using silicone rubber tubes as membranes.
4. PILOT PLANT RESULTS FOR ANILINE
The MARS process has been scaled-up for recovery of aniline at Solutia, UK by Membrane Extraction Technology Ltd (UK). Further pilot trials are currently underway with phenol. Production of 4-nitrodiphenylamine (4NDPA) at Solutia UK results in a wastewater containing an aniline concentration that varies from 4.1 to 9.5 g.L 1, with an average value of 6 g.L 1. A pilot scale MARS unit was operated on site and recovered a total of 120 L of aniline from 29,500 L of wastewater over a period of some two months intermittent operation.
4.1 Continuous Extraction
Initially the pilot plant was configured for continuous operation, as for laboratory scale work (Figure 2), in which the wastewater flowed inside the membrane tube and aniline was accumulated out side of the tube, in an acidic stripping solution. At lab scale a membrane area of 0.099 m 2 (a single 10.5 m length tube) was used at a flow rate of 5.5 L.day -~, immersed in a membrane tank holding 1.5 L of stripping solution with pH controlled at 1. The pilot plant used a total area of 45 m" (48 tubes with 100m length), immersed in a 1000 L membrane tank and a pH in the stripping solution of 1.5. Flowrate was between 200-500 L.day -1. The temperature of the stripping solution was kept at 50~ and an 11% HC1 solution was fed to the stripping solution to control pH. Quantities of the stripping solution (80 L in the pilot plant against 0.25L in the lab scale) were periodically sent to batch recovery, which was achieved by addition of NaOH (33 wt% in the pilot plant, against 50 wt% in the lab scale).
12 11
10
._. 9
�9 - - L 8
N o 6 o m 5
"~8 3 2
1
0
60
I - e - i n l e t - e - o u t l e t --a-str ipping solutio n I
. . . . . . . . . . . . . . . . . . . ~ - T - . . . . . . . . . . . . . . . . . .
Time (days)
5 0 ,.- o ~ , . . .
-40 ~ t -
30 oo o
.r "5.
2 0 "~
. . . . . . . . . . . . . . . . . . . . . . 0
0 5 10 15 20 25 30 35 40
Figure 9: Evolution of aniline concentrations in the inlet, outlet and stripping solution over time in the MARS process operated continuously at pilot plant scale.
175

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
Figure 9 shows aniline inlet and outlet concentrations, and total aniline concentration in the stripping solution, over time during continuous pilot plant operation. The average remo~,al achieved was 95% over the whole operating
period, which corresponds to an overall mass transfer coefficient of 2.7 x 10 -7
m.s ~, somewhat lower then the 4.8x 10 -7 m.s -1 value obtained at lab scale.
4.2 Interruption of Continuous Extraction The continuous operating period ended after day 36 when the back-
pressure of the wastewater being pumped down the membrane modules rose suddenly to over 0.5 bar. This caused a relief valve in the wastewater line to open and flow through the membranes ceased. Examination revealed that the membranes, and pipework downstream from the membranes, had blocked. The membrane tubes were removed from the membrane tank and some of them were opened up to reveal crystals of a black material, which were obviously blocking the flow. This black material dissolved readily in dichloromethane. When injected onto the GC, it was identified as 84% (by peak area) 4NDPA.
The blockage corresponded to a dark-coloured organic phase being present in the wastewater due to insufficient upstream phase separation. This organic phase is probably organic product phase from the 4NDPA reaction. This mixture of aniline, 4NDPA and other compounds was initially liquid (aniline acts as a solvent for 4NDPA). In passing through the membranes, the aniline was stripped leaving the 4NDPA originally present in the liquid mixture as crystals in the membrane tubes.
Filtration methods to avoid entry of this organic phase in the membrane tube were attempted, however frequent cleaning and filter changes are required and the filters were unable to prevent the passage of liquid solvents, and so were not sufficiently reliable or effective.
4.3 Batch Extraction To overcome these practical challenges, the pilot plant was reconfigured
to extract aniline from wastewater batches, with the acidic stripping solution flowing inside the membrane tube and the wastewater in the membrane tank as shown in Figure 3. 770 L of wastewater was treated in each run. The same membrane area was used for batch and continuous extraction, and the membrane tank was kept at the same temperature (50~ pH in the stripping solution was controlled at 1.5 using a 11% HC1 solution. A re-circulating flow rate of 80 L.h -1 was used in the stripping solution. In this configuration the wastewater, with the tar or organic phases when they are present, were pumped directly to the membrane tank without filtration. Membrane blockage was avoided since the solution inside membrane tube is the stripping solution in which no blockage material was present. Figure 10 shows aniline concentration initial and final
176

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
' ~ 1 7 6
~" 6 . b o~ 80
5- '
4 60"~
~- ! 40=o
< ] 20
0 - t - - ' , ' ' , ' ' , ' ' , ' ' , " , ' ' , ' ' , ' ' , ' ' , ' ' , " , ' ' , ' ' , ' ' , ' ' , ' ' , - - ' , ' ~ , ' = ' , - - ' = 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
m Aniline inlet 1::::21 Aniline outlet--*-Aniline removal I Batch Number J
Figure 10: Batch operation pilot plant data: aniline initial and final concentration in each batch, aniline removal in each batch.
concentration for each of the batch runs and the respective removal efficiency. Batch extraction was on average 22 hours in duration. An average of 90% removal over all the 21 batches was achieved. Aniline removal can easily be increased by increasing the membrane area/ membrane tank volume ratio (values of 100 m2m 3 are easily obtainable). The stripping solution aniline concentration increases from 80g.L -1 to 160 g.L -1. The theoretical steady state of 240 g.L 1 which corresponds to 11% HC1 solution used was not reached in the time span of the trial.
An average value for overall mass transfer coefficient of 4.2 xl0 "7 m.s "1 was calculated during the pilot plant batch extractions. This value is comparable
to the average value obtained in laboratory scale continuous extraction (4.8x10-
7 m.s-1), and higher than 2.7 x 10 -7 m.s 1, the value obtained during continuous operation of the pilot plant. The mass transfer rate in the continuous pilot plant most probably decreased due to partial blockage of some tubes by tarry solids.
4.4 Recovery Stage Aniline recovery from the acidic stripping solution enriched in anilinium
chloride was achieved by neutralization using a 33% NaOH solution. A total of 128 L of aniline rich phase was recovered with a composition of 95 wt% aniline, 2.4 wt% Toluidine and 2.6 wt% water. The average aniline concentration in the salt under layer is 4 g.L -1. The purity of aniline obtained was high enough to allow it to be re-used in 4NDPA production.
177

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
5. PROCESS ECONOMICS
Aniline price at time of writing is about $0.75 Kg l, and hence it is not one of the more valuable aromatics in the market. Nevertheless due its
Table 2: Case Study - Process economics of MARS process using fluoroaniline as an example.
environmental impact, aniline removal is necessary and MARS provides a considerable economic advantage to alternative processes, although details cannot be provided here for commercial reasons.
However, an example of MARS to recover a more valuable chemical is given in the Case Study contained in Table 2. The commercial value of fluoroaniline
is ten times the aniline value (around $7.5 kg-1). In the example given the
treatment of 10 m3 d-1 wastewater with a 5 g L -1 fluoroaniline concentration is considered. The MARS process in this case is able to deliver a net benefit through the value of the recovered fluoroaniline.
6. CONCLUSIONS
MARS is a novel process coupling detoxification and recovery. It is capable of achieving high recovery efficiencies, and producing a relatively pure stream of recovered organics.
At the laboratory scale, MARS has proven to be a successful process for removing and recovering aniline and phenol, with a recovered purities of 95% and 86.5% respectively, pH is an important parameter which controls the driving force across the membrane and consequently the removal efficiency of the aromatic from the wastewater. Anilinium and phenate salts were accumulated in the stripping solution to high concentrations, allowing further recovery by neutralization. The strip feed solution (HC1 or NaOH) concentration is a key parameter that controls the aromatic concentration at steady state in the stripping
178

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
solution. The salting out effect, resulting from high concentrations of NaC1 in the aqueous phase after neutralization, has a positive effect on the phase separation, decreasing the water concentration in the organic phase and the aromatic concentration in the aqueous phase.
At pilot plant scale MARS was proven able to recover aniline from an industrial wastewater in a good purity. MARS was shown to be easily scaled up based on membrane area. Using different configurations, MARS was adapted to deal with a common problem in membrane technology, that is membrane blockage by tarry solids or organics precipitation.
The MARS process can utilise very simple nonporous rubber tubes as membranes. Mass transfer is relatively low, but these membranes are relatively cheap. This is a key area where we expect to improve the process over the next months. MARS has low energy requirements because it exploits the acid-base functionality of aromatic acids and bases to produce a driving force based on the chemical energy contained in NaOH or HC1. The process can be carried out at conditions of pressure and temperature which are near ambient throughout all items of equipment. MARS does not rely on volatility of organics (or any phase transition), so can recover organics which membrane technologies such as pervaporation cannot reach. Finally, MARS has been shown to be promising for industrial application to recovery of a larger range of aromatics than phenol and aniline. Examples include amines, phenolics and pyridines.
R E F E R E N C E S
[ 1 ]
[2]
[3]
[4]
[5]
[6] [7]
[8]
[9]
[10]
Chiang P.C., Chang E.E., Wu J.S.: Comparison of chemical and thermal regeneration of aromatic compounds on exhausted activated carbon. Wat. Sci. Tech. 35-7 (1997) 279. Orshansky F., Narkis N.: Characteristics of organic removal by PACT simultaneous adsorption and biodegradation. Wat. Res. 31-3 (1997) 391. Cha T., Glasgow: Sorptive reclamation of phenol from coal conversion wastewater. Ind. Eng. Chem. Res 22 (1983)198. Pahari P.K., Sharma M.M.: Recovery of heterocyclic amines from dilute aqueous waste streams. Ind. Eng. Chem. Res.30 (1991) 1980. Fox C.R. Plants uses prove phenol recovery with resins. Hydrocarbon processing 11 (1978) 269. Fox C.R. Remove and recover phenol. Hydrocarbon processing 7 (1975) 109. Fox C.R.: Removing toxic organics from waste water. Chem. Eng. Process. 8 (1979) 70. Ferguson G.U.: Phenol recovery using polymeric adsorbent resins. Chem. Ind.8 (1982) 567. Teramoto M., Takihana H., Shibutani M.Yuasa T., et al: Extraction of amine by W/O/W emulsion system. J. Chem. Eng. Jap. 14-2 (1981) 122. Jagirdar G.C., Sharma M.M.: Separation of close boiling substituted Anilines: Gas- liquid vs Conventional liquid-liquid dissociation extraction. J. Separ. Proc. Technol.2- 4(1981)7.
179

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
[23]
[24]
[25]
[26]
[27]
[28]
[29]
[30]
[31]
Wadekar V.V., Sharma M.M.: Separation of close boiling organic acids/bases by dissociation extraction: Binary and Ternary Systems: Substituted anilines; Binary system with thermally regenerative extractant: Chlorophenols. J. Sep Proc. Tech.2-2 (1981)28. Medir M., Arriola A., Mackay D., et al: Phenol recovery from water effluents with mixed solvents. J. Chem. Eng. Data 30 (1985) 157. Jagirdar G.C., Sharma M.M.: Recovery and separation of mixtures of organic acids from dilute aqueous solutions. J. Separ. Proc. Technol.l-2, (1980) 40. Netke S.A., Pangarkar V.G.: Extraction of naphthenic acid kerosene using porous and nonporous polymeric membranes. Sep. Sci. Technol. 31 (1996) 63. Krishnakumar V.K., Sharma M.M.: A novel method of recovering phenolic substances from aqueous alkaline waste streams. Ind. Eng. Chem. Process Des. Dev. 23(1984)410. Devulapalli R., Jones F: Separation of aniline from aqueous solutions using emulsion liquid membranes. J. Hazard. Mater. B.70 (1999) 157. Boyadzhiev L., Besenshek E., Lazarova Z.: Removal of phenol from waste water by double emulsion membranes and creeping film pertraction. J. Memb. Sci.21 (1984) 137. Thien M.P., Hatton T.A.: Liquid emulsion membranes and their applications in biochemical processing. (2001) 819. Gadekar P.T., Mukkolath A.V., Tiwari K.K.: Recovery of nitrophenols from aqueous solution by a liquid emulsion membrane system. Sep. Sci. Technol. 27 (1992) 427. Kataoka T., Nishiki T., Kimura S.: Phenol permeation through liquid surfactant membrane-Permeation model and effective diffusivity. J. Memb. Sci. 41 (1989) 197. Kakoi T., Goto M., Natsukawa S., et al: Recovery of phenols using liquid surfactant membranes prepared with newly synthesized surfactants. Sep. Sci. Technol.31-1 (1996) 107. Ulbrich M., Marr R., Draxler J.: Selective separation of organic solutes by aqueous liquid surfactant membranes. J. Memb. Sci.59 (1991) 189. Terry R.E., Li N.N., HO W.S.: Extraction of phenolic compounds and organic acids by liquid membranes. J. Memb. Sci. 10 (1982) 305. Kiani A., Bhave R.R, Sirkar K.K.: Solvent extraction with immobilized interfaces in a microporous hydrophobic membrane. J. Memb. Sci.;20 (1984) 125. Ho S.V.: A supported Polymeric Liquid Membrane Process for Removal of Carboxylic Acids from a Waste Stream. Environ. Prog. 18-4 (1999) 273. Ho S.V. Extracting organic compounds from aqueous solutions. (1996) US. Patent 5512180. Ho S.V. Solid poly-amphiphilic polymer having use in a separation process. (1996) US. Patent 5,552,053. Ho S.V. Supported liquid membrane and separation process employing some. (1996) US. Patent 5507949. Ho S.V., Sheridan P.W., Krupetsky E.: Supported polymeric liquid membranes for removing organics from aqueous solutions I. Transport characteeristics of polyglycol liquid membranes. J. Memb. Sci. 112 (1996) 13. Meckl K., Lichtenthaler R.N.: Hybrid process using pervaporation for the removal of organics from process and waste water. J. Memb. Sci. 113 (1996) 81. Lipnizki F., Hausmanns S., Ten P.K., et al: Organophilic pervaporation: prospects and performance. Chem. Eng. J. 73 (1999) 113.
180

Membrane Aromatic Recovery System (MARS) - A New Process For Recovering Phenols And Aromatic Amines From Aqueous Streams - Livingston
[32]
[33]
[34]
[35]
[36]
[37]
[381
Ray S.K., Sawant S.B., Joshi J.B., et al: Perstraction pf phenolic compounds from aqueous solution using a nonporous membrane. Sep. Sci. Technol. 32-16 (1997) 2669. Klein E., Smith J.K., Weaver R.E.C., et al: Solute Separation from Water by dialysis II. The separation of Phenol by Downstream Conjugation. Separ. Sci. 8-5 (1973) 592 Klein E., Smith J.K., Wendt R.P., et al: Solute Separation from Water by dialysis I. The separation of Aniline. Separ. Sci. 7-3 (1972) 285. Brookes P.R, Livingston A.G.: Aqueous-aqueous extraction of organic pollutants through tubular silicone rubber membranes. J. Memb. Sci. 104 (1995) 119. Bennett M., Brisdon B.J., England R., et al: Performance of PDMS and organofunctionalised PDMS membranes for the pervaporative recovery of organics frm aqueous streams. J. Memb. Sci.137 (1997) 63. Castelo-Ferreira F., Han S., Livingston A.G.: Recovery of Aniline from Aqueous Solution using the Membrane Aromatic Recovery System (MARS). Ind. Eng. Chem. Res. (2002) In Press. Han S, Castelo-Ferreira F., Livingston A.G.: Membrane aromatic recovery system (MARS) -a new membrane process for the recovery of phenols from wastewaters. J. Memb. Sci. 188-2 (2001) 219.
181