-
7/28/2019 Materials Today Yoni
1/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11478 ISSN:1369 7021 Elsevier
Ltd 2012
Nanomanufacturing
of biomaterials
In this review, we present a few of the many important
objectives in the
area of biomedical engineering that could open new pathways for
next-
generation biomaterials. We also provide examples of how
materials forthese goals can be created in an economically viable
means through recent
advances in high throughput production. These strategies
highlight the
potential for nanomanufacturing in a variety of areas of
importance for
human health and safety.
Yoni Engel1,, Jessica D. Schiffman2,,*, Julie M. Goddard3, and
Vincent M. Rotello1,*1Department of Chemistry, University of
Massachusetts, Amherst, Massachusetts 01003, USA2Department of
Chemical Engineering, University of Massachusetts, Amherst,
Massachusetts 01003, USA3Department of Food Science, University of
Massachusetts, Amherst, Massachusetts 01003, USAThese authors
contributed equally to this work*E-mail:
[email protected];[email protected]
Controlling the interactions of surfaces with biological
entities is
crucial for the development of smart and responsive biomaterials
for
biomedical1,2, environmental, and food/water safety
applications3.
Two factors, chemistry4 and nanotopography5 govern the
interactions
that occur at the interfaces of anthropogenic materials and
biology.
Controlling these interactions will provide materials with a
range of
next-generation capabilities, including implantable medical
devices
with tunable behavior6,7, tissue engineering scaffolds that
can
encourage the growth of specific cell types 8,9, and biosensor
surfaces
that can effectively resist protein and bacterial
fouling2,10.
A wide range of materials including, polymers11-13
, carbohydrates14,15
,lipids16, peptides17, and proteins18,19 have been used to
control the surface
properties of materials. A rapidly emerging direction in surface
engineering is
the control of surface properties through nanostructuring20-22.
Nanoparticles
(0D), wires and individual fibers (1D), thin films (2D), and
fiber assemblies
(3D) can now be rationally synthesized23-26 and fine-tuned to
elicit specific
interactions with the biological environment that are required
for their
effective use27. Enhancing the surface of existing bulk
materials (e.g., stainless
steel in the food industry, titanium for biomedical
applications) with nano-
to micro-scale patterns, layers, and scaffolds of functional
materials imparts
this control to commercially important substrates. This approach
towards
nanofabricated surfaces couples desirable bulk materials
properties, such
as mechanical stability and elasticity, with specific and
tunable interactions
with the biological environment28,29.
Effective real-world implementation of biomaterials
featuring
nanostructured surfaces requires translation of bench-scale
success to
commercially scalable manufacturing. Traditional surface
patterning and
topography modifying methods including optical, e-beam, or
nanoimprint
lithography (NIL) are typically combined with various etching
and
deposition techniques30-33. This post-processing increases the
overall
processing cost and time while often introducing toxic
materials, makingmany current nanofabrication techniques
impractical for the commercial
production of nanostructured biomaterials.
In this mini-review, we present a few of the many important
objectives
in the area of biomedical engineering that could open new
pathways for
next-generation biomaterials.
Nanostructured anti-fouling and antimicrobialmaterialsThe
undesired accumulation (i.e., fouling) of proteins and
bacterial
mailto:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]
-
7/28/2019 Materials Today Yoni
2/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11 4
Nanomanufacturing of biomaterials REVIEW
(a)
(c)
(b)
(d)
colonies on surfaces is a cause for concern in practically all
biomedical
applications where surfaces are exposed to biological media.
Protein
fouling can degrade bio-sensor performance34, induce immune
response
and inflammation around implants35, and is often the first step
in
microbial colonization and the growth of biofilms capable of
causing
disease or spoilage3. Bacterial contamination poses serious
health
hazards when formed on surgical equipment and biomedical
devices36,
thus making the fabrication of biofouling resistant surfaces a
priority in
biomedical engineering10. Cross-contamination of pathogenic
organisms
in hospital and food processing environments also represents a
major risk
to nosocomial infections and outbreaks of food borne illness,
respectively.
Due to the array of grave responses that arise from protein and
microbial
accumulation, strategies that target the various stages of both
protein
and bacterial fouling are urgently needed.
Protein fouling is a three step process: 1) reversible protein
adsorption,
2) denaturation, and 3) multilayer protein deposition. In
previousstudies the Rotello group has demonstrated the utility of
modified gold
nanoparticles (GNPs) as an active nanoscale agent for
biomaterials20,
including the stabilization of adsorbed proteins37. This aspect
has been
applied to the creation of surfaces highly resistant to protein
fouling. In
this strategy GNPs were covalently attached in a robust and
uniform
configuration to surfaces via dithiocarbamate (DTC) place
exchange
reactions on their gold core38,39. Surfaces featuring positive,
neutral, or
negative GNPs (Fig. 1a) were immobilized via dithiocarbamate
formation
onto polyethylenimine (PEI) films (Fig. 1b). The GNP coated PEI
surfaces
prevented the denaturation (Fig. 1c) and fouling of proteins,
demonstrating
the ability of GNP paint to provide non-fouling surfaces (Fig.
1d).
Like protein fouling, bacterial adhesion proceeds in multiple
steps40,41,
providing distinct opportunities to create antimicrobial
surfaces.
One approach is to develop bio-inert surfaces that chemically
resist
protein fouling, and hence, are also efficient in preventing the
bacterial
attachment that follows (Figs. 2a,b). For example, Bandyopadhyay
and
co-workers demonstrated that racemic D+L gulitol terminated
surfaces
were more effective than homochiral surfaces in preventing
protein
adsorption and biofilm formation42. The difference between
chiral and
racemic surfaces was related to different water solvation at the
interface,
which is considered to have an important role in determining the
fouling
resistance of monolayer coated surfaces10. This work suggests
integrating
different surface chemistries as a general anti-fouling approach
to
attack different stages of the bacterial adhesion process.
Another approach to antimicrobial surfaces is to develop
materialsthat can actively kill bacteria13. This approach was used
by the Goddard
group to create antimicrobial surfaces with significance in food
science
and biomedical applications43. Recently, Bastarrachea and
Goddard
prepared stainless steel surfaces presenting antimicrobial
N-halamine
functions44(Fig. 2c). High loading of N-halamines was achieved
by
using a layer-by-layer assembly of PEI and Poly-acrylic acid
(PAA) on
stainless steel surfaces, followed by the halogenation of
amides, amines,
and imides in the assembled layers. N-halamines inactivate
bacteria
through the direct oxidation of biomolecules within the
microorganism.
Fig. 1 (a) Gold nanoparticles (NPs) used in this study featured
a positive, neutral, or negative interacting tail. (b) Schematic
depicts the anti-fouling behavior ofpristine PEI surfaces and
GNP-coated-PEI surfaces. (c) CD spectra of BSA protein, thermally
denatured BSA protein, and GNP-BSA protein complexes. (d)
Ellipsometrymeasurements determined that differet thicknesses of
proteins were adsorbed onto PEI, NP-coated-PEI, and PEG surfaces
after incubation with solutions containing10%, 50%, and 100% of
serum (FBS) for 6 h. Reproduced from20 with permission from
Wiley.
-
7/28/2019 Materials Today Yoni
3/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11480
REVIEW Nanomanufacturing of biomaterials
(a)
(c)
(b)
(a) (b)
Fig. 2 Protein fouling is often the first stage in bacterial
biofilm formation. Schematic depicts that (a) proteins accumulate
on an untreated surface. (b) Surfaces whichare chemically modified
with a passivation layer can prevent denaturation of proteins and
are more resistant to biofilm formation. (c) A sta inless steel
slide is coated withPEI and polyacrylic acid (PAA) using a
layer-by-layer assembly technique. Exposure of the surface to
bleach causes the N-chlorination of various nitrogen functionsin
the multilayer assembly. High loading of strongly oxidizing
chlorine in the bulk of the multilayer, and on its surface, results
in efficient deactivation of bacteria. The
surfaces can be recharged with chlorine by re-exposure to a
bleach solution.
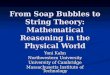
Fig. 3 (a) SEM micrograph of inactivated Escherichia coli on
electrospun polysulfone (PSf) mats containing a low weight percent
(0.1 wt%) of immobilized single-walledcarbon nanotubes (SWNTs).
Close-up micrograph revealed that SWNT ends were distributed along
the longitudinal fiber axis. Fluorescence-based t oxicity assay
resultsindicate that (b) loss of viability directly correlated to
increased SWNT loading. The 100 wt% SWNT-coated commercial filters
(solid white bar) exhibited only slightlyhigher toxicity (88 3%)
than PSf mats loaded with 1.0 wt% SWNTs (76 5 %). Reproduced from45
with permission from the American Chemical Society.
-
7/28/2019 Materials Today Yoni
4/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11 4
Nanomanufacturing of biomaterials REVIEW
(a) (b)
(c)
(d)(e)(f)
The cell-materials interface: wound healingand tissue
engineeringCell behavior and growth are highly sensitive to the
chemical and
mechanical cues present in the nano- and micro-environment of
tissues
and organs46. Nanomanufactured surfaces that are capable of
controlling
cell behavior and proliferation can be used to induce desired
cell growth
(e.g., bone or muscle) in a pre-defined geometry. Thus,
nanoengineering
the cell-materials interface hold promise for tissue engineering
and
regenerative medicine applications47,48
.Nanotopology is a key determinant of cell proliferation and
spreading,
and is hence an integral aspect to tissue engineering 49. Cells
adhere to
surfaces through receptors (integrins) on the cell surface that
interact with
extracellular matrix (ECM) ligands (e.g., fibronectin). At focal
adhesions
(FA) points where the cell are in contact with these ligands
there is
a clustering of integrins and other cytoplasmic proteins to
increase the
size and the strength of the adhesion site50. While fully
developed FA
have sizes of between 1 10 m, the initially formed complex can
be as
small as 100 nm51. Integrin ligand spacing52 on surfaces of
scaffolds has
The N-halamine loaded stainless steel surfaces provided 99.999
%
inactivation of the bacteria Listeriamonocytogenes,an important
food-
borne pathogen. A significant advantage of this approach is that
these
surfaces can be recharged with commercial bleach (sodium
hypochlorite,
NaClO) to regain their antimicrobial chlorinated structure.
Topology plays an important role in antimicrobial surfaces.
Schiffman
and Elimelech electrospun polysulfone (PSf) scaffolds that
featured a low
loading of immobilized narrow diameter single-walled carbon
nanotubes
(SWNTs)45
,Fig. 3a. With these surfaces, antimicrobial activity
occurredwithin a short contact time, 15 minutes or less. A
relatively low loading
of SWNTs provided highly effective antimicrobial activity: 1 %
(by
weight) SWNT loading provided nearly comparable toxicity to
control
100 weight percent SWNT-coated filters, (Fig. 3b). The low
loading of the
active nanomaterial agent and the ability to directly
electrospin a mat
onto or apply it as a conformal coating to any surface where
bacterial
colonization might occur, afford two insights into the emergence
(Fig. 6b)
of electrospinning as a highly versatile fabrication technique,
as described
in the following section.
Fig. 4 (a) Schematic depicts how cells arrange on pristine PEI
and GNP-coated-PEI patterned surfaces. (b) Percentage cell
viability is displayed for fibroblast cellspatterned on various
surfaces. (c) Histogram of the cell alignment angle on NP3 modified
aurfaces (nonpatterned or patterned) and on patterned PEI surfaces.
Fluorescentmicrographs of cells on surfaces display (d) patterned
NP3 surface, (e) patterned PEI surface, and (f) nonpatterned NP3
surface. Scale bar represents 20 m. Reproduced
from21 with permission from Wiley.
-
7/28/2019 Materials Today Yoni
5/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11482
REVIEW Nanomanufacturing of biomaterials
(a) (b) (c)
(e) (d)
Fig. 5 (a) Schematic depicts surface bioactivation via the
reactive-imprint lithography (RIL) process. Thermal imprinting is
used to create nanostructures of activatedmaleimide. These
structures are then modified with the arginine-glycine-aspartic
acid (RGD) peptide using a thiolmaleimide click reaction.
Fluorescence micrographsdisplay cells stained with acetomethoxy
derivative of calcein (Calcein AM) that have been cultured on (b)
an unpatterned maleimide surface, (c) an RGD immobilizedunpatterned
surface, (d) a patterned surface without RGD, and (e) an RGD
immobilized patterned surface. Scale bars represent 20 m. Insets
are bright field images of
patterned surfaces, scale bars represent 2 m. Reproduced from61
with permission from Wiley.
a dramatic effect on the formation of FA: patterning surfaces
with these
ligands dictates cell morphology, viability, and
alignment8,53,54.Utilizing an
extension of colloidal lithography, Malmstrm and co-workers
patterned
laterally organized 100 - 1000 nm protein patches over areas as
large as
tens of centimeters55. By creating laterally organized FN
patterns on such
large areas, this group was able to study the adhesion,
morphology andspreading of whole cell populations, extending from
the individual cell
or small population studies that were conducted prior to this
work 18,56-58.
Their studies showed that cellular attachment occurs for ECM
patch sizes
as small as 200 nm, and that the level of interaction between
the cell and
the surface, correlates to the size of the FN patch.
Modified GNPs, discussed earlier in the context of anti-fouling
surfaces
(Fig. 1a) are also capable of facilitating cell alignment.
Subramani and
coworkers patterned PEI lines (300 nm wide, 100 nm high) on a
silicon
surface using NIL, and further used DTC chemistry to decorate
these lines
with modified GNPs21 (Fig. 4a). The resulting patterns were then
used
to induce highly aligned and evenly spread NIH3T3 cell growth,
with
cells displaying increased viability (Fig. 4b) on surfaces
modified with
GNPs and an elongated morphology in the direction of the
patterns
(Fig. 4c). Cell cultures on PEI surfaces that were modified with
NP-3,
best demonstrated that superior control over cell growth is
achieved on
GNP modified PEI lines (Fig. 4d), relative to non-modified,
pristine PEI
patterns (Fig. 4e) or nonpatterned NP-3 modified surfaces (Fig.
4f). This
phenomena was related to the non-fouling properties of the GNP
coated
surfaces. Surface ligands could communicate directly with cells
without
the interference that can occur after protein adsorption onto
surfaces.
The need for high throughput fabrication of biomaterials for
applications
such as wound healing provides a challenge for nanomanufacturing
of soft
materials. In one approach, simultaneous control over surface
chemistry
and topography was obtained using reactive-imprint lithography
(RIL)59.
RIL couples the high fidelity, resolution (
-
7/28/2019 Materials Today Yoni
6/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11 4
Nanomanufacturing of biomaterials REVIEW
(a)(b)
(c)
(h)
(e)
(i)
(j)
(f) (g)
(k)
(d)
absorbability, in a highly size-controlled fashion71. In
electrospinning, a
viscous and charged precursor solution is forced out of a
capillary that isconnected via electrodes to a grounded collector
(Fig. 6a). As the voltage
is increased, the repulsive electrical forces pull the pendent
drop into a
Taylor Cone (conical protrusion) and at a critical voltage, the
electrical
forces overcome the surface tension forces resulting in the
emergence
of a liquid jet72. Solvent instantly begins to evaporate as the
jet is
stretched and whipped, generating a 2D non-woven scaffold
composed
of solid nanofibers73 that can be used to generate clinically
relevant 3D
biomaterials74-77(Fig. 6c-g).
Fibrous mats from over 100 different synthetic and natural
polymers
Fig. 6 (a) The schematic displays an electrospinning apparatus
that is composed of a spinneret, high voltage supply, and a
collector. Typically, an advancement pump isused to regulate the
flow rate of the polymeric solution. A SEM micrograph displays the
fiber morphology present in a typical electrospun nanofiber mat.
(b) Over the
past dozen years , the t otal number of electrospinning
publications exhibit an upward t rend. Data acquired using the
SciFinder Scholar database represent the uniquenumber of
electrospinning search results as determined on June 22, 2012. Mats
consisting of (c) random and (d) aligned fibers were electrospun
onto films andassembled into conduits to foster the regeneration of
vascularized CNS tissue. Two similar mats were (e) placed
back-to-back (f) and rolled (g) into conduits having adiameter of
2.6 mm. Representative horizontal spinal cord sections displayed
for (h) film, (i) random, and (j) aligned fiber conduits. Dotted
lines indicate the walls of theconduits. (k) After four weeks,
aligned fibers foster the robust rostrocaudal axonal regeneration,
whereas the same response is absent in film and random fiber
conduits.Reproduced from77with permission from Elsevier.
including poly(lactic-co-glycolic acid) (PLGA),
poly(caprolactone)
(PCL), poly(ethylene oxide) (PEO), chitosan, hyaluronic acid,
and silkprotein have been produced using
electrospinning71,78-81.Post-fabrication
chemical surface modification using materials such as proteins,
silver
nanoparticles, and drugs, can provide an even greater surface
diversity75,82.
Modifying electrospun mats with peptides such as RGD sequences
can
facilitate recognition by integrin cell surface receptors and
mediate
cell cell and cell ECM adhesion83. Electrospun mats can also
provide
3D materials for wound dressings, drug delivery systems, and
tissue
engineering scaffolds. For instance, Hurtado et al. electrospun
random
(Fig. 6c) and aligned (Fig. 6d) poly-L-lactic acid fibers and
rolled them
-
7/28/2019 Materials Today Yoni
7/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11484
REVIEW Nanomanufacturing of biomaterials
(a) (b)
(c)
into conduits (Fig. 6e-g) that provided a more robust
regeneration of
vascularized central nervous system (CNS) tissue than film
conduits (Fig.
6h-k). For these studies, conduits were grafted into a 3 mm
thoracic
rat spinal cord gap created by complete transection77. In vivo
studies
have demonstrated the clinical potential of electropun mats to
achieve
a localized delivery of chemotherapuetic and nucleic acid
agents84.
Electrospun ceramic mats have demonstrated potential for
bone-graft
scaffolds due to their inherent biocompatibility and ability to
induce
osteoconduction and osseointegration in orthopedic fractures
and
defects85.
High throughput materials processingThe ability to impart
desired bioactivity over large areas with high speed
and reproducibility will translate to numerous commercial
applications.
Non-fouling surfaces3,86, biocompatible implanted devices87,
antimicrobial
materials2,44,88, bioactive packaging89, biosensor component
design20,90,91,
and enzymatically active materials92 represent only a fraction
of
the bioactive surfaces that could be upscaled once high
throughput
nanomanufacturing methods have been developed.
Roll-to-roll (R2R) and roll-to-plate (R2P) processes create
continuous
coatings on flexible and hard substrates, respectively93. These
techniques
can enable the nanomanufacturing of biomaterials, as their
successhas already been demonstrated in the manufacturing of
flexible solar
cells94 and printed electronics95. Many thin-film deposition
techniques
are compatible with the R2R and R2P processes (i.e., flow
coating, knife
coating, slot-die coating, meyer bar coating, and gravure
coating)94,96,97,
and films as thin as 51 nm with a roughness of 3.7 nm have
already been
demonstrated using the gravure coating method98.
Surface topography can also be modified using R2R and R2P
processing.
By patterning the gravure cylinder with bioactive inks, fine
structures
can be printed requiring only minimal amounts of active
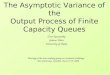
agents95,99. Ahn
and Guo have combined the high-speed R2R/R2P process with a
modified
NIL patterning technique93,100 (Fig. 7a).Here, a liquid phase
UV-curable
resist material was applied on the substrates (polyethylene or
glass, Fig.
7b) and pressed against an ethylene tetrafluoroethylene (ETFE)
patterned
mold. Exposure to UV-light cured the grating structures (300 nm
lines,
Fig. 7c). The imprint mechanism and the resist materials
selected for this
R2R-NIL process enabled short imprinting and curing times,
making this
version of NIL compatible with high speed processing.
PerspectiveCommercial nanomanufacturing of biomaterials is a
challenging prospect
offering a high payoff. As shown above, there have been a number
of
techniques developed in the lab that have potential for high
throughput
applications. One of the most promising strategies for
industrial
application of these materials is the use of large area R2R and
R2P
processes that have already found use in the manufacturing of
printable
electronics. For this to happen, however, new methodologies will
have
to be developed that can maintain the chemical integrity of
delicate
biomaterials and the mechanical structure of high surface
area-to-volume
materials such as electrospun nanofiber scaffolds. While the
creation of
value-added materials for biomedicine does not require the same
degree
of economy required for many other applications, economics will
stillplay an important factor. Once effective and economical
approaches
have been developed, however, there will be broad implications
in the
biomedical community that will improve the quality of life
around the
world.
AcknowledgmentsWe thank Katrina A. Rieger for her assistance in
the preparation ofFig. 6.
This work was supported by the NSF Center for Hierarchical
Manufacturing
at the University of Massachusetts (NSEC, CMMI-1025020).
Fig. 7 (a) Schematics of (top) the roll-to-roll nanoimprint
lithography (R2R-NIL) and (bottom) the roll-to-plate (R2P-NIL)
processes. (b) An epoxysilicone gratingspattern (4 in wide by 12 in
long with a 700 nm period) was created on a flexible PET substrate
using R2R-NIL. (c) SEM micrograph of the patterned grating
structure.Reproduced from93 with permission from the American
Chemical Society.
-
7/28/2019 Materials Today Yoni
8/8
NOVEMBER 2012 | VOLUME 15 | NUMBER 11 4
Nanomanufacturing of biomaterials REVIEW
References
1. Yiu, H. H. P., et al.,Adv Funct Mater(2010) 20 (10), 1599
2. Vasilev, K., et al., Expert Rev Med Devices (2009) 6 (5),
553
3. Merian, T., and Goddard, J. M.,J Agric Food Chem (2012) 60
(12), 2943
4. Alves, N. M., et al., Small (2010) 6 (20), 22085. Richert,
L., et al.,Adv Mater(2008) 20 (8), 1488
6. Buser, D., et al.,J Dent Res (2004) 83 (7), 529
7. Thevenot, P., et al., Curr Top Med Chem (2008) 8 (4), 270
8. Stevens, M. M., and George, J. H., Science (2005) 310 (5751),
1135
9. Khor, E., and Lim, L. Y., Biomaterials (2003) 24 (13),
2339
10. Banerjee, I., et al.,Adv Mater(2011) 23 (6), 690
11. Goddard, J. M., and Hotchkiss, J. H., Prog Polym Sci(2007)
32 (7), 698
12. Yi, A. Y., et al.,Adv Polym Technol(2008) 27 (4), 188
13. Cheng, G., et al.,Angew Chem Int Ed(2008) 47 (46), 8831
14. Morra, M.,J Appl Biomater Biomech(2007) 5 (1), 1
15. Huang, Y., et al., Progress in Chemistry(2008) 20 (6),
942
16. Persson, F., et al., Nano Lett (2012) 12 (5), 2260
17. Costa, F., et al.,Acta Biomater(2011) 7 (4), 1431
18. Pesen, D., and Haviland, D. B.,ACS Appl Mater Interfaces
(2009) 1 (3), 543
19. Elnathan, R., et al., Nano Lett (2012) 12 (10), 5245
20. Subramani, C., et al.,Adv Mater(2010) 22 (47), 5420
21. Subramani, C., et al., Small (2012) 8 (8), 1209
22. Jang, K.-J., and Nam, J.-M., Small (2008) 4 (11), 1930
23. Elnathan, R., et al., Nano Lett (2008) 8 (11), 3964
24. Pevzner, A., et al., Nano Lett (2012) 12 (1), 7
25. Yeh, Y. C., et al., Nanoscale (2012) 4 (6), 1871
26. Shchukin, D. G., and Sukhorukov, G. B.,Adv Mater(2004) 16
(8), 671
27. De, M., et al.,Adv Mater(2008) 20 (22), 4225
28. Stanford, C. M.,Adv Dent Res (1999) 13, 88
29. Stanford, C. M., Int J Mol Sci(2010) 11 (1), 354
30. Pevzner, A., et al., Nano Lett (2010) 10 (4), 1202
31. Nandwana, V., et al.,J Mater Chem (2011) 21 (42), 1685932.
Kwiat, M., et al.,ACS Appl Mater Interfaces (2012)
33. Ofir, Y., et al.,Adv Mater(2010) 22 (32), 3608
34. Huang, C. J., et al.,Anal Chem (2012) 84 (7), 3440
35. Tirrell, M., et al., Surf Sci(2002) 500 (13), 61
36. Donlan, R. M., Problems of Biofilms Associated with Medical
Devices andImplants. In Medical Biofilms, John Wiley & Sons,
Ltd(2005), pp 29
37. Jordan, B. J., et al., Soft Matter(2006) 2 (7), 558
38. Park, M. H., et al.,Adv Mater(2008) 20 (21), 4185
39. Castelino, K., et al., Langmuir(2005) 21 (5), 1956
40. Stoodley, P., et al.,Annu Rev Microbiol (2002) 56 (1),
187
41. OToole, G., et al.,Annu Rev Microbiol (2000) 54, 49
42. Bandyopadhyay, D., et al., Langmuir(2011) 27 (10), 6124
43. Goddard, J. M., and Hotchkiss, J. H.,J Food Prot (2008) 71
(10), 2042
44. Bastarrachea, L. J., and Goddard, J. M.,J Appl Polym
Sci(2013) 127 (1), 82145. Schiffman, J. D., and Elimelech, M.,ACS
Appl Mater Interfaces (2011) 3 (2), 462
46. Kim, D. H., et al.,Adv Mater(2010) 22 (41), 4551
47. Curtis, A., and Riehle, M., Phys Med Biol (2001) 46 (4),
R47
48. Kim, T. G., et al.,Adv Funct Mater(2012) 22 (12), 2446
49. Bettinger, C. J., et al.,Angew Chem Int Ed(2009) 48 (30),
5406
50. Lock, J. G., et al., Semin Cancer Biol (2008) 18 (1), 65
51. Geiger, B., et al., Nat Rev Mol Cell Biol (2009) 10 (1),
21
52. Arnold, M., et al., Chem Phys Chem (2004) 5 (3), 383
53. Berry, C. C., et al., Biomaterials (2004) 25 (26), 5781
54. Lauffenburger, D. A., and Horwitz, A. F., Cell (1996) 84
(3), 359
55. Malmstrom, J., et al., Nano Lett (2010) 10 (2), 68656.
Arnold, M., et al., Soft Matter(2009) 5 (1), 72
57. Lehnert, D., et al.,J Cell Sci(2004) 117 (1), 41
58. Slater, J. H., and Frey, W., J Biomed Mater Res, Part
A(2008) 87A (1), 176
59. Duvigneau, J., et al.,Adv Funct Mater(2010) 20 (3), 460
60. Guo, L. J.,Adv Mater(2007) 19 (4), 495
61. Subramani, C., et al.,Adv Mater(2011) 23 (28), 3165
62. Marklein, R. A., and Burdick, J. A.,Adv Mater(2010) 22 (2),
175
63. Chen, W., et al.,ACS Nano (2012) 6 (5), 4094
64. Tay, C. Y., et al., Small (2011) 7 (10), 1416
65. Holzwarth, J. M., and Ma, P. X.,J Mater Chem (2011) 21 (28),
10243
66. Yang, S. F., et al., Tissue Eng (2001) 7 (6), 679
67. Yang, Y., et al.,Adv Mater(2008) 20 (11), 2037
68. Lutolf, M. P., and Hubbell, J. A., Nat Biotechnol (2005) 23
(1), 47
69. Liu, X. H., and Ma, P. X., Biomaterials (2009) 30 (25),
4094
70. Whitesides, G. M., et al., Science (1991) 254 (5036),
1312
71. Schiffman, J. D., and Schauer, C. L., Polym Rev(2008) 48
(2), 317
72. Bellan, L. M., and Craighead, H. G.,J Manuf Sci E-T. ASME.
(2009) 131 (3)
73. Shin, Y. M., et al., Polymer(2001) 42 (25), 09955
74. Ding, B., et al., Mater Today(2010) 13 (11), 16
75. Meinel, A. J., et al., Eur J Pharm Biopharm (2012) 81 (1),
1
76. Katti, D. S., et al.,J Biomed Mater Res, Part B (2004) 70B
(2), 286
77. Hurtado, A., et al., Biomaterials (2011) 32 (26), 6068
78. Dzenis, Y., Science (2004) 304 (5679), 1917
79. Schiffman, J. D., et al., Polym Eng and Sci(2009) 49 (10),
1918
80. Brenner, E. K., et al., Carbohydr Polym (2012) 87 (1),
926
81. Schiffman, J. D., and Schauer, C. L., Biomacromolecules
(2007) 8 (2), 594
82. Schiffman, J. D., et al., Langmuir(2011) 27 (21), 1315983.
Mattanavee, W., et al.,ACS Appl Mater Interfaces (2009) 1 (5),
1076
84. Ranganath, S. H., and Wang, C. H., Biomaterials (2008) 29
(20), 2996
85. Dinarvand, P., et al.,ACS Appl Mater Interfaces (2011) 3
(11), 4518
86. Krishnan, S., et al.,J Mater Chem (2008) 18 (29), 3405
87. Biggs, M. J. P., et al., Nanomed Nanotech Biol Med(2010) 6
(5), 619
88. Lichter, J. A., et al., Macromolecules (2009) 42 (22),
8573
89. Tian, F., et al.,J Agric Food Chem (2012) 60 (8), 2046
90. Goddard, J. M., and Erickson, D.,Anal Bioanal Chem (2009)
394 (2), 469
91. Kwiat, M., et al.,J Am Chem Soc (2012) 134 (1), 280
92. Talbert, J. N., and Goddard, J. M., Coll and Surf
B-Biointerfaces (2012) 93, 8
93. Ahn, S. H., and Guo, L. J.,ACS Nano (2009) 3 (8), 2304
94. Sondergaard, R., et al., Mater Today(2012) 15 (1-2), 36
95. Kang, H., et al.,Adv Mater(2012) 24 (22), 3065
96. Krebs, F. C., Sol Energy Mater Sol Cells (2009) 93 (4),
394
97. Tracton, A. A., Coatings Technology Handbook3rd ed.; CRC
press: Bridgewater,New Jersey, USA, 2005
98. Kim, A., et al.,J Nanosci Nanotechnol (2010) 10 (5),
3326
99. Reddy, A. S. G., et al., Gravure Printed Electrochemical
Biosensor. In EurosensorsXXV, Kaltsas, G., and Tsamis, C., (eds.)
Elsevier Science Bv, Amsterdam, (2011),Vol. 25
100. Ahn, S. H., and Guo, L. J., Adv Mater(2008) 20 (11),
2044