Embed Size (px)
Citation preview
WELCOME TO QA/QC DEPARTMENT
EXPLANATION OF MECHANICAL ACTIVITY

PIPE RECEIVING AND HAULING
PRECAUTION OF DURING AND AFTER PIPE
RECEIVING

DURING PIPE RECEIVING!!! 1. MILL INSPECTION AND
TEST CERTIFICATE (MTC)
2. INSPECTION AND RELEASE CERTIFICATE (IRC) FROM ARAMCO or VID
3. COATING REPORTS
DOCUMENT VERIFICATION.
INPECTION OF MATERIALS
1. MATERIAL GRADE AS PER SCOPE OF WORK WITH MTO.
2. DIAMETER.3. THICKNESS.4. SPECIFICATION.


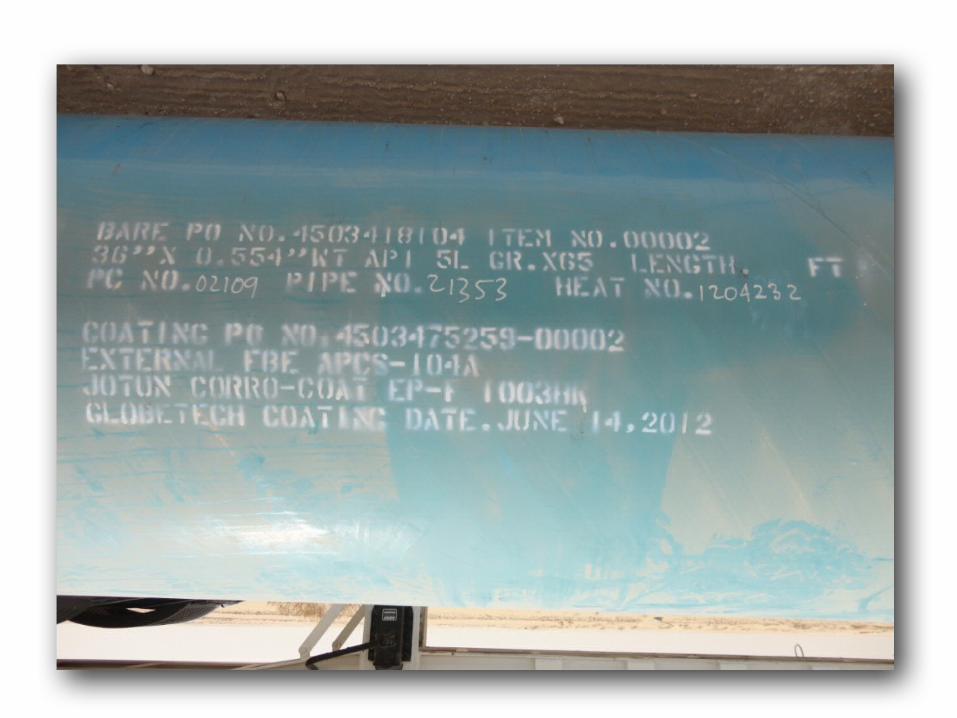
WHAT IS THE MEANING OF HEAT NUMBER?
• Heat : The metal produced by a single cycle of a batch melting process.
• Heat Number : An identifying number assigned to the product of one melting in an electric arc furnace: e.g. 1204232. Sometimes, but not universally, the first digit indicates the furnace number; the second digit indicates the year in which the heat was melted. The last three (and sometimes four or five) digits show that this was the 04232th heat melted in No. 1 furnace during 2012.

STORAGE, HANDLING AND TRANSPORTATION
• The coated pipe shall be handled at all times in a manner that prevents damage to the pipe walls, beveled ends, and to the coating (including internal coatings, if applied).
• All equipment, including field bending machines and pipe cradles, that contact the coated surface of the pipe shall be padded. Slings shall be nylon or equivalent; steel cables shall not be used.
• Coated pipes shall not be rolled or dragged on the ground. Coated pipes shall be protected by wrapping polyethylene strings near the pipe ends.
• During storage the coated pipes shall be placed at least 150 mm off the ground on either rock-free sand berms covered with polyethylene sheeting or on padded skids spaced and leveled so that the pipes are supported without damaging the coating.

CONTINUE:
• FBE-coated pipes shall not be stacked directly against each other at any time during storage or transportation. They shall be separated by full encirclement, non compressible rubber padding or equivalent at least 10 mm thick.
• Twelve meter (12 m) joints of pipe shall have at least 3 full encirclement separation pads. Two (2) shall be located 1 to 3 m from each end of the pipe and 1 in the middle.
• Twenty four meter (24 m) double-jointed pipe lengths shall have at least 5 full encirclement separation pads placed so that 2 of them are 1 to 3 m from the outer ends of the pipe and 3 of them support the center section of the pipe. Placement of the pads should be approximately equidistant from each other.
CONTINUE:
• Truck beds and sides shall be inspected to ensure that there are no projections (rivet heads etc.) that may cause fretting during transportation.
• Wooden bearing strips shall be used. • Pipe layers must be separated by wooden
separators or by rubber sheet, at least 6 mm in thickness or by nylon ropes having a minimum diameter of 19 mm.
• The packing list for transportation must include the pipe numbers, relative location in the truck and the truck number on which specific pipes are being transported.



STRINGING REQUIREMENTS
• Externally coated line pipe string along the right-of-way shall be supported on rock-free sand, sand bags, rubber tires, or similar compressible material to prevent coating damage. (See also the general handling requirements in Paragraph 5.1.)
• Coated pipe is handled with soft slings (nylon or equivalent) and padded supports at all times.
• Slings for lifting pipe shall be nylon or similar material to prevent damage to the pipe surface. Wire rope slings shall not be used.
RECEIVING INSPECTION
• Marking on the pipe and on tags, confirmed with the material description on the P.O. and the physical properties of the pipe material in terms of the following:
1. Material type / classification / grade and class2.Diameter3.Thickness or Pipe schedule
( API Spec 5L. Para. 10.3 & 10.4)

CONTINUE:
• Each pipe shall be marked Saudi Aramco, followed by the destination, Purchase Order number/Item Number, heat number,
• Surface of the pipe that will be coated shall be essentially free of scabs, slivers , cold laps, burrs or other surface defects that would impair the coating.
• Pipe has no OD or ID surface imperfection that has a depth greater than 12.5% of the the specified wall thickness.
CONTINUE:
• The pipe shall contain no dents greater than ¼ inch (6.4mm).
• Pipe has no cold-formed dents deeper than 1/8 inch (3.2mm).
• Pipe(s) free from following physical defects:a. Cracks (all)b. Lamination or inclusionc. Arc Burnsd. Undercutse. Under fill

CONTINUE:
• Pipe that is to be joined using pipeline Automatic Welding System is designated in the Purchase Order as “Suitable for AUTOMATIC WELDING” shall meet the following additional requirements:
1. Straight seam or spiral welded pipe, outside weld reinforcement shall be ground flush with the pipe surface for a minimum longitudinal distance of 130 mm from each end of the pipe
2. The difference in outside diameter, at the ends, between any two lengths of the same line item shall not exceed 1.6 mm for 75% of the pipes produced.

CONTINUE:
3. Out of Roundness at the ends shall not exceed max or min 0.5% of the specified OD. For pipe with D/t<75, the difference between maximum & minimum diameters shall not exceed 6 mm.
4. On SAW pipe for automatic welding , local out of roundness in the form of seam shall not exceed 1.6 mm.
*Tolerance = now 1% per January 2007 Edition of 01-SAMSS-035.

NEXT WILL BE CONTINUE ABOUT WELDING





























