Embed Size (px)
Citation preview

-20
-10
0
10
20
30
40
10 50 90 130 170 210 250
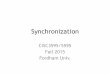
Removal of 360 ml of 1:1 Acetonitrile:Water from 150 mm tubes - max bucket temperature 40 ° C
Sample temperature with 6mbar run
Sample temperature with full vacuum run
Tem
pera
ture
(°C
)
Time (mins)
Introduction/Abstract
Sample concentration and solvent evaporation is increasinglybecoming a major bottleneck at the points where it impacts in themodern discovery chemistry process (Scheme 1). Where beforechemists would synthesise compounds individually and subsequentlyremove solvent using a rotary evaporator, there is now a demand formore efficient methods for use with the multiple compoundsgenerated by parallel synthesis. These high throughput chemistrytechniques and methodologies can enable from tens to thousands ofdiscrete reactions (and any subsequent purification) to be carried outin a short space of time. Inevitably some form of concentration isrequired to furnish the final purified products and this is where avacuum centrifuge becomes the equipment of choice. Theseinstruments utilise the fact that the boiling point of a solvent reducesas you lower the surrounding pressure thus less heating is required togive complete evaporation. The rapid rotation of the centrifugeensures that the dried products reside in the bottom of the vesselsand uncontrolled boiling is minimised.
Several companies produced this type of system including Genevacwith their HT-4 Series I system. However, to our knowledge, none ofthese commercially available centrifuges completely addressed theneeds of the current high-throughput chemistry laboratory. Hence,SmithKline Beecham decided to collaborate with Genevac with a viewto producing a superior instrument particularly targeted at drugdiscovery applications.
Scheme 1
Objectives
● Rapid sample concentration to support high-throughput chemistry viaevaporation of a wide range of common solvents including highboiling point liquids (e.g. DMSO), volatile solvents and their mixtures(e.g. DCM: MeOH) and aggressive substances (e.g. acids and bases).
● Removal of cleavage reagents from the products of solid phasesynthesis (e.g. benzylamine for benzylester linkage in Merrifield resinand trifluoroacetic acid for the more common acid labile resins).
● Compatibility with a range of sample formats and volumes withminimal reconfiguration (e.g. microtitre plates, <1 ml; vials, 1-10 ml;tubes, 10-30 ml).
● Support for high-throughput purification via evaporation of thecommonly used prep-HPLC solvent systems such asacetonitrile/water.
● Accurate temperature control to ensure sample integrity.
● Intuitive and simple interface with increased user control.
● Avoidance of cross-contamination and product loss.
● Reduce the area occupied (footprint) by the instrument to free upvaluable laboratory workspace.
● Increased safety for user.
Prototype Specification
The engineers at Genevac worked on solutions for the targets we hadset and developed a prototype system that underwent extensive testingat SmithKline Beecham. The specification included:
● Combined condenser and centrifuge unit.
● Separate, high performance vacuum pump.
● PC-control via a small keyboard and LCD screen
● Sample rotor accessed via a top-opening automatic lid.
● Chamber capacity of 4 microtitre plates (MTP's), 4 deepwell plates(DWP's) or 4 racks of 24 vials (45x15 mm, 4 ml capacity), alloccupying the same foot-print (86x127 mm).
● Infrared lamps directed to heat the sample rotor and controlled bysetting a temperature threshold above which the lamps turn off.
Prototype Evaluation
Some sample results using various solvents and evaporationconditions are outlined below (Table 1). All the runs were carried outwith the solvent in standard 4 ml vials (which were placed in Teflon-metal racks unless otherwise indicated) and the maximumtemperature set at 35°C. Various parameters were monitoredthroughout the testing including sample temperature, rack holder (orbucket) temperature (both via the thermocouple probes incorporatedinto the instrument), pressure within the chamber and run-time.
Table 1
Issues and Solutions
Analysis of the above results and problems encountered duringtesting indicated that some modifications were required. The keyissues identified and solutions implemented are discussed below:
● Graph plotting and software – The utility of having a temperatureversus time plot lies in being able to see the progress of the runthus enabling evaporation end-point detection. In the prototype onlythe most recent few minutes of the run (up to a maximum of 20)could be viewed. Hence, a scrolling graphical display wasintroduced which allowed reviewing of the data since the start ofthe run (Figure 1). The evaporation end-point usually coincides witha rapid rise in sample temperature as the last traces of solventdisappear and the sample warms to the ambient temperature. Theoperational software is simple to use and easily controls the manyuser-adjustable settings. Evaporation runs can be initiated with aminimal number of button presses and user assistance is providedby the on-screen help dialogue.
Figure 1
An example display (expanded along the x-axis) in which the redline (channel 1) represents rotor temperature and the blue line(channel 2) represents sample temperature The endpoint isindicated. Screenshot courtesy of Genevac Ltd.
● Temperature control - Overheating of samples was observed withthe prototype due to inefficient transmission of heat through thesystem (i.e. between the lamps and the sample vials). This meantsamples were often heated above the desired maximum due tolatent heat from the overly heated buckets and rotor assembly. Ascan be seen from the last two results (Table 1), when solidaluminium vial holders were substituted for the original Teflon-metallayered holders a significant improvement in evaporation was
observed. In addition, if the controlling probe was inserted into thealuminium block, the temperature overshoot was reduced, as theblock's temperature was more representative of the temperature inthe system. It was decided to take this a stage further and modifythe design of the rotor itself. Changing to a solid aluminium rotorwith recesses for the sample holders (also made of highlyconductive aluminium) enabled rapid and efficient absorption anddistribution of the heat from the lamps (Figure 2). Monitoring of thisrotor temperature ensures the samples within can never beexposed to a higher temperature than that set by the user,regardless of which position they are located.
Figure 2
The interior of the Series II HT-4 showing the solid aluminium rotorand sample holders.
● HPLC fractions – These are often difficult to evaporate to dryness,as by definition they are mixtures (in varying ratios) of two solventswith differing physical properties and hence rates of evaporation.The most common prep-HPLC solvent system used in ourlaboratories is acetonitrile:water, with acetonitrile being volatile andthus easy to remove but water much less volatile and somewhatmore capricious to evaporate. The problems arise due to differentfractions having different ratios of acetonitrile to water. Thosecontaining mostly acetonitrile evaporate to dryness rapidly whilstthose containing mostly water take significantly longer. In theprototype this difference resulted in localised overheating (anddecomposition) of those samples that dried off quickly whilst othervials still contained a significant quantity of solvent. By changing tothe solid aluminium rotor (see above), this localised overheatingwas prevented as the samples could not be heated above the rotortemperature set by the user. The evaporation of water can befurther improved by limiting the vacuum level to ~6 mbar (Figure 3).At pressures lower than this water begins to freeze and the rate ofevaporation is dramatically reduced.
Figure 3
Effect of pressure on evaporation of water.Data courtesy of Genevac
● Solvent bumping/spitting – The data (Table 1) indicated satisfactoryevaporation was achieved with a good range of solvents. However,there is the danger of some solvents "bumping" (being partiallyejected from the container due to sudden boiling) when thepressure is reduced rapidly. This was investigated by attaching filterpaper covers to vials containing coloured solvent and then
examining them for coloured spots (caused by bumping/spitting)after running the evaporator. The consequences of this unwantedphenomenon could be cross-contamination and/or sample loss.Introducing a vacuum ramping system (VacRamp, now called Dri-Pure) to reduce the pressure gradually and an increased rotorspeed (from 1400 to 1800 rpm) helped to reduce this problem.
● Sample holders – The prototype was tested with 4 ml vial holderswhich are the most frequently used format in high-throughputchemistry at SB. However, to increase flexibility and the potentialfor wider use within our medicinal chemistry laboratories it wasnecessary to accommodate different sample formats. This wasachieved by having two sets of recesses, one to take the tallertubes (e.g. Zymark/Stem block, 25x150 mm, 30 ml working volume;Sarstedt, 18x118 mm, 10 ml; Radleys Carousel, 24x150 mm, 30ml) and the other to take various shorter tubes/vials (e.g. standard4 ml vials, 15x44 mm, 3 ml working volume; scintillation/Bohdanvials, 27x55 mm, 15 ml) as well as standard MTP's and DWP's. Wealso use other custom made blocks to accommodate the variousvials used by automated synthesisers (e.g. Myriad PS) thusenabling product solutions to be immediately evaporated aftersynthesis without the need for secondary re-formatting.
● Space saving – Incorporating the condenser, centrifuge and PCcontroller into the same unit resulted in the footprint of the systembeing reduced by ~2000 cm2 (from 0.7 m2 to 0.5 m2). This enablesthe whole system to be easily accommodated in a standard 1.5 mfume cupboard. Also, the top-opening lid enables easy access tothe chamber without the need for a clear space in front of the instrument.
● Safety – Several features have been built into the system to providemore security for the user. These include a pressure detector onthe lid closing mechanism, a rotor overspeed detector andinterlocks which prevent operation of the system unless the door isclosed and stop the door opening until the rotor has stoppedspinning. The rotor can also tolerate an 85 g imbalance and has aninstability cutout should this be exceeded.
Figure 4
The exterior of the Series II HT-4 system.
Conclusions
The development process described above has resulted in a purposebuilt centrifugal evaporator to meet the needs of high throughputcompound production. Where before solvent evaporation was asignificant bottleneck, the HT-4 Series II system and it's largerbrothers; the HT-8 and HT-12 can handle the output from automatedsynthesisers and purification systems quickly and efficiently. Thesystem is flexible and easy to use and samples can be safely andrapidly evaporated without the risk of contamination or over-heating.
Acknowledgements
All at Genevac who have turned ideas into a quality productparticularly Michael Cole, Duncan Guthrie, Graham Broadbent andRoger Lee-Smith.
Development of a Centrifugal Evaporator to Support High-Throughput Medicinal Chemistry and Product Purification
Thomas J Smith, Shahzad S. Rahman Combinatorial and Chemical Technologies, SmithKline Beecham Pharmaceuticals, Harlow, Essex, CM19 5AW, UK
Solvent Volume Evaporation CommentsTime (min)
DICHLOROMETHANE (DCM) 48x2 ml 26 Common volatile solvent
N,N’-DIMETHYLFORMAMIDE (DMF) 48x2 ml 51 Common non-volatile solvent
DIOXANE 48x2 ml 46 Common solvent
ACETONITRILE:WATER (1:1) 48x2 ml 90 Typical prep-HPLC
solvent mixture
DIMETHYLSULFOXIDE (DMSO) 12x1 ml 55 High boiling point solvent
DCM:TRIFLUOROACETIC ACID (1:1) 48x2 ml 17 Typical resin cleavage mixture
DCM:METHANOL (1:1) 96x1.5 ml 62 Dissolved products -
evaporated to dry solids
DMF 12x2 ml 49 c/w following run
DMF 12x2 ml 31 Using aluminium vial holders
(c/w previous run)
QCQC
REAGENTSYNTHESIS
EVAPORATION EVAPORATION
SYNTHESIS PURIFICATION
EVAPORATION
SCREENINGand STORAGE