Embed Size (px)
Citation preview

Fusion Engineering and Design 41 (1998) 143–147
Material design of ceramic coating by plasma spray method
Masaru Nakamichi a,*, Takeshi Takabatake b, Hiroshi Kawamura a
a Japan Atomic Energy Research Institute, Oarai Research Establishment, 3607 Narita-cho, Oarai-machi, Higashi Ibaraki-gun,Ibaraki-ken 311-13, Japan
b Tocalo Company Limited, 4-13-4 Fukae Kita-machi, Higashi Nada-ku, Kobe-shi, Hyogo-ken 658, Japan
Abstract
In the ceramic coating on substrate, cracking and peeling occur due to the difference of thermal expansion betweensubstrate material and coating material. For evaluation of peeling property of plasma sprayed coating, it is demandedthat thermal properties of plasma sprayed coating are estimated in detail. In this study, the results of comparison ofthermal properties between bulk material and plasma sprayed material are investigated to design the ceramic coatingquantitatively. Thermal conductivity of plasma sprayed MgO·Al2O3 is decreased by approximately 50% to that ofsintered MgO·Al2O3. Thermal conductivity of plasma sprayed 410SS agreed well with the calculation results ofrelation between porosity and thermal conductivity of iron sintered material. Thermal expansions of atmosphericplasma sprayed MgO·Al2O3 and bulk 410SS, respectively. Therefore, as to material design on ceramic coating, it wasmade clear that thermal conductivity is more important than thermal expansion. © 1998 Elsevier Science S.A. Allrights reserved.
1. Introduction
In fusion reactor, ceramic coating on the sur-face of structural materials such as 316SS hasbeen considered for electrical insulator and tri-tium permeation barrier in fusion reactor [1–6].On the other hand, in general industrial fields,ceramic and metal coatings are useful as heatresisting coating and anti-corrosion coating. Inparticular, plasma spraying coating is used widely,because this method is able to apply variousmaterials to coating, in particular to thick coat-ing. In the ceramic coating on substrate, crackingand peeling occur due to the difference of thermal
expansion between substrate material and coatingmaterial. Therefore, for material design for ce-ramic coating, it is necessary to put an undercoat-ing between substrate and coating to prevent thecracking and peeling of coating by thermal stress.However, in the present situation, the quantitativematerial design in ceramic coating cannot be de-termined due to the lack of material data base ofceramic coating. For evaluation of peeling prop-erty of plasma sprayed coating, it is demandedthat thermal properties of plasma sprayed coatingare estimated in detail. Thermal conductivity andthermal expansion are the most importantparameters for evaluation of thermal stress [7–10]. From this point, the results of comparison ofthermal properties between bulk material andplasma sprayed material are reported to design
* Corresponding author. Tel.: +81 29 2648417; fax: +8129 2648480; e-mail: [email protected]
0920-3796/98/$19.00 © 1998 Elsevier Science S.A. All rights reserved.
PII S0920-3796(98)00245-2

M. Nakamichi et al. / Fusion Engineering and Design 41 (1998) 143–147144
Table 1Spraying conditions of MgO·Al2O3
Spraying apparatus PLASMA-TECHNIK AG A-3000S
Particle size 10–45 mm
Plasma gasesAr 6.7×10−4 m3/s
2.2×10−4 m3/sH2
Plasma current 630 A
Plasma voltage 74 V
Spray distance 120 mm
Table 2Spraying conditions of 410SS
Spraying apparatus PLASMA-TECHNIK AG A-2000V
Particle size 10–45 mm
Plasma gasesAr 7.5×10−4 m3/s
1.3×10−4 m3/sH2
Plasma current 685 A
64 VPlasma voltage
275 mmSpray distance
Pressure chamber 5.9 kPa
the ceramic coating quantitatively. In this study,MgO·Al2O3 was selected as a coating material.MgO·Al2O3 is one of most promising coatingmaterials due to its high electrical resistivity. Asthe undercoating, 410SS was selected becausethermal expansion coefficient of 410SS is close tothat of MgO·Al2O3.
2. Specimens and measurements
MgO·Al2O3 specimens of plasma sprayed ma-terial by atmospheric plasma spray method andsintered material are used for measurement ofthermal conductivity and thermal expansion.410SS specimens of plasma sprayed material byvacuum plasma spray method and bulk materialare used for measurement of thermal conductivityand thermal expansion. The spraying conditionsof MgO·Al2O3 and 410SS are shown in Tables 1and 2, respectively. The particle size ofMgO·Al2O3 powder (MgO·Al2O3: 99wt.%) and410SS (Fe–12wt.% Cr) powder is from 10 to 45mm. The porosity of plasma sprayed MgO·Al2O3
and plasma sprayed 410SS is 11 and 9%, respec-tively. The size of each plasma sprayed specimen
was w10×110× t2 mm. The three kinds of sin-tered MgO·Al2O3 (MgO·Al2O3: \99.9wt.%)were used. The porosity of sintered MgO·Al2O3
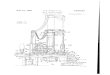
were 2, 5 and 12%. The MgO·Al2O3 specimen ofthe porosity of 2% was fabricated by slip castmethod and the one of the porosity of 5 and 12%were fabricated by cold press method. The fabri-cation conditions of the three kinds of sinteredMgO·Al2O3 are shown in Table 3. The size ofeach sintered MgO·Al2O3 was w10×110× t1 mm.The porosity of bulk material of 410SS (Fe–12wt.% Cr) was 0%. The size of bulk material of410SS was w10×110× t2 mm. The SEM photo-graphs of cross section of plasma sprayedMgO·Al2O3 (porosity: 11%), sinteredMgO·Al2O3 (porosity: 5%) and plasma sprayed410SS (porosity 9%) were shown in Fig. 1.
The thermal conductivity was measured by laserflash method. The laser flash thermal constantsanalyser TC7000 made by SINKU-RIKO, wasused for the measurement of thermal conductivity.The laser interferometry type thermal expansionmeter LIX-1 made by SINKU-RIKO, was fromroom temperature 973 K in 5×10−3 Pa.
Table 3Fabrication conditions of sintered MgO·Al2O3
Fabrication method Sintering temperature Sintering timePorosity
1800°CSlip cast2% 7200 sCold press 1700°C 7200 s5%Cold press 1650°C10% 7200 s

M. Nakamichi et al. / Fusion Engineering and Design 41 (1998) 143–147 145
Fig. 1. SEM photographs of cross section of materials.
Fig. 2. Thermal conductivity of MgO·Al2O3 materials.
sintered MgO·Al2O3. However, this rule was notapplied to plasma sprayed MgO·Al2O3. The rea-son for this phenomena is considered to be thedifference of pores. The pores of sinteredMgO·Al2O3 were distributed uniformly, but thepores in plasma sprayed MgO·Al2O3 had thelayered structure (see Fig. 1).
The results of thermal conductivity measure-ment of 410SS materials was shown in Fig. 4.
The relation between porosity and thermal con-ductivity for 410SS materials is shown in Fig. 5.The distribution of pores in plasma sprayed410SS is similar to that of sintered material.Therefore, thermal conductivity of plasmasprayed 410SS agreed well with the calculationresults of relation between porosity and thermalconductivity of iron sintered material. The equa-tion of this relation reported by T. Nakamura etal. [11,12] is shown as follows.
3. Results and discussion of thermal conductivitymeasurement
The results of thermal conductivity measure-ment of MgO·Al2O3 materials are shown in Fig.2.
Thermal conductivity of sintered MgO·Al2O3
(porosity: 12%) and atmospheric plasma sprayedMgO·Al2O3 (porosity: 11%) at room temperatureare �8 and �4 W/m/K, respectively (see Fig. 2).Thermal conductivity of plasma sprayedMgO·Al2O3 decreased by approximately 50%from that of sintered MgO·Al2O3. The relationbetween porosity and thermal conductivity withtemperature MgO·Al2O3 materials was shown inFig. 3. Thermal conductivity of sinteredMgO·Al2O3 was in proportion to porosity of
Fig. 3. Relation between porosity and thermal conductivity ofMgO·Al2O3 materials.

M. Nakamichi et al. / Fusion Engineering and Design 41 (1998) 143–147146
Fig. 4. Thermal conductivity of 410SS materials.
Fig. 6. Thermal expansion of MgO· Al2O3 materials.
similar to that of bulk 410SS (see Fig. 7).From these results, thermal expansions of at-
mospheric plasma sprayed MgO·Al2O3 and vac-uum plasma sprayed 410SS are similar to that ofsintered MgO·Al2O3 and bulk 410SS,respectively.
5. Conclusion
Thermal conductivity of plasma sprayedMgO·Al2O3 is decreased by approximately 50%from that of sintered MgO·Al2O3. The reason forthis phenomena is considered to be the differenceof distribution of pores in sintered MgO·Al2O3
and pores in plasma sprayed MgO·Al2O3. On theother hand, the distribution of pores in plasmasprayed 410SS is similar to that of sintered mate-rial. Therefore, thermal conductivity of plasmasprayed 410SS agreed well with the calculationresults of relation between porosity and thermalconductivity of iron sintered material.
In the thermal shock test, MgO·Al2O3 coatingon 316SS substrate with 410SS undercoating was
K/K0=1−o · P
where: K, Thermal conductivity of sintered mate-rial; K0, Thermal conductivity of bulk material; o,Constant (o=2.1�2.2 for iron sintered material);and P, Porosity of sintered material.
4. Results and discussion of thermal expansionmeasurement
The results of thermal expansion measurementof MgO·Al2O3 materials and 410SS materials areshown in Figs. 6 and 7, respectively.
From the results of thermal expansion measure-ment of MgO·Al2O3 materials, it was obviousthat thermal expansion of sintered MgO·Al2O3
was not affected by the porosity of sinteredMgO·Al2O3 (see Fig. 6). It was obvious thatthermal expansion of plasma sprayed 410SS was
Fig. 5. Relation between porosity and thermal conductivity of410SS materials. Fig. 7. Thermal expansion of 410SS materials.

M. Nakamichi et al. / Fusion Engineering and Design 41 (1998) 143–147 147
Fig. 8. The temperature difference between surface side andback side with thermal flux.
coating, it was made clear that thermal conductiv-ity of sintered ceramics could not be used due tothe difference of distribution of pores, but thermalexpansion of bulk and sintered material could beused.
References
[1] M. Nakamichi, H. Kawamura, K. Miyajima, Y. Harada,M. Saito, Trial fabrication and preliminary characteriza-tion of Y2O3 film as electrical insulator in liquid metalblanket, Fusion Technol. 2 (1994) 1217.
[2] M. Nakamichi, H. Kawamura, R. Oyamada, Trial fabri-cation and preliminary characterization of electrical insu-lator for liquid metal system, JAERI-Tech 95-009, 1995.
[3] M. Nakamichi, H. Kawamura, R. Oyamada, K. Miya-jima, Y. Harada, Trial fabrication of Y2O3 coating on316SS, Therm. Spray. 2 (1995) 1027.
[4] M. Nakamichi, H. Kawamura, R. Oyamada, K. Miya-jima, Y. Harada, Effect of undercoating on properties ofY2O3, Therm. Spray. 2 (1995) 815.
[5] T. Terai, T. Yoneoka, H. Tanaka, A. Suzuki, S. Tanaka,M. Nakamichi, H. Kawamura, K. Miyajima, Y. Harada,Compatibility of yttria (Y2O3) with liquid lithium, J.Nucl. Mater. 233–237 (1996) 1421.
[6] M. Nakamichi, H. Kawamura, K. Miyajima, Y. Harada,R. Oyamada, Trial fabrication and preliminary character-ization of MgO·Al2O3 coating, J. Nucl. Mater. 233–237(1996) 1427–1430.
[7] K. Tani, K. Miyajima, Y. Harada, H. Nakahira, Thermaland elastic anistropy of thermally sprayed coatings,Mater. Trans. Jim. 33 (6) (1992) 618.
[8] R. Bandt, Thermal diffusivity measurements on plasma-sprayed CaO-stabilized ZrO2, High Temp. High Pressures13 (1976) 79.
[9] J.L. Weeks, R.L. Seifert, Apparatus for the measurementof the thermal conductivity of solids, Rev. Sci. Instrum.24 (11) (1953) 1054.
[10] R. Taylor, An investigation of the heat pulse method formeasuring thermal diffusivity, Br. J. Appl. Phys. 16 (1965)509.
[11] T. Nakamura, Ceramics and Heat, Gihode, 3 (1985).[12] W.D. Kingery, J. Francl, R.L. Coble, T. Vasilos, Thermal
conductivity: X, Data for several pure oxide materialscorrected to zero porosity, J. Am. Ceram. Soc. 37 (2)(1954) 107.
.
sound 30 times at 700°C [6]. Thermal shock testwas carried out by water quenching from 500,600, 700 and 800°C. The peeling of MgO·Al2O3
coating occurred at temperatures above 700°C. Asthe preliminary evaluation of the peeling ofMgO·Al2O3 coating, the difference of tempera-ture between surface side and back side withthermal flux was calculated (see Fig. 8). The re-sults of the preliminary evaluation, that theMgO·Al2O3 coating was 200 mm thickness wassound at 2 MW/m2 thermal flux.
From these results, thermal expansions of at-mospheric plasma sprayed MgO·Al2O3 and vac-uum plasma sprayed 410SS are similar to that ofsintered MgO·Al2O3 and bulk 410SS,respectively.
Therefore, as to material design of ceramic