Embed Size (px)
Citation preview

MEGAGLOSS Application Guide
1
MEGAGLOSS APPLICATION GUIDE

MEGAGLOSS Application Guide
2

MEGAGLOSS Application Guide
3
MEGAGLOSS Application Guide
Application Manual for
Megayacht Professional Topside Coating Systems
Version Dec 09
Foreword
These guidelines should be used with Jotun’s product technical data sheets. These guidelines do not cover substrate preparation (i.e. prep of steel, aluminium, FRP, gel-coat, wood etc). For information on this subject consult product technical data sheets, the technical coating specification (if applicable) and Jotun’s Marine Coating Manual.
The recommendations herein are given in good faith and are founded on the experience and knowl-edge of Jotun’s yachting division as of March 09. For further clarifications or to verify that this is the most up-to-date version of the document please contact your local Jotun office or Jotun’s yachting headquarters in Barcelona: [email protected].
Contents
Introduction ............................................................................................................................. 4
1.0 Coating & filler application fundamentals .......................................................................... 52.0 Coating application in general ........................................................................................... 63.0 Solvent-free fillers/fairing compounds: application and sanding .......................................... 74.0 Priming/sealing the filler and undercoating/final priming before topcoating ........................105.0 Topcoat application ...........................................................................................................126.0 Masking-off and taping .....................................................................................................147.0 Spot refinishing/touch-up painting .....................................................................................148.0 Quality standards: evaluating results ..................................................................................149.0 Maintenance of Megagloss during service ..........................................................................17Index .......................................................................................................................................18
Attachments
Appendix I: Guide to the Safe Use of Epoxy Fillers .....................................................................19Appendix II: Environmental Control for Applying High Gloss Finishes on Superyachts .................30Appendix III: Guidelines for Spray Applying Megagloss Linear Polyester-polyurethane Topcoat....33Appendix IV: Guidelines for Spot Refinishing/Touch-Up Repainting with Megagloss ...................36Appendix V: Procedure for the Inspection and Evaluation of Gloss Level ....................................39Appendix VI: Guidelines for Repairing Megagloss by Polishing and/or Ultra-fine Sanding............41

MEGAGLOSS Application Guide
4
Introduction
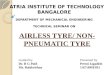
The recommendations herein should be followed when applying Jotun Megayacht Professional coat-ing systems onto the above-waterline exteriors of superyachts. Jotun defines “superyachts” as pri-vately-owned vessels used for leisure purposes with lengths of approximately thirty metres or more. However, smaller yachts may use the same kind of coating system, which incorporates a high-gloss polyurethane finish on a faired (with epoxy filler) surface. One such system is shown on the drawing below. Note that the boot top and the hull below boot top are shown in the drawing in order to clarify the transition from topside coating system to underwater hull system. That shown below is typical but, variations on it are common according to the requirements of different customers.
This drawing is indicative and is not to scale
Product Description
MEGAGLOSS High-gloss linear polyester-polyurethane topcoatMEGASPEED UNDERCOAT Fast-drying semi-gloss acrylic-polyurethane undercoatMEGAPRIMER Sandable epoxy primer/sealer. May be used as an undercoat if desiredMEGAFILLER SMOOTH High density solvent-free epoxy fine/finishing filler. Density: 1,7 g/ccMEGAFILLER Ultra-lightweight solvent-free epoxy filler. Density: 0,57 g/ccMEGAFILLER HOT CLIMATE Very lightweight solvent-free ep. filler with extended work time/potlife. Density: 0,63 g/ccMEGAFILLER MULTI Lightweight solvent-free epoxy filler with increased resinity. Density: 0,88 g/ccMEGAYACHT IMPERIAL AF Self-smoothening hydrolyzing silyl antifouling. IMO-compliant, LR certifiedMEGASEALER Medium/high solids epoxy-vinyl sealer/tiecoat for antifoulingMEGACOTE High solids fast-cure abrasion-resistant epoxy for use on most substrates. GL certified
Hull abovewaterline
Hull belowboottop
Boottop(faired and antifouled)
3 x 25 (75) µ MEGAGLOSS
50 µ MEGASPEED UNDERCOAT GREY
125 µ MEGAPRIMER WHITE
125 µ MEGAPRIMER GREY
500 µ MEGAFILLER SMOOTH
60,000 µ MEGAFILLER o MEGAFILLER MULTI
2 x 90 µ MEGAYACHTIMPERIAL ANTIFOULING
125 µ MEGASEALER GREY
125 µ MEGACOTE OFF-WHITE
125 µ MEGACOTE ALUMINIUMRED TONED
Substrate
Designated waterlineActual waterline

MEGAGLOSS Application Guide
5
1.0 Coating & filler application fundamentals
1.1 Solvent cleaning surfaces for painting or filling should be carried out with aromatic thinners only (aliphatic thinners tend to be somewhat oily). Any of the following Jotun thinners may be used: Thinner No. 4, No. 7, No. 10, No. 17, No. 18, No. 19 or No. 23. However, Thinner No. 18 is recommended for its relatively mild smell, medium rate of evaporation and relatively high flash point of 47°c. For faster evaporation, use Thinner No. 19 or No. 4.
1.2 Coatings and fillers should be applied when the relative humidity is no higher than 85% and when the substrate is at least 3ºc higher than the dew point of the air. When applying Mega-gloss, best results are achieved when the humidity is below 80%. Application of Megagloss in 85% RH is acceptable but, it is then vital that the humidity in the painting environment does not increase for the duration of the through-dry time stated in the product technical data sheet.
1.3 The following application temperature ranges should be respected for both the substrate and the air:
Megafiller, Megafair, Megafiller Smooth 10ºC – 35ºC Megafiller Hot Climate 15ºC – 50ºC Megagloss, Megagloss RQ, Megaspeed Undercoat 10ºC – 40ºC Megasealer, Megamastic 10ºC – 45ºC Megaprimer, MY. Imperial Antifouling, MY. Royal Antifouling 5ºC – 45ºC Megacote -5ºC – 50ºC
1.4 After careful and thorough mixing of two-component paint, induction/reaction time in the can should be allowed before applying (see product technical data sheets). This helps to ensure quick/efficient curing, particularly in cold conditions. The same applies if mixing fillers in cold conditions.
1.5 When applying paints or fillers, the application subcontractor should record:
1. Date of application2. Position/location on the yacht 3. Product and dry film thickness to be applied4. Cleaning and surface prep carried out5. Ambient conditions: air temperature, substrate temperature, relative humidity6. Time of application7. Wet film thickness measured8. Relevant product batch numbers (including thinner/s)Furthermore, for large-scale Megagloss applications additional data should be recorded: 9. Solvent/s used10. Percentage of solvent added and the resultant viscosity (if measured)11. Time duration between wet-on-wet coats.

MEGAGLOSS Application Guide
6
2.0 Coating application in general
2.1 When applying solvent-based coatings in enclosed spaces, forced ventilation should be providd to ensure safe drying conditions. When arranging ventilation it should be understood that sol-vent fumes, being heavier than air, will accumulate at the bottom of the painting space.
2.2 Compressed air supply to spraying equipment and air-powered surface preparation tools should be fitted with oil and water trap/s.
2.3 Megagloss should be applied in a `dust-free´ environment. For best results use forced and fil-tered air supply at the top of a sealed painting space and filtered outlets all around the bottom of the space. This subject is covered in detail in part 5.
2.4 Painters should use wet film thickness gauges in order to achieve specified film thicknesses.
2.5 The following air-fed and airless spray equipment specifications are recommended:
Air-fed gun, tip Air-fed gun, Airless gun, tip Product orifice diameter pressure on the trigger´ orifice diameter
Megacote, 2.0 – 2.4 mm 5.0 kp/cm2 0.58 – 0.79 mmMegasealer
Antifoulings 1.8 – 2.2 mm 5.0 kp/cm2 0.58 – 0.79 mm
Megaprimer 1.8 – 2.2 mm 5.0 kp/cm2 0.58 – 0.79 mm
Megaspeed 1.3 – 1.5 mm 4.0 kp/cm2 not recommendedUndercoat
Megagloss 1.1 – 1.3 mm 3.5 kp/cm2 not recommended
2.6 When applying by brush or roller, solvent-resistant brushes and rollers should be used. The fol-lowing types are recommended:
Product Brush Foam roller Natural-hair roller
Megacote, mohair/natural 4 mm nap medium: 9mm napMegasealer
Antifoulings mohair/natural 2-4 mm nap medium or short
Megaprimer mohair/natural 2-4 mm nap medium or short
Megaspeed mohair/natural 2 mm nap short: 4 mm napUndercoat
Megagloss not recommended not recommended not recommended
Megagloss RQ ox or badger hair 2 mm nap short: 4 mm nap

MEGAGLOSS Application Guide
7
2.7 When sanding fillers or coatings in preparation for application of the next layer, the follow-ing grades of sandpaper are suitable:
Product Sandpaper grade of roughness
Megafiller, Megafiller Hot Climate P60 – P100 (medium)
Megafair, Megafiller Smooth P60 – P180 (medium to fine)
Megacote, Megamastic, Megasealer P150 – P180 (fine)
Megaprimer P180 – P220 (fine to very fine) *
Megaspeed Undercoat, Megagloss P400 (extra fine) **
* Not suitable if applying Megagloss direct onto Megaprimer (i.e. if omitting Megaspeed Under-coat) because scratch-marks will show in the topcoat. Use P400.
** Assumes that the subsequent coat is Megagloss.
2.8 For more information on coating application consult the product technical data sheets, Jotun’s Marine Coating Manual or contact Jotun.
3.0 Solvent-free epoxy fillers/fairing compounds: application and sanding
3.1 Filler/fairing compound should be applied onto yachts that are under cover and protected from rainwater and condensation. If sanded filler becomes wet, it may take longer to dry than other surfaces.
3.2 Exposure to epoxy filler dust during sanding carries heath risks. Precautions must be taken. Refer to Appendix I: Guide to the Safe Use of Epoxy Fillers.
3.3 During summer, filler is best kept in a cool place in order to maximise potlife and working time after mixing the base and hardener (components “A” and “B”).
3.4 Thinner should never be added to solvent-free epoxy fillers.
3.5 Before filler is applied (by trowel or float), the substrate should be primed. The primer, if past its maximum-recoat time, should be sanded for roughness using fine sandpaper: P150, for example.
3.6 The primed surface should be examined for high and low areas and for indentations deeper than 0.5 mm. These are then marked. Before starting full application with filler, all marked indentations should be spot-filled and the filler allowed to through-dry. This ensures that all indentations are well filled and it permits a smooth and even first full application, first `pull´, of filler.

MEGAGLOSS Application Guide
8
3.7 Filler should be applied onto workable areas per application. This means areas which are easily covered within the working time and potlife of the product (see 3.11). For flat surfaces use long floats – as long as is practical for the surface being faired.
3.8 Apply filler in thin layers starting on the `lows´ and working out towards the `highs´. Several applications may be needed to evenly fill large areas.
3.9 Moderating filler thickness per layer serves to minimise the formation of air vacuoles and re-duces shrinkage-stress within the cured filler film. It is recommended that each layer be applied up to about 5 mm when using Megafiller Multi, and 10 mm when using Megafiller or Mega-filler Hot Climate. However, maximum thickness per applied layer is dependent on a number of factors – contact Jotun for more advice.
3.10 Approximate working times after mixing Jotun fillers, which are related to their potlives, are shown below. Note that a long potlife/working time does not necessarily mean a long dry-for-sanding time (see 3.12).
Product @ 10 ºC @ 21 ºC @ 35 ºC
Megafiller 60 mins 30 mins 15 mins
Megafiller Hot Climate 3 hrs 90 mins 45 mins
Megafiller Multi 90 mins 45 mins 25 mins
Megafiller Smooth 90 mins 45 mins 25 mins
3.11 Each filler application should be left to adequately dry before being sanded. Approximate dry-for-sanding times:
Product @ 10 ºC @ 21 ºC @ 35 ºC
Megafiller 72 hrs 18 hrs 12 hrs
Megafiller Hot Climate 72 hrs 18 hrs 12 hrs
Megafiller Multi 62 hrs 15 hrs 10 hrs
Megafiller Smooth 48 hrs 14 hrs 10 hrs
Note: sanding properties continue to improve after the above minimum times. Furthermore, epoxy sanding dust becomes more inert/less chemically-aggressive to workers’ skin and respiratory systems as it cures. Therefore, it is recommended that filler be left to cure for as long as possible before sand-ing.

MEGAGLOSS Application Guide
9
3.12 To verify absolutely that the epoxy filler’s base and hardener was correctly mixed, it should be tested for hardness after the full curing time in the product technical data sheet using a Shore Scale of Hardness testing device. The following results should be achieved:
Shore scale `D´ Shore scale `D´
Product specification hardness* minimum hardness
Megafiller 50 42
Megafiller Hot Climate 55 47
Megafiller Multi 65 55
Megafiller Smooth 75 64
* Approximate figures
3.13 Manually board-sand or machine-sand (with orbital sanders only) the filler using sandpaper grades according to the table below. Note that rotary power sanders are not recommended for fairing. Orbital sanders are also unsuitable on most flat surfaces. Sanding with long boards, as long as is practical, should be used on flat surfaces.
Product Sandpaper grade of roughness
Megafiller, Megafiller Hot Climate P60 – P100 (medium)
Megafiller Multi, Megafiller Smooth P60 – P180 (medium to fine)
3.14 When using plywood guide rails/tracks/ribs for fairing, the grooves left in the filler after re-moval of the rails must be correctly treated before filling. The grooves should be sanded so that they are graduated at about 45°. This ensures that the filler used in the grooves is better adhered to the surrounding filler, meaning less chance of movement and cracks along these grooves during the yacht’s service.
3.15 When spot-filling deep grooves or holes in the filler itself (i.e. deeper than 5 mm), two or more layers of filler should be applied rather than filling with a single application. This ensures that, during the service life of the yacht, any shrinkage or movement of filler is the same in the holes/grooves as that of the surrounding filler. If filled in single applications, spot-filled places may eventually become visible eyesores.
3.16 To help identify highs and lows on the surface during sanding/fairing, the use of a sacrificial `guide-coat´ is recommended. This mist coat of black-pigmented solvent could be described as a `wash´ of black pigment. Use Jotun Thinner No. 4 tinted with Jotun Multicolour Industry Strong Black colourant. Thinner No. 4 is suitable for the following reasons:

MEGAGLOSS Application Guide
10
• Tts fast evaporation ensures that black pigment does not penetrate deeply into the underly-ing coating or filler. Therefore, only a minor greyish stain should remain after sanding (if any staining at all)
• Thinner No. 4 is predominantly isopropanol, which is relatively mild
3.17 Before priming/sealing filler with epoxy primer, pores, small gouges and rough patches in the surface of the fairing compound/build filler (Megafiller or Megafiller Multi) should be closed/finished with high density hand-applied finishing filler, Megafiller Smooth. Further, when ap-plying fine filler onto Megafiller, which is a less resinous/more permeable product than Mega-filler Multi, a full layer of Megafiller Smooth should be applied in order to guarantee a smooth, strong and solvent-resistant surface for priming/sealing. Note: an alternative to full application of Megafiller Smooth over Megafiller is the 1:1 mixing of Megafiller with Megafiller Smooth for the final layer of filler. This is possible because the two products use the same resin-hard-ener combination and are fully compatible with one another. However, this technique adds complexity to the workers’ operation and it should be discussed with a Jotun representative before proceeding.
3.18 The use of fast-drying polyester repair fillers to fill indentations and pores in the surface of Jotun fairing compounds is forbidden. Hand-applied finishing filler, Megafiller Smooth, should be used for this purpose.
3.19 Filler mixing machines, such as those manufactured by D. Bonsink (Netherlands), are recom-mended for large projects. These pumping machines ensure correct mixing of components, fast dispensing, a reduction in material wastage and less air vacuoles in the applied filler film. Large 400-ltr packs of Megafiller, Megafiller Multi and Megafiller Hot Climate are available for use with filler mixing machines. For more information on which machines are approved, please contact Jotun.
3.20 Jotun solvent-free fillers may be spray-applied using very high-pressure twin-fed (per com-ponent) heated airless spray equipment that is designed for spraying `solid pastes´ (up to a certain viscosity). This specialised heavy-duty pumping and spraying equipment should not be confused with the standard airless spray equipment commonly used to spray solvented finish-ing fillers. Please contact Jotun for further information.
3.21 For more information on applying fillers consult the product technical data sheets or contact Jotun.
4.0 Priming/sealing the filler and undercoating/final priming before topcoating
4.1 Assuming that the filler has been well faired, the quality of the finish on the yacht, in terms of gloss and surface texture/DOI (deflection of reflected image), is determined by filler priming/sealing, undercoating/final priming and topcoating.
4.2 When sealing filler with sandable epoxy primer Megaprimer, care shall be taken to ensure that adequate film thickness is applied. Megaprimer serves as a tough barrier to protect the filler from solvent penetration during topcoating. If Megaprimer is heavily sanded, it is necessary to

MEGAGLOSS Application Guide
11
ensure that adequate thickness of Megaprimer remains afterwards. If in doubt, an extra coat of Megaprimer is required.
4.3 Two coats of Megaprimer – the typical system for sealing filler – may be applied without sand-ing the first coat if the second coat is applied within the full cure time of the first coat (see product technical data sheet).
4.4 After applying the final coat of Megaprimer it should be sanded with fine or very fine sandpa-per, P150 to P220, before undercoating. If using Megaprimer as a final primer (i.e. Megagloss topcoat shall be applied direct onto Megaprimer without using Megaspeed Undercoat), Meg-aprimer should be sanded with extra fine sandpaper, P400. The use of sandpaper coarser than P320 can lead to scratch-marks showing through in the topcoat.
4.5 Before final priming/undercoating, the painting environment should be virtually dust-free in preparation for topcoating. By this stage of application the painting space covers, ventilation and air filtration should be excellent. This subject is covered in parts 5.1 and 5.2, and in Ap-pendix II: Environmental Control for Applying High Gloss Finishes on Superyachts.
4.6 Surfaces for undercoating/final priming should be solvent wiped using Jotun Thinner No. 18. Other Jotun solvents may also be used but, No. 18 is recommended for its relatively mild smell, medium rate of evaporation and relatively high flash point of 47°C. For faster evaporation, use Thinner No. 19 or Thinner No. 4. Wipe solvent on with a clean white cotton cloth and then wipe off the solvent with another clean white cotton cloth.
4.7 Before applying Megagloss topcoat, it is recommended that Megaspeed Undercoat be applied. It is not a necessity but, this fast-drying undercoat/final primer serves the following purposes:
• Its semi-gloss finish permits easier visual detection of imperfections than does Megaprimer’s flat/matt finish. This improves the chance to see and repair all defects before topcoating, thereby helping avoid the need to apply topcoat twice
• The low viscosity of Megaspeed Undercoat gives it a superior ability to close pinholes than the more viscous product, Megaprimer
4.8 Pinholes in the surface of Megaprimer or Megaspeed Undercoat should be closed by spatula-application of Megafiller Smooth or Megaprimer. The use of fast-drying polyester repair fillers to close tiny pinholes is only recommended on the final primer before topcoating and only if the polyester filler has been pre-approved by Jotun. The product used to close pinholes before topcoating should have the same or similar colour as the surrounding undercoat/final primer (to ensure that the closed spots do not show through after topcoating).
4.9 The undercoat/final primer should be sanded with extra fine sandpaper, P400. The use of sandpaper coarser than P320 can lead to scratch-marks showing through in the topcoat.
4.10 For more information on Megaprimer and Megaspeed Undercoat consult their product techni-cal data sheets or contact Jotun.

MEGAGLOSS Application Guide
12
5.0 Topcoat application
5.1 Topcoating is a highly skilled part of the application process on superyachts. Typically, two days of preparation are needed before topcoating in order to ensure that the environment is correct and the surface of the undercoat/final primer is ready for topcoating. In fact, superyacht finish-ing is often done at the weekend when all other trades are off-site.
5.2 There are five basic steps (though not the only steps) to be taken when creating the right en-vironment for topcoating:
(1) The entire exterior of the vessel should be washed down with freshwater in copious amounts, as shall scaffolding and staging planks
(2) The painting tent should be constructed with strong, thick plastic sheeting over scaffolding and/or rib framing so that the space is well sealed
(3) All surfaces inside the tent – scaffolding, staging boards and the vessel itself – should be masked-off/covered-up with plastic sheets or tape
(4) Filtered air should be blown in at the upper part of the painting space. Filters should also be placed over many openings cut into the plastic covers all around the lower part of the painting space, creating a top-to-bottom flow of filtered air
(5) Before painting starts, the surface for topcoating is covered and a light `dust-absorption coat´ of clear topcoat is applied onto (a) the interior of the plastic tent (ceiling and sides), (b) the secured-down plastic covering the staging planks and (c) the masking covering the yacht surface. Remaining air-borne dust will be drawn onto the surface of the tacky paint
For further information on the important task of preparing the environment for topcoating, see Ap-pendix II: Environmental Control for Applying High Gloss Finishes on Superyachts.
5.3 Megagloss topcoat may be applied in a one or two-phase application. A two-phase applica-tion incorporates first a sacrificial `show-coat´ of Megagloss that is allowed to cure sufficiently before repair of imperfections (as needed), sanding/matting-down and 2nd-phase topcoat application (i.e. final application). A show-coat serves to:
• Show-up imperfections not detected after undercoating/final priming
• Guarantee that the 2nd/final application will cover/hide the undercoat/final primer
• Shows conclusively whether or not dust control is adequate
• Gives the option of clear-coating for the 2nd/final application *
* The show-coat may serve as a basecoat of colour allowing the second phase application to be done with clear un-pigmented topcoat

MEGAGLOSS Application Guide
13
Initially, show-coating might seem to simply add time and expense to the topcoating operation. However, it (a) makes final priming less critical (i.e. faster), (b) anticipates and budgets for two topcoat applications that might have been needed anyway, and (c) helps to achieve a better result.
5.4 When applying Megagloss in a single phase, it is recommended that three wet-on-wet coats be applied. Three-coat application permits the sprayer to achieve uniform film thickness more easily. This means less chance of sags, runs and curtains. It also means less chance of low spots, poor hiding/opacity and rough patches (caused by inadequate flow/leveling). Further-more, a three-coat application helps ensure adequate build-up of protective clear polyester-polyurethane resin at the surface of the film.
5.5 If applying coloured Megagloss (not clear) in two phases, the 1st phase show-coat may be applied in two wet-on-wet coats rather than three. But, the 2nd phase application should be three wet-on-wet coats, for reasons given in 5.4. If applying Megagloss in two phases and the 2nd application shall be done with clear Megagloss, then the coloured show-coat must properly cover/hide the undercoat/final primer and therefore three wet-on-wet coats are rec-ommended for the show-coat.
5.6 Enough paint sprayers must be utilised for the area being topcoated. Too few sprayers results in excessive time periods between paint overlaps. This can cause poor flow/leveling at the overlaps resulting in surface texture/orange peel/dry spray. Further, sprayers may become ex-hausted if painting too large an area in a single application. Exhaustion causes human error. It is tentatively suggested that at one sprayer be available for every 75 m2 being topcoated. More sprayers might be needed in hot conditions.
5.7 The surface for topcoating should be solvent wiped using Jotun Thinner No. 18. For faster evaporation, use Thinner No. 19 or Thinner No. 4. Wipe solvent on with a clean white cotton cloth and then wipe off the solvent with another clean white cotton cloth. The steps detailed in Appendix II: Environmental Control for Applying High Gloss Finishes on Superyachts should be followed closely at this stage.
5.8 Tack cloth wiping just prior to topcoating is optional but recommended to remove miniscule dust particles remaining on the surface. Tack cloths come pre-saturated with a waxy resin. They should be very gently wiped across the surface of the undercoat. Use tack cloths from a reputable manufacturer. Do not use excessive hand pressure as some resin may be left on the surface. Observe the manufacturer’s instructions on the packaging as some tack cloths must taken out and be left to `breathe´ – they should not be used immediately.
5.9 Plenty of clear plastic paint mixing pots with mixing ratio scales on them such as those used in the automotive refinishing industry should be arranged. Megagloss mixing ratio is 1:1 which denotes 1 part of Megagloss Comp. A to 1 part of Megagloss Comp. B. Thereafter, additional thinner should be added in order to obtain the viscosity recommended in the product technical data sheet.
5.10 When applying Megagloss, consult its product technical data sheet and the recommenda-tions detailed in Appendix III: Guidelines for Spray Applying Megagloss Linear Polyester-poly-urethane Topcoat.

MEGAGLOSS Application Guide
14
6.0 Masking-off and taping
6.1 Premature covering/masking-off, taping, `packing-in´ etc. freshly-applied Megagloss can lead to paint defects such as blushing and loss of gloss. Megagloss should only be long-term masked-off after drying for the full cure time in the product technical data sheet. Temporary masking-off is permissible after Megagloss has been allowed to dry for the through-dry time in the product technical data sheet. Within two days of temporary masking, the paper, plastic or tape should be removed and the topcoat allowed full curing time.
6.2 Masking-off should be by two layers of solvent-resistant paper or breathable plastic (two layers to avoid condensation on the inner side of the covering).
6.3 Wherever tape is used at the perimeter of surfaces for painting, only high-quality tapes such as Soft Edge Foam Tape by 3M should be used. To ensure a fine line, and to stop creeping, the edge of the tape should be pushed down using a very fine grade of sandpaper or a plastic spreader.
6.4 Tapes with excessively sticky adhesives should be avoided as these can leave adhesive residue on the paint film.
7.0 Spot refinishing/touch-up repainting
7.1 The high gloss finish of Megagloss means that a careful procedure for touch-up work should be followed in order to avoid visible lines at the perimeter of the repair. This subject is detailed in Appendix IV: Guidelines for Spot Refinishing/Touch-Up Repainting with Megagloss.
7.2 In some circumstances Megagloss may be repaired by polishing/buffing and/or ultra-fine sand-ing. For more information see Appendix VI: Guidelines for Repairing Megagloss by Polishing and/or Ultra-fine Sanding.
8.0 Quality standards: evaluating results
8.1 In general, the applied coating systems should, upon delivery of the yacht, be free of the fol-lowing defects:
- Rust, blisters, flaking and cracking
- Sags/runs/curtains and fisheye craters *
- Excessive dust inclusion (see 8.3)

MEGAGLOSS Application Guide
15
- Excessive or non-uniform texture/orange peel (see 8.3)
* If very minor and in hidden or hard-to-see places, these defects could be accepted
8.2 Certain measurable standards should be achieved:
8.2.1 Dry Film Thickness: the `80/20 rule´
• At least 80% of DFT readings must reach specification thickness
• Up to 20% of DFT readings may be less than specification thickness
• No DFT readings may be below 80% of specification thickness
Note: measuring individual coating layers in a system, or measuring extremely high thicknesses after filler application, cannot be done with conventional film thickness gauges. An ultrasonic film thickness gauge is required.
8.2.2 To verify absolutely that the epoxy filler’s base and hardener was correctly mixed, it should be tested for hardness after the full curing time in the product technical data sheet using a Shore Scale of Hardness testing device. The following results should be achieved:
Shore scale `D´ Shore scale `D´
Product specification hardness* minimum hardness
Megafiller 50 42
Megafiller Hot Climate 55 47
Megafiller Multi 65 55
Megafiller Smooth 75 64
* Approximate figures
8.2.3 Destructive pull-off testing to standard ISO 4624 in order to establish the adhesion/cohesion of coatings is only required if the applied system has shown questionable adhesion/cohesion. When such testing is deemed necessary, the minimum average pull-off value for two-component coating systems is 4 MPa (Mega Pascals) or 41 kg/cm2. Lower results might be acceptable if failures occur cohesively rather than adhesively (within a coating rather than between coatings) or for failures in non-critical areas of the yacht – consult Jotun.
8.2.4 The minimum gloss level of high-gloss yacht finishes on vertical and horizontal surfaces is typically 90 and 87 gloss units respectively, when tested using a gloss meter set at

MEGAGLOSS Application Guide
16
60º. Though a gloss meter should be used, inspection and evaluation of gloss can often be done by the applicator and the yacht owner in an informal and cooperative way. If a formal procedure is needed, consult Appendix V: Procedure for the Inspection and Evaluation of Gloss Level.
8.3 Dust inclusion and surface texture/DOI (deflection of reflected image) are difficult to measure and evaluate. Therefore, it is suggested that before the project starts the application sub-contractor makes a set of reference panels showing different degrees of dust inclusion and another set of panels showing different degrees of surface texture.
These may be reviewed by the relevant persons and two `reference standard panels´ with maximum-acceptable dust inclusion and texture be selected (i.e. one from each set of panels). To help with selection, the panels may, for example, be taken to a marina and compared against suitable yachts – something that cannot be done during the project with the yacht itself. The selected reference standard panels should be kept in a safe place during the project and referred to as necessary when inspecting the applied topcoat.
8.3.1 The inclusion of tiny airborne dust particles below approximately 0.3 mm in diameter – speckles of dust – are inevitable when topcoating the large surfaces found on supery-achts. Rather than polishing these out, which requires a fair degree of skill and attention if one is to avoid damaging the topcoat itself, the speckles are better left to weather-out during the yacht’s service.
8.3.2 DOI/deflection of reflected image is affected by a coating’s surface texture and should not be confused with gloss. Surface texture is sometimes referred to as `orange peel´ or `dry-spray´ and should be evaluated according to not only the degree of texture, but also according to its regularity/uniformity. In some cases, uniform and continuous orange peel is acceptable where non-uniform patches, even if lesser in degree, are not.
A rather conventional method for evaluating DOI can be done by placing a standard steel ruler at 45° against the topcoat with the centimeter scale face-down. Reading up the scale in its reflection on the topcoat, it should be possible to read clearly the 15 cm mark. This is not practical for use on a superyacht. But, it might be useable, or at least instructive, when selecting a reference standard panel. To measure surface deflec-tion/texture in a fully quantifiable way on very large surfaces, an ultrasonic gauge, the Wavescan, is available. Before using this (considerably expensive) equipment, however, it is necessary to verify that its measurements will be comprehendible for evaluation by all those concerned.

MEGAGLOSS Application Guide
17
9.0 Maintenance of Megagloss during service
9.1 When washing Megagloss during service, only a neutral pH detergent should be used such as Permanon Yacht Cleanser by Permanon. To minimise white staining, de-mineralized water is recomended and to obtain better results, observe the product’s data sheet and the specific maitenance manual for this purpose. .
9.2 The use of a non-abrasive, silicone-free protective wax is recommended. Jotun’s Hard Wax or Permanon SuperShine are suitable. Such products should never be applied onto Megagloss that is not fully cured.
Jotun Yachting ConceptTSS Manager

MEGAGLOSS Application Guide
18
Alphabetical Content Index
Subject Page Section
Adhesion testing 13 8.2.3
Air-fed spray gun 4 2.5
Airless spray gun 4 2.5
Blending/mixing two different fillers 7 3.17
Boot top 2 Introduction
Brush application 4 2.6
Buffing 12 7.2
Clear coats 10, 11 5.3, 5.5
Coating defects 12 8.1
Compressed air supply 4 2.2
Detergent cleaning Megagloss 14 9.1
DOI 13,14 8.3
Dry film thickness measurement 11 8.2.1
Dry-for-sanding times of fillers 6 3.11
Dry-spray 13 8.3.2
Dust control 9,10 5.1, 5.2
Dust inclusions 13,14 8.3
Environment for topcoating 9, 10 5.1, 5.2
Epoxy sanding dust 5 3.2
Filler hardness testing 6, 13 3.12, 8.2.2
Filler mixing machines 8 3.19
Filler storage 5 3.3
Filler thickness moderation 6 3.9
Filler working times 6 3.10
Fine/finish filling 7 3.17
Gloss 13 8.2.4
Guide-coats 7 3.16
Guide rails/tracks/ribs for fairing 7 3.14
Hull below boot top 2 Introduction
Humidity recommendations 3 1.2
Induction time 3 1.4
Inspection records 3 1.5
Orange peel 13,14 8.3
Paint mixing pots 11 5.9
Paint mixing/measuring rulers 11 5.9
Polishing 12 7.2
Polyester repair fillers 8,9 3.18, 4.8
Potlives of fillers 6 3.10
Product descriptions 2 Introduction
Pull-off testing 13 8.2.3
Recording application data 3 1.5
Reference standard panels 13,14 8.3
Roller application 4 2.6
Sanding fillers 7 3.13
Sanding times of fillers 6 3.12
Sandpaper grades 5 2.7
Sealing/priming of fillers 8 4.1 to 4.4
Shore D hardness 6,12 3.12, 8.2.2
Show-coats 10 5.3
Solvent wiping 3 1.1
Spot-filling 7 3.15
Spraying equipment 3 2.5
Surface texture 13,14 8.3
Tack cloth wiping 11 5.8
Temperature recommendations 3 1.3
Undercoating/final priming 9 4.5 to 4.9
Ventilation for safety 4 2.1
Washing Megagloss 14 9.1
Wavescan 14 8.3.2
Waxing 14 9.2
Wet film thickness gauges 4 2.4
Wet-on-wet topcoating 11 5.4, 5.5

MEGAGLOSS Application Guide
19
APPENDIX I
Guide to the Safe Use of Epoxy Fillers
Foreword
This document serves as an attachment to the document, Application Guidelines for Megayacht Profes-sional Topside Coating Systems.
Contents
Introduction Pg 19
Epoxy Resins Pg 20
Amine based curing agents Pg 20
General precautions Pg 21
Personal protective equipment Pg 24
Routine safety and precaution Pg 25
First aid measures Pg 27
Explanation of terms Pg 29
Disclaimer Pg 29
Introduction
At Jotun we are concerned that our customers can use our products safely, and therefore we have de-veloped this document using our own expertise, knowledge and experience, together with advice from consultants in the fields of both occupational hygiene and the prevention of occupational skin disease.
As with any chemical, poor handling or misuse could be potentially hazardous to health, therefore it is essential that the appropriate safety procedures are observed when using these products. This docu-ment is intended as a general guide to the safe use of epoxy resin systems and the recommendations contained in this guide should be followed when using Jotun products. Materials Safety Data Sheets are available for each hazardous product supplied by Jotun.
Resins and hardeners
Epoxy resins and hardeners, by their nature contain chemicals capable of causing damage to health. However, if these products are used with appropriate care and control, the risk will be minimized.

MEGAGLOSS Application Guide
20
It is important to recognise that a chemical can only cause damage to health if there is exposure, i.e. contact between the user and the chemical. If there is no contact then there can be no interaction be-tween the user and the chemical and no damage to health. Thus the basic rule in the use of all chemicals is the avoidance of contact, or at least its limitation to a level where the risk of damage to health is minimal. Contact can take the form of skin contact, inhalation or ingestion. Each component part, resin or hardener, will have hazards associated with it. The resin can be harmful to health by inhalation, and if in contact with the skin, it can cause irritant contact dermatitis and allergic reactions. Epoxy resins are also known to be “skin sensitizers”. The hardener is usually classed as a corrosive when in contact with the skin or by inhalation.
Once fully cured an epoxy system is essentially inert and non-hazardous.
Epoxy resins
Skin contact
Though they are not likely to cause significant primary skin irritation, some epoxy resins may cause skin rashes due to sensitisation in a limited number of people who contact them.
Eye contact
Eye contact with epoxy resins should result in only slight eye irritation. Mechanical injury to the eye from the physical action of the dust would pose the greatest hazard.
Inhalation
Inhalation of epoxy resin vapours is unlikely because of their low volatility; however, they are prone to create dusts. Although there is no indication that these dusts pose an inhalation hazard, control of dusts through adequate ventilation and good housekeeping practices is recommended.
Ingestion
The epoxy resins by themselves are low in acute oral toxicity.
Mutagenicity and carcinogenicity
Some solid epoxy resins have been the subject of several tests for genetic toxicity. The studies have not proven to be totally conclusive but it can be seen that the risks can be classified as very low.
With regard to the potential carcinogenicity of epoxy resins, looking at all the studies together, the weight of evidence does not show that epoxy resins are carcinogenic. A review of the available data by the International Agency for Research on Cancer (IARC) showed that, based on limited evidence in animals and no evidence in humans, the diglycidylether of bisphenol A is not classifiable as a carcinogen.
Amine based curing agents
Skin contact
Amine based curing agents can vary in the degree of hazard they present upon contact with the skin. The effects can range from severe burns to skin irritation. Individual product MSDS should be consulted for further details.

MEGAGLOSS Application Guide
21
Most amine based curing agents can cause sensitisation or allergic skin reactions.
Eye contact
Like exposure to the skin, the degree of hazard to the eyes varies with the different products. Direct eye contact may cause effects ranging from pain, severe irritation, corneal injury, permanent impairment of vision, or even blindness, to severe irritation and moderate corneal injury. It should also be noted that eye contact with vapours, mists, or aerosols, although somewhat less hazardous than eye contact with the liquid, can cause significant eye irritation, including pain and tearing.
All eye contact (including vapours, mists, aerosols, or dusts) should be strictly avoided through the use of appropriate eye protection. This can include tightly fitting safety spectacles, goggles or a full-face shield.
Inhalation
The negative health effects caused by inhalation of the vapours, mists, aerosols, and/or dusts generated by the various curing agents differ widely. They may cause severe irritation to the upper respiratory tract and lungs, respiratory sensitisation in susceptible individuals, and severe asthma.
Inhalation of curing agent vapours, mists, aerosols, and/or dusts should be avoided through the use of adequate ventilation and appropriate respiratory protective devices. The type varies according to the concentration of fumes and can range from devices with independent air supplies to High-Efficiency Particulate pre-filters used in combination with cartridges approved for either organic vapour or amines.
Ingestion
Amine based curing agents have low-to-moderate single-dose oral toxicity; however, ingestion of any of the products can
cause burns of the mouth, esophagus, and possibly, the stomach. Liver and kidney damage is also pos-sible.
Mutagenicity and carcinogenicity
The majority of amine based curing agents have shown through laboratory testing not to be mutagenic. However, some of the tests have shown toxic effects to foetuses.
Studies have shown that none of the principal ingredients or components contained in the various amine based curing agents showed evidence of carcinogenicity in long-term animal studies.
General precautions
Prevention of Exposure
By preventing contact and exposure to hazardous materials it is possible to control and minimise the risks to health. This should be done in a structured manner through the use of engineering controls (such as enclosure of the process), ventilation, training, and the use of Personal Protective Equipment (PPE).

MEGAGLOSS Application Guide
22
Enclosure
In an ideal situation all work using hazardous products would be carried out in an enclosed environment with the operator isolated from the chemical. However, practically, this is difficult to achieve, particularly with the materials used in the manufacture of composite components. This being the case more reliance must be placed on ventilation and PPE.
Although certain products particularly curing agents are more hazardous than others, it is recommended that processes
be developed to protect personnel against the hazards to health and safety associated with any of the products.
Epoxy resins may cause skin and eye irritation and are known sensitisers and possible allergens, and may be harmful if inhaled. Exposure to, or contact with, epoxy resins and formulations should be avoided.
Curing agents may cause severe burns, sensitisation, and corneal injury, even blind-ness.
Ideally materials should be used in an enclosed system. If this is not achievable, the following recom-mendations can be helpful in preventing health effects:
• Avoid skin and eye contact
• Avoid ingestion
• Avoid breathing dusts, mists or vapours
• Avoid working in dusty environments
• It is possible that resins can penetrate clothing and shoes. If this occurs, do not wear or reuse contami-nated articles until they have been completely cleaned
• Ensure that operators maintain high standards of person cleanliness and of their work area. This is a vital requirement
• Personnel should wash hands and exposed skin thoroughly before eating, smoking, drinking or using toilet facilities
• Train all operators on the risks and hazards of epoxies
• Ensure that only trained operators are allowed access to epoxy work areas and separate these from other work areas to control the potential for exposure
• Prevent smoking, eating or drinking in the epoxy work area
• Ensure adequate ventilation in the work area
• Ensure that all containers are labelled correctly
• Ensure that correct disposal procedures are followed

MEGAGLOSS Application Guide
23
Hygiene practices
A routine of washing must be established, before eating, drinking or smoking, before using the toilet, and after finishing work. The danger is that if good hygiene is not practiced then it is possible to inhale or ingest small amounts of chemical with a possible risk of cumulative effects. Food and drink must not be consumed in the work area. Smoking while working should not be permitted for several reasons in-cluding the transfer of contaminants from hand to mouth, and the effect of drawing gases and vapours through the burning tobacco which may increase the level of hazard, with the subsequent impairment of the lungs’ ability to deal with small particle contamination.
In warm work situations perspiration can be a problem. When the skin perspires the pores open and the moisture present on the skin surface can make the skin more sensitive. This is a potential problem particularly during sanding operations. Until a resin system is fully cured it retains most of the hazard-ous properties of the pre-mixed products. Dusts that are produced should be controlled, possibly by extraction, and appropriate Personal Protective Equipment such as gloves, overalls, respiratory and eye protection should be worn. Wherever practical, wet sanding is preferable. If the sanding dust settles on the skin, or becomes trapped between the skin and PPE then irritation can occur. Jewellery and watches
should be removed before work commences, and frequent washing and showering is advisable.
It should be realised that if the temperature of the resin system is raised to reduce viscosity or shorten gel times then more volatiles and fumes may be released into the workplace than would be seen at normal temperatures.
Workshop practices
Handling
When mixing or dispensing Jotun products care must be taken to avoid contact with eyes, skin and by inhalation. These operations should be carried out in a well-ventilated area.
Storage
Lids for the containers should be replaced immediately after use, and products should be kept in their original containers which are correctly marked and bear the appropriate hazard labels. The labels should be kept clean and intact.
Storage should be in a cool, dry, secure place. Accidental spills should be absorbed using sawdust, cot-ton waste or other proprietary absorbents. Contaminated absorbents and the empty product containers should be disposed of correctly.
Disposal
Jotun has introduced a range of approved containers, predominantly in metal, which are designed with re-cycling in mind. Epoxy resins and their curing agents are classified as hazardous waste and must be correctly disposed of.
General
Heating for workshops should be carefully considered, as with solvent based systems and use of solvents in the workplace generally there is the potential for sparks from electrical equipment and tools to create

MEGAGLOSS Application Guide
24
a fire risk. If vacuum pumps or curing ovens are used in processing then the exhaust should be vented outside the working area.
Personal protective equipment
Best practice on the Control Of Substances Hazardous to Health would suggest that the need for Per-sonal Protective Equipment (PPE) should be eliminated. However, in reality PPE may be necessary in certain operations or in areas where vapour or liquid exposure is possible, or if it cannot be guaranteed that exposure is not adequately controlled.
Before PPE is selected a full assessment of the process involved should be made, ideally by a Health & Safety specialist.
The assessment should point to any control measures that can be implemented and also to identify and specify appropriate PPE. The choice of protective clothing and equipment should be based upon the properties of the particular product and the operation involved. Training on the use and maintenance of the PPE should also be given. A facility for storing and cleaning PPE may also be required. PPE is an important part of working safely with composites, PPE takes several forms.
Gloves
The industry standard is the disposable latex type. These, while being freely available and inexpensive, do exhibit certain problems during use. They offer relatively poor chemical resistance, particularly to sol-vents, and are easily torn. An increasing problem is allergic skin reactions due to sensitivities to proteins found in natural rubber latex, and the powdered variety cause the most concern as the powder can exacerbate the skin reaction. The related problem of hypersensitivity to latex should also be considered due to the possible seriousness of the reactions.
As a result of all of these factors Jotun recommend the use of disposable Nitrile gloves for most appli-cations. Glove selection should relate to the particular task or process but a good general use glove is one that is made from Nitrile. This material offers a good level of resistance to epoxies and amines and good tear resistance.
It should be emphasised that gloves are regarded as offering splash protection only and direct contact with chemicals is to be avoided. For use with solvents a heavier duty type of glove is recommended to give additional protection but as solvents are usually quite aggressive to glove materials it is advisable to ascertain what type of glove is best suited to the particular solvent used.
Eye safety wear
This can take many forms and correct selection is important. For operations such as sanding a pair of goggles would be advisable to prevent ingress of dust. For most other operations a pair of safety spec-tacles will suffice.
Respiratory protection
It is important that adequate levels of ventilation are maintained when using epoxy resins. Inhalation is a primary route of entry for chemicals into the human body and must be prevented as far as possible.
Good general and / or local exhaust ventilation should be considered before turning to respiratory protection. If workplace conditions are such that it is difficult to achieve a good level of ventilation then

MEGAGLOSS Application Guide
25
respiratory protection is an option. There are two types of protection available. For low levels of fume a facemask with High-Efficiency Particulate pre-filters used in combination with cartridges conforming to BS EN 141 (organic vapour) or amines is recommended. This will not protect the wearer against higher concentrations of fume - in these conditions an air fed mask with an independent air supply may be necessary. It is important to consider the risks of working in confined spaces with high concentrations of fume as the atmosphere may not be respirable.
Overalls
When working with epoxies it is important to prevent skin contact, so long sleeved overalls that offer a good level of protection should be used. If they become contaminated, and there is a possibility of the contamination soaking through to undergarments and the skin, overalls should be removed immedi-ately. Regular washing of overalls is advisable.
Improper removal of PPE can result in skin contact. Care should be taken to remove protective equip-ment without exposing clean skin to contact with epoxy products.
Routine safety and protection
Skin care
Jotun continually reviews latest advice and best practice from experts in the field of occupational health and skin care. As a result we now do not recommend the use of barrier creams, as their effectiveness as a protection against epoxies and solvents is dubious and they may induce a false feeling of security.
Correct glove selection should give sufficient protection. Skin is a semi permeable covering for the body. It performs many functions such as controlling temperature, retaining body fluids, etc., but its primary function is to act as a barrier. It will, however, allow the absorption of materials from the environment and it is important to recognise this when using hazardous products. If the skin becomes contaminated then the contaminant must be removed immediately using an appropriate hand cleaner.
Hand Cleaner
The selection of hand cleaner should be the most mild that will effectively remove the contaminant, and therefore a range of special resin removing cleansers are available. The use of solvents as a method of removing resins should be forbidden as solvents damage the skin and can be absorbed and enter the bloodstream.
After applying the hand cleaner, the hands should be washed in tepid running water, properly dried and then an after-work
conditioning / moisturising cream should be used. This use of an appropriate cream is important as it helps to replace the
natural oils that are removed by the washing process. The natural oils are one of the skin’s defence mechanisms against attack and the maintenance of good skin condition is instrumental in preventing skin diseases.
Training and awareness
It is important that those who work with hazardous materials are informed of the hazards and risks as-

MEGAGLOSS Application Guide
26
sociated with the products and processes. Jotun produces Material Safety Data Sheets for all of its haz-ardous products, which contain detailed information on the product. Training for all personnel involved in epoxy handling, formulation, disposal, etc. should be compulsory. The training should occur before starting work with the products and periodically thereafter.
Personnel should be familiar with:
• Health hazards
• Use of PPE
• First aid procedures
• Spill, cleanup and disposal procedures
• Fire and emergency procedures
• Preventive precautions
Ventilation
As a significant amount of exposure can be from airborne materials in the form of fume, vapours and dusts, it is important that a good level of ventilation is maintained. A constant supply of fresh, un-contaminated air should always be available to personnel. This is a most effective means of reducing airborne exposure.
Good ventilation is a primary method of controlling employee exposure to the airborne vapours of epoxy resins and curing agents. The level of ventilation depends upon the task being undertaken and may vary from general background, as in a well aired workshop, to specialised facilities to provide gen-eral and / or local exhaust ventilation through forced extraction systems. The design of such systems can be complicated and specialist knowledge is often required. When designing workplace ventilation care should be taken that the system design does not place workers between the source of contamination and the exhaust duct, causing exposure of the workers to the fumes from the products.
Extinguishing fires
Recommended extinguishing agents are:- foam, dry powder, carbon dioxide or a water haze (although the latter is least effective). Foam should be used with caution to avoid the hazard of electrical shock. Dry powder or carbon dioxide is preferred.
When epoxy products burn, they char and release toxic by-products. For this reason, the breathing of fumes, smoke and gas given off during combustion must be avoided. The smoke produced is thick and obnoxious. Thermal decomposition products of epoxy products can include phenols, carbon monoxide, and nitrogen oxides and should be treated as potentially hazardous.
Fire fighters should wear full protective equipment including Breathing Apparatus, and should avoid contact with both the burning resins and any smoke that may be present.
Flammability
Epoxy products are organic products and will burn in the presence of sufficient heat and oxygen.

MEGAGLOSS Application Guide
27
Exothermic reactions
An exotherm is an uncontrollable reaction between a solvent-free resin and hardener, which happens when the heat
generated by the resin-hardener reaction cannot escape readily. The trapped heat accelerates the reaction, which in turn generates more heat and further accelerates the reaction until it becomes uncontrollable. This normally happens only in bulk mixes, as mixed filler applied to a job is usually in a relatively thin film from which heat readily escapes.
Care should be taken to control excessive exotherms, which can result in overheating of the product and possible thermal decomposition. There are several factors that can affect the degree of exotherm produced:
• The volume and configuration of the mixed mass as this can determine the degree of exotherm
• The temperature of the mix as this can increase the reaction rate
• Not using the mixed materials quickly enough
• The reactivity of the epoxy resin and the curing agent
The process should be carefully reviewed to determine the possibility of an exothermic reaction occurring before commencing operations. The potential for an excessive exothermic condition is related to batch size, and the larger the batch mix the greater the potential, even with relatively low reactivity curing agents. As the heat of reaction builds up it causes a faster reaction rate, which can result in still greater heat generation and a runaway situation can quickly result.
For every 10ºC rise in temperature the reaction rate doubles. To reduce the risk of exothermic reactions reduce the batch size.
Emergency procedures used to cool an exotherming mass include immersing the mass in water which cools it and reduces the volume of fumes produced or spreading the mass over a large surface area to allow for cooling. Due to their obnoxious nature it is necessary to minimize employee exposure to decomposition prod-ucts. Evacuate personnel from the immediate area or (if possible) transport the mass to a well ventilated area.
Training personnel in emergency procedures is advisable and should include knowledge of what will hap-pen under conditions where equipment fails, exothermic reactions occur etc. Correct storage, labelling and procedures can prevent emergencies such as exothermic reactions.
First aid measures
When seeking medical attention it is advisable to take the product MSDS to the medical practitioner to assist in treatment.
Skin contact
If skin contact should occur, remove the contamination from the skin with clean disposable cloths or paper towels. The skin should then be washed thoroughly with resin removing creams, soap and plenty of tepid running water. Because solvents or solvent-based hand cleaners may facilitate absorption of the products through the skin they are not recommended as skin cleaning agents.

MEGAGLOSS Application Guide
28
Any contaminated clothing, including shoes, should be removed and should not be reused until the ar-ticles are thoroughly laundered and entirely free of resin. Any injuries or irritation that may occur should receive prompt medical attention.
Contact with epoxy resins may cause skin irritation. Some may also cause skin sensitization. All skin contact with uncured resins should be avoided.
After decontamination, treat any skin burns like thermal burns. Consider the use of cold packs and topical antibiotics.
As a preventative measure, only nitrile clothing and gloves should be worn as truly effective barrier protection from epoxy resins and hardeners – in “wet” form or dust form.
Eye contact
If the eyes are contaminated, they should be flushed immediately with eyewash. Medical attention should be sought.
Epoxy resins and their curing agents may be irritating to the eyes. Contact may be quite painful and may cause both irritation and corneal injury.
To aid thorough cleaning of the eyes, the eyelids should be spread apart and held open with the thumb and index finger.
The eyes should then be “rolled” or moved from side to side and up and down until all the surfaces of the eyelids and the eye-balls have been thoroughly flushed and decontaminated
Consult an ophthalmologist. If the cornea is burned, instill antibiotic steroid preparation frequently. Cold packs also may be helpful.
Inhalation
If a person should experience any ill effects while working with these materials, he or she should be removed to fresh air and medical attention should be sought immediately. Keep the affected person quiet and warm. If breathing stops,
administer artificial respiration at once.
!Excessive exposure may cause respiratory sensitisation, asthma or aggravate pre-existing asthmatic conditions.
In certain processes respiratory protection may be required, approved air-purifying or positive-pressure supplied air respirators should be used. The latter is preferable in areas where a high concentration of fumes or dust are present to ensure that clean air is available to the operator.
It should be remembered that allergic reaction can be triggered by epoxy vapours and dusts.

MEGAGLOSS Application Guide
29
Ingestion
If any resins or curing agents are swallowed, vomiting should not be induced. Seek immediate medical advice
! Amine based curing agents are corrosive to the mucous membranes and can burn the membranes of the mouth, throat and stomach. If they are aspirated, the membranes of the air-way and bronchial passageways can be affected. They may also cause tissue destruction.
Explanation of terms
“Dermatitis”
There are two types, irritant and allergic. The irritant reaction occurs where the chemical damages the skin directly at the point of contact. The damage may not be immediately apparent, but if the exposure is repeated it may result in an accumulation of damage until the skin can no longer tolerate any further exposure. The result is that the skin can become inflamed, itchy and often a red rash with cracking and blistering appears. If the exposure is minor the skin will heal when the contact is removed. However extensive contact may cause more severe damage. The allergic reaction involves an overreaction of the body’s immune system, which, once triggered, tends to be a long term or permanent effect (see Sensiti-sation). The symptoms only appear when there is exposure to the trigger chemical and once exposure is removed the symptoms recede as the body recovers. The onset of symptoms is usually very quick - sec-onds or minutes. The symptoms may be apparent over the whole body, which can manifest in a similar way to irritant reactions. It is not possible to determine in advance why a particular person may be af-fected as, in common with most allergic reactions, it is an individual intolerance to a particular material.
“Sensitisation”
This is a process by which a person exhibits a reaction to a particular material but only after a period of repeated contact. Once the allergic reaction has been established then even a low level of brief repeat contact will trigger the reaction. The symptoms will usually appear as a rash of varying coverage, inten-sity and discomfort. The time period between first contact and subsequent development of sensitisa-tion, causing the rash to appear, can vary from days to years. This is a highly individual problem. Some workers will be able to handle so-called ‘sensitisers’ for years with no effect. Some will react almost immediately and others may only show the reaction after having handled the material for many weeks or months. Sensitisation can occur through skin and respiratory contact.
“Corrosive”
Certain chemicals are classified as corrosive, which means that they damage or destroy living tissue on contact. Typically, the effect will be seen as redness and blistering of the skin.
Disclaimer
The policy of Jotun is one of continual development and improvement. In compiling this guide advice has been sought from Occupational Hygienists and Occupational Skin Specialists together with the in-house expertise of Jotun. Any information contained within this publication or obtained from Jotun by other means is given in good faith with the intention of aiding users to work in a safe manner. However, as Jotun cannot have direct knowledge or control over the individual conditions where its products are used we cannot accept any liability or damage as a result of the information given.

MEGAGLOSS Application Guide
30
APPENDIX II
Environmental Control for Applying High Gloss Finishes on Superyachts
Foreword
This document serves as an attachment to the document, Application Guidelines for Megayacht Pro-fessional Topside Coating Systems.
Procedure
1. Assume that at least two days of environment preparation are needed before topcoating. Plan for topcoating at a time when all other trades working on the vessel are off-site. Typically topcoating is done at the weekend for this reason.
2. Ensure good staging with efficient access to all places for painting.
3. The painting space should be enclosed in a strong plastic tent. It cannot be expected that the tent will be airtight but, it should at least be sealed in such a way as to ensure very little air-flow to and from the tent (except where filtered ventilation is arranged). Ideally, there shall be just a single entrance to the painting space, with the entrance flap weighed down with a steel bar taped to its bottom so that it stays closed when the ventilation system is running.
4. It is recommended that a second small tent be erected as an intermediate point between the en-trance to the painting space and the outside. This space should be considered partially protected from the outside environment and shall serve as a buffer zone. The entrance flap to this buffer zone should be weighed down with a steel bar taped to its bottom so that it stays closed when the ventilation system is running.
5. Arrange oil and water-filtered forced air-in at the upper part or ceiling of the painting space. High-quality filters must be used and the air line should be at least 25 metres long to ensure that the com-pressor is far from the painting space. The air intake on the compressor must not be close to sources of exhaust fumes or contaminants from other machinery at site.
6. Large holes should be cut near the bottom of the painting space and these must have filters fitted over them. Or, fit filtered forced air extraction near the bottom of the painting space. If using forced air extraction, ensure `positive pressure´ by adjusting the rate of air-in (m2 per minute) at more than the rate of suctioned air-out. The ventilation air flow in the painting space must always be arranged so that air flows from top to bottom, with plenty of filtered openings for air to escape. This is required to avoid dry-spray during painting.
7. Arrange heated or cooled air if outside conditions are not within the ideal temperature range for Megagloss application: 15-35°c. (The minimum and maximum temperatures for Megagloss applica-tion are 10°c and 40°c.) Ensure that humidity can be kept continuously below 85% or, preferably, below 80%.

MEGAGLOSS Application Guide
31
8. Wash down everything, including staging boards and scaffold poles, with copious amounts of freshwater.
9. Install lighting. The arrangement should be excellent as the sprayers need brightly illuminated sur-faces in order to do a good job. Use a mixture of background and spot illumination.
10. Mask-off all surfaces not being topcoated: scaffold poles, scaffold pole connectors, staging boards etc. Staging boards must be covered in strong plastic sheets that are secured-down by weights or lines so that they are not dragged around or torn by the painting team.
11. Solvent wipe the surface for topcoating using a relatively mild solvent with a medium rate of evaporation: Jotun Thinner No. 18. For faster evaporation use Thinner No. 19 or Thinner No. 4. Wipe solvent onto the surface of the undercoat/final primer with a clean white cotton cloth and then wipe off the solvent with another clean white cotton cloth. If silicone or oil contamination is suspected, which could cause fish-eyes/craters in the topcoat, the surface should be cleaned with a 5% ammonia solution.
12. Mask-off/cover the surface for topcoating. Use two layers of plastic or solvent-resistant paper to stop condensation on the inside of the masking. Where tape is needed at the perimeter of the surface for painting, use high-quality non-silicone tape such as Soft Edge Foam Tape by 3M.
13. Leave the ventilation system running overnight in order to allow airborne dust particles to be cleared out of the painting space. Optional, suggested: use UV lights at night to verify levels of air-borne dust.
14. When the environment is acceptable for painting, spray a light coat of topcoat onto all of the surfaces listed below. Note that clear topcoat should be used as this will not block light from outside the painting space which helps illuminate the painting space.
• Masked-off surfaces for topcoating
• Masked-off surfaces not for topcoating
• Tent sides and ceiling
• Covered staging boards or covered floor (use a heavy coat here)
This measure ensures that airborne dust particles are drawn to the fresh paint – especially onto the floor, where a heavy, sticky coat should be applied. Allow the coat to dry for thirty minutes so that airborne dust can settle into the paint. Note: the covers on the floor must be strong and well secured by weights or lines otherwise the sprayers’ shoes will stick to them and drag them.
15. Uncover the surface for topcoating.
16. Tack cloth wiping just prior to topcoating is optional but recommended to remove miniscule dust particles remaining on the surface. Tack cloths come pre-saturated with a waxy resin. They should be very gently wiped across the surface of the undercoat. Use tack cloths from a reputable manufacturer. Do not use excessive hand pressure as some resin may be left on the surface. Observe the manufac-turer’s instructions on the packaging as some tack cloths must taken out and be left to ̀ breathe´ – they should not be used immediately.

MEGAGLOSS Application Guide
32
17. Apply Megagloss. For more information see Appendix III: Guidelines for Spray Applying Mega-gloss Linear Polyester-polyurethane Topcoat and Appendix IV: Guidelines for Spot Refinishing/Touch-Up Repainting with Megagloss.
18. After application, leave the ventilation system running for at least the through-dry time in the product technical data sheet.

MEGAGLOSS Application Guide
33
Appendix III:
Guidelines for Spray Applying Megagloss Linear Polyester-Polyurethane Topcoat
Foreword
This document serves as an attachment to the document, Application Guidelines for Megayacht Profes-sional Topside Coating Systems.
Spray gun equipment (air-fed)
Pressure-pot/air-mix is ideal for large areas. A conventional `pot gun´ is also suitable, preferably gravity-fed with the pot above the gun.
Air line
10-25 metres long with working oil and water filter/s fitted.
Air pressure at the gun, with trigger depressed
Approximately 3.5 kp/cm2, equivalent to 51psi.
Fluid pressure at gun (when using air-mix equipment)
Approximately 0.6 kp/cm2, equivalent to 9psi.
Spray tip orifice diameter
1.0 to 1.3 mm, dependent on spraying equipment and sprayer´s preferred paint viscosity.
Mixing
Clear plastic paint mixing pots with mix ratio scales on them such as those used in the automotive re-finishing industry should be arranged. Megagloss mixing ratio is 1:1 which denotes 1 part of Megagloss Comp. A to 1 part of Megagloss Comp. B. Thereafter, additional thinner should be added in order to obtain the viscosity recommended later in this document.
Filtering
When pouring the mixed product into the spray gun pot, pour it through a 125µm nylon mesh filter.
Number of coats `wet-on-wet´
Three wet-on-wet coats should be applied. Three-coat application permits the sprayer to achieve uni-form film thickness more easily. This means less chance of sags, runs and curtains. It also means less chance of low spots, poor hiding/opacity and rough patches (caused by inadequate flow/leveling). Fur-

MEGAGLOSS Application Guide
34
thermore, a three-coat application helps ensure adequate build-up of protective clear polyester-poly-urethane resin at the surface of the film
Time duration between coats
Recoat time between wet-on-wet coats is dependent on thinner selection and substrate temperature. Allow for 20-60 minutes in hot conditions and 45-90 minutes in cold conditions. Note: each coat is not actually “wet” when the subsequent coat is applied but, is `tack-dry´ – the surface feels sticky to the touch but, paint does not come away on the finger.
Required film thickness
75μm dry film thickness is specified to ensure that a minimum of 50μm DFT is achieved in all places. This ensures adequate protective resin build-up at the surface of the topcoat (needed for UV resistance and protection of pigment) and it ensures excellent flow/levelling. To achieve the specified DFT, 60μm wet film thickness per coat is the target, assuming a three-coat application.
Megagloss product selection
Apply three coats of the specified colour. For extra resin build-up at the surface of the topcoat, coloured Megagloss may be blended with clear, un-tinted Megagloss. For more information, including advice on show-coating and clear-coating, see 5.3 to 5.5 in Application Guidelines for Megayacht Professional Topside Coating Systems.
Surfaces for Megagloss application
• Megaspeed Undercoat or Megaprimer matted with P400 sandpaper
• Megagloss (a show-coat or existing/aged Megagloss) matted with P400 sandpaper
• Other products that are compatible with Megagloss, matted with P400 sandpaper
• Wood, correctly prepared – contact Jotun
Thinning
Solvent addition will be considerable – around 50%, possibly more, depending on the ambient tem-perature, the selected thinner and the sprayer’s method. Correct solvent selection is vital to achieve a long enough open time for good flow/levelling without it being excessive (i.e. in terms of dust inclusion). Recommended thinner blends are detailed below. However, it is strongly advised that sprayers using Megagloss for the first time test the product with different thinner combinations in order to verify the blend that works best for them.
Substrate* temperature 10-15 ºC – `cold´: Thinner No. 19
Substrate temperature 16-20 ºC – `cool´: Thinner No. 19 + Thinner No. 18 (1:1 mix)
Substrate temperature 21-30 ºC – `warm´:Thinner No. 18
Substrate temperature 31-40 ºC – `hot´: Thinner No. 18 + Thinner No. 12 (2:1 mix)

MEGAGLOSS Application Guide
35
* The temperature of the substrate is more important than that of the air because the paint, when ap-plied, shall immediately reach the same temperature as the substrate. Check that the temperature of the substrate is consistent on all parts of the yacht. Areas in direct sunlight, for example, might need a slower thinner selection than areas under shade.
Viscosity measurement
The measurement of viscosity using a flow cup is the best way to ensure that the right amount of solvent is added. Because there are different kinds of cup available and some of these give different results, it is necessary to know which kind of cup one is using. The ideal viscosity of Megagloss through DIN or Ford #4 cups is around 14 to 16 seconds. A conversion table for different viscosity cups may be referenced at the following website:
http://www.viscosity.com/pdf/8_2_2_04_Shell_Cup_Line_Card.pdf
Megagloss Accelerator
An accelerator is available, if needed, when applying Megagloss on large projects in cold conditions. Note: this is a non-stock item requiring extra lead time for delivery.
Drying time before masking-off or taping
Premature covering/masking-off, taping, `packing-in´ etc. freshly-applied Megagloss can lead to paint defects such as blushing and loss of gloss. Megagloss should only be long-term masked-off after drying for the full cure time in the product technical data sheet. Temporary masking-off is permissible after Megagloss has been allowed to dry for the through-dry time in the product technical data sheet. Within two days of temporary masking, the paper, breathable plastic or tape should be removed and the top-coat allowed full curing time.

MEGAGLOSS Application Guide
36
APPENDIX IV
Guidelines for Spot Refinishing/Touch-up Repainting with Megagloss
Foreword
This document serves as an attachment to the document, Application Guidelines for Megayacht Profes-sional Topside Coating Systems.
Due to the high gloss of Megagloss a careful procedure for touch-up work should be followed in order to avoid visible lines at the perimeter of touch-ups. An additional challenge is colour matching when touch-up painting on weathered topcoat. In such cases a colour card should be used to verify that the weathered paint matches its original colour.
Initial cleaning
1. An area extending beyond that which shall be painted must be cleaned thoroughly. It may be neces-sary to detergent scrub in order to remove traces of oil, grease, grime or waxy residues left from pol-ishes. Certainly, for weathered surfaces, thorough freshwater washing followed by solvent cleaning is the minimum requirement for removal of salt and other contaminants.
Masking-off
2. Use high quality tape made for spot refinishing work, such as Soft Edge Foam Tape by 3M, to mark out the perimeter of the area for refinishing. This area should extend well beyond the defective area. The sprayer must have a large area in which to graduate his application from normal thickness on the defect down to a very thin coat where the fresh paint meets the tape. The aim here is to create a relatively seamless and invisible touch-up border once the tape is removed and the paint line polished-out. This requires a thin paint film at the tape line. Note that the tape used to square-off this touch-up zone can be applied diagonally since a diagonal line is less visible to the human eye than are vertical and horizontal lines. Further, rounded tape may be used at corners in order to make this part of the perimeter less visible.
Sanding before undercoating/final priming
3. Sand only the central defective area for undercoating/final priming using fine to very fine sandpaper P150 to P220 in order to ensure maximum adhesion.
4. Apply 50µm DFT Megaspeed Undercoat semi-gloss acrylic-polyurethane undercoat onto an area within the sanded zone. Note: the coat must be faded at the edge because a heavy line of undercoat/final primer may be difficult to sand-out prior to topcoating.
For increased adhesion and DFT, a coat of epoxy primer/sealer, Megaprimer, may be applied instead of Megaspeed Undercoat. Consult Jotun for more advice.

MEGAGLOSS Application Guide
37
Sanding and cleaning before topcoating
5. Sand the entire area, including the undercoated/final primed area, with extra fine sandpaper P400 all the way out to the tape edge. The entire area must be matted/flattened before topcoat application. Note: the use of coarser sandpaper than P400 will guarantee scratch marks showing through in the new topcoat.
Note: It is vital that there are no marks or discolourations between the undercoated area and the tape. This area will receive only a very thin coat of Megagloss. Marks and discolourations will show through after topcoating.
6. Solvent wipe using Jotun Thinner No. 18. For faster evaporation, use Thinner No. 19 or Thinner No. 4. Wipe solvent on with a clean white cotton cloth and then wipe off the solvent with another clean white cotton cloth. If silicone or oil contamination is suspected, which could cause the topcoat to crater/fisheye, the surface should be cleaned with 5% ammonia solution.
7. Tack cloth wiping just prior to topcoating is optional but recommended to remove miniscule dust par-ticles remaining on the surface. Tack cloths come pre-saturated with a waxy resin. They should be very gently wiped across the surface of the undercoat. Use tack cloths from a reputable manufacturer. Do not use excessive hand pressure as some resin may be left on the surface. Observe the manufacturer’s instructions on the packaging as some tack cloths must taken out and be left to `breathe´ – they should not be used immediately.
Topcoating
8. Apply by spray 25µm DFT (60-70 µm WFT) Megagloss onto the undercoat only. For more information on spraying Megagloss see Appendix III: Guidelines for Spray Applying Megagloss Linear Polyester-Polyurethane Topcoat.
9. After approximately 20-60 minutes (dependent on temperature conditions) spray another 25µm DFT Megagloss onto the 1st touch-up and onto the matted topcoat half-way out between the 1st touch-up coat and the tape.
10. After approximately 20-60 minutes spray a very thin coat at about 15µm DFT onto the entire area within the touch-up zone. This coat should be thinned considerably more than the previous two – per-haps 13 seconds when measured through a DIN#4 viscosity cup.
11. Remove the tape after the through-dry time stated in the Megagloss product data sheet.
Polishing/buffing-out the paint line
12. After Megagloss has been allowed to dry for its full cure time, the border paint line of the touch-up zone may be blended into the surrounding topcoat by following the polishing instructions in Appendix VI: Guidelines for Repairing Megagloss by Polishing and/or Ultra-fine Sanding. That document includes the following 4-step 3M polishing system:
Step 1: De-nibbing with P3000 foam pads
3M products for use with an orbital sanding machine:
Perfect-it 3000 Trizact Foam Disc Pads (part 50076) – Use wet/damp

MEGAGLOSS Application Guide
38
Step 2: Scratch refinement polishing with mild compound and waffle heads
3M products for use with an orbital sanding machine:
Foam Waffle Heads (part 50735) on Back-up Pads (part 05717M)
Perfect-it Imperial Compound (part 06044)
Step 3: Swirl-mark removal and gloss enhancement with polishing cream
3M products for use with an orbital sanding machine:
Foam Waffle Heads (part 50735) on Back-up Pads (part 05717M)
Perfect-it Ultrafina Cream (part 50383)
Step 4 (optional, recommended): Waxing to maximise gloss and protect the topcoat
3M products for application by hand:
Scotchguard Wax or Ultra Performance Paste Wax

MEGAGLOSS Application Guide
39
APPENDIX V
Procedure for the Inspection and Evaluation of Gloss Level
Foreword
This document serves as an attachment to the document, Application Guidelines for Megayacht Pro-fessional Topside Coating Systems.
The following proposal for gloss inspection procedure is rather detailed and should be used when a less formal evaluation of the gloss is not possible, for whatever reasons. The procedure should be carried out at the end of the project and the yacht must be absolutely clean in order for correct gloss measurements to be made
Some gloss meter manufacturers recommend gloss meters set to 90º for measurement on high gloss surfaces. However, measuring at 60º has become the norm in the superyacht industry. Therefore, gloss measurements referred to herein are for gloss meters set to 60º.
Measuring and recording the gloss
1. Calculate 5% of the total surface area and break this figure down into 1m2 Test Areas. For a yacht with a topcoated area of 500m2, this equals 25 x 1m2 Test Areas. The inspector then selects 25 Test Areas by dividing-up the vessel by position: sundeck, bridge deck, fore deck, hull, starboard side, port side, stern, aft, forward and so on. Use the vessel’s General Arrangement drawing to help with this. The number of Test Areas allocated per position should be in proportion to the percentage of the total area accounted for by each position.
2. For each position, Test Areas should be selected from both vertical and horizontal surfaces – one or the other, not a combination.
3. The Test Areas are then marked on a copy of the vessel’s General Arrangement drawing. If the GA is not available, a photographic record can be made instead but, this is not ideal. Each Test Area should be marked as Test Area (V) or Test Area (H) according to whether a vertical or horizontal surface.
4. On each 1m2 Test Area, the gloss level is measured in 3 places referred to as Spot Readings. A Spot Reading shall be the middle value of three gloss readings taken within 3 cm from one another. A pair (2) of Spot Readings shall be recorded on each Test Area marked on the GA drawing (or photo record).
5. The averages of each pair Spot Readings shall be calculated and called Test Area Averages. These shall be recorded on the GA drawing (or photo record).
6. The average of all Test Area Averages for Test Area (V)´s shall be referred to as the Overall Gloss Value (Verticals): OGV(V). The average of all Test Area Averages on Test Area (H)´s shall be referred to as the Overall Gloss Value (Horizontals): OGV(H).
The measurement sequence is summarised as follows:
500m2 ‡ 25 x 1m2 Test Areas ‡ 50 Spot Readings ‡ 25 Test Area Averages (some for verticals, some for horizontals) ‡ 1 Overall Gloss Value (V), 1 Overall Gloss Value (H)

MEGAGLOSS Application Guide
40
Evaluation of the results
Rule 1: The OGV(V) and OGV(H) may not be less than 90 and 87 gloss units, respectively
Rule 2: T est Area Averages may not be less than 86 and 83 gloss units for vertical and horizontal surfaces, respectively
Rule 3: Spot Readings may not be less than 81 and 78 gloss units for vertical and horizontal sur-faces, respectively
Rule 4: If one or more of rules 1, 2 and 3 are breached, repair should be carried out by repainting
Gloss inspections during service: yachts carrying Jotun´s gloss retention guarantee
Subsequent gloss inspections during the guarantee period, if deemed necessary, are carried out in the same way as above. However, only the OGV(V) and OGV(H) shall be evaluated.
OGV´s measured during the 1st year of gloss-guaranteed service may not be less than 80% of the OGV´s measured when the yacht was painted. OGV´s measured during the 2nd year may not be less than 60% of the OGV´s measured when the yacht was painted.

MEGAGLOSS Application Guide
41
APPENDIX VI
Guidelines for Repairing Megagloss by Polishing and/or Ultra-fine Sanding
Foreword
This document serves as an attachment to the document, Application Guidelines for Megayacht Profes-sional Topside Coating Systems.
Introduction
Jotun does not broadly promote abrasive polishing/buffing or ultra-fine sanding Megagloss to rectify paint surface imperfections caused by application conditions, weathering or mechanical damage. Polish-ing and ultra-fine sanding are alternatives to reapplying Megagloss when reapplication is impractical. They can be described as minor repair techniques to enhance cosmetics.
These repair techniques deplete the protective layer of polyester-polyurethane resin at the surface of the Megagloss film. This surface resin encapsulates and seals underlying pigment/colourant and gives Megagloss its outstanding long-term weathering properties (i.e. gloss and colour retention). Whether or not said depletion of surface resin is significant depends on:
• The starting thickness of surface resin
• The purpose of the repair work – what kind of defect is being removed
• How the repair work is carried out
Of primary importance are the selected materials and equipment used, as well as the skill of the person carrying out the work.
Of additional importance is the type of cosmetic defect for repair. Airborne dust particle inclusions lie at the surface of the topcoat film and should not be excessive if the environment was correct for topcoat-ing. Here lies the possibility, sometimes, for removal by methods detailed later in this document without significant depletion of surface resin. Note that small dust inclusions – if few – and dust `speckles´ with diameter less than 0.3 mm may be left to weather-out once the yacht is in service.
Other defects – surface texture/orange peel, dry-spray, craters, runs, etc. – can only be removed by more aggressive methods involving penetration further into the topcoat. These defects are best rectified by the reapplication of Megagloss unless they are very minor and in a location not readily visible.
Clear-coating Megagloss
Additional clear/untinted coats of Megagloss over coloured Megagloss serve to build up a thicker layer of surface resin. Polishing clear coats is less detrimental to weathering properties because it should be possible to leave adequate thickness of surface resin after polishing out dust particle inclusions, possibly even minor texture/orange peel. A two-phase Megagloss application whereby the 1st application of coloured Megagloss is left to dry, then sandpaper matted and finally coated with clear Megagloss offers more possibility for successful polishing.

MEGAGLOSS Application Guide
42
Polishes and polishing compounds
Polishes used on Megagloss must not contain silicones. Silicone has good weather resistance and could remain on the surface for a long period. Detergent washing, sanding or solvent-wiping silicone-contam-inated topcoat may not remove all traces of silicone. This can lead to defects such as fisheyes/craters in subsequent paint applications.
Full curing of linear polyester-polyurethanes before polishing
These coatings are stronger and more flexible than the acrylic-polyurethane topcoats commonly used in industrial and automotive industries. Linear urethanes are somewhat more difficult to polish if not left to cure for an adequate time. When polished too early, linear urethanes may scratch-up rather than polish smooth. Megagloss is best left to fully cure before polishing.
Approved 3M system for rectifying cosmetic defects on the surface of Megagloss:
* Surface prep before polishing/buffing: Sanding with super fine P1500 sandpaper in order to remove runs and surface texture/orange peel
3M products for use with an orbital sanding machine: P1500 Finishing Discs (part 50238) with or without Interface Pads (part 05774)
* Super fine sanding is only recommended if the a.m. defects are minor and in a location not readily vis-ible. Repainting is preferable. Note: sanding is not required to remove dust particle inclusions or border paint lines (start with Step 1 below).
Step procedure:
Step 1: De-nibbing with P3000 foam pads
3M products for use with an orbital sanding machine: Perfect-it 3000 Trizact Foam Disc Pads (part 50076) – Use wet/damp
Step 2: Scratch refinement polishing with mild compound and waffle heads
3M products for use with an orbital sanding machine: Foam Waffle Heads (part 50735) on Back-up Pads (part 05717M)
Perfect-it Imperial Compound (part 06044)
Step 3: Swirl-mark removal and gloss enhancement with polishing cream
3M products for use with an orbital sanding machine: Foam Waffle Heads (part 50735) on Back-up Pads (part 05717M)
Perfect-it Ultrafina Cream (part 50383)
Step 4 (optional, recommended): Waxing to maximise gloss and protect the topcoat
3M products for application by hand: Scotchguard Wax or Ultra Performance Paste Wax

MEGAGLOSS Application Guide
46
www.jotun.com