Embed Size (px)
Citation preview

SYMPOSIUM SERIES NO. 156 Hazards XXII # 2011 IChemE
MANAGING DETERIORATION AND INTEGRITY OF AGEING ASSETS
Neil S Henry, ABB Engineering Services, Warrington, Cheshire, UK
There are many chemical process plants in service that are in excess of 35 years of age. It is appar-
ent that the passage of time does not treat them all equally. This leads to a potential problem for
owners and operators, to recognise the indicators of age and deterioration in equipment.
The presentation is aimed at demonstrating why this variation occurs and the key influences on
equipment life. The deterioration of aged equipment can be controlled and is an opportunity to
improve plant safety performance, confidence in asset condition and reliability.
There are financial benefits that arise from effective management of ageing and integrity of
equipment; therefore it should not be considered a burden on operations and maintenance. The pres-
entation uses examples from industrial experience to demonstrate how to mange integrity and the
benefits that can be achieved.
INTRODUCTIONDuring more than 30 years of working with process plantoperating in many different environments, a deep under-standing had been gained of how equipment deterioratesand the influences of operating regimes on deterioration.The paper illustrates how to improve understanding ofthe condition of assets currently in service and what maybe required to keep them operating safely and reliably,into the future.
Knowledge has been gained by working in both theselection of material of construction for process equipmentand detailed and extensive forensic investigations, whenfailures occur. The investigation objectives have alwaysbeen focussed on not simply identifying the mechanism,but clearly demonstrating the root cause(s) of failure.
This knowledge has been used to assist in preparationof the UK HSE Research Report 509 on Ageing Plant and toevaluate the condition of many process plants, in a widerange of industries. These range from pharmaceutical andfood and drink manufacture, through industrial and special-ity chemical production to oil and gas production andrefining.
WHY ASSETS AGEThe recent Plant Ageing Study by ESR Technology (HSEResearch Report 823) described the majority of our manu-facturing assets in the UK, (also applies to Europe and theUS) as over 25 years old. Many are considerably morethan 30 years old. The process equipment may have adesign life of 25 years, the control electrical and instrumen-tation may be considerably shorter at 10 to 15 years.
This paper focuses on “containment equipment” andthe most common mechanisms by which these assets(vessels, pipework, rotating equipment) deteriorate. Thesemechanisms are the same now as they have always beenfor many years. The most common mechanisms are:
. Corrosion – internal and external metal loss
. Stress Corrosion Cracking (SCC)
. Fatigue
. Erosion
646
. High Temperature deterioration mechanisms (creep,carburisation, oxidation etc)
These mechanisms account for over 80% of the plantfailures and equipment replacements. However, the reasonswhy deterioration occurs are related to many factors whichhave their origins in a number of areas. As an asset ages,there may be physical changes occurring (eg loss of thick-ness by corrosion) as seen in Figures 1-4, but the originmay be in an inherent weakness with, or change broughtabout from any or a combination of the following
. Design
. Fabrication and construction
. Operating condition
. Maintenance and inspection records
It is recognised that it is not always easy to obtain thisdata for equipment that has been in service for many years.In many cases, partial history and comparative data (fromsimilar equipment) can be very valuable.
This information can be used to understand why aproblem has occurred. It is also the key to preventing arecurrence of the problem. History appears to indicate thatwe do not learn from these problems, as the same patternsof failure are repeated. Given an increasingly aged popu-lation of equipment in service in industry and fewerpeople to solve the problems, there is a need to identifymethods of preventing these problems in future.
HOW AGEING CAN BE MANAGEDA great deal of work has been done in many plant reviewson this subject in recent years. Data is often gathered tosupport regulatory safety cases, establish equipment criti-cality or carry out Risk Based Inspection (RBI) reviews.By using selected parts of this information and relating itto the operating environment of the equipment, it is possibleto assess the mechanisms of deterioration.
A key factor in this activity is to ensure the full rec-ognition of how the design and construction may havea significant influence on the behaviour in the currentoperating environment. The following examples may helpin understanding deterioration.
SYMPOSIUM SERIES NO. 156 Hazards XXII # 2011 IChemE
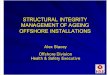
DESIGN INFLUENCEThe design of insulation support on equipment has evolvedover many years, learning from corrosion experience.There are still many installations with design features result-ing in water retention which promote localised acceleratedcorrosion.
Design codes are regularly updated to include experi-ence from operating industry; however, the changes madeare rarely applied retrospectively to existing assets.
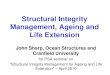
FABRICATION OR CONSTRUCTION INFLUENCESThere are many examples of minor defects or stresses fromfabrication, causing equipment to suffer failure. Althoughthese are generally in the early life of equipment, there areexamples of small cyclic loads resulting in failure aftermany years. In large storage tanks, weld defects have propa-gated over 20 years of fill and empty cycles.
As an example age-related change, movement ofequipment may occur after long term service by settlement
Figure 2. Corrosion of pipe support due to poor weld design
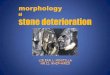
Figure 1. Corrosion of Titanium in polymer manufacture
647
of foundations or supports. This can have a profoundinfluence residual stresses and stress related crackingmechanisms.
OPERATIONAL INFLUENCESChange of operating conditions has a significant influenceon equipment life. During 25 plus years of service, almostall plants have some degree of modification to their operat-ing regimes, although the conditions may not exceed designvalues.
These changes may be to improve production ratesor development of different product grades or quality. Theeffective management of these changes relies on assessingtheir influence on the condition of the assets. Examplesare that a rise of only 108C of temperature may double cor-rosion rates. A change of product grade in a polymer man-ufacturing plant resulted in a higher acidity level that causedextensive corrosion to Titanium equipment.
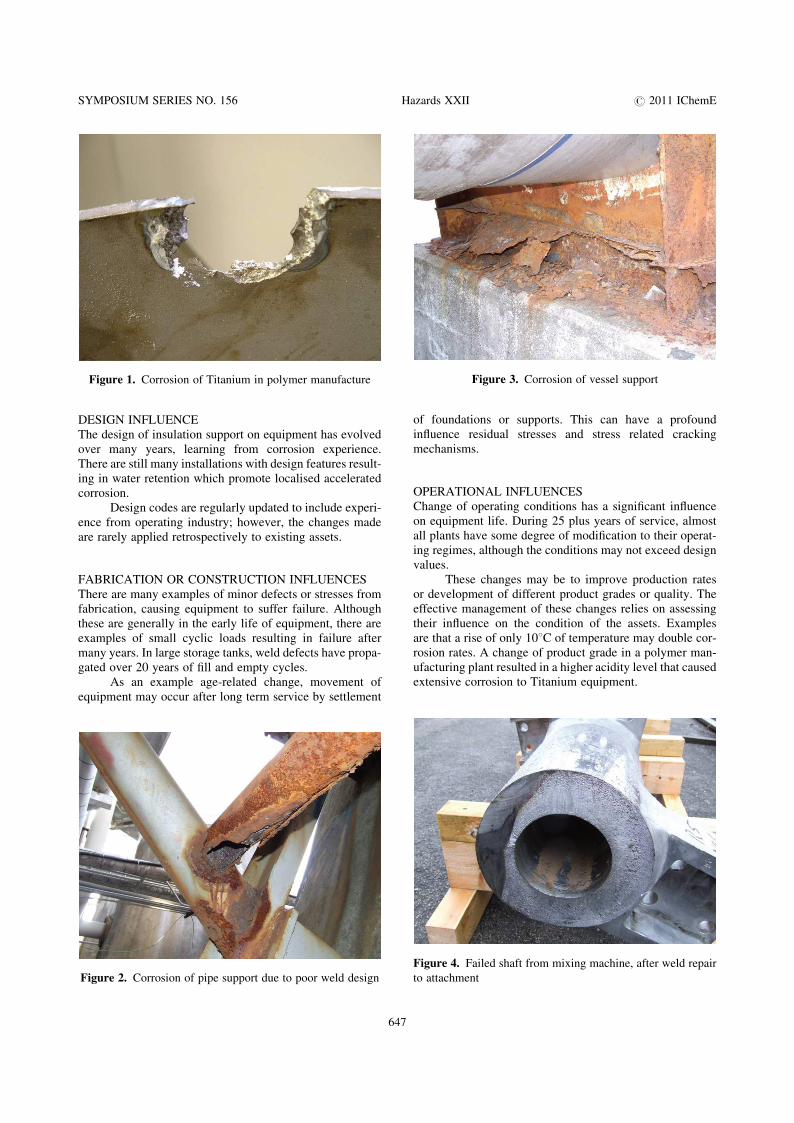
Figure 4. Failed shaft from mixing machine, after weld repair
to attachment
Figure 3. Corrosion of vessel support

SYMPOSIUM SERIES NO. 156 Hazards XXII # 2011 IChemE
Considerable benefits have been achieved, by raisingawareness of operations teams to how these mechanisms ofdeterioration occur or making practical changes to the oper-ating regime.
IMPROVING CONFIDENCE IN ASSETSThe first stage of any process is to identify key assets, wheresafety or production dictates there is a need to understandtheir current condition, or to demonstrate an expected lifecycle. There are many methods of carrying out this step,but it must be thorough and allow rapid review of manyitems. The application of high level “screening” is com-monly applied. These methods must ensure that knowledgeof potential deterioration mechanisms and problem areas areincluded. This allows identification of vulnerable points andthe type of deterioration that will occur to improve the valueof this activity.
An example is defining if a defect may develop andcould this lead to a small leak, rather than a catastrophicfailure. Clearly the consequences of the two scenarios arevery different. A simple application of failure rate statisticsmay give a misleading view on the likelihood of failure, asmajor failure is very rare, but small leakage is relativelycommon.
There have been a number of examples of defectsresulting from an absence of specification and acceptancecriteria for new equipment or repairs. The maintenance,overhaul and repair services on many plants may be theresponsibility of several different organisations. If thecommunication between the equipment owner and thelinks in this supply chain are not robust, there can be
648
many opportunities for errors. An example of a weldedrepair to mixing vessel shaft, resulted in rapid failure andloss of containment after only a few weeks of service.
Steps for Improvement in Integrity.
. Prepare or update an asset register
. Identify critical assets
. Establish available data for review of duty and condition
. Compare design intent to the current operating regime
. Develop a technical case for futre service life
. Prepare an on-going review process to record data andlook at trends, in operations and maintenance.
After this data has been used as part of a reviewprocess and the model developed to monitor key assetsthis will demonstrate how these assets are performing andgive greater confidence in their condition.
There may also be opportunities to improve appli-cation of technology. Modern plant automation systemsstore data on plants operating (or maintenance) recordswhich can be for event analysis, applied as “proactive”problem prevention.
Examples are monitoring product analysis data toestablish if changes of process composition for influenceon equipment (temperature, flow or water content). In heatexchangers, degree of fouling has been monitored by flowor delivery pressure changes. The fouling may also playan important part in corrosion damage to the tube surfaces.
Our experience is that these practical methods ensureconfidence in assets, with associated safety and financialbenefits.