Embed Size (px)
Citation preview

Contents lists available at ScienceDirect
Journal of Building Engineering
journal homepage: www.elsevier.com/locate/jobe
Manufacturing of high-strength lightweight aggregate concrete usingblended coarse lightweight aggregates
Muhammad Aslama, Payam Shafighb,c,⁎, Mohammad Alizadeh Nomelid, Mohd Zamin Jumaata
a Department of Civil Engineering, Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysiab Department of Building Surveying, Faculty of Built Environment, University of Malaya, 50603 Kuala Lumpur, Malaysiac Center for Building, Construction & Tropical Architecture (BuCTA), Faculty of Built Environment, University of Malaya, 50603 Kuala Lumpur, Malaysiad Department of Mechanical Engineering, University of Maryland, College Park, MD 20742, USA
A R T I C L E I N F O
Keywords:Semi-lightweight aggregate concreteHigh strength lightweight concreteOil-palm-boiler clinkerMechanical propertiesStress-strain relationship
A B S T R A C T
Structural lightweight concrete plays an important role in the construction industry, especially for the high-risebuildings. It can only be produced using lightweight aggregates. Oil-palm-boiler clinker (OPBC) is a solid wastefrom the oil palm industry and could be used as lightweight aggregate in concrete mixture. However, the densityof this lightweight aggregate is more than the density of the other types of natural and artificial lightweightaggregate. Therefore, the density of concrete was made of this lightweight aggregate is relatively high and is inthe range of semi-lightweight concrete. In the current study, OPBC was partially substituted with a lighterlightweight aggregate namely oil palm shell (OPS) in a OPBC semi-lightweight concrete with high strength tofurther reduce the density of the concrete. To this end, OPBC was replaced by OPS with 0%, 20%, 40% and 60%by volume. Test results show that contribution of OPS in OPBC concrete reduces the density, while all themechanical properties were also reduced. This occurs due to smooth surface texture of OPC and its lower densitycompared to OPBC. It was, however, found that OPBC semi-lightweight concrete containing more than 20% OPSturns to be structural lightweight concrete with high strength. Based on the mechanical properties and waterabsorption test results it is recommended that the optimum substitution of OPBC with OPS stays between 20 to40%.
1. Introduction
The weight of concrete is one of the most important parameters tomake an economical structure. Compared to conventional concrete,lightweight concrete (LWC) shows better economy with lower self-weight and higher efficiency [1]. Lightweight concrete has been usedsince ancient times and is a most interesting field of research because ofits several advantages including lesser transport, reinforcement, andfoundation cost, cost-effective scaffolding and formwork, improvedconstructability, no surface bleed water, sound absorption, superioranti-condensation properties, improved hydration due to internalcuring, lower tendency to buckle due to variant temperature gradients,reduced seismic forces, and better heat insulation, fire and frost re-sistance [2–4]. However, this type of concrete also has several dis-advantages including lower mechanical and durability properties,greater amount of cement is required compared to conventional con-crete of the same grade, higher drying shrinkage and creep, high pre-stressing losses, higher material costs, and lack of sufficient shear re-inforcement [5]. Such drawbacks justified the efforts to resolve the
problems of the existing lightweight concretes.The most popular way of achieving structural LWC is by using
lightweight aggregates (LWA) [6], which may be either natural or ar-tificial. The main natural LWAs such as diatomite, pumice, volcaniccinders, scoria, tuff and artificial LWAs such as expanded clay, shale,slate, perlite and vermiculite have been used as construction materials[7]. In countries, such as Malaysia, Indonesia and Nigeria, the oil palmindustry produces huge amount of agricultural wastes. Malaysia con-tributes about 58% of the total world supply of palm oil, and one of thetop listed countries with huge amount of solid waste from the oil palmindustry [8]. Another type of solid waste in the oil palm industry, oil-palm-boiler clinker (OPBC) is an porous material obtained from palmoil mills. The OPBC is produced during the oil palm extraction processand is locally known as boiler stone. It is also referred to as oil-palm-boiler clinker (OPBC) with whitish grey in colour and has the appear-ance of a porous stone, which contributes to its light-weightiness[9,10]. The density of OPBC aggregates is about 15–35% less thanconventional aggregates.
Several researchers have studied the use of OPBC as an aggregate in
http://dx.doi.org/10.1016/j.jobe.2017.07.002Received 15 February 2017; Received in revised form 16 June 2017; Accepted 3 July 2017
⁎ Corresponding author.E-mail addresses: [email protected] (M. Aslam), [email protected] (P. Shafigh).
Journal of Building Engineering 13 (2017) 53–62
Available online 04 July 20172352-7102/ © 2017 Elsevier Ltd. All rights reserved.
MARK

concretes to achieve varying grades of strength. Some of them usedOPBC as both fine and coarse aggregates to develop a LWAC known asoil-palm-boiler clinker concrete. Abdullahi et al. [11] investigated theproperties of LWC using OPBC as fine and coarse aggregates in concretemixture. They successfully developed a LWC with 28-day compressivestrength range of 17–33 MPa with the dry density in the range of1440–1850 kg/m3. Zakaria [12] prepared the LWC by utilizing theOPBC as coarse and normal sand as fine aggregates. He achieved the 28-day compressive strength range of 15–28 MPa, with the dry densityrange of 1800–2000 kg/m3. Later, Mannan and Neglo [13] studied theuse of OPBC as coarse aggregate in concrete to develop a structuralLWAC. They achieved better compressive strength varying between 27and 36 MPa with the dry density range of 1845–1980 kg/m3. Ahmadet al., [14] changed the concrete mixture by using OPBC as coarse andmining sand as fine aggregate. They produced semi-lightweight ag-gregate concrete with the 28-day compressive strength of about 42 MPaand the dry density of about 2020 kg/m3. A concrete with a density inthe range of 1840–2240 kg/m3 is considered as semi-lightweight con-crete [15].
From the previous studies, it was observed that using OPBC ascoarse aggregate with normal sand, the density of concrete might behigher than the density required for a structural lightweight concreteaccording to code of practices [16]. In the most cases, artificial LWAswere used to produce structural LWAC in practice. However, it shouldbe noted that manufacturing process of these types of LWAs is notecological and environmental due to need of very high temperature upto about 1200 °C [17]. To provide such a high temperature hugeamount of fossil fuel is required. In addition, the cost of artificial LWAsis more than conventional aggregates because of high energy demandfor preparation process. If this type of LWA is not locally available itshould be imported which makes it to be more expansive. A solid wastenamely oil palm shell (OPS) is an alternative LWA in tropical regions,where there is oil palm industry. OPS is an agro-waste material and isthe most abundantly produced solid waste material in tropical regions.It has characteristics of a lightweight aggregate [18] and can be used inconcrete mixture to produce a structural LWAC [1,19]. OPS lightweightaggregate is about 58% lighter than conventional aggregates. OPSlightweight concrete with a 28-day compressive strength of 20–35 MPa(typical compressive strength range for structural LWC) has a drydensity of about 20–25% less than conventional concrete [20]. Re-cently, high strength OPS lightweight concretes with a compressivestrength in the range of 42–53 MPa and dry density in the range of1790–1990 kg/m3 were also produced by Shafigh et al., [21,22].
From the literature, it could be found that OPBC concrete with highstrength is considered as semi-lightweight concrete. In addition, reportsshow that the OPBC concrete is heavier than OPS concrete at the samecompressive strength. This is because the density of OPBC is about 30%more than OPS. To reduce the density of OPBC concrete from semi-lightweight to lightweight concrete a part of OPBC volume should besubstituted by a lighter lightweight aggregate such as OPBC. Therefore,in the current study, OPBC was partially substituted with OPS aggregatein a grade 55 semi-lightweight OPBC concrete. The main aim of in-corporating OPS in OPBC concrete is to reduce the density and improvethe ductility performance of OPBC lightweight aggregate. The ductilityperformance of OPBC concrete could be improve due to ductile natureof OPS [23].
2. Experimental investigation
2.1. Materials used
The ordinary Portland cement (OPC) with the 28-day compressivestrength of 48 MPa was used as a binder. The OPC conforming toMS522, part-1:2003 [24] with a specific surface area and specificgravity of 1.89 m2/g and 3.14, respectively.
Local mining sand with a maximum size of 4.75 mm and specific
gravity of 2.68, was used as fine aggregate. The locally collected ma-terials of OPBC and OPS, as shown in Fig. 1, were used as coarse ag-gregates. The OPS aggregates were washed with detergent to removethe dust and the oil coating from the surface and dried in the labora-tory. However, the OPBC aggregates were crushed using a crushingmachine and then sieved. The both aggregates (OPS and OPBC) wereprepared with the similar grading of the aggregates with the maximumsize of 12 mm. For each concrete mix, the OPBC and OPS aggregateswere weighed in dry conditions and immersed in water for 24 h. Thenthey air dried in the laboratory environment for 2–3 h to obtain anaggregate with an almost saturated surface dry condition. Table 1shows the physical properties of OPBC and OPS aggregates. In addition,Sika ViscoCrete was used as the super-plasticizer (SP), and normal tapwater was used as mixing water in this study.
2.2. Mix proportions
To investigate the effectiveness of partial replacement of OPBC withOPS on the properties of OPBC concrete, a grade 55 OPBC concrete wasused as control mix. The mix proportions of control concrete with highstrength and good workability were achieved by several trial and errormethods. The density of this concrete was in the range of semi-light-weight concrete. To reduce the density of this concrete, OPBC coarseaggregates were substituted with OPS coarse aggregates in percentagesof 20, 40 and 60 by volume. Mix proportions and slump value of allconcrete mixes are shown in Table 2.
It was observed that the partial substitution of OPBC by OPS im-proved the slump value of the mixes. This was mainly due to the shapeand surface texture of the aggregates. The OPS aggregate have smoothsurfaces which resulted higher workability than the OPBC concrete[9,19]. However, all the mixes showed very good workability withoutany segregation. Mehta and Monteiro [25] reported that the structuralLWAC with the slump value of 50–75 mm is equivalent to 100–125 mmslump of the NWC.
2.3. Test methods
The slump test was performed before casting of the specimens. The
Fig. 1. The oil-palm-boiler clinker and oil palm shell aggregates.
Table 1Physical properties of aggregates.
Physical properties Coarse aggregate
OPBC OPS
Specific gravity 1.69 1.19Compacted bulk density (kg/m3) 860 61024 h water absorption (%) 7.0 20.5
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
54
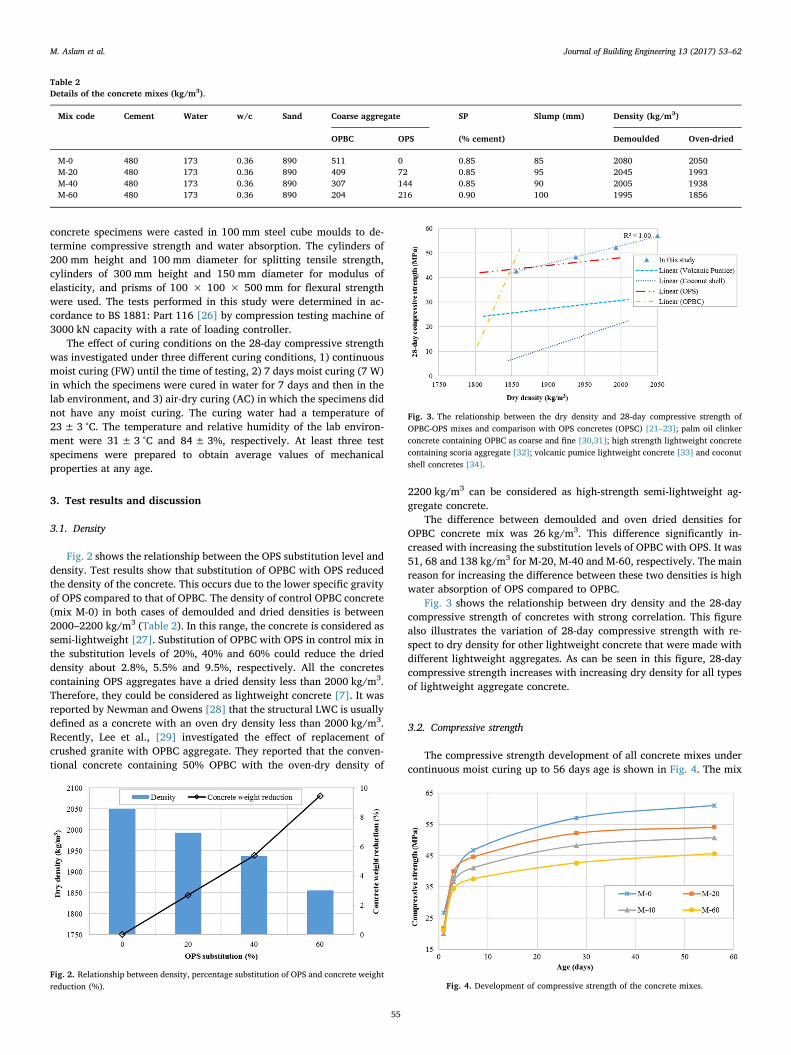
concrete specimens were casted in 100 mm steel cube moulds to de-termine compressive strength and water absorption. The cylinders of200 mm height and 100 mm diameter for splitting tensile strength,cylinders of 300 mm height and 150 mm diameter for modulus ofelasticity, and prisms of 100 × 100 × 500 mm for flexural strengthwere used. The tests performed in this study were determined in ac-cordance to BS 1881: Part 116 [26] by compression testing machine of3000 kN capacity with a rate of loading controller.
The effect of curing conditions on the 28-day compressive strengthwas investigated under three different curing conditions, 1) continuousmoist curing (FW) until the time of testing, 2) 7 days moist curing (7 W)in which the specimens were cured in water for 7 days and then in thelab environment, and 3) air-dry curing (AC) in which the specimens didnot have any moist curing. The curing water had a temperature of23±3 °C. The temperature and relative humidity of the lab environ-ment were 31±3 °C and 84± 3%, respectively. At least three testspecimens were prepared to obtain average values of mechanicalproperties at any age.
3. Test results and discussion
3.1. Density
Fig. 2 shows the relationship between the OPS substitution level anddensity. Test results show that substitution of OPBC with OPS reducedthe density of the concrete. This occurs due to the lower specific gravityof OPS compared to that of OPBC. The density of control OPBC concrete(mix M-0) in both cases of demoulded and dried densities is between2000–2200 kg/m3 (Table 2). In this range, the concrete is considered assemi-lightweight [27]. Substitution of OPBC with OPS in control mix inthe substitution levels of 20%, 40% and 60% could reduce the drieddensity about 2.8%, 5.5% and 9.5%, respectively. All the concretescontaining OPS aggregates have a dried density less than 2000 kg/m3.Therefore, they could be considered as lightweight concrete [7]. It wasreported by Newman and Owens [28] that the structural LWC is usuallydefined as a concrete with an oven dry density less than 2000 kg/m3.Recently, Lee et al., [29] investigated the effect of replacement ofcrushed granite with OPBC aggregate. They reported that the conven-tional concrete containing 50% OPBC with the oven-dry density of
2200 kg/m3 can be considered as high-strength semi-lightweight ag-gregate concrete.
The difference between demoulded and oven dried densities forOPBC concrete mix was 26 kg/m3. This difference significantly in-creased with increasing the substitution levels of OPBC with OPS. It was51, 68 and 138 kg/m3 for M-20, M-40 and M-60, respectively. The mainreason for increasing the difference between these two densities is highwater absorption of OPS compared to OPBC.
Fig. 3 shows the relationship between dry density and the 28-daycompressive strength of concretes with strong correlation. This figurealso illustrates the variation of 28-day compressive strength with re-spect to dry density for other lightweight concrete that were made withdifferent lightweight aggregates. As can be seen in this figure, 28-daycompressive strength increases with increasing dry density for all typesof lightweight aggregate concrete.
3.2. Compressive strength
The compressive strength development of all concrete mixes undercontinuous moist curing up to 56 days age is shown in Fig. 4. The mix
Table 2Details of the concrete mixes (kg/m3).
Mix code Cement Water w/c Sand Coarse aggregate SP Slump (mm) Density (kg/m3)
OPBC OPS (% cement) Demoulded Oven-dried
M-0 480 173 0.36 890 511 0 0.85 85 2080 2050M-20 480 173 0.36 890 409 72 0.85 95 2045 1993M-40 480 173 0.36 890 307 144 0.85 90 2005 1938M-60 480 173 0.36 890 204 216 0.90 100 1995 1856
Fig. 2. Relationship between density, percentage substitution of OPS and concrete weightreduction (%).
Fig. 3. The relationship between the dry density and 28-day compressive strength ofOPBC-OPS mixes and comparison with OPS concretes (OPSC) [21–23]; palm oil clinkerconcrete containing OPBC as coarse and fine [30,31]; high strength lightweight concretecontaining scoria aggregate [32]; volcanic pumice lightweight concrete [33] and coconutshell concretes [34].
Fig. 4. Development of compressive strength of the concrete mixes.
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
55
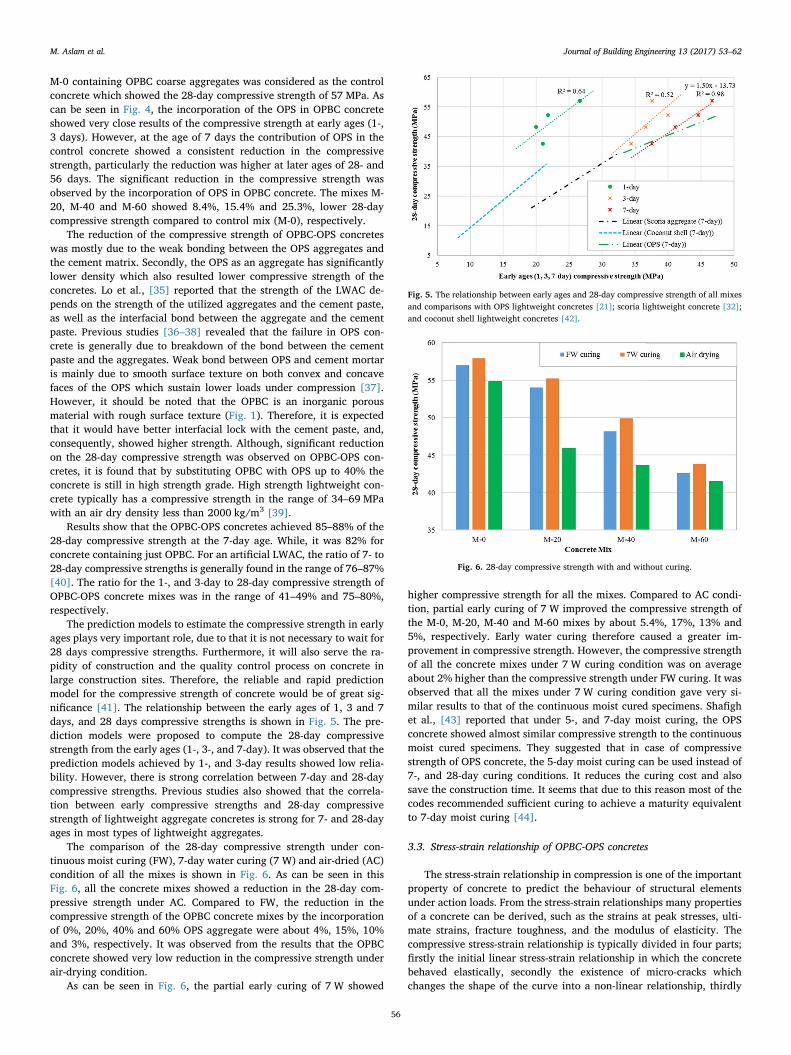
M-0 containing OPBC coarse aggregates was considered as the controlconcrete which showed the 28-day compressive strength of 57 MPa. Ascan be seen in Fig. 4, the incorporation of the OPS in OPBC concreteshowed very close results of the compressive strength at early ages (1-,3 days). However, at the age of 7 days the contribution of OPS in thecontrol concrete showed a consistent reduction in the compressivestrength, particularly the reduction was higher at later ages of 28- and56 days. The significant reduction in the compressive strength wasobserved by the incorporation of OPS in OPBC concrete. The mixes M-20, M-40 and M-60 showed 8.4%, 15.4% and 25.3%, lower 28-daycompressive strength compared to control mix (M-0), respectively.
The reduction of the compressive strength of OPBC-OPS concreteswas mostly due to the weak bonding between the OPS aggregates andthe cement matrix. Secondly, the OPS as an aggregate has significantlylower density which also resulted lower compressive strength of theconcretes. Lo et al., [35] reported that the strength of the LWAC de-pends on the strength of the utilized aggregates and the cement paste,as well as the interfacial bond between the aggregate and the cementpaste. Previous studies [36–38] revealed that the failure in OPS con-crete is generally due to breakdown of the bond between the cementpaste and the aggregates. Weak bond between OPS and cement mortaris mainly due to smooth surface texture on both convex and concavefaces of the OPS which sustain lower loads under compression [37].However, it should be noted that the OPBC is an inorganic porousmaterial with rough surface texture (Fig. 1). Therefore, it is expectedthat it would have better interfacial lock with the cement paste, and,consequently, showed higher strength. Although, significant reductionon the 28-day compressive strength was observed on OPBC-OPS con-cretes, it is found that by substituting OPBC with OPS up to 40% theconcrete is still in high strength grade. High strength lightweight con-crete typically has a compressive strength in the range of 34–69 MPawith an air dry density less than 2000 kg/m3 [39].
Results show that the OPBC-OPS concretes achieved 85–88% of the28-day compressive strength at the 7-day age. While, it was 82% forconcrete containing just OPBC. For an artificial LWAC, the ratio of 7- to28-day compressive strengths is generally found in the range of 76–87%[40]. The ratio for the 1-, and 3-day to 28-day compressive strength ofOPBC-OPS concrete mixes was in the range of 41–49% and 75–80%,respectively.
The prediction models to estimate the compressive strength in earlyages plays very important role, due to that it is not necessary to wait for28 days compressive strengths. Furthermore, it will also serve the ra-pidity of construction and the quality control process on concrete inlarge construction sites. Therefore, the reliable and rapid predictionmodel for the compressive strength of concrete would be of great sig-nificance [41]. The relationship between the early ages of 1, 3 and 7days, and 28 days compressive strengths is shown in Fig. 5. The pre-diction models were proposed to compute the 28-day compressivestrength from the early ages (1-, 3-, and 7-day). It was observed that theprediction models achieved by 1-, and 3-day results showed low relia-bility. However, there is strong correlation between 7-day and 28-daycompressive strengths. Previous studies also showed that the correla-tion between early compressive strengths and 28-day compressivestrength of lightweight aggregate concretes is strong for 7- and 28-dayages in most types of lightweight aggregates.
The comparison of the 28-day compressive strength under con-tinuous moist curing (FW), 7-day water curing (7 W) and air-dried (AC)condition of all the mixes is shown in Fig. 6. As can be seen in thisFig. 6, all the concrete mixes showed a reduction in the 28-day com-pressive strength under AC. Compared to FW, the reduction in thecompressive strength of the OPBC concrete mixes by the incorporationof 0%, 20%, 40% and 60% OPS aggregate were about 4%, 15%, 10%and 3%, respectively. It was observed from the results that the OPBCconcrete showed very low reduction in the compressive strength underair-drying condition.
As can be seen in Fig. 6, the partial early curing of 7 W showed
higher compressive strength for all the mixes. Compared to AC condi-tion, partial early curing of 7 W improved the compressive strength ofthe M-0, M-20, M-40 and M-60 mixes by about 5.4%, 17%, 13% and5%, respectively. Early water curing therefore caused a greater im-provement in compressive strength. However, the compressive strengthof all the concrete mixes under 7 W curing condition was on averageabout 2% higher than the compressive strength under FW curing. It wasobserved that all the mixes under 7 W curing condition gave very si-milar results to that of the continuous moist cured specimens. Shafighet al., [43] reported that under 5-, and 7-day moist curing, the OPSconcrete showed almost similar compressive strength to the continuousmoist cured specimens. They suggested that in case of compressivestrength of OPS concrete, the 5-day moist curing can be used instead of7-, and 28-day curing conditions. It reduces the curing cost and alsosave the construction time. It seems that due to this reason most of thecodes recommended sufficient curing to achieve a maturity equivalentto 7-day moist curing [44].
3.3. Stress-strain relationship of OPBC-OPS concretes
The stress-strain relationship in compression is one of the importantproperty of concrete to predict the behaviour of structural elementsunder action loads. From the stress-strain relationships many propertiesof a concrete can be derived, such as the strains at peak stresses, ulti-mate strains, fracture toughness, and the modulus of elasticity. Thecompressive stress-strain relationship is typically divided in four parts;firstly the initial linear stress-strain relationship in which the concretebehaved elastically, secondly the existence of micro-cracks whichchanges the shape of the curve into a non-linear relationship, thirdly
Fig. 5. The relationship between early ages and 28-day compressive strength of all mixesand comparisons with OPS lightweight concretes [21]; scoria lightweight concrete [32];and coconut shell lightweight concretes [42].
Fig. 6. 28-day compressive strength with and without curing.
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
56

the consequent formation of macro-cracks in which the stress-straincurve bends towards the horizontal and the concrete could not sustainadditional loads, and finally the development of larger cracks in thatthe load carrying capacity of the concrete was reduced and the stress-strain curve descends [45]. The higher strain capacity of concreteshows an ability to absorb movements and also improve the resistanceto cracking [46].
The stress-strain relationship for the concrete mixes of M-0, M-40and M-60 is shown in Fig. 7. The strain at the peak stress (ε0) of thesemixes was found to be 0.00214, 0.00278 and 0.00418, respectively. Theincorporation of 40% and 60% OPS aggregate in OPBC concrete showed23% and 49%, higher strain (ε0) values compared to control OPBCconcrete, respectively. Shafigh et al., [23] reported that the volume ofOPS aggregates in the concrete mixtures significantly affects the peakand rupture strain values. The (ε0) for the NWC is normally in the rangeof 0.0015–0.002 [47]. Results of this study showed that ε0 of OPBCconcrete is similar to conventional aggregate concrete while in-corporation of OPS in OPBC concrete increased the ε0 values. The mixOPBC concrete containing 60% OPS aggregate (M-60) showed thehigher strains at peak stress which is resulted higher ductility nature ofOPS aggregates compared to brittle nature of OPBC aggregates. It wasobserved that as the amount of OPS aggregate increases, the number ofcracks also increases which in turn may reduce the brittle nature of thecontrol OPBC concrete. This could be more advantageous to overcomethe shrinkage cracks on the structural component. Balendran et al., [48]reported that compared to NWC, the lightweight aggregate concrete ismore inelastic in nature which causes a sudden failure. This fact wasobserved in stress-strain curve of control OPBC concrete. However,OPBC-OPS concretes showed ductile behaviour. These results indicatedthat the type of lightweight aggregate and their properties has sig-nificant effect on the stress-strain behaviour of a concrete.
The experimental results of the strains (ε0) at the peak stress werealso computed from the compressive strengths by using several pre-diction models proposed by different researchers, as can be seen inFig. 8. The details of the prediction models for the strains from peakstress are summarized in Table 3.
where, ε0 is the strain at peak stress, fcu is the 28-day compressivestrength (MPa), and f * is compressive strength equal to 1 MPa. As canbe seen in Fig. 8, most of the equations failed to obtain good agreementwith the experimental data of the OPBC-OPS lightweight concretes.However, some equations are found to successfully predict the strains atpeak stress for the concrete mix containing just OPBC. This may be dueto the ductile behaviour of OPS aggregates compared to brittle nature ofOPBC. Therefore, a new prediction model to estimate ε0 of concretescontaining OPS is required. The experimental data presented in thisstudy suggests that we approximate the ε0 using the following equationwith R-squared of 96%.
= −fε0 18.938 ,cu2.256
(1)
where, ε0 is the peak strain and the fcu is the 28-day compressivestrength (MPa) of the concrete mixes.
3.4. Splitting tensile strength
In real life applications, the engineers and researchers working withreinforced concrete normally ignore the concrete with low tensilestrength and provide steel reinforcement to carry the tensile loading.However, in some structures, such as dams, design of highway andairfield slabs, concrete pavements, shear strength and other slabs, it isimpractical to use steel reinforcement. Therefore, a reliable value of thesplitting tensile strength of concrete is very necessary, especially tojudge the safety of the dams under seismic loading [25,60]. Bhanja andSengupta [61] reported that due to low tensile strength of concrete, iteasily produces cracks in tension region which may cause durabilityand serviceability problems.
The relationship between the splitting tensile and the OPS sub-stitution level at 3, 7 and 28-day ages are shown in Fig. 9. Test resultsshowed that all the concrete mixes have a splitting tensile strengthmore than 2.0 MPa from 3-day age. A 28-day splitting tensile strengthof 2.0 MPa is minimum requirement for structural lightweight ag-gregate concrete [62]. It is found that, the replacement of OPBC withOPS resulted a reduction in the splitting tensile strength at all ages. Theslope of lines are found to increase by time in Fig. 9. This shows thatalthough the splitting tensile strength increased by time in all concretemixes, however, the improvement was reduced as OPS content in-creased. The ratios of the 3-, and 7-day splitting tensile to the 28-daysplitting tensile strength of the OPBC-OPS mixes was found in theranges of 74–80% and 79–88%, respectively.
In this study, the splitting tensile to the compressive strength ratiofor OPBC concrete and OPBC-OPS concretes was about 6.9% and7–7.8%, respectively. Generally, this ratio for NWC falls in the range of8–14% [63], however, compared to NWC, the tensile strength tocompressive strength ratio is lower for LWAC of equivalent grade [64].Additionally, it was reported that for high strength LWC, in continuousmoist curing; the splitting tensile strength is generally 6–7% of thecompressive strength [65]. Reports show that this ratio for OPS light-weight concrete is 8–10% [66] and for OPBC concrete is 5.7–8.9%[30,31].
The experimental results of the splitting tensile strength were alsocompared with the predicted results as shown in Fig. 10. The Eq. (2)was proposed by ACI 318-05 [67] for NWC with the 28-day cylindercompressive strength range of 21–83 MPa. Whereas, the Eq. (3) wasproposed for LWAC containing cold-bonded fly ash with a cubicalcompressive strength range of 20–47 MPa [68], and Eq. (4) was pro-posed from CEB-FIP [69].
=f f0.59 ( )t cy0.5 (2)
Fig. 7. Stress-strain curves for the prepared concrete mixes.Fig. 8. Relationship between the 28-day compressive strength and strains at peak stressand comparison with predicted values.
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
57

=f f0.27t cu23 (3)
=f f0.301 ( )t cy0.67 (4)
Where, ft is the splitting tensile strength (MPa), fcu and fcy are the cubeand cylindrical compressive strengths (MPa), respectively.
It was observed that the Eqs. (3) and (4) can predict very close re-sults to the experimental values with an error of about 6%. While thiserror was about 15% for the Eq. (2).
3.5. Flexural strength
The effect of the flexural strength of all the mixes at 7 and 28-daysare shown in Fig. 11. It can be seen that the contribution of OPS in the
OPBC concrete reduced the flexural strength. Compared to controlconcrete, the reduction of the 28-day flexural strength was about15.3%, 24.5% and 31% at the OPS substitution levels of 20%, 40% and60%, respectively. The flexural strength of the NWC with a 28-daycompressive strength of about 34–55 MPa found in the range of5–6 MPa [25], whereas this range for OPS lightweight concrete wasfound in the range of 2.1–4.9 MPa [38,70,71]. With the highest con-tribution of OPS in OPBC concrete (mix M-60) the 28-day flexuralstrength was about 5.3 MPa, which is still in the acceptable range of theNWC.
The control OPBC concrete showed 26% higher 28-day flexuralstrength compared to its 7-day strength. Whereas, this increment inOPBC-OPS mixes was about 20% on average. On the other hand, the 7-day compressive strength of control OPBC concrete and OPBC-OPSconcretes were about 82% and 86% of the 28-day compressive strength,respectively. As can be seen in Fig. 11, the 7-day splitting tensilestrength of the prepared concretes was found in the range of 80–85% ofthe 28-day splitting tensile strength. The splitting tensile to flexuralstrength ratio for the control (M-0) mix is about 51%, whereas, thisratio for OPBC-OPS mixes was found in the range of 56–63%. Shafighet al., [66] reported that for a wide range of compressive strength ofOPS concretes (up to 53 MPa), the splitting to flexural strength ratiovaries in the range of 51–72%, and this ratio is affected by the amountof OPS in the mixture.
The flexural to compressive strength ratio for OPBC concrete wasabout 13%. This ratio for OPBC-OPS concretes, however, was found inthe range of 12–12.5%. While, this ratio for NWC and high strengthlightweight aggregate concrete was found in the ranges of 11.6–13.5%[65] and 9–11% [25], respectively. It can therefore be concluded thatall the OPBC-OPS concretes had a similar flexural strength, and flexuralto compressive strength ratio to the NWC and high strength lightweight
Table 3Models to predict the strains at peak stresses.
Eq. No. Equations Remarks References
1. ε0 = (70 fcu0.44 − 15) * 10−5 To predict the strains at peak stress from 28-day compressive strength [49]
2. ε0 = 0.000875 fcu0.25 To predict the strains at peak stress by stress-strain relationship [50]
3. ε0 = (0.398 fcu + 18.147) * 10−4 To predict strain at peak stress for normal and lightweight concretes [51]
4. ε0 = (7.1 fcu + 1680) * 10−6 To predict strain at peak stress for the NWC [52]
5. ε0 = f(2 )cu * 10−5 + 0.0008 To predict strain at peak stress for the NWC [53]
6. ε0 = + f(0.0546 0.003713 )cu * 10−2 To predict strain at peak stress for the NWC [54]
7. ε0 = + f(1.6 0.01 )cu * 10−3 To predict strain at peak stress for the NWC [55]
8. ε0 = f(1.65 )cu * 10−5 + 0.0008 To predict the strains at peak stress for high strength concrete [56]
9. ε0 = f(1.49 )cu * 10−5 + 0.00195 To predict the strains at peak stress [57]
10. ε0 = −f f(3.47 )(31.5 3.47 )*cu cu0.25 0.25 10−5 To predict the strains of concretes with the wide range of compressive strengths [58]
11.ε0 = ⎡
⎣− ⎤
⎦−( )0.626 4.33 *10fcu
f *7
0.5+ 0.00076
To predict the strains of concretes with the wide range of compressive strengths (10–100 MPa) [59]
Fig. 9. Relationship between the splitting tensile strength and the substitution of OPS.
Fig. 10. Experimental and predicted splitting tensile strength of concretes.
Fig. 11. Relationship between the flexural strength and the substitution of OPS.
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
58

aggregate concrete.The relationship between the experimental and predicted flexural
strength results and the corresponding compressive strengths is shown
in Fig. 12. The experimental test results were also compared with es-timated values from proposed equations. The Eq. (5) was proposed forcrushed OPS concrete with cube compressive strength range of35–53 MPa [66]. CEB-FIP [2] proposed Eq. (6) for expanded shake andclay LWAC with cube compressive strength range of 20–60 MPa, andEq. (7) was proposed for the flexural strength of the high strength LWC[72].
=f f0.12r cu1.03 (5)
=f fr 0.46 cu2
(6)
=f fr 0.73 cu (7)
Where, fr is the flexural strength (MPa), and fcu is the cube compressivestrength (MPa) of the concrete.
It was observed that the Eqs. (5) and (6) predicted very close resultsto the experimental values with the average difference of about 7%.However, the Eq. (7) showed good correlation between the experi-mental and predicted values for the concretes (mixes M-40 and M-60)with the 28-day compressive strength up to 45 MPa, whereas, for thegrade 50 and above concretes (mixes M-20 and M-0) this equationunderestimated the predicted results.
3.6. Modulus of elasticity
The modulus of elasticity of the M-0, M-20, M-40 and M-60 mixeswas 28.2, 23.4, 20.0 and 13.0 GPa, respectively. Similar to the othermechanical properties, the elastic modulus was also reduced by in-creasing OPS in OPBC concrete. The reduction of the modulus of elas-ticity at 20%, 40% and 60% substitution levels was about 17%, 29%and 54%, respectively.
The volume fraction, density and the modulus of elasticity of theaggregates and the characterization of the interfacial transition zoneplays very important role to determine the elastic behaviour of theconcrete. Among the aggregate characteristics, the porosity seems to bemost important, because it determines the stiffness and also controls thematrix strains. In general, the modulus of elasticity of LWAC rangesfrom 10 to 24 GPa, which is about 50–75% of the elastic modulus ofNWC of the same grade [65].
In this study, the main difference in all the concrete mixes was thetype and volume of coarse aggregates. As the incorporation of OPSaggregate in OPBC concrete increased, the modulus of elasticity wasreduced. This might be due to lower modulus of elasticity of OPScompared to OPBC as well as weakness in the interfacial transition zonebetween OPS and cement matrix due to smooth surface texture of OPSin both concave and convex surfaces. Aslam et al., [73] reported that bythe incorporation of OPBC in OPS concrete significantly increased themodulus of elasticity of OPS-OPBC concrete, although, it was found inthe normal range of structural concretes.
Although the modulus of elasticity for 60% substitution (mix M60)is significantly less than control OPBC concrete, however, it is still in
Fig. 12. Experimental and predicted flexural strength results of the concretes.
Fig. 13. Relationship between the modulus of elasticity and 28-day compressive strength.
Fig. 14. Relationship between the modulus of elasticity and contribution of OPS in OPBC.
Table 4Models to predict the modulus of elasticity.
Eq. no. Equations Remarks References
19. E = 0.03w1.5 fcy0.5 To predict the E-value of lightweight pumice concrete with a 28-day cylinder compressive strength of 16–35 MPa and
density of about 1460–2185 kg/m3.[75]
20. E = 5 f w( /2400)cu0.33 2 To predict the E-value of the OPS concrete with 28-day cube compressive strength of 25–39 MPa and air-dry density of
1640–1890 kg/m3.[76]
21. E = 2.168 fcy0.535 To predict E-value for artificial LWA concretes with a cylindrical compressive strength of about 15–55 MPa. [49]
22. E = 9.1 w f( /2400) cu2 2 To predict the modulus of elasticity of LWACs. [77]
23. E = 0.0017w2 fcu0.33 To predict the E value of the concretes. [78]
24. E = (0.062+0.0297 fcy0.5) w1.5 To predict the E-value of high strength lightweight concrete. [79]
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
59
the normal range for LWACs. The low modulus of elasticity may causeexcessive deflection in flexural reinforced concrete members. However,it may be beneficial for reducing the internal stress concentrations inconcretes and consequently reducing the micro-cracks [74].
The modulus of elasticity is related to the compressive strength ofconcrete. As the compressive strength increased the modulus of elasti-city also increases [2]. Fig. 13 illustrates the relationship between the28-day compressive strength and the modulus of elasticity of all con-crete mixes. A strong linear correlation with R2 of 0.99 was achievedbetween the 28-day compressive strength and the modulus of elasticity.Whereas, Fig. 14 shows the variation of the modulus of elasticity withthe contribution of OPS aggregate in the OPBC concrete. The stronglinear correlation with R2 of 0.98 was achieved.
Several prediction equations were also used to compute the mod-ulus of elasticity of the prepared concrete mixes, the detailed descrip-tion of the prediction models and the predicted E-values are mentionedin Tables 4, 5, respectively.
where, E is the modulus of elasticity (GPa), w is the dry density (kg/m3), fcy and fcu are the cylinder and cube compressive strengths (MPa).
3.7. Water absorption
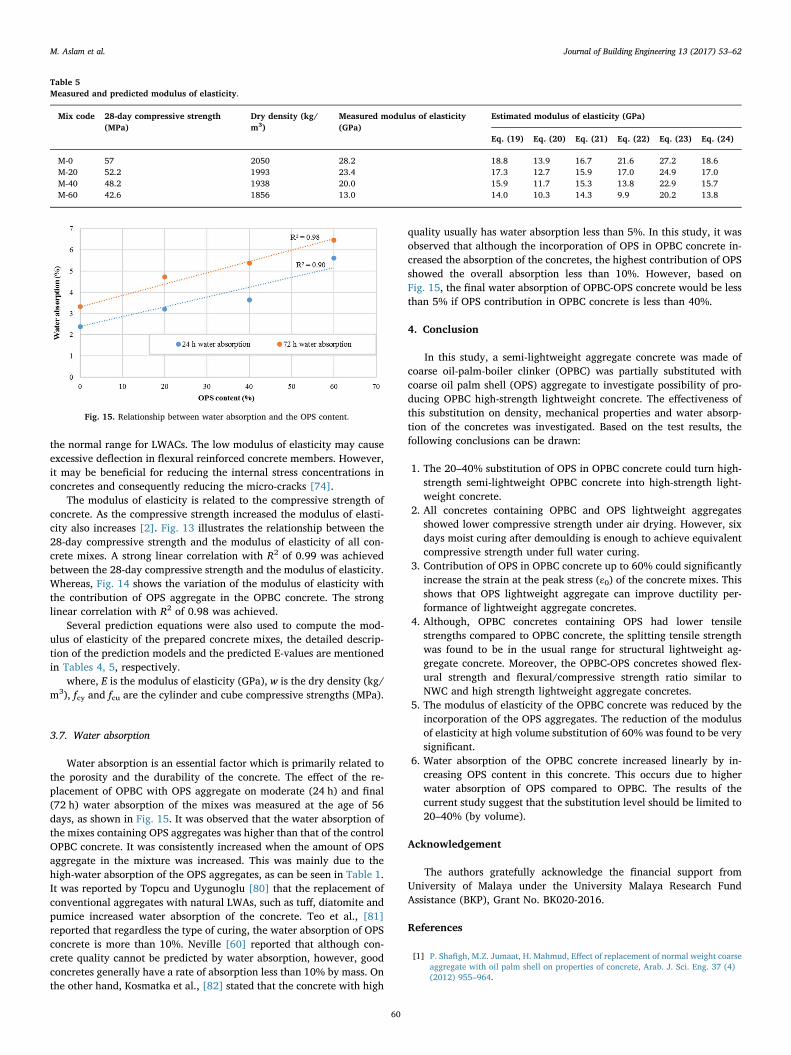
Water absorption is an essential factor which is primarily related tothe porosity and the durability of the concrete. The effect of the re-placement of OPBC with OPS aggregate on moderate (24 h) and final(72 h) water absorption of the mixes was measured at the age of 56days, as shown in Fig. 15. It was observed that the water absorption ofthe mixes containing OPS aggregates was higher than that of the controlOPBC concrete. It was consistently increased when the amount of OPSaggregate in the mixture was increased. This was mainly due to thehigh-water absorption of the OPS aggregates, as can be seen in Table 1.It was reported by Topcu and Uygunoglu [80] that the replacement ofconventional aggregates with natural LWAs, such as tuff, diatomite andpumice increased water absorption of the concrete. Teo et al., [81]reported that regardless the type of curing, the water absorption of OPSconcrete is more than 10%. Neville [60] reported that although con-crete quality cannot be predicted by water absorption, however, goodconcretes generally have a rate of absorption less than 10% by mass. Onthe other hand, Kosmatka et al., [82] stated that the concrete with high
quality usually has water absorption less than 5%. In this study, it wasobserved that although the incorporation of OPS in OPBC concrete in-creased the absorption of the concretes, the highest contribution of OPSshowed the overall absorption less than 10%. However, based onFig. 15, the final water absorption of OPBC-OPS concrete would be lessthan 5% if OPS contribution in OPBC concrete is less than 40%.
4. Conclusion
In this study, a semi-lightweight aggregate concrete was made ofcoarse oil-palm-boiler clinker (OPBC) was partially substituted withcoarse oil palm shell (OPS) aggregate to investigate possibility of pro-ducing OPBC high-strength lightweight concrete. The effectiveness ofthis substitution on density, mechanical properties and water absorp-tion of the concretes was investigated. Based on the test results, thefollowing conclusions can be drawn:
1. The 20–40% substitution of OPS in OPBC concrete could turn high-strength semi-lightweight OPBC concrete into high-strength light-weight concrete.
2. All concretes containing OPBC and OPS lightweight aggregatesshowed lower compressive strength under air drying. However, sixdays moist curing after demoulding is enough to achieve equivalentcompressive strength under full water curing.
3. Contribution of OPS in OPBC concrete up to 60% could significantlyincrease the strain at the peak stress (ε0) of the concrete mixes. Thisshows that OPS lightweight aggregate can improve ductility per-formance of lightweight aggregate concretes.
4. Although, OPBC concretes containing OPS had lower tensilestrengths compared to OPBC concrete, the splitting tensile strengthwas found to be in the usual range for structural lightweight ag-gregate concrete. Moreover, the OPBC-OPS concretes showed flex-ural strength and flexural/compressive strength ratio similar toNWC and high strength lightweight aggregate concretes.
5. The modulus of elasticity of the OPBC concrete was reduced by theincorporation of the OPS aggregates. The reduction of the modulusof elasticity at high volume substitution of 60% was found to be verysignificant.
6. Water absorption of the OPBC concrete increased linearly by in-creasing OPS content in this concrete. This occurs due to higherwater absorption of OPS compared to OPBC. The results of thecurrent study suggest that the substitution level should be limited to20–40% (by volume).
Acknowledgement
The authors gratefully acknowledge the financial support fromUniversity of Malaya under the University Malaya Research FundAssistance (BKP), Grant No. BK020-2016.
References
[1] P. Shafigh, M.Z. Jumaat, H. Mahmud, Effect of replacement of normal weight coarseaggregate with oil palm shell on properties of concrete, Arab. J. Sci. Eng. 37 (4)(2012) 955–964.
Table 5Measured and predicted modulus of elasticity.
Mix code 28-day compressive strength(MPa)
Dry density (kg/m3)
Measured modulus of elasticity(GPa)
Estimated modulus of elasticity (GPa)
Eq. (19) Eq. (20) Eq. (21) Eq. (22) Eq. (23) Eq. (24)
M-0 57 2050 28.2 18.8 13.9 16.7 21.6 27.2 18.6M-20 52.2 1993 23.4 17.3 12.7 15.9 17.0 24.9 17.0M-40 48.2 1938 20.0 15.9 11.7 15.3 13.8 22.9 15.7M-60 42.6 1856 13.0 14.0 10.3 14.3 9.9 20.2 13.8
Fig. 15. Relationship between water absorption and the OPS content.
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
60

[2] CEB/FIP. Manual of design and technology. Great Britain: Lightweight AggregateConcrete. First Pub., 1977.
[3] O.A. Düzgün, R. Gül, A.C. Aydin, Effect of steel fibers on the mechanical propertiesof natural lightweight aggregate concrete, Mater. Lett. 59 (27) (2005) 3357–3363.
[4] A.M. Neville, J.J. Brooks, Concrete Technology, Pearson Education Asia Pte Ltd,Malaysia, 2008 (PP)(CTP).
[5] P. Shafigh, H. Mahmud, M.Z. Jumaat, Effect of steel fiber on the mechanicalproperties of oil palm shell lightweight concrete, Mater. Des. 32 (7) (2011)3926–3932.
[6] R. Polat, R. Demirboga, M.B. Karakoc, I. Turkmen, The influence of lightweightaggregate on the physico-mechanical properties of concrete exposed to freeze–thawcycles, Cold Reg. Sci. Technol. 60 (1) (2010) 51–56.
[7] M. Aslam, P. Shafigh, M.Z. Jumaat, Oil-palm by-products as lightweight aggregatein concrete mixture: a review, J. Clean. Prod. 126 (2016) 56–73.
[8] Z. Ahmad, A. Ibrahim, P. Tahir, Drying shrinkage characteristics of concrete re-inforced with oil palm trunk fiber, Int. J. Eng. Sci. Technol. 2 (5) (2010)1441–1450.
[9] M. Aslam, P. Shafigh, M.Z. Jumaat, M. Lachemi, Benefits of using blended wastecoarse lightweight aggregates in structural lightweight aggregate concrete, J. Clean.Prod. 119 (2016) 108–117.
[10] F. Soleymani, Pore structure and flexural strength of ZrO2 nanopowders palm oilclinker aggregate-based binary blended concrete, J. Am. Sci. 8 (2012) 6.
[11] M. Abdullahi, H.M.A. Al-Mattarneh, A.H. Abu Hassan, M.D.H. Hassan, B.S.Mohammed, Trial mix design methodology for Palm Oil Clinker (POC) concrete. In:The International Conference on Construction and Building Technology in KualaLumpur, 2008.
[12] M.L. Zakaria, Strength properties of oil palm clinker concrete, J. Teknol. 8 (1)(1986) 28–37.
[13] M.A. Mannan, K. Neglo, Mix design for oil-palm-boiler clinker (OPBC) concrete, J.Sci. Technol. (Ghana) 30 (1) (2010) 111–118.
[14] H. Ahmad, M. Hilton, N.M. Noor, Mechanical Properties of Palm Oil ClinkerConcrete., 2007.
[15] A. Khoshkenari, P. Shafigh, M. Moghimi, H. Mahmud, The role of 0–2 mm finerecycled concrete aggregate on the compressive and splitting tensile strengths ofrecycled concrete aggregate concrete, Mater. Des. 64 (2014) 345–354.
[16] ACI Committee 213. Guide for structural lightweight aggregate concrete, Detroit:American Concrete Institute, ACI 213R-87, 1999.
[17] P.G. Priyadharshini, A.S. Santhi, A review on artificial aggregates, Int. J. Earth Sci.Eng. 5 (3) (2012) 540–546.
[18] F.O. Okafor, Palm kernel shell as a lightweight aggregate for concrete, Cem. Concr.Res. 18 (6) (1988) 901–910.
[19] M.A. Mannan, C. Ganapathy, Engineering properties of concrete with oil palm shellas coarse aggregate, Constr. Build. Mater. 16 (1) (2002) 29–34.
[20] M.A. Mannan, C. Ganapathy, Concrete from an agricultural waste-oil palm shell(OPS), Build. Environ. 39 (4) (2004) 441–448.
[21] P. Shafigh, M.Z. Jumaat, H. Mahmud, Oil palm shell as a lightweight aggregate forproduction high strength lightweight concrete, Constr. Build. Mater. 25 (4) (2011)1848–1853.
[22] P. Shafigh, M.Z. Jumaat, H. Mahmud, U.J. Alengaram, A new method of producinghigh strength oil palm shell lightweight concrete, Mater. Des. 32 (10) (2011)4839–4843.
[23] P. Shafigh, H. Mahmud, M.Z. Jumaat, Oil palm shell lightweight concrete as aductile material, Mater. Des. 36 (2012) 650–654.
[24] MS 522. Portland Cement (Ordinary and Rapid-Hardening): Part 1: Specification(Second Revision), Department of Standards Malaysia, 2003.
[25] P.K. Mehta, P.J.M. Monteiro, Concrete: Microstructure, Properties, and Materials 3McGraw-Hill, New York, 2006.
[26] BS, Part 116. Method for determination of compressive strength of concrete cubes,1983, London: British Standard Institution, 1881.
[27] A. Abouhussien, A. Hassan, A.A. Ismail, M. K, Properties of semi-lightweight self-consolidating concrete containing lightweight slag aggregate, Constr. Build. Mater.75 (2015) 63–73.
[28] J. Newman, P. Owens, Properties of Lightweight Concrete, Advanced ConcreteTechnology Set, Butterworth-Heinemann, Oxford, 2003, pp. 3–29.
[29] J.C. Lee, P. Shafigh, H. Mahmud, M. Aslam, Effect of substitution of normal weightcoarse aggregate with oil-palm-boiler clinker on properties of concrete, SainsMalays. 46 (4) (2017) 645–653.
[30] B.S. Mohammed, W.L. Foo, M. Abdullahi, Flexural strength of palm oil clinkerconcrete beams, Mater. Des. 53 (2014) 325–331.
[31] B.S. Mohammed, W.L. Foo, K. Hossain, M. Abdullahi, Shear strength of palm oilclinker concrete beams, Mater. Des. 46 (2013) 270–276.
[32] A. Kilic, C.D. Atis, E. Yasar, F. Ozcan, High-strength lightweight concrete made withscoria aggregate containing mineral admixtures, Cem. Concr. Res. 33 (10) (2003)1595–1599.
[33] K.M.A. Hossain, Properties of volcanic pumice based cement and lightweight con-crete, Cem. Concr. Res. 34 (2) (2004) 283–291.
[34] K. Gunasekaran, P.S. Kumar, M. Lakshmipathy, Mechanical and bond properties ofcoconut shell concrete, Constr. Build. Mater. 25 (2011) 92–98.
[35] T.Y. Lo, W. Tang, H. Cui, The effects of aggregate properties on lightweight con-crete, Build. Environ. 42 (8) (2007) 3025–3029.
[36] M. Aslam, P. Shafigh, M.Z. Jumaat, Drying shrinkage behaviour of structurallightweight aggregate concrete containing blended oil palm bio-products, J. Clean.Prod. 127 (2016) 183–194.
[37] M.A. Mannan, H.B. Basri, M.F.M. Zain, M.N. Islam, Effect of curing conditions onthe properties of OPS-concrete, Build. Environ. 37 (11) (2002) 1167–1171.
[38] D. Okpala, Palm kernel shell as a lightweight aggregate in concrete, Build. Environ.
25 (4) (1990) 291–296.[39] G. Hoff Guide for the use of low-density concrete in civil works projects: US Army
Corps of Engineers, Engineer Research and Development Center, ERDC/ GSL TR-02-13 (TR INP-02-7).
[40] H. Wilson, V. Malhotra, Development of high strength lightweight concrete forstructural applications, Int. J. Cem. Compos. Lightweight Concr. 10 (2) (1988)79–90.
[41] M.A. Suhad, Mathematical Model for the Prediction of Cement CompressiveStrength at the Ages of 7 & 28 days within 24 h, Al-Mustansiriya University, Collegeof Engineering, Civil Engineering Department, 2001.
[42] E. Olanipekun, K. Olusola, O.A. Ata, A comparative study of concrete propertiesusing coconut shell and palm kernel shell as coarse aggregates, Build. Environ. 41(3) (2006) 297–301.
[43] P. Shafigh, M.A. Nomeli, U.J. Alengaram, H.B. Mahmud, M.Z. Jumaat, Engineeringproperties of lightweight aggregate concrete containing limestone powder and highvolume fly ash, J. Clean. Prod. 135 (2016) 148–157.
[44] M. Haque, Some concretes need 7 days initial curing, Concr. Int. 2 (2) (1990)42–46.
[45] K. Mo, U.J. Alengaram, M.Z. Jumaat, Compressive behaviour of lightweight oilpalm shell concrete incorporating slag, Constr. Build. Mater. 94 (2015) 263–269.
[46] A. Turatsinze, M. Garros, On the modulus of elasticity and strain capacity of self-compacting concrete incorporating rubber aggregates, Resour. Conserv. Recycl. 52(10) (2008) 1209–1215.
[47] H. Akbar, Design of Reinforced Concrete Structures. Basic Topics, 1 Simay DaneshPubl, Iran, 2008.
[48] R. Balendran, F. Zhou, A. Nadeem, A. Leung, Influence of steel fibres on strengthand ductility of normal and lightweight high strength concrete, Build. Environ. 37(12) (2002) 1361–1367.
[49] A. Tasnimi, Mathematical model for complete stress–strain curve prediction ofnormal, light-weight and high-strength concretes, Mag. Concr. Res. 56 (1) (2004)23–34.
[50] S. Popovics, A review of stress-strain relationships for concrete, Acids J. 67 (3)(1970) 243–248.
[51] T. Almusallam, S. Alsayed, Stress-strain relationship of normal, high-strength andlightweight concrete, Mag. Concr. Res. 47 (1995) 170.
[52] D.J. Carreira, K.H. Chu, Stress-strain relationship for plain concrete in compression,J. Proc. 82 (6) (1985) 797–804.
[53] M. Hussin, Y. Zhuge, F. Bullen, W. Lokuge A mathematical model for completestress-strain curve prediction of permeable concrete. Proceedings of the 22ndAustralasian Conference on the Mechanics of Structures and Materials (ACMSM 22).Taylor & Francis (CRC Press) / Balkema: pp. 293–298.
[54] M. Ros, Material-technological Foundation and Problems of Reinforced Concrete,1950.
[55] G.S. Tadros, Plastic Rotation of Reinforced Concrete Members Subjected to Bending,Axial Load and Shear., 1970.
[56] S.H. Ahmad, S.P. Shah, Structural properties of high strength concrete and its im-plications for precast prestressed concrete, PCI J. 30 (6) (1985) 92–119.
[57] A. Fafitis, S.P. Shah, Predictions of ultimate behavior of confined columns subjectedto large deformations. In Journal Proceedings, 1985.
[58] P. Desayi, S. Krishnan, Equation for the stress-strain curve of concrete, J. Am.Concr. Inst. 61 (3) (1964) 345–350.
[59] B. De Nicolo, L. Pani, E. Pozzo, Strain of concrete at peak compressive stress for awide range of compressive strengths, Mater. Struct. 27 (4) (1994) 206–210.
[60] A.M. Neville, Properties of Concrete, fourteenth ed. CTP-VVP, Malaysia., 2008.[61] S. Bhanja, B. Sengupta, Influence of silica fume on the tensile strength of concrete,
Cem. Concr. Res. 35 (4) (2005) 743–747.[62] N.U. Kockal, T. Ozturan, Strength and elastic properties of structural lightweight
concretes, Mater. Des. 32 (4) (2011) 2396–2403.[63] M. Wilson, S. Kosmatka, Design and control of concrete mixtures. Portland Cement
Association: USA, 2011.[64] M. Haque, H. Al-Khaiat, O. Kayali, Strength and durability of lightweight concrete,
Cem. Concr. Compos. 26 (4) (2004) 307–314.[65] T.A. Holm, T.W. Bremner State-of-the-art report on high-strength, high-durability
structural low-density concrete for applications in severe marine environments: USArmy Corps of Engineers, Engineer Research and Development Center.
[66] P. Shafigh, M.Z. Jumaat, H.B. Mahmud, N.A.A. Hamid, Lightweight concrete madefrom crushed oil palm shell: tensile strength and effect of initial curing on com-pressive strength, Constr. Build. Mater. 27 (1) (2012) 252–258.
[67] ACI Committee 318-05. Building code requirements for structural concrete (ACI318-05) and commentary (ACI318R-05), American Concrete Institute, 2005.
[68] M. Gesoğlu, T. Özturan, E. Güneyisi, Shrinkage cracking of lightweight concretemade with cold-bonded fly ash aggregates, Cem. Concr. Res. 34 (7) (2004)1121–1130.
[69] CEB-FIP Model Code, Committee Euro-International du Beton (CEB-PIP). ThomasTelford, London; 1993., 1990.
[70] U.J. Alengaram, M.Z. Jumaat, H. Mahmud, Ductility behaviour of reinforced palmkernel shell concrete beams, Eur. J. Sci. Res. 23 (3) (2008) 406–420.
[71] D.C.L. Teo, M.A. Mannan, J.V. Kurian, Flexural behaviour of reinforced lightweightconcrete beams made with oil palm shell (OPS), J. Adv. Concr. Technol. 4 (3)(2006) 459–468.
[72] M.H. Zhang, O.E. Gjvorv, Mechanical properties of high-strength lightweight con-crete, Acids Mater. J. 88 (1991) 3.
[73] M. Aslam, P. Shafigh, M.Z. Jumaat, High strength lightweight aggregate concreteusing blended coarse lightweight aggregate origin from palm oil industry, SainsMalays. 46 (4) (2017) 667–675.
[74] T.W. Bremner, T.A. Holm, High Performance Lightweight Concrete-a Review 154
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
61

ACI Special Publication, 1995, pp. 1–20.[75] K. Hossain, S. Ahmed, M. Lachemi, Lightweight concrete incorporating pumice
based blended cement and aggregate: mechanical and durability characteristics,Constr. Build. Mater. 25 (3) (2011) 1186–1195.
[76] U.J. Alengaram, H. Mahmud, M.Z. Jumaat, Enhancement and prediction of mod-ulus of elasticity of palm kernel shell concrete, Mater. Des. 32 (4) (2011)2143–2148.
[77] A.K.W. Short, Lightweight Concrete, Applied Science Publishers Ltd., London, 1978.[78] B.S.I. BS-8110, Structural use of concrete. Part 2: Code of practice for special cir-
cumstances.: London, 1985.
[79] N.A. Slate, S. Martinez, Mechanical properties of high strength lightweight con-crete, Acids J. 83 (7) (1986) 606–613.
[80] I.B. Topçu, T. Uygunoğlu, Effect of aggregate type on properties of hardened self-consolidating lightweight concrete (SCLC), Constr. Build. Mater. 24 (7) (2010)1286–1295.
[81] D.C.L. Teo, M.A. Mannan, V.J. Kurian, C. Ganapathy, Lightweight concrete madefrom oil palm shell (OPS): structural bond and durability properties, Build. Environ.42 (7) (2007) 2614–2621.
[82] S.H. Kosmatka, W.C. Panarese, B. Kerkhoff, Design and Control of ConcreteMixtures, 7th ed, Cement Association of Canada, Ottawa, Ontario, Canada, 2002.
M. Aslam et al. Journal of Building Engineering 13 (2017) 53–62
62