Embed Size (px)
Citation preview

21
Geometric Errorsin CNC Machine Tools
Matus Kosinar, Ivan Kuric
Abstract The geometric errors of CNC machine tools were the causes of a more detailed analysis of the system error
compensation methods are summarized and explained on this basis, various types of error compensation method of applications, in order to further achieve the machine tool accuracy lay the foundation for soft-upgrade. Modern CNC machine tool combines computer, servo systems, automatic control systems, precision measurement systems and new types of institutions of advanced Technology to processing of complex shape, precision, small-volume parts, and has the processing of high precision, high production efficiency, adaptability and so on. How to detect the accuracy of CNC machine tools, various industries are becoming the user acceptance and maintenance of CNC machine tools much attention to problems.
Keywords: machine toll, geometric error, machine tool error, inaccuracy
1 Introduction The mechanical engineering industry, as other sectors of
economy where the final product is a finished part, tries to increase the product quality. On one hand there is the customer's demands and on the other hand the increasing production. Simultaneously are increasing product quality and precision instruments. At the same time there are reserves sought of in all the parts of the company, which would achieve good production indicators.
We tend to think of machining center accuracy the way we think of the machine’s travels. That is, the accuracy is a built-in fact of the machine. Some machines are more accurate and some are less accurate, just as some machines have large travels and some have small ones. This view is partially true. The first step in achieving machine tool accuracy is to ensure proper set up. Second is to provide feedback devices on the slides and spindle that will tell how well the machine is, or is not, operating.
However, that machining center is also part of a system. The machine is set up a certain way and run a certain way. It exists within an environment in which the temperature, among other factors, is subject to change. And the machine by itself is a system, too-made up of moving components that dynamically affect one another. All of these influences contribute to the machine’s accuracy, so all of them potentially have to be taken into account.
Quality is perhaps the oldest concept by which a product can be evaluated thus identifying or describes the level of customer satisfaction with the product. The state of a machine tool has an enormous impact on the quality of the piece, on which the machining process takes place. Therefore it is important to keep the machine tool in such conditions, that it will be able to produce parts that meet the demanded accuracy. Very low tolerances or very high quality surface can cause unnecessary production costs, hence a high cost product. Positive is high reliability and long-time use. In contrast, products with low prices have a positive impact on enterprise competitiveness.
There are two ways to improve machine tool accuracy. One is by improving the part design, manufacture and assembly levels to eliminate a possible source of error is called error Prevention Act (error prevention). This method is mainly driven by processing the one hand, the constraints of precision machine tools, improving the quality of the other components leading to expansion of processing costs, resulting in the use of this method is subject to certain
restrictions. Another called the error compensation method (error compensation), usually by modifying the machine's processing instructions to the machine tool error com-pensation, to achieve the desired trajectory to achieve the soft-precision machine tool upgrades. Studies have shown that the geometric error and the error caused by the temperature error of about 70% of the overall machine tools, including geometric error is relatively stable, easy to carry out error compensation. Geometric errors of CNC machine tool compensation can increase the processing level of the whole machinery industry, to promote scientific and technological progress.
2 Machine tool accuracy Machine tool precision is characterized by the ability of
the machine to produce parts of the required shape and dimensions keeping the required tolerances and to achieve the desired surface roughness. Requirements for precision of the machine tools result from the required precision of components manufactured on the machine. Because on one machine are usually manufactured different surfaces of a component of different geometric shapes, it is necessary to respect the accuracy of fundamental dimension elements of machine, such as: flatness and straightness of guide sur-faces, alignment clamping surfaces, parallelism of axes with guides, the perpendicular shaper required from the spindle axis with the clamping surface of the table, etc. Compliance with the required accuracy of manufacture and assembly of parts and machine nodes can achieve static precision of the machine tool, also called geometric precision can be achie-ved. Geometric accuracy of the machine tool is the preci-sion of shape and position of its individual parts and their mutual movements. It is necessary, but not a sufficient condition for ensuring the required precision of the machine tool manufacturing. It depends on the accuracy of the relative shape of the path of the work-piece and tool, ultimately, the accuracy of the shape and surface relative position of the work-piece manufacturing on the machine tool. Initial acceptance conditions for the control of geo-metric accuracy of machine tools compiled in 1927, Professor on Technical University in Berlin - Charlotten-burgdr. Georg Schlesinger. These conditions have been taken in the main features by all industrialized countries and

22
appropriately adjusted for current conditions. These are the basis of ISO, DIN, EN, etc.
Precision machine tool is primarily determined by accuracy of the individual parts and its nodes. Because these parts are produced by conventional machining methods, their dimensions, shapes and relative positions are determi-ned on the drawings by tolerances, which have to be in manufacturing and assembly process precisely observed.
Measuring the linear axis displacement is not enough. While all machine tool builders are trying to build the best possible machine, there are many variables that can be a source of potential errors. For example, the transport itself can cause problems. If the machines are installed at the customer, the dividing changes and assembly may also af-fect the geometry of the machine tool. Naturally, everyday wear during use causes the machine to losing accuracy. That is why the ISO standard specifies machine tools and for-ming machines calibration in half-year intervals.
3 Inaccuracy of machining In production of machined parts it is not practically
possible to produce parts with full precision. The machined parts dimensions are always different from the nominal values mentioned in the design drawings. Relevant devia-tions are bound with many factors, from which the most important one would be the production process. Some finishing operations allows reaching the nominal dimension, coming very close to it, so the difference between the actual dimension and dimension mentioned in the drawing is very small.
Total inaccuracy of machining can arise from series of factors. Among them, these are the most significant. • inaccuracies due to elastic deformation of technology
system machine - tool - workpiece from the cutting forces and resistances,
• inaccuracies caused by thermal deformations of technolo-gical system
• inaccuracies due to wear and tear of cutting tool, • inaccuracies of machine sorting and of workpiece mate-
rial composition, • inaccuracies due to distortions in the workpiece by clam-
ping forces, • inaccuracies due to geometric and kinematic machine tool
inaccuracies, • inaccuracies due to geometric irregularities of the cutting
tool, • inaccuracies due to internal stresses in the workpiece
material, • inaccuracies due oscillation in the technological system, • inaccuracies due to fluctuations of input size parameters
of the workpiece and the material inhomogeneity. From the list above we can state, that the most important
factor of machining accuracy is the machine tool and its accuracy.
4 Classification of errors for CNC machine The machine error analysis literature is vast and error
definitions may vary considerably, often creating confu-sions in the interpretation. In this particular study, termi-nologyconcerning the machine error classification is pro-posed inorder to clarify the subsequent analysis. The clas-sification isbased upon the causality principle.
The errors are categorizedin three parts, the upper level errors causes originating from thelower level errors. Geo-metric errors, joint kinematic errors, volumetric errors.
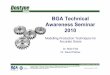
The first category is constituted of guide-way geometric errorswhich are the surface straightness errors of the guide-waysupon which a machine axis carriage moves as well as therelative location errors of the guide-ways of a particular axis.
The joint kinematic errors are the axis motion errors: threetranslations and three rotations which completely describe theundesired motion of a machine axis carriage under theassumption of rigid body kinematics. A joint kinematic error isthe result of the combination of various geometric errors of the guide-ways on which the carriage moves simultaneously (Fig.1).
Figure 1 Types of errors
The volumetric errors describe the total error in position andorientation of the machine end effectors (spindle, cutting toolor stylus tip) within its working volume with respect to theobject acted upon such as a work-piece.
They result from thecombination of joint kinematic errors and link geometric errorsof the machine axes consti-tuting the kinematic chain of themachine. They form the highest-level category of errors. .
5 Measurement of errors in CNC machine Fault diagnosis is essentially a failure in the diagnosis of
the premise of an object, or the system itself from the outside world through the information input, processed, to determine the fault type, fault position as (components), then the estimated time of failure may be serious level, failure cause, and even can provide evaluation, decision making and maintenance recommendations.
The main content of modern fault diagnosis should include real-time monitoring technology, failure analysis (diagnosis) techniques and troubleshooting methods in three parts. Access to the fault location from the information, to the exclusion of failure, as a separate technology deve-lopment, but also as a common diagnosis coordinated deve-lopment of the technology.
CNC machine tool commonly used the following method of diagnosis: • Direct method: Use of sensory organs from the main-tenance personnel to observe the fault occurrence of various sound, light, taste and other anomalies, see CNC machine tool system of the various modules and circuits, with or without traces of burning and injuries to quickly narrow down the fault to a module or a printed circuit board. This is a basic and commonly used method. • CNC system self diagnostics: CNC system self-diagnostic function, has become an important measure of performance indicators CNC, CNC system self-diagnostic features real-time monitoring of CNC system working state. Once the abnormal situation occurs, immediately displayed on the

23
CRT alarm message, or by light-emitting diode indicates the causes of the fault block, which is CNC machine fault diagnosis and maintenance of the most effective and direct way.
Figure 2 Measurement using direct methods (Laser XL 80) • Functional program testing method: Functional program testing method is commonly used in the numerical control system functions and special features programmed by hand or automatic programming method, a functional test pro-gram compiled, into the NC system, and then let the CNC system to run the test procedures to check the tools perform these functions the accuracy and reliability, and then identify the possible fault location and cause of the mal-function. • Module exchange: The so-called module exchange is generally the cause of the failure cases, the use of an alternate printed circuit board, templates, integrated circuit chip or component replacement questionable part of the functional unit of the same template or mutual exchange of metastasis observed failure to quickly determine the fault location method. • The principle of analysis: CNC formed according to the principle of the work of the various components from the system theory to analyze and judge to proceed from the logic circuit fault doubt on the analysis of levels and characteristic parameters of the logic to determine the fault location method. This method is very demanding on the maintenance staff must be familiar with the whole system or each component works in order to locate the fault location. • PLC procedural law: According to PLC alarm information, access to the PLC program, the corresponding alarm control module program, more related to I / O device logic state, determine the fault.
CNC machine fault diagnosis of parameters of inspect-tion as well, measurement comparison, percussion, Local heating method, isolation method and the open-loop detection, etc., these methods have their own characteristics, maintenance, often while using the integrated use of several methods, gradually narrow the scope of analysis and failure to achieve the purpose of troubleshooting.
Fault diagnosis of CNC machine tools has been a troub-led operation, maintenance personnel problems. Because
CNC machine tools reliability of the safety and work efficiency for the direct production units have a huge impact, expert systems in fault diagnosis field application, implemented based on empirical knowledge of human experts, equipment and system fault diagnosis technology.
CNC machine tools as a complex nonlinear system, give full consideration to changes in natural conditions and human errors, how to combine fuzzy technology and the advantages of artificial intelligence, concluded a more intel-ligent fault diagnosis method, efforts will be needed later direction.
With further increase automation equipment, and its diagnosis has become more complex, especially for construction machinery for the process to solve all the fault operation is very difficult. In view of this situation, the strength of the technology research institutes to establish a remote fault diagnosis system, through the Internet con-nection and construction machinery operation site, to create a real-time fault detection system, operation process in time to find the fault, the diagnosis quickly. Fault diagnosis system in the local cannot be solved, the use of Internet access to remote fault diagnosis center, through the strength of the technology research institutes to address these failures, in time to resume production, but also effectively achieve technical resource sharing, the Internet-based re-mote fault diagnosis system will be an important direction of development.
6 Geometric errors Generally agreed that the geometric error of CNC ma-
chine tools caused by the following aspects: • The machine´s original manufacturing errors: Refers to the work of the various components of the composition of the surface of tool geometry, surface quality, between the posi-tion errors caused by machine motion error is the geometric error of CNC machine tools produced by the main reason. • Machine control system error: Including the machine shaft servo error (contour following error), CNC interpolation algorithm for the error. • Thermal Deformation Error:As the machine's internal heat source and environmental thermal disturbances leading to the structure of machine tool thermal deformation resulting from errors. • Cutting process system load caused by deformation caused by the error: Including machine tools, cutting tools, work-piece and fixture deformation caused by errors. This type of error is also known as "Let the Knife", which the shape distortion caused by processing of parts, especially when machining thin-walled parts or when the use of slender knives, this error even more serious. • Vibration Machine Error:In cutting, the CNC machine tools and processes because of the flexible process variable, the greater the possibility of running into unstable regions, which aroused a strong flutter. Lead to deterioration of the surface quality of workpiece and geometry of the error. • Detection System Test Error:Include the following as-pects: Due to the manufacturing error of measurement sensor and its Application in the installation of machine tools of measurement error caused by sensor feedback system's own error, errors due to machine parts and bodies as well as in the use of the deformation measurement sensors caused the error occurred. • Outside interference error of:As the environment and changes in operating conditions caused by random error.

24
• Other errors:Such as the programming and operation of the error caused by the error.
In accordance with the above error characteristics and the nature of the error, grouped into two broad categories: the systematic error and random error.
Systematic error of CNC machine tools is the inherent error of machine tools, with repeatability. CNC machine tool geometric error is the main component also has repeatability. Use of the features to them "off-line measu-rements", can be used "off-line test - the open-loop compen-sation" Technology to be amended and compensation, to reduce, to the purpose of enhanced precision machine tools.
Random error with a random, must be used "on-line test - closed-loop compensation" approach to the elimination of random errors on the machining accuracy of the method of measuring instrument for measuring the environment, demanding and difficult to promote.
7 The characteristic of geometrics errors Geometric errors are those errors that are concerned
with the quasi-static accuracy of surfaces moving relative to oneanother. Although better performance can be reached byimproving the design and production of a machine, theachievable accuracy is still limited because of the limi-tationsimposed by the physical properties of the material-sand economic concerns. An effective method of compen-sationfor these errors which includes both error prediction-nand a compensation system is needed. Problem statement
The geometric errors are affected by factors such as surface straightness, surface roughness, and bearing pre-load. Thegeometric errors are always repeatable and time-invariant.The following experiments conditions are conside-red in theanalysis: • Only those errors that represent a change in the basic accuracy of the geometric errors are considered, andnot those that are process-dependent, such as the effectsof tem-perature and of the cutting force. • The influence of backlash error has been eliminated before the tests; that is, the backlash in the axes hasbeen well com-pensated by software or hardware methods.
8 Geometric error compensation technology For the different types of errors, the implementation of
error compensation can be divided into two broad catego-ries. Random error compensation request "on-line measu-rement", the error detection device directly installed on the machine, in machine work, real-time position measurement error of the corresponding value of the value of real-time with this error on processing instructions be amended. Random error compensation of machine tools does not require the nature of the error can be the same time machine random error and systematic error compensation. But requires a complete set of high-precision measuring devices and other related equipment, the cost is too high, poor Economic returns to the line of temperature measurement and compensation, failed to achieve practical application. Systematic error compensation is the appropriate instrument to use in advance of the testing machine, namely through the "off-line measurement" to be the location of machine tool workspace command error values, use them as a function of machine tool coordinates. Machine work, accor-
ding to processing the coordinates of points, adjusting the corresponding error values to be amended. Better stability of the machine required to ensure the certainty of machine errors, in order to facilitate the amendment, after compen-sated depends on the accuracy of machine tools, machine tool repeatability and environmental conditions change. CNC Machine Tool Under normal circumstances, repeat accuracy is much higher than its space integrated error, so the system error compensation can effectively improve the accuracy of machine tools, and even can improve the accuracy of machine rating. So far, at home and abroad on the system error compensation methods are many, can be divided into the following methods: • Synthesis of single-error compensation method: The compensation method is based on the formula for the theoretical basis for the synthesis error, first measured by direct measurement of the individual machines the value of the original error from the error formula for the calculation of compensation point of synthesis error components in order to achieve error compensation of machine tools. • The direct compensation method error:This approach requires accurately measure the space vector machine error, the higher the compensation required accuracy, measure-ment accuracy and measurement requires more points, but to know in detail the error of measurement at any point of space is not possible, the use of interpolation Methods obtain compensation point of the error components to carry out error correction, this type of approach requires the establishment and compensation consistent with the absolu-te measurement of coordinates. • The relative error decomposition, synthesis Compensation Act: Most of the error measurement method is obtained a relatively comprehensive error, whereby you can get from decomposition of the individual machine error. Make further use of the error synthesis approach, the machine tool error compensation is feasible. At present, Research in this area at home and abroad also made some progress. Error synthesis, require measure of all machine axes of the original error, more mature measurements are laser interferometer to measure with high precision. Using dual-frequency laser interferometer for error measurement, the need for a long time for the operator demands a high debugging level. More important is the error of measure-ment of environmental requirements high, commonly used in coordinate measuring machine testing, not suitable for production of field operations. Relative error decomposi-tion, synthesis Compensation Act, a relatively simple mea-surement method, a measurement of the data and Infor-mation available to the entire circumference, while the accuracy of machine tools to meet the testing and evaluation tools. At present there are many error decomposition method, due to machine varied, it is difficult to find a suitable Mathematical model of the common error decom-position, and the impact on the measurement results the same as the original error term cannot be broken down, it is hard to promote. Error of the direct compensation method, the general standard parts as control access to space vector error, for direct compensation, less the intermediate links, the situation is closer to a practical machine. However, the amount of Information requires different access to a large number of standard parts, difficult to achieve, so that there are limits to compensation precision.

25
Figure 3 Entering data into the machine tool using error
compensatory table
9 Measuring devices to detect errors in machine tools From the viewpoint of complex solution technical
diagnostics can be divided: • discovery of rising malfunction – detection, • assessment of defective unit or node – localization, • prognosis of remaining operating life – prediction.
The technical diagnostics has the following aspects: • veryhigh assurance and reliability with perspective on prolongation of maintenance cycles and reduction of further damage, • objectivetechnical condition must be determined without dismounting and operation discontinuation, • evaluationmust be done based on reliability of whole machine system.
Diagnostics from the viewpoint of machinery is known as: • preassembly diagnostics, • diagnostics after final assembly - during debugging and fi-nal inspection, • operating time diagnostics - service, inspectional or moni-toring.
It is possible to meet with the following types of dia-gnostics: • vibrodiagnostics, • tribodiagnostics, • thermography, • acoustics, • diagnostics of machines by measuring of its geometry.
The vibrodiagnostics has the following aspects: • periodical machinery and tools measurement, bearing condition monitoring and detection of dynamic conditions like unbalance, abaxiality etc., • non-periodical measurement of problematic machinery, • implementation of vibrodiagnostics into maintenance sys-tem.
The tribodiagnostics is characterized by the following aspects: • basic analysis of oil and lubricant samples, • for haulage contractors and construction machinery, • forprocessing machinery and tools.
Diagnostics of machines by measuring of its geometry are important especially the following: • accuracy of CNC machinery progression monitoring, • circular interpolation according to ISO 230-4. • geometry measurement according to ISO 230-1.
10 Conclusions Geometric and thermally induced errors account for
about 70% of the errors in machine tools. Therefore, compensationfor geometric and thermal errors could significantlyenhance the accuracy of machine tools and then improvethe quality of parts produced with them. The-geometric errors are those errors that exist in a machineon account of its basic design, and those resulting fromthe inaccuracies built in during assembly and from thecom-ponents used in the machine. Geometric errors makeup the major part of the inaccuracy of a machine tool.As such, they form one of the biggest sources ofinaccuracy in the parts produced. Geometric errors aresystematic, or repeatable, and can be measured and stored;compensatory actions are effective. Accurate error predictionis one of the most important steps in the wholecompensation procedure. A laser interferometer is commonly used in the measuremen-tof the various components of the errors. It has thedisadvan-tage that the method needs an expert operator anda long measurement time, and it is not suitable for actualindustrial application. A double ball-bar can be used forchecking the errors when the machine is moving in a circle. The results can usually be used for periodicchecking. A telescopic ball-bar can be used toenlarge the measurement area. These methods can, theoretically,detect position errors in a volu-me. However, they areusually very time-consuming and labor-intensive whenused to calibrate a machine.
The quality of every component produced on a CNC machine is highly dependent on the machine’s performance. Many inspection procedures take place after the component is produced. This is too late. To avoid scrap it is better to check the machine before cutting any metal. Determining a machine tool's capabilities before machining, and subse-quent post-process part inspection, can greatly reduce the potential for scrap, machine downtime and as a result, lower manufacturing costs. It doesn't matter if your machine is new or old, all have errors. Process control and improve-ment is the key to raising quality and productivity.
Prof. Kuric Ivan, M.Sc., Dr., Kosinar Matus, M.Sc.,
University of Zilina, Faculty of Mechanical Engineering,
Department of Automation and Production Systems, Univerzitna Street No. 8215/1, 010 26 Zilina,
E-mail: [email protected] [email protected]
Slovak Republic

26
References [1] Demeč, P.: Presnosť obrábacích strojov a jej matema-
tické modelovanie, Vienala Košice, 2001 [2] H. Schwenke, W. Knapp, H. Haitjema, A.
Weckenmann, R.Schmitt e, F. Delbressine. Geometric error measurement andcompensation of machines-An update. CIRP AnnalsManufacturing Technology 57 (2008) 660–675.
[3] Jenq Shyong Chen, Tzu Wei Kou, Shen Hwa Chiou.Geometric error calibration of multi-axis machi-nes using anauto-alignment laser interferometer. Preci-sion Engineering 23(1999) 243–252.
[4] Pilc, J., Čilliková, M.: Trendy vývoja výrobnej techni-ky, Edis Žílina, 2004
[5] Kuric, I., Novák-Marcinčin, J., Cotetiu, R., Ungureanu, N.: Development of Progressive Technologies - Com-puter Support for Progressive Technologies. Vienna 2007, ISBN 3-901509-28-3, s.253
Continued from page 16
[6] Cotetiu, R., Kuric, I., Marcinčin, J., Ungureanu, N.:
New Trend in Mechanical Design and Technologies. ISBN 973-751-084-4, 2005, RISOPRINT Cluj Napoca Publisher, 210p.
[7] Košinár, M., Kuric, I.: Hodnotenie a metodika pre me-ranie obrábacích strojov. 11th International Conference „Automation in Production Planning and Manufac-turing“ Turčianske Teplice, 2010, ISBN 978-80-89276-23-3
[8] Jun Ni. CNC Machine Tool Error Compensation Review and Prospect [J]. China Mechanical Engine-ering, 1997,8 (1): 29 ~ 32.
[9] Ramesh R, Mannan MA, Poo A N. Error compensation in machine tools - a review pArt I: geometric, cutting-force induced and fixture-dependent errors. Interna-tional Journal of Machine Tools
Prof. Novak-Marcincin Jozef, M.Sc., PhD., Technical University of Kosice,
Faculty of Manufacturing Technologies Presov, Bayerova 1, 08001 Presov,
E-mail: [email protected] Phone: 051/7723012
Slovak Republik References [1] Ning, L., Veldhuis, S.C., Yamamoto, K.: Investigation
of Wear Behavior and Chip formation for Cutting Tools with Nano-Multilayered TiAlCrN/NbN PVD Coating, International Journal of Machine Tools & Manufacture 48, 2008, pp. 656–665, ISSN: 0890-6955.
[2] Kopač, J. Soković, M., Dolinšek, S., Tribology of Coa-ted Tools in Conventional and HSC Machining, Journal of Materials Processing Technology118, 2001, pp. 377–384, ISSN: 0924-0136.
[3] Antić, A., Zeljković, M., Klančnik, S., Živković, A.: Influence tool wear condition on cuting proces and tool vibrations, Machine Design, Vol. 3, No 4, 2011, pp 259-262. ISSN 1821-1259.
[4] Barry, J., Byrne, G., Lennon, D., Observations on chip formation and acoustic emission in machining Ti–6Al–4V alloy, International Journal of Machine Tools & Manufacture 41, 2001, pp. 1055–1070, ISSN 0890-6955
[5] Burns, T.J., Davies, M.A.: On Repeated Adiabatic Shear Band Formation During High-Speed Machining, Inter-national Journal of Plasticity 18, 2002, pp. 487–506. ISSN 0749-6419.
[6] Antić, A., Kovačević, D., Zeljković, M., Kosec, B., Novak-Marcinčin, J.: Wear level influence on chip seg-mentation and vibrations of the cutting tool, RMZ-Materials and Geoenvironment, Vol. 58, No. 1, 2011, pp. 15-28, ISSN 1408-7073
[7] Kovačević, D. FEM Modelling in Structural Analysis (in Serbian), Građevinska knjiga, Beograd 2006, ISBN 86-395-0478-4.
[8] D. Kovačević, I. Džolev & Ž. Janjić, AxisVM® 10 - One Approach in "CASA", VSU2010, 9th International Scientific Conference, Proceedings, Sofia, 2010. pp. 75-80, ISSN 1314-071X.