Embed Size (px)
DESCRIPTION
Membrane
Citation preview

1) TheoryMembrane bioreactor (MBR) technology, which is a combination of biological-activated sludge process and membrane filtration is widely spread, and accepted in recent years for the treatment of many types of wastewaters, while the conventional activated sludge (CAS) process cannot cope with poor sludge settle ability and this does not allow to keep high mixed liquor suspended solids (MLSS) concentration in the biological reactors. Complete solids removal, a significant disinfection capability, high rate and high efficiency organic removal and small footprint are common characteristics regardless the wastewater type to be treated or the commercial process used (Stephenson et al., 2001) MBR technology is also used in cases where demand on the quality of effluent exceeds the capability of CAS. Although MBR capital and operational costs exceed the costs of conventional processes, due to more stringent regulations, and lack of space prevent to add new treatment units the upgrade from CAS to MBR can be necessary when it comes improve treatment performances. Along with better understanding of emerging contaminants in wastewater, their biodegradability, and with their inclusion in new regulations, MBR may become a necessary upgrade of existing technology in order to fulfill the legal requirements in wastewater treatment plants (WWTPs).
MBR configurations
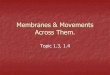
Figure 1. Schematic diagrams of basic membrane bioreactor configurations Yamamoto et al. 1989: (a) MBR with external membrane module and (b) MBR with immersed membrane module.
i) Internal/submergedThe filtration element is installed in either the main bioreactor vessel or in a separate tank. The membranes can be flat sheet or tubular or combination of both, and can incorporate an online backwash system which reduces membrane surface fouling by pumping membrane permeate back through the membrane. In systems where the membranes are in a separate tank to the bioreactor, individual trains of membranes can be isolated to undertake cleaning regimes incorporating membrane soaks, however the biomass must be continuously pumped back to the main reactor to limit MLSS concentration increase. Additional aeration is also required to provide air scour to reduce fouling. Where the membranes are installed in the main reactor, membrane modules are removed from the vessel and transferred to an offline cleaning tank.

ii) External/sidestreamThe filtration elements are installed externally to the reactor, often in a plant room. The biomass is either pumped directly through a number of membrane modules in series and back to the bioreactor, or the biomass is pumped to a bank of modules, from which a second pump circulates the biomass through the modules in series. Cleaning and soaking of the membranes can be undertaken in place with use of an installed cleaning tank, pump and pipework.
Table 1: Comparison between submerged and external MBR

2) Operating principles
Figure 2: Operating principle of a membrane in a membrane bioreactor.
Membrane Bioreactors combine conventional biological treatment (e.g. activated sludge) processes with membrane filtration to provide an advanced level of organic and suspended solids removal. When designed accordingly, these systems can also provide an advanced level of nutrient removal. In an MBR system, the membranes are submerged in an aerated biological reactor. The membranes have porosities ranging from 0.035 microns to 0.4 microns (depending on the manufacturer), which is considered between micro and ultrafiltration.
Filtration is defined as the separation of two or more components from a fluid stream.In conventional usage, it usually refers to the separation of solid or insoluble particles from a liquid stream. Membrane filtration extends this application further to include the separation of dissolved solids in liquid streams, and hence membrane processes in water treatment are commonly used to remove various materials ranging from salts to microorganisms. Membranes processes can be categorized in various, related categories, three of which are: their pore size, their molecular weight cut-off; or the pressure at which they operated. As the pore size gets smaller or the molecular weight cut-off decreases, the pressure applied to the membrane for separation of water from other material generally increases.
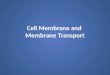
In the Figure 3, pressure driven membrane processes from micro-filtration to reverse osmosis are specified with the respective pore size. The separation involved in the micro-filtration (MF) can deal with removal of particulate or suspended material ranged in size from 0.1 to 10 μm. On the other hand, ultra-filtration (UF) is usually used to recover macro-molecules in the 0.01 to 0.1 μm range. Whereas nano-filtration (NF) can deal with removal of particulate 0.001 to 0.01 μm. Reverse osmosis (RO) membranes are capable of separating materials less than 0.001 μm. The operation of RO requires very high pressure sometimes as high as 150 bar in order to overcome the osmotic pressure; whereas the hydrodynamic pressure required to include flow through micro-filtration and ultra-filtration membranes are generally in the region of 0.1 to 10 bar.

Figure 3: pressure driven membrane processes from micro-filtration to reverse osmosis are specified with the respective pore size.
This level of filtration allows for high quality effluent to be drawn through the membranes and eliminates the sedimentation and filtration processes typically used for wastewater treatment. Because the need for sedimentation is eliminated, the biological process can operate at a much higher mixed liquor concentration. This dramatically reduces the process tankage required and allows many existing plants to be upgraded without adding new tanks. To provide optimal aeration and scour around the membranes, the mixed liquor is typically kept in the 1.0-1.2% solids range, which is 4 times that of a conventional plant.
3) ApplicationsMembrane bioreactor (MBR) is the combination of a membrane process like microfiltration or ultrafiltration with a suspended growth bioreactor, and is now widely used for municipal and industrial wastewater treatment with plant sizes up to 80,000 population equivalent (i.e. 48 million liters per day).
Municipal TreatmentThe filtration of municipal activated sludge is an ideal application for MBR treatment, Research completed by Rosenberger et al., (2002) found that an MBR system could be used to treat municipal waste water. A Zenon pilot MBR was operated for 535 days to study the treatment characteristics of the system. The pilot unit was equipped with three compartments for aeration, filtration, and denitrification. Hollow fiber Zeeweed membranes with a 0.2 pm pore size were used, with a 35 second back-flush every ten minutes. A maximum TMP of 0.5 bar was allowed. The raw wastewater had a mean concentration of 786 mg/L COD, 49 mg/L NH4¬N, 12 mg/L PO4-P, and MLVSS of 32%. The HRT varied from 10.4 to 15.6 hours, with a corresponding volumetric loading rate of 1.1 to 1.7 kg COD/m3d. The MBR system was found to achieve 100% suspended solids removal, 95% COD reduction, 100% nitrification, and 82% denitrification. These results correlate with pilot studies completed by Cote et al., (1997) in Indio, California and Maisons-Laffitte, France. In addition 6 log removal of total coliforms and 4 log removal of bacteriophages were found.
The largest operating municipal treatment MBR system in North America is located in Traverse City, Michigan and capable of treating 8.5 MGD. Expansion of the conventional wastewater treatment plant began in 2002. The site was severely limited in the amount of space for

expansion. Given the community desire for high quality effluent, MBR was the ideal choice. The use of MBR technology allowed a 40% increase in capacity within the same footprint. The biological nutrient removal process used was a modified University of Cape Town flow configuration. The process was designed with three recirculation zones due to the high DO concentration in the membrane tank. The MBR unit began operation in summer 2004 and is able to achieve effluent phosphorous concentration of 0.2 mg/L. (Crawford and Lewis, 2005).
Industrial TreatmentMBR technology is also well suited for the treatment of industrial wastes. Most industrial wastes are high strength and nutrient limited, which generally leads to poor settling biomass, making the use of membranes ideal. Industrial applications for reuse are quite common and rely on membrane systems to provide high quality recycled process water. Industrial plants commonly consume more than a million gallons of potable water per day as process water. Reduction of industrial consumption through reuse can have a major impact on local environments and water availabilities.
Scott and Smith (1996) studied the application of an MBR system for the treatment of ice-cream production waste. Despite a higher initial cost, a 0.2 pm ceramic membrane was used due increased longevity and previous experience in industrial applications. The ceramic membrane was used for both filtration and aeration. The waste stream contained COD levels between 8000 — 10000 mg/L and BOD levels between 2000 — 4000 mg/L at a temperature of 22 - 32°C. The waste stream had a BOD:N:P ratio of 1000:1:5 (compared to an ideal conventional treatment ratio of 100:1:5). COD removals ranged between 83 and 97%, and BOD removals ranged between 90 and 98% depending on the system configuration. Another advantage of the MBR system was the ability of the system to maintain a stable pH of 6 — 8, even at feed concentrations over 10. This was attributed to the presence of lactic acid bacteria.
Murray et al. (2005) presented the application of MBR treatment to beverage manufacturing waste. The MBR process was chosen due to its ability to treat a highly variable, high temperature high strength waste, without the need for settling. The limited space available and the high quality water for reuse made MBR the ideal choice. The bottling wastewater had an abnormal nutrient profile high in H, 0, and S (Figure 8). The regulation of nutrients within the MBR had a large effect on process performance. Upon start-up the system had a flux rate of 26 gal/ft2d and required cleaning every 2 — 7 days. Adjustment of the nutrient deficiency improved the flux rate to 53 gal/ft2d and reduced cleaning requirements to once every 30 days. A C:N:P ratio of 100:10:2 was found to provide the best results.
Water ReclamationThe use of MBR technology for reclamation is a rapidly expanding application. MBR technology is well suited for reuse treatment due to its small footprint and relatively easy operation. Small MBR systems can be designed to pull wastewater directly from the sewer at the remote points of reuse, eliminating the need for large central treatment plants and redistribution. MBR effluent is ideal for further treatment by reverse osmosis. The high quality of the MBR permeate allows increased RO flux with reduced fouling. Following RO treatment the water generally meets or exceeds all drinking water standards and may be even higher in quality than "virgin" water. Despite the high water quality public acceptance within the US is difficult. Studies have suggested that a hierarchy of acceptable use exists (Howell, 2004).

4) Advantages & disadvantagesAdvantages Disadvantages• Small footprint• Reuse opportunities• High quality effluent• Nutrient credit potential• Robust biological process• Modular system – expandable• Reduced disinfection requirements• Capital and operational costs on decreasing trend
• Limited flow capacity – equalization required• Membranes subject to fouling and failing• High capital and operating costs• Cleaning chemicals necessary• Increased foam potential• Fine screening required• More complex operations
5) Economics/price/operational cost
Although MBR capital and operational costs (membranes, oxygen utilisation, expert design, etc.) exceed the costs of conventional process, it seems that the upgrade of conventional process occurs even in cases when conventional treatment works well. This can be related to increase of water prices and the need for water reuse as well as with more stringent regulations on the effluent quality.
6) Related safety/environmental issues

References1. Stephenson T., Judd S., Lefferson B., Brindle K.(Eds.), Membrane Bioreactors for Wastewater
Treatment, IWA Publishing, London, 2001.2. Yamamoto K, Hiasa M, Mahmood T, Matsuo T (1989), Water Sci Technol
21433. Rosenberger et al., (2002) found that an MBR system could be used to treat municipal waste
water4. Cote, P.; Buisson, H.; Pound, C.; Arakaki, G. (1997) Immersed Membrane Activated Sludge for
the reuse of Municipal Water. Desalination., 113, 189.5. Crawford, G; Lewis, R. (2005) Traverse City: North America's Largest Operating MBR Facility.
Conference Proceedings 2005 AWWA Membrane Technical Conference.6. Scott, J.A.; Smith K.L. (1996) A Bioreactor Coupled to a Membrane to Provide Aeration and
Filtration in Ice-Cream Factory Waste Water. Water Resources., 31, 1, 69.7. Murray, C.W.; Abreu, L.H.; Husband, J.A. (2005) Three Liters of Soda in a Two Liter Bottle:
The use of Membrane Bioreactors at a Bottler's WWTP. Conference Proceedings 2005 AWWA Membrane Technical Conference.
8. Howell, J. A. (2004) Future of Membranes and Membrane Reactors in Green Technologies and for Water Reuse. Desalination., 162, 1.