Embed Size (px)
DESCRIPTION
A feed mill is only as strong as its weakest link. To produce consistent high-quality feed, each machine has to work at its best. But like humans, machines do not have superpowers. Over time, they get older and slower until eventually they stop working.
Citation preview

Digital Re-print - January | February 2013
Managing mill maintenance - Die and pelleting equipment maintenance
www.gfmt.co.uk
Grain & Feed Milling Technology is published six times a year by Perendale Publishers Ltd of the United Kingdom.All data is published in good faith, based on information received, and while every care is taken to prevent inaccuracies, the publishers accept no liability for any errors or omissions or for the consequences of action taken on the basis of information published. ©Copyright 2013 Perendale Publishers Ltd. All rights reserved. No part of this publication may be reproduced in any form or by any means without prior permission of the copyright owner. Printed by Perendale Publishers Ltd. ISSN: 1466-3872

A feed mill is only as strong as its weakest link. To produce consist-ent high-quality feed, each machine
has to work at its best. But like humans, machines do not have superpowers. Over time, they get older and slower until eventually they stop working.
Thanks to rising raw material and energy costs, pelleting is an expensive process so it makes sense to pay particular attention to pelleting machinery. What’s more, the benefits of investing time and money into feed formulation can be quickly written off if the machinery used to produce the pellets isn’t up to scratch.
“If milling equipment, dies and rolls get worn, the throughput reduces, power usage increases and pellet quality is of worse or looser quality – in other words it gets more difficult to have controlled production,” says Leif Wolf, director, O&J HØJTRYK, Denmark.
Buying the best quality equipment pos-sible to start with helps produce perfect pellets but dies and rollers will wear out over time. However, unlike people, there are plenty of refurbishment options to kick start pellet mill machines back into life.
Installation and usageFrom the start, machines need to be
installed properly with particular attention being paid to positioning the roll assem-blies correctly against the die. Failing to fit machines properly can result in non-uniform wearing on the die ring and non-uniform pellets. Although this seems fairly common sense, it is not an uncommon occurrence as a senior engineer at Millson Engineering,
United Kingdom, explains, “The main prob-lem we deal see are cracked dies because of incorrect positioning of roll assemblies against the die.”
Before use it is beneficial to carry out a few procedures on a new die. Flushing a new die will remove burrs and cleaning before pelleting will help ensure a good quality end product.
Once in use it is vital to carry out regu-lar checks to ensure the smooth running of all machinery. “Another problem tends to be roll assemblies seizing due to lack of grease, which means the rolls aren’t able to rotate correctly within the die,” says the Millson Engineering engineer.
It is wise to invest in several sets of dies so that refurbishment does not mean plant shut down.
Aside from set up, what you put into a die will have an affect on its performance. Material that is either too wet or too dry to pass through the machine efficiently can clog holes. So feed formulation and moisture levels are also important factors to consider.
Warning signsMillson Engineering estimates that the
average life expectancy of a die is anywhere between 5000 to 15,000 tonnes. However, this depends on usage and type of mate-rial being used; the harder the material, the quicker the die will wear out.
Experienced operatives will be familiar with the performance of their equipment and can spot when something it’s time for some maintenance. Wolf pinpoints reduced throughput and increased energy consump-tion as the vital tell tale signs that something has gone wrong.
RefurbishmentThe first stage is to clean the die and
check for cracks. Many refurbishment com-panies offer high-pressure jet washes to do this task. The advantage of this method is that the water is strong enough to dislodge stubborn materials without the need for chemicals. However, some companies prefer opt for a traditional oven clear out which can reach temperatures of up to 90 degrees over a 24 hour period.
Managing mill maintenance
Die and pelleting equipment maintenanceby Alice Neal, associate editor, Grain and Feed Milling
Technology, United Kingdom
Grain&feed millinG technoloGy42 | January - february 2013
FEATUREFEATURE

A feed mill is only as strong as its weakest link. To produce consist-ent high-quality feed, each machine
has to work at its best. But like humans, machines do not have superpowers. Over time, they get older and slower until eventually they stop working.
Thanks to rising raw material and energy costs, pelleting is an expensive process so it makes sense to pay particular attention to pelleting machinery. What’s more, the benefits of investing time and money into feed formulation can be quickly written off if the machinery used to produce the pellets isn’t up to scratch.
“If milling equipment, dies and rolls get worn, the throughput reduces, power usage increases and pellet quality is of worse or looser quality – in other words it gets more difficult to have controlled production,” says Leif Wolf, director, O&J HØJTRYK, Denmark.
Buying the best quality equipment pos-sible to start with helps produce perfect pellets but dies and rollers will wear out over time. However, unlike people, there are plenty of refurbishment options to kick start pellet mill machines back into life.
Installation and usageFrom the start, machines need to be
installed properly with particular attention being paid to positioning the roll assem-blies correctly against the die. Failing to fit machines properly can result in non-uniform wearing on the die ring and non-uniform pellets. Although this seems fairly common sense, it is not an uncommon occurrence as a senior engineer at Millson Engineering,
United Kingdom, explains, “The main prob-lem we deal see are cracked dies because of incorrect positioning of roll assemblies against the die.”
Before use it is beneficial to carry out a few procedures on a new die. Flushing a new die will remove burrs and cleaning before pelleting will help ensure a good quality end product.
Once in use it is vital to carry out regu-lar checks to ensure the smooth running of all machinery. “Another problem tends to be roll assemblies seizing due to lack of grease, which means the rolls aren’t able to rotate correctly within the die,” says the Millson Engineering engineer.
It is wise to invest in several sets of dies so that refurbishment does not mean plant shut down.
Aside from set up, what you put into a die will have an affect on its performance. Material that is either too wet or too dry to pass through the machine efficiently can clog holes. So feed formulation and moisture levels are also important factors to consider.
Warning signsMillson Engineering estimates that the
average life expectancy of a die is anywhere between 5000 to 15,000 tonnes. However, this depends on usage and type of mate-rial being used; the harder the material, the quicker the die will wear out.
Experienced operatives will be familiar with the performance of their equipment and can spot when something it’s time for some maintenance. Wolf pinpoints reduced throughput and increased energy consump-tion as the vital tell tale signs that something has gone wrong.
RefurbishmentThe first stage is to clean the die and
check for cracks. Many refurbishment com-panies offer high-pressure jet washes to do this task. The advantage of this method is that the water is strong enough to dislodge stubborn materials without the need for chemicals. However, some companies prefer opt for a traditional oven clear out which can reach temperatures of up to 90 degrees over a 24 hour period.
Managing mill maintenance
Die and pelleting equipment maintenanceby Alice Neal, associate editor, Grain and Feed Milling
Technology, United Kingdom
Grain&feed millinG technoloGy42 | January - february 2013
FEATUREFEATURE

“Die holes are often found to be blocked by tramp metal or other hard material,” according to Millson Engineering so the next stage of refurbishment is clearing holes and removing any broken studs.
Then the pelleting face needs to be skimmed level before re-countersinking the die holes. This is a crucial stage, as all holes need to be consistent in size. Finally, the die is treated to another pressure wash to flush out any sharp edges.
In addition, sometimes dies can be exter-nally skimmed to make them thinner which allows a more difficult product to pass through.
Roll assemblies can also be given a makeover to ensure optimum wear on both dies and rolls. Replacing a roll assembly allows more material to be pushed through, improving the overall performance of the die.
The roll assembly consists of a roll shell, axles, bearings, cover plate and a seal collar. Luckily, the roll shell is changeable as a tyre. “A roll shell from a Scandinavian mill will normally be ground for alignment of the production surface the first time. The sec-ond time it will be fully re-built including all inner parts, such as axles and bearings. It will be cleaned up and re-assembled including grease,” says Wolf.
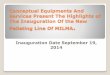
A die can be refurbished effectively two or three times in its lifetime (Figure 1).
It is worth remembering that not all dies
will need a full refurbishment and costs will depend on the work required.
“Once the roll assemblies and die have been refurbished and repositioned correctly, the press will work more efficiently as the material is being pushed through much faster,” says Millson Engineering.
The practicalitiesRefurbishment time depends on the size
of the equipment and how worn it is. For example, At O&J HØJTRYK a full rework of a die can take between 5-30 machinery hours. One of the crucial factors which affects refurbishment time is the size and number of holes in the die. A machine with around 7,000 small holes will obviously be much quicker to recountersink than a die with 100,000 large holes.
Given the size and weight of the machinery used to carried out die and roll maintenance, refurbishing work is carried out off-site. Transporting the parts for refurbishment is a major issue both in terms of cost and reliability. Some com-panies counter these problems by offering refurbishment packages including trans-port. These companies have the power to organise contracts with forwarding agents which are cheaper than ad hoc agreements negotiated by mills.
In addition, freight companies with a proven track record transporting dies offer peace of mind for millers.
Another important factor to consider is location and the existing infrastructure of the country you’re in. From its base is Denmark, O&J HØJTRYK is able to service all of Scandinavia, quite a considerable sized area. This is possible due to the flexible logistic structure of the area. Wolf points out that the same business model would not be feasible in other regions.
Scheduling maintenanceDeciding when to ship a die for refur-
bishment is “always a balance,” says Wolf. Ultimately this comes down to choice between controlled maintenance versus damaged based maintenance.
“The best and cheapest method is re-working parts from a controlled production, where the mill is running controlled mainte-nance and parts are given in at due times, before real damages occur,” says Wolf.
Failing to deal with issues are they occur can lead to greater damages and costs in the long term. “A bad or defective press will ultimately produce an inferior product. The press will have to work much harder leading to more breakdowns and down time,” says Millson Engineering.
However, the advantages of die and roll refurbishment are clear. Increased lifetime of pelleting equipment, significantly reduced power usage and increased throughput should all be key concerns of the modern miller.
KWKW
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
x 2x 3x 4x 5x 6x 7x 8x 9x 10x
1
POWER CONSUMPTION
LIFETIME OF THE DIE
32
4
4
4
Complete reworking of a Die: Grind, countersink and clean Total cost, aprox 20 % of the prise for a new Die
1. Start of new Die 2. Recommended first time of reworking 3. Recommended second time of reworking 4. During normal production conditions the die have to be scrapped
[email protected] | WWW.OJ-HOJTRYK.DK
Grain&feed millinG technoloGy January - february 2013 | 43
www.oj-hojtryk.dk
Die and roll re-working machinesPellet Die re-working and unblocking
O&J Højtryk A/SØrnevej 1, DK-6705 Esbjerg ØCVR.: 73 66 86 11
Phone: +45 75 14 22 55Fax: +45 82 28 91 41
mail: [email protected]
O&J_AD_QP_190x60.indd 1 11/02/2013 09:09
Figure 1
FEATUREFEATURE

“Die holes are often found to be blocked by tramp metal or other hard material,” according to Millson Engineering so the next stage of refurbishment is clearing holes and removing any broken studs.
Then the pelleting face needs to be skimmed level before re-countersinking the die holes. This is a crucial stage, as all holes need to be consistent in size. Finally, the die is treated to another pressure wash to flush out any sharp edges.
In addition, sometimes dies can be exter-nally skimmed to make them thinner which allows a more difficult product to pass through.
Roll assemblies can also be given a makeover to ensure optimum wear on both dies and rolls. Replacing a roll assembly allows more material to be pushed through, improving the overall performance of the die.
The roll assembly consists of a roll shell, axles, bearings, cover plate and a seal collar. Luckily, the roll shell is changeable as a tyre. “A roll shell from a Scandinavian mill will normally be ground for alignment of the production surface the first time. The sec-ond time it will be fully re-built including all inner parts, such as axles and bearings. It will be cleaned up and re-assembled including grease,” says Wolf.
A die can be refurbished effectively two or three times in its lifetime (Figure 1).
It is worth remembering that not all dies
will need a full refurbishment and costs will depend on the work required.
“Once the roll assemblies and die have been refurbished and repositioned correctly, the press will work more efficiently as the material is being pushed through much faster,” says Millson Engineering.
The practicalitiesRefurbishment time depends on the size
of the equipment and how worn it is. For example, At O&J HØJTRYK a full rework of a die can take between 5-30 machinery hours. One of the crucial factors which affects refurbishment time is the size and number of holes in the die. A machine with around 7,000 small holes will obviously be much quicker to recountersink than a die with 100,000 large holes.
Given the size and weight of the machinery used to carried out die and roll maintenance, refurbishing work is carried out off-site. Transporting the parts for refurbishment is a major issue both in terms of cost and reliability. Some com-panies counter these problems by offering refurbishment packages including trans-port. These companies have the power to organise contracts with forwarding agents which are cheaper than ad hoc agreements negotiated by mills.
In addition, freight companies with a proven track record transporting dies offer peace of mind for millers.
Another important factor to consider is location and the existing infrastructure of the country you’re in. From its base is Denmark, O&J HØJTRYK is able to service all of Scandinavia, quite a considerable sized area. This is possible due to the flexible logistic structure of the area. Wolf points out that the same business model would not be feasible in other regions.
Scheduling maintenanceDeciding when to ship a die for refur-
bishment is “always a balance,” says Wolf. Ultimately this comes down to choice between controlled maintenance versus damaged based maintenance.
“The best and cheapest method is re-working parts from a controlled production, where the mill is running controlled mainte-nance and parts are given in at due times, before real damages occur,” says Wolf.
Failing to deal with issues are they occur can lead to greater damages and costs in the long term. “A bad or defective press will ultimately produce an inferior product. The press will have to work much harder leading to more breakdowns and down time,” says Millson Engineering.
However, the advantages of die and roll refurbishment are clear. Increased lifetime of pelleting equipment, significantly reduced power usage and increased throughput should all be key concerns of the modern miller.
KWKW
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
x 2x 3x 4x 5x 6x 7x 8x 9x 10x
1
POWER CONSUMPTION
LIFETIME OF THE DIE
32
4
4
4
Complete reworking of a Die: Grind, countersink and clean Total cost, aprox 20 % of the prise for a new Die
1. Start of new Die 2. Recommended first time of reworking 3. Recommended second time of reworking 4. During normal production conditions the die have to be scrapped
[email protected] | WWW.OJ-HOJTRYK.DK
Grain&feed millinG technoloGy January - february 2013 | 43
www.oj-hojtryk.dk
Die and roll re-working machinesPellet Die re-working and unblocking
O&J Højtryk A/SØrnevej 1, DK-6705 Esbjerg ØCVR.: 73 66 86 11
Phone: +45 75 14 22 55Fax: +45 82 28 91 41
mail: [email protected]
O&J_AD_QP_190x60.indd 1 11/02/2013 09:09
Figure 1
FEATUREFEATURE
An optimised sales network at Pancosma
New management appointments at Glencore following Viterra takeover
Danish Centre for Food and Agriculture bags new director
North American Millers’ Association announces new chairman
GFMT13.01.indd 3 12/02/2013 16:10

www.gfmt.co.uk
LINKS• Seethefullissue• VisittheGFMTwebsite
• ContacttheGFMTTeam
• SubscribetoGFMT
A subscription magazine for the global flour & feed milling industries - first published in 1891INCORPORATING PORTS, DISTRIBUTION AND FORMULATION
In this issue:
• Efficient barge unloading technology
• Feed enzymes in animal nutrition
• Controlling the explosion risks within hammer mills
• Use of computer programming in animal diet formulation
• Recycling surplus factory food into quality animal feeds
Janu
ary
- Feb
ruar
y 20
13
first published in 1891
ThisdigitalRe-printispartoftheJanuary|February2013editionofGrain&FeedMillingTechnologymagazine.Contentfromthemagazineisavailabletoviewfree-of-charge,bothasafullonlinemagazineonourwebsite,andasanarchiveofindividualfeaturesonthedocstocwebsite.Pleaseclickheretoviewourotherpublicationsonwww.docstoc.com.
Topurchaseapapercopyofthemagazine,ortosubscribetothepaperedi-tionpleasecontactourCirculationandSubscriptionsManageronthelinkadove.
INFORMATIONFORADVERTISERS-CLICKHERE
Article reprintsAll Grain & Feed Milling Tecchnology feature articles can be re-printed as a 4 or 8 page booklets (these have been used as point of sale materials, promotional materials for shows and exhibitions etc).
If you are interested in getting this article re-printed please contact the GFMT team for more informa-tion on - Tel: +44 1242 267707 - Email: [email protected] or visit www.gfmt.co.uk/reprints
![THE EFFECT OF PELLETING AND ENCAPSULATION ON ...cfs.nrcan.gc.ca/pubwarehouse/pdfs/8995.pdfblack spruce (Picea mariana [Mill.] B.S.P.) seeds adversely within the optimum germination-temperature](https://img.pdfslide.us/doc/110x75/5ffcb3edd5c49e14bc0b414f/the-effect-of-pelleting-and-encapsulation-on-cfsnrcangccapubwarehousepdfs8995pdf.jpg)









![Nautilus Step Mill Maintenance Techniquessupport.stairmaster.com › Brands › StairMaster... · Nautilus Step Mill Maintenance Techniques [B-2] April 20, 2008 Rev. A 3. Before adjusting](https://img.pdfslide.us/doc/110x75/5f0d5b0f7e708231d439f156/nautilus-step-mill-maintenance-a-brands-a-stairmaster-nautilus-step-mill.jpg)