-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
1/17
This article was downloaded by: [New York University]On: 15
February 2015, At: 05:07Publisher: Taylor & FrancisInforma Ltd
Registered in England and Wales Registered Number: 1072954
Registered office: Mortimer House37-41 Mortimer Street, London W1T
3JH, UK
Click for updates
International Journal of Production ResearchPublication details,
including instructions for authors and subscription
information:
http://www.tandfonline.com/loi/tprs20
Managing barriers to lean production implementation:
context mattersGiuliano Almeida Marodin
a & Tarcisio Abreu Saurin
a
a Industrial Engineering and Transportation Department
(DEPROT), Federal University of R
Grande do Sul (UFRGS), Porto Alegre, Brazil
Published online: 14 Nov 2014.
To cite this article: Giuliano Almeida Marodin &
Tarcisio Abreu Saurin (2014): Managing barriers to lean
production
implementation: context matters, International Journal of
Production Research, DOI: 10.1080/00207543.2014.980454
To link to this article:
http://dx.doi.org/10.1080/00207543.2014.980454
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy
of all the information (the “Content”) containedin the publications
on our platform. However, Taylor & Francis, our agents, and our
licensors make norepresentations or warranties whatsoever as to the
accuracy, completeness, or suitability for any purpose of tContent.
Any opinions and views expressed in this publication are the
opinions and views of the authors, andare not the views of or
endorsed by Taylor & Francis. The accuracy of the Content
should not be relied upon ashould be independently verified with
primary sources of information. Taylor and Francis shall not be
liable forany losses, actions, claims, proceedings, demands, costs,
expenses, damages, and other liabilities whatsoeveor howsoever
caused arising directly or indirectly in connection with, in
relation to or arising out of the use of the Content.
This article may be used for research, teaching, and private
study purposes. Any substantial or systematicreproduction,
redistribution, reselling, loan, sub-licensing, systematic supply,
or distribution in anyform to anyone is expressly forbidden. Terms
& Conditions of access and use can be found at http://
www.tandfonline.com/page/terms-and-conditions
http://crossmark.crossref.org/dialog/?doi=10.1080/00207543.2014.980454&domain=pdf&date_stamp=2014-11-14http://www.tandfonline.com/page/terms-and-conditionshttp://www.tandfonline.com/page/terms-and-conditionshttp://dx.doi.org/10.1080/00207543.2014.980454http://www.tandfonline.com/action/showCitFormats?doi=10.1080/00207543.2014.980454http://www.tandfonline.com/loi/tprs20http://crossmark.crossref.org/dialog/?doi=10.1080/00207543.2014.980454&domain=pdf&date_stamp=2014-11-14
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
2/17
Managing barriers to lean production implementation: context
matters
Giuliano Almeida Marodin* and Tarcisio Abreu Saurin
Industrial Engineering and Transportation Department
(DEPROT), Federal University of Rio Grande do Sul (UFRGS), Porto
Alegre, Brazil
( Received 28 January 2014; accepted 19 October 2014)
As the barriers to lean production implementation (LPI) are
inuenced by the context, the search for
generalisable barriers, relationships, priorities and control
measures is to some extent elusive. This study introduces a
framework for managing barriers to LPI in specic companies,
which is comprised of ve stages: (i) description of the
context; (ii)identication of the barriers; (iii) analysis of the
inuence of the context on the barriers; (iv) analysis of the
relationshipsamong the barriers using interpretive structural
modelling – this sets a basis for prioritising
the barriers; and (v) afeedback meeting to discuss the results of
data collection, which also informs on the development of an action
plan tocontrol the barriers. The use of the framework is
illustrated by a case study of a manufacturing plant. Data
collectioninvolved interviews, observations and document analysis.
A follow-up visit to the company was conducted 18 months
after the initial data collection, in order to identify changes
in the context. The framework is a contribution in terms
of prescriptive theory related to LPI, and is also a
means for the generation of data for developing descriptive theory
relatedto the barriers to LPI.
Keywords: lean production; lean implementation; barriers;
interpretive structural modelling
1. Introduction
As lean production (LP) has been used for decades, by companies
from several sectors and countries, a number of
implementation dif culties have been reported. For example,
studies carried out in British and Australian companies
from different sectors concluded that less than 10% of those
that started lean production implementation (LPI) achieved
a high level of leanness (Baker 2002). Based on a
survey of 433 American companies, Blanchard ( 2007) identied
that
only 26% of them achieved substantial gains as a result of LPI.
According to Marvel and Standridge (2009) few
organisations have achieved signicant improvements due to
LPI.
As a result, a number of studies have focused on the
identication and prioritisation of the barriers to LPI (e.g.Turesky
and Connell 2010; Boyle, Scherrer-Rathje, and
Stuart 2011; Losonci, Demeter, and Jenei 2011).
In general, the
conclusion has been that the barriers are mostly related to
social and managerial issues, such as resistance of employees
(Bhasin and Burcher 2006). Nevertheless, the nature
of the barriers, their origins, interrelations and relative
importance,
are not yet well understood. In part, this is due to the lack of
qualitative empirical studies that take into account the real
complexity of LPI (Taylor, Taylor, and McSweeney 2013),
in contrast to a proliferation of surveys that, while helping
to identify what the barriers are, provide few insights into
their details (e.g. Shah and Ward 2003; Boyle, Scherrer-
Rathje, and Stuart 2011). For example, although the
lack of support from top management is usually cited as a
major
barrier to LPI, it is not clear why some managers are more
supportive than others, nor is it clear how that support can
be measured. Moreover, barriers to LPI have been analysed
as discrete entities, neglecting their interrelationships, such
as by Panizzolo et al. (2012). In fact, the fragmented analysis
of barriers to LPI may reect the insuf cient knowledge
about the systemic nature of lean (Saurin, Rooke, and
Koskela 2013).
As another drawback, well-known methods for guiding LPI, such as
value stream mapping (VSM), do not include
mechanisms for managing the barriers, as they usually emphasise
the technical aspects related to lean practices (Marodin
and Saurin 2013). The unique features of each LPI also
hinder the investigation of the barriers, as a systematic way
of
identifying and analysing the role of context is required (Lewis
2000; Moyano-Fuentes and Sacristán-Diaz 2012).
Thus, considering the gaps in previous studies, the research
question addressed in this study is stated as follows:
how to identify, analyse the relationships, prioritise and
control the barriers to LPI, taking into account the role of
con-
text? As no earlier study had jointly addressed these
‘how’ questions, nor had they been systematically connected
to the
*Corresponding author. Email: [email protected]
© 2014 Taylor & Francis
International Journal of Production Research, 2014
http://dx.doi.org/10.1080/00207543.2014.980454
mailto:[email protected]://dx.doi.org/10.1080/00207543.2014.980454http://dx.doi.org/10.1080/00207543.2014.980454mailto:[email protected]
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
3/17
context, a framework for managing the barriers is proposed in
this study. The assumption that context matters, implies
the search for generalisable barriers, relationships,
priorities, and control measures are to some extent elusive. Thus,
a
framework is necessary for investigating those aspects in
individual companies. A case study of a large manufacturer in
the USA illustrates the use of the framework. Its strengths and
limitations are discussed based on the results of that
study.
2. Barriers to LPI
Different terms have been used to designate the barriers to LPI.
Scherrer-Rathje, Boyle, and Deorin (2009) refer to
‘sources of failure’ in LPI (e.g. lack of communication
between workers from different departments). ‘Key
success
factors’ for LPI (e.g. availability of human and
nancial resources) have been identied by Achanga et al. (2006)
and
Farris et al. (2009). Of course, the opposite of those success
factors can be barriers to LPI (e.g. lack of human and
nancial resources). In this study, the term
‘ barrier ’ was chosen because it is less ambiguous
than neutral terms, such as
factors or aspects. Furthermore, the same term has been used by
a number of other studies, such as by Sim and Rogers
(2009), Bhasin (2012), Panizzolo et al. (2012), and
Moyano-Fuentes and Sacristán-Diaz (2012). We dene a barrier to
LPI as any technical, organisational or social issue that
compromises the ef ciency and effectiveness of that process.
As
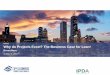
a basis for the identication of the barriers, we use the list
proposed by Marodin and Saurin (2014), which was devel-
oped from a systematic literature review (Figure 1).
Although those authors used the term ‘risks to LPI’, the
reinterpre-
tation as ‘ barriers’ is more suitable to
this study. Indeed, risk management emphasises the anticipation of
the future of a
process, rather than analysing its current situation, as
focused on by this study.
Figure 1. Barriers to LPI (adapted from Marodin and
Saurin 2014).
2 G. Almeida Marodin and T.A. Saurin
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
4/17
3. Research method
3.1 Research design
The framework was based on three premises: (i) while the details
of the nature, relationships and intensity of the barri-
ers change from one company to another, a fairly generalisable
list of barriers might be drawn from a literature review,
such as that by Marodin and Saurin (2014); (ii) the barriers are
embedded in a socio-technical system (STS) that shapes
their nature, relations and intensity (i.e. there is a context);
and (iii) the prioritisation and control of the barriers
might
benet from the understanding of their interrelationships.
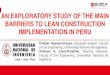
In line with those premises, the proposed framework involvesve
stages: (i) description of the context of the barriers; (ii)
identication of the barriers; (iii) analysis of the inuence
of the context on the barriers; (iv) analysis of the
relationships among the barriers using interpretive structural
modelling
(ISM) – this analysis sets a basis for
prioritising the barriers; and (v) a feedback meeting to discuss
the results of data
collection, which also informs on the development of an action
plan to control the barriers. As illustrated by Figure
2,
these stages are cyclical as the implementation of the action
plan is likely to modify the context, which in turn has an
impact on the barriers.
In order to assess the strengths and limitations of the
framework, a case study was carried out. This is an adequate
research strategy as: (i) case studies are well known for
producing knowledge on complex social processes
(Eisenhardt and Graebner 2007), such as LPI; (ii)
case studies are useful to identify empirical relationships among
variables (e.g.
barriers to LPI) from a small number of cases
(Wacker 1998); and (iii) recent studies stress the need
for more descrip-
tive investigations of LPI (Taylor, Taylor, and McSweeney
2013), in order to shed light on the complexity of that
pro-
cess. The researcher responsible for collecting eld data
had about 8 years of experience as a lean consultant and
instructor, in several sectors. Another experienced researcher
in LPI supported the design of the study and data analysis.
A manufacturer of hydraulic components for machines and
equipment, in the USA, was selected for the case study,
due to two main reasons: (i) it has adopted LP as a corporate
strategy for about a decade, which made the existence of
barriers more likely in comparison with companies at early
years of LPI; and (ii) the ease of access to the required data
for conducting the study, as the company had a long-lasting
collaboration with one of the universities involved in this
study. One of the company’s plants was chosen for the study at a
meeting between the researchers and the corporate
director of LP, in which the research proposal was presented.
The plant was an early adopter of LP in the company
(more than 10 years ago), and this was the main selection
criterion. The research design followed the recommended
guidelines for increasing the internal validity, construct
validity and reliability of case studies (Eisenhardt
1989; Yin2003). The use of these guidelines makes it more likely
that generalisable knowledge can be derived from case studies,
although generalisation is considerably overrated as the main
source of scientic progress (Flyvbjerg 2011). The adopted
guidelines were:
(1) the denition of a research question, constructs (i.e. the
barriers to LPI), and data collection protocols, before
starting the eld study. Therefore, it was possible to
identify which data should be collected in order to
describe the constructs and to identify how they were related to
each other;
(2) the triangulation of data collection methods, using
interviews, observations and analysis of documents;
(3) the partial overlap between the collection and data analysis
activities, so as to identify the need for adjusting
the data collection protocols if irrelevant or inaccurate data
had been produced. For instance, over the data
Figure 2. Stages of the framework for managing barriers to
LPI.
International Journal of Production Research 3
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
5/17
collection process the researchers realised that, in order to
grasp the nature of the social interactions and tech-
nical details, it would be useful to attend the daily production
meetings involving the management team;
(4) the development of a database (e.g. transcripts of
interviews and reports of observations of meetings), which
made it possible to track the origin of data as well as their
reinterpretation as necessary;
(5) the intentional selection of the case to be studied, in
order to choose a relevant case in which all constructs
of interest were likely to exist, therefore allowing their
empirical investigation.
The data were collected over eleven visits to the plant. Eight
of them took place over one month, and the last threevisits
occurred 18 months later, in order to assess the changes in the
context and if they affected the barriers.
3.2 Description of the context of the barriers
The context of the barriers to LPI was dened by two dimensions:
(i) the work environment in which the barriers exist,
which is regarded as a STS formed by four interacting subsystems
(Hendrick and Kleiner 2001): social, technical,
work
organisation and external environment; and (ii) the historic
evolution of LPI at the plant, from now on referred to as the
‘lean journey’. Indeed, the way a social process evolves over
time impacts on its effectiveness and ef cacy
(Cilliers 2001).
What is more, it is necessary to set boundaries for the
investigated STS, in order to dene what counts as context. This
denition can be tricky as STSs are open systems, which means
that they interact with broader systems (Mumford 2006).
Also, the boundaries of STSs are not objective facts, as they
depend on the purpose of the study (Kroes et al. 2006).
There
should be included inside the boundaries the functions the STS
performs in order to generate its outputs –
therefore, geo-
graphical boundaries are not necessarily relevant (Kroes et al.
2006). In turn, a function refers to the activities, or set
of
activities, that people carry out individually or collectively
to produce a certain output (Hollnagel 2012). In this study,
the
STS chosen for applying the framework was the manufacturing
system of a producer of hydraulic components. The typical
functions it performed were processing, moving, storing and
inspecting intermediate and nal products.
Data collection for describing the rst dimension of the
context (i.e. the subsystems of the STS) was based on a
script with 50 questions, referred to as Form A, related to the
subsystems that formed the STS – for example
level of
expertise of the workforce, type and quantity of machinery,
quality management procedures and availability of qualied
labour in the region where the plant was located. Form A was
completed using the company ’s website, audit reports of
the production management system, and interviews with the sales
supervisor, a product design engineer and the lean
manager of the plant (LM).
Data collection for describing the second contextual dimension
(i.e. the lean journey) was based on another script
with 20 questions, referred to as Form B –
for example what were the milestones of LPI? What practices were
initially
adopted and why? Who coordinated LPI? These questions were the
basis for another interview with the LM as well asfor the
identication of relevant information from documents related to LPI,
such as reports and power point presenta-
tions of the several kaizen events carried out from 2001 to
2012. Concerning the data collection for describing the two
contextual dimensions, each interview took about one hour, and
they were audio recorded and later transcribed. Then, a
content analysis was undertaken in order to identify useful
excerpts for the description of the context.
3.3 Identi cation of barriers to
LPI
Data collection for the identication of barriers was based on:
analysis of documents related to LPI, such as the previ-
ously mentioned reports of kaizen events and audits;
observations of daily and weekly meetings of the
management
team over two weeks; and seven interviews, one with the LM (so
he was interviewed in three different occasions), one
with the production manager, two with value stream managers, one
with a staff member dedicated full time to LPI
(known as lean specialist), one with a manufacturing engineer
and one with a front-line worker. The main criterion
adopted for selecting those interviewees was their early
involvement in the lean journey. All interviews were audiorecorded,
transcribed and subjected to content analysis, in order to identify
piece of evidence of the barriers. The aver-
age duration of the interviews was one and a half hour.
A third script, referred to as Form C, divided into three parts,
was developed to guide the interviews. First, the inter-
viewee was asked to report how they were involved in LPI. This
allowed checking whether the interviewee had been
suf ciently involved in LPI, so as to be likely exposed to
some barriers. Second, the interviewee was asked to
report
the main barriers they had identied. Third, the researcher
presented to the interviewee the list of the fourteen barriers
identied from the literature review (see Figure 1), along
with two questions for each barrier: (i) what is the
current
intensity of this barrier? The intensity should be indicated
over a six-level scale: 0 (this barrier does not exist), 1
(very
low intensity), 2 (low), 3 (average), 4 (high) and 5 (very
high); (ii) why did you assign that score? Also, the
4 G. Almeida Marodin and T.A. Saurin
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
6/17
interviewees were invited to indicate new barriers that had not
been included in the list, as well as to suggest
improvements in the wording of the barriers.
3.4 Analysis of the in uence of the
context on the barriers
Based on the data collected for describing the context and
identifying the barriers, it was possible to identify
contextual
factors that were either amplifying or dampening the barriers.
As a data analysis framework, Figure 4 was
developed
(see Section 4.3); it has the factors at the rows and the
barriers at the columns. In the cells of Figure 4, the
signal ‘+’
was included when the contextual factor amplied the effect of
the barrier, and the signal ‘−’ meant that the effect
was
dampened. Figure 4 was developed by the researchers,
and it was later presented in a meeting with company ’s
represen-
tatives, in which the main results of the case study were
discussed.
In particular, the analysis of Figure 4 emphasised
the identication of the contextual factors that amplied the
barriers and that, at the same time, could be fairly well
controlled by the company. Indeed, in spite of their
detrimental
effect, some factors could barely be controlled as they were
part of the company ’s external environment.
3.5 Analysis of the relationships among the barriers as a
basis for their prioritisation
The relationships among the barriers were identied through the
use of the ISM method. This method is usually adopted
to identify, analyse and graphically represent the
interdependencies between the elements in a system (Sage
1977). ISM
also classies the elements according to their impact on others
(driving power), and their dependence on others (Raj,Shankar, and
Suhaib 2008). The higher the driving power, the greater the
importance of the element is (Faisal, Banwet,
and Shankar 2006). The ve steps of the ISM
were used in this study, following the recommendations by Attri,
Dev,
and Sharma (2013):
(1) to identify the variables that form the model (i.e. the
barriers to LPI);
(2) to design the reachability matrix (Appendix 1), in
which the barriers were listed both in the columns and in
the rows. A ‘1’ was marked in the cell of the
matrix when the barrier that was in the row had an inuence
over the barrier that was in the column. A ‘0’ was
marked in the cell when there was no inuence. As an
assumption of ISM, if ‘A’ impacts on
‘B’ and ‘B’ impacts on ‘C’, ‘A’
necessarily impacts on ‘C’. Neverthe-
less, a ‘1’ is not marked in the cell at the
intersection between ‘A’ and ‘C’. The matrix
was lled out by the
researchers, based on the data collected for describing the
context and identifying the barriers;
(3) from the reachability matrix, it was possible to identify
how often a barrier inuenced others (i.e. its driving
power), and how often it depended on others (i.e. its
dependency). Those frequencies were used to plot the barriers
in a graph, allowing their classication into four classes:
autonomous (low dependence and low driv-
ing power); independent (low dependence and high driving power);
dependent (high dependency and low
driving power); and union (high dependence and high driving
power);
(4) to dene the level of each barrier in the model. This
denition was based on a Table (Appendix 2) that had
the barriers in the rows and three columns. The rst
column, referred to as reachability set, presents the barri-
ers that inuence the barrier in the row. The second column,
referred to as antecedent set, presents the barri-
ers that are inuenced by the barrier in the row. The third
column presents the classication of the barriers in
levels, based on the following criteria: those that were not
inuencing any other barriers were classied as
Level I; those that had an inuence only on Level I, were
classied as Level II. The same procedure was
repeated until all the barriers had been placed at the
model;
(5) in the graphical representation of the model, Level I was
placed at the top and the other levels were below.
In that representation, arrows were drawn to connect barriers
that inuenced each other at levels immediately
higher or lower. An assessment of the consistency of the
representation was also carried out. For example, if the
reachability matrix pointed out that barrier A (Level III) had an
inuence on both barriers B (Level II)
and C (Level I), the inuence of A on C should be presented in
the model through an arrow linking A to B,
and through another arrow linking B to C. If, according to the
reachability matrix, B did not inuence C, an
arrow from A to C should be drawn.
3.6 Feedback meeting and development of an action plan to
control the barriers
The results of the case study were presented in a meeting with
the management team and the corporate director of lean.
This meeting lasted about ve hours, and it was audio
recorded and transcribed. It was an opportunity both to
validate
International Journal of Production Research 5
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
7/17
the collected data and to gather additional evidence to support
data analysis. A review of the research data with
respondents improves the accuracy of data and enriches
interpretations (Voss, Tsikriktsis, and Frohlich 2002).
Initially, the researcher presented the description of the
context, emphasising his interpretation of the lean journey.
Then, the average score of the impact of each barrier according
to the perception of the interviewees (see Section 3.3)
was shown. Those scores were then discussed with the
participants, and new insights related to the reasons why some
barriers were more impacting than others were obtained. In
the next stage of the meeting, the researcher presented the
list of the contextual factors that either amplied or dampened
the barriers. Again, the participants expressed their opin-
ions and some minor adjustments in the list were made. It is
worth noting that the corporate director of lean stated
that
most of the barriers and contextual factors were similar to
those found in other plants of the company, thus indicating
certain generalisability of the results. The model that emerged
from the ISM was also presented and discussed.
A week after the feedback meeting, the management team held
another meeting to develop an action plan to control
the barriers. Such plan was strongly based on the results of the
case study, including recommendations for improvement
that had been proposed by the research team.
3.7 Follow-up after 18 months
Eighteen months after the feedback meeting, one of the
researchers returned to the company for three additional
visits.
The main objective was to identify whether the context had
changed, and how this may have affected the barriers. Such
information contributed to the empirical validation of the
cyclical nature of the framework, and it helped to stress the
need for its existence, due to the dynamic nature of the
barriers. Based on Form C (see Section 3.3), six one-hour
inter-views were conducted during the follow-up visits, with a
value stream manager, the LM, a manufacturing engineer, the
production manager and two front-line workers. Only the
rst three had been interviewed in the rst cycle of
data col-
lection. Again, all interviews were audio recorded, transcribed
and subjected to content analysis. The follow-up visits
also involved the analysis of new documents related to LPI and
observations of the daily management team meetings.
The results of the follow-up visits were presented in a meeting
with company representatives. It lasted about four hours
and included the same stages as the initial feedback meeting
described in Section 3.6.
4. Results
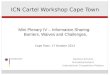
4.1 Description of the context
4.1.1 Main characteristics of the STS
The company had about two hundred plants in forty-eight
countries and revenue of $13 billion in 2012. It producedcomponents
and systems to enable motion and the controlled ow of liquids
and gases for a variety of markets, such as
heavy, industrial and aerospace vehicles. The studied plant is
located in the state of Ohio, USA, and began operations in
1983. It was one of three plants of the division of hydraulic
valves. The administrative department of sales, supply
chain, product engineering, accounting and human resources for
the whole division was located in the same facility.
Figure 3 summarises the characteristics of the four
subsystems of the STS.
4.1.2 The LPI journey
LPI formally started in this plant in 2001, encouraged by a
corporate vice-president who had experience with lean in
the automotive industry. Until 2003, the main activities had
been six kaizen events coordinated by LM. Those events
focused on lean practices, such as standardised work and 5S,
both in the administrative areas and in the shop oor.
From 2003 to 2008, LPI was supported by an external consultant,
referred to as consultant A, and VSM was used as
the main tool to design improvements; VSM was developed by
Rother and Shook (1998), and it has become an essen-tial tool for
most lean practitioners (Yang, Hsieh, and Cheng 2011; Yang
and Lu 2011). Over that period, fourteen
kaizen events were conducted dealing with a variety of topics,
such as reduction of product variety, pull production and
location of stocks near the point of use.
In 2008, a new director was appointed and determined that the LM
was dedicated full time to LPI, as she was partly
dedicated to quality management until that time. In 2011,
another director was appointed and consultant B was hired
–
he paid monthly visits to the plant. A typical visit of that
consultant started with a walk through the shop oor, in
which
he pointed out suggestions for improvements. Then, workers and
managers presented the results of their improvement
initiatives to consultant B, who provided guidance on the next
steps to be followed.
6 G. Almeida Marodin and T.A. Saurin
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
8/17
In fact, the changes in the way LPI evolved over time were not
anticipated by any master plan. Changes were the
result of adjustments deemed to as necessary by the different
directors who were in charge of the plant over the process.
Furthermore, although there was a corporate policy of using LP,
plants had substantial autonomy to decide how
implementation would occur.
4.2 The identi ed barriers to
LPI Over the interviews mentioned in Section 3.3,
interviewees considered that the barriers they reported could be
encom-
passed by one or more of the fourteen barriers cited in
Figure 1. Also, none of the interviewees assigned the score
‘zero’
for any barrier, which is another piece of evidence that they
identied the existence of all barriers they were presented to.
Table 1 presents the scores for the intensity of the
barriers, according to the interviewees ’ perceptions.
Barriers 6 and 7
were unied, due to two reasons: (i) the average scores of both
barriers were equal (1.8); and (ii) the respondents had
dif culties to discern middle from top management. While
the production manager considered the plant manager as top
management, operatives and manufacturing engineers regarded the
value stream manager as top management.
Overall, the data collected allowed a detailed description of
the manifestation of each barrier. In this section, as an
illustration, barriers 11 and 3 are discussed. Concerning B11
(workers do not feel responsible for using lean practices
and solving problems), the strategy for involving workers in LPI
was a major causal factor. Consultant B and the man-
agement team used to develop the solutions themselves, and then
they asked the opinions of workers and coaches. Of
course, this was a low level of workers’ involvement, as
they did not analyse the causes of problems and did not pro-
vide inputs at the early stages of problem solving. In fact,
workers used to have a greater level of involvement in LPI
through the kaizen events that had happened until 2008. However,
from that year on, kaizen events were suspended due
to a decision of the director of the plant. In the feedback
meeting, that manager recognised the undesired side effects
of
his decision, arguing that his intention was to encourage a
greater involvement of the production manager in LPI, as
well as a more systematic use of VSM, which, in his view, was
suf cient to identify the main problems and solutions.
However, workers were not involved in the development of the VSM
either. A worker ’s report about the design of a
supermarket of intermediate products, an initiative to support
pull production, illustrates the low involvement: ‘they
(the
management team) did not care to know what I thought, and as a
result the supermarket worked badly over a long time.
One year after implementation they asked my opinion. The batch
sizes were too big, I said. I told them about that since
the beginning, but they didn’t listen to me’.
Figure 3. Characteristics of the STS.
International Journal of Production Research 7
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
9/17
The coaches, who formed the hierarchical rank immediately above
front-line workers, also had limited involvement
in LPI. For instance, the interviewed manufacturing engineer,
who was one of the coaches, had not been involved in thedevelopment
of any value stream map, and he was not aware of the existing map
of the future state for his own depart-
ment. In fact, the responsibilities of the coaches were
ill-dened, and they coached front-line workers only over a
frac-
tion of their time, which was mostly spent in the of ce.
The functional layout and the substantial stocks between
operations (e.g. between some operations there was stock for 5
days), also discouraged workers ’ involvement, as those
characteristics disguised instabilities. Also, there were no
formal workers’ participation mechanisms, such as
quality
control circles and programmes for suggestions of
improvements.
Concerning B3 (lack of human and/or nancial
resources), it was mostly related to insuf cient or
ineffective use of
staff dedicated to LPI. According to the report of a value
stream manager, ‘if we need money we get it, the main
prob-
lem is the lack of staff to implement the changes …
we brought several product lines from other plants and we did
not
add people … there is no time available to make the
improvements ’. Although there were staff members whose jobs
were formally connected with LPI (e.g. LM, lean specialist,
value stream managers and the consultant), none of them
was full time dedicated to the implementation of the future
states of the value stream maps.
B3 was aggravated by the dismissal of many workers as a result
of the 2008 international nancial crisis. Productionvolumes
dropped about 30% in 2009. However, while in 2013 production
returned to the pre-crisis level, the same did
not happen with the number of workers, especially with
administrative staff. As a result, managers were overloaded,
and 10-h day shifts plus work at weekends were common.
The delay in the implementation of the maps of the future state
was another piece of evidence of the high workload
of staff, as well as of its ineffective use. In fact, the
management team prioritised the actions demanded by
consultant
B, who had his own LPI agenda, not committed to the VSM
approach. In fact, consultant B ’s demands were prioritised
as he paid a monthly visit to the plant, in order to check
whether his proposals had been set up. A similar control did
not exist to verify the progress of the future state map.
4.3 In uence of the context on the
barriers
Figure 4 presents the contextual factors that
affected the barriers, as well as their association with the
subsystems of
STSs. The lean journey was interpreted as a dimension of the
work organisation subsystem, as it was mostly concerned
with managerial routines.
From the 34 contextual factors, 18 were associated with work
organisation/lean journey, 9 with the social subsystem,
5 with the external environment subsystem and 2 with the
technical subsystem. On one hand, the higher incidence of
factors related to work organisation/lean journey is in line
with earlier studies (Bhasin and Burcher 2006) that
have
pointed out the prominence of managerial barriers. On the
other hand, the company has more control over management
factors in comparison with external environment factors. Figure
4 also provides a broader perspective of the forces
act-
ing on the barriers. For example, it indicates that B11 is
amplied by six factors, without any dampening factors. By
contrast, B1 is amplied by three factors and dampened by four.
Indeed, factors such as a sharing prot policy, audits
of lean practices, and the availability of nancial
resources and (part-time) dedicated staff to LPI, have contributed
to
Table 1. Intensity of the barriers to LPI, according to the
interviewees.
Barriers to LPI Average
B1: People seem demotivated after a few years 2.1B2: Lack of
technical knowledge of lean by the support areas
(Engineering, IT, Logistics, HR, Purchase, Maintenance and
others)2.4
B3: Lack of human and/or
nancial resources 2.9B4: Lack of communication throughout the
company 2.1B5: Dif culties in seeing the nancial benets
1.8B6/7: Top and Middle management not giving enough support 1.8B8:
Lack of support on the shop oor 2.6B9: Operators are insecure
in carrying out new attributions 2.7B10: Operators are afraid of
layoffs due to improvements 1.3B11: The operators do not feel
responsible for using lean practices and solving problems 2.9B12:
Managers lack of technical knowledge and skills to guide the LPI
2B13: Not sustaining the improvements in the medium and long term
2.7B14: Having dif culties to keep the pace of the on going
LPI activities 2.6
8 G. Almeida Marodin and T.A. Saurin
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
10/17
Figure 4. Inuence of the contextual factors on the
barriers.*These contextual factors are essentially the same that
were identied by Marodin and Saurin (2013). **Contextual factors
that nolonger existed 18 months after the action plan was
designed.
International Journal of Production Research 9
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
11/17
maintain lean as relevant a decade after it started to be
formally used. Nevertheless, such positive contextual in uences
have not been fully used, as illustrated by the example of the
ineffective use of the external consultant. A similar exam-
ple refers to the audits, which could emphasise the
necessary practices for implementing the maps of the future
state,
rather than the practices prioritised by consultant B.
Figure 4 also supports the identication of the
contextual factors most often associated with the barriers, such as
the
overlapping responsibilities for LPI at the shop oor
(factor 9), and the lack of effective training on lean practices
(fac-
tor 31). Each of those factors amplies six barriers, and they
are examples of work organisation issues that are under
the control of the company. Moreover, the management of those
factors could take advantage of core lean principles,
which paradoxically have not been used in the LPI process. For
instance, the problem of overlapping responsibilities
could benet from the development of standardised work for
managers, as suggested by Mann ( 2005). Similarly, the
ineffective training was partially due to the lack of hands-on
training, which is in contrast with the lean approach of
learning by doing, especially through rapid and well-planned
small experiments (Spear 2005).
As another important contribution, Figure 4 indicates
that just 13 of the 34 contextual factors had already been
iden-
tied by a systematic literature review of factors that affect
LPI (Marodin and Saurin 2013). This result lends
empirical
support to a core argument of this study, namely that knowledge
of the barriers to LPI is still fairly super cial, and
that
they have not yet been linked to the contextual factors that may
be their root causes.
4.4 Relationships among the barriers to LPI and their
prioritisation
Figure 5 presents the classication of the barriers
according to the four categories mentioned in Section 3.5,
and Figure 6shows a diagram of the relationships among the
barriers. The barriers classied as independent (B6/7, B11 and
B12)
should be prioritised, as they have a strong driving power and
little or no dependence on others. For instance, the model
indicates that the reduction of B11 (Level III) is likely to
reduce B3 and B8 (both at Level II) and consequently B13
and B14 (Level I). As workers become more proactive and
committed to the use of lean practices, thus reducing B11,
the workload of higher hierarchical ranks tends to decrease,
thus reducing the impact of B3. Of course, B8 also benets
from the control of B11, as it is well known that people tends
to be more supportive of change initiatives when they
participate in decision-making.
In order to illustrate how the barriers relate to each other, in
this Section some relationships are discussed. For
instance, over the visits to the shop oor, the
researchers realised that the hour-by-hour production boards used
to be
fully lled out at the beginning of the shift. Moreover,
the reasons for stoppages were not recorded on the boards.
Bernstein (2012) identied the same situation in a large lean
manufacturer in China, in which there was mistrust
between management and workers. From the perspective of
the interviewed manufacturing engineer, workers were
Figure 5. Classication of the barriers according to their
driving power and dependence on other barriers.
10 G. Almeida Marodin and T.A. Saurin
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
12/17
unwilling to use the boards (i.e. B8 and B9) due to lack of
support from middle and top management (B6/B7). Accord-
ing to his report ‘if managers understood the role
of the monitoring boards, and how they should be lled out,
they
could stop there and ask workers these sorts of questions: why
did not you achieve the target? Which are the causes?
Or they could simply praise the workers for everything going
right. With the exception of the earlier production man-
ager, no one else cares about the use of these boards. As he
left the company, the priority left as
well’.Figure 6 also shows that B9 (workers are insecure
in carrying out new attributions) was inuenced by B12 (manag-
ers’ lack of technical knowledge and skills to guide
LPI). One of the reasons for the low involvement of workers
regarding how to use lean practices (see Section 4.2) may
be the insuf cient knowledge of lean by managers. In fact,
managers were not using the lean principle that improvements
should be made by the lowest possible hierarchical rank,
under the guidance of a teacher (Spear and Bowen 1999). In
this case, the teachers (i.e. managers) rst solved
problems
on their own terms and then asked the apprentices’
opinions (i.e. workers).
4.5 Action plan to control the barriers
A week after the feedback meeting, the management team developed
an action plan to control the barriers, which
focused on three issues. First, in order to improve their skills
and knowledge of LPI (i.e. to control B12), managers
made the decision to undertake biweekly meetings to discuss
papers on LPI. These meetings were also intended to build
a shared mental model, reducing the dependency of consultant B,
whose recommendations were sometimes blindly fol-
lowed. Second, the responsibilities of the staff directly in
charge of LPI were standardised and dened more precisely,
in order to avoid the overlaps that discouraged staff from
assuming responsibilities and being accountable. Such actions
were intended to have a widespread effect on several barriers,
such as B2, B6/B7, B9 and B11. Third, the activities of
consultant B and those of the internal staff dedicated to LPI
were integrated, adopting VSM as the main link between
all teams. As one of the rst actions in this regard,
consultant B was requested to conduct, from then on, the data
col-
lection and development of VSMs involving the team responsible
for the value streams (e.g. manufacturing engineers,
senior workers, planners, buyers, cell leaders and workers).
This action emphasised barriers related to the shop
oor
involvement (B8, B9 and B11). It also impacted on B2 and B12, as
the active management participation in VSM was
an opportunity to have hands-on training.
Figure 6. Causal relationships among the barriers.
International Journal of Production Research 11
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
13/17
4.6 Contextual changes identi ed after 18
months
Several contextual changes were identied in the follow-up visits
18 months after the action plan was designed. While
some of these changes were the result of deliberate actions by
management, others were due to causes beyond its con-
trol. As an example of the rst type of change, the
production manager and a value stream manager were transferred
to
another plant, and the services of consultant B were ceased. The
retirement of three manufacturing engineers, and the
subsequent hiring of new employees, illustrates the second type
of change. In fact, both examples are related to staff
turnover, which is well known as a detrimental factor for a
number of dimensions of organisational performance(Sterling and
Boxall 2013). In sum, 22 of the 34 contextual factors that
were originally identied remained (see the note
below Figure 4), although some of the remaining
factors had slight alterations in their nature. For example, factor
26
(insuf cient knowledge of LP by staff, see Figure 4)
was affected by the hiring of new employees with limited
experi-
ence in lean – they lled the positions
of those who had either retired or transferred. Factor 15 is a
positive contextual
factor that disappeared after 18 months. It referred to a daily
newsletter that presented news about LPI. In the follow-up
interviews, cell leaders complained about the ending of the
newsletter, which they used in daily briengs with workers
before starting the journey; thus it was a drawback
especially for B4. Furthermore, eight new contextual factors
were
identied. For example, top management decided to focus on the
implementation of no more than two maps of future
state at the same time. This clearer focus helped to use more
ef ciently the human and nancial resources dedicated
to
LPI, thus dampening B3.
5. Discussion5.1 Holistic features of the
framework
In comparison with earlier studies of barriers to LPI, a
distinctive characteristic of this research is its holistic view.
In line
with systems thinking (Skyttner 2005), understanding
the barriers as inseparable from their context is a result of
thinking
in terms of interconnections and causal links that are distant
in space and time from actions of agents. While the manifesta-
tion of the barriers usually occurs through the behaviour of
workers and managers, the framework encourages the search
for the broader factors that shape behaviours. This view is also
fully aligned to lean thinking, which places a greater
emphasis on how the design of processes contributes to
performance rather than on employees’ behaviour
(Liker 2004). In
fact, the case study indicated that many barriers, such as those
related to the resistance of workers, could be traced back to
the absence of an explicit design of the LPI process, which
should itself be based on lean thinking.
Some examples of the lack of use of the lean principles by Liker
( 2004) may be cited: (i) lack of continuous ow in
LPI, as there were delays in the implementation of maps of the
future state; (ii) rather than being ‘ pulled’
by the
demands identi
ed from VSM, some lean practices were being ‘
pushed’
by consultant B’
s own agenda; (iii) lack of standardised work for managers,
which made their LPI responsibilities unclear; (iv) ineffective use
of visual controls, as
the status of LPI was not immediately visible for the interested
parties – for example some managers were not
aware of
the existing maps of the future state of their own departments;
(v) no search for consensus, as front-line workers had a
low level of involvement, and the proposals of consultant B were
taken for granted as being ‘right ’ without
critical
assessment, indicating that staff had insuf cient knowledge
of lean; and (vi) unlevelled workload, as staff formally dedi-
cated to LPI were unable to balance their day-to-day
administrative activities with those specically related to LPI.
From a lean view, staff was a resource shared among a couple of
value streams, and thus dedication to LPI (i.e. one of
the value streams) was intermittent. The ideal situation, in a
mature stage of LPI, would be that the value streams of
LPI and routine work were merged into one.
As the framework supports the analysis of the relationships
among barriers, it also encourages thinking on the side
effects of measures to tackle individual barriers. In complex
STSs, such as an organisation using LP, unintended interac-
tions might happen (Cilliers 2001). For example, in order
to tackle B6, top management demanded greater involvement
of production managers in LPI, associated with the use of VSM as
the main tool for designing changes. However, that decision
was taken by the managerial staff as a veiled message that kaizen
events would no longer be a priority, as top
management had greater expectations on the performance of
managers. As a drawback, those events were not replaced
by other strategies allowing active workers involvement in
LPI, and thus barriers related to workers resistance increased
(e.g. B8 and B11).
The use of multiple sources of data also strengths the holistic
features and reliability of the data produced using the
framework. Multiple and complimentary perspectives were obtained
from interviews with employees of different hierar-
chical ranks, analysis of documents, observations and validation
of data by company representatives. This characteristic
of the framework allowed the emergence of details and contextual
factors far away from the shop oor, providing a
richer picture of how LPI looks.
12 G. Almeida Marodin and T.A. Saurin
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
14/17
5.2 Required expertise for using the framework
Although in this study, the framework has been used by
researchers, it is also intended to be used by practitioners.
In
fact, the basic qualifying requirement for any user of the
framework is a solid theoretical background on lean, which
includes an awareness of the need for searching for root causes
of barriers. Of course, practical experience in LPI and
technical knowledge of the work domain are valuable assets.
Also, the application of the framework by someone from
the outside of the investigated STS may be helpful, as it may
provide fresh perspectives of dif culties so entrenched in
the organisation that they may have become invisible for
insiders. Due to the required effort for data collection
andanalysis, as well as the multiple possible perspectives for data
interpretation, teamwork is recommended when using the
framework. In this study, two researchers were involved in data
collection and analysis. The collection of data was
broken down into about 22 h of interviews, 20 h of meeting
observations and work at the front-line (this includes the
participant observation in the two feedback meetings), and
the analysis of 35 different documents.
6. Conclusions
6.1 Contributions of this study
The main contribution of this study is the framework for
managing barriers to LPI, which consists of normative theory
for LPI. Such type of theory refers to the development of
guidance about what actions will and will not lead to the
desired result (Carlile and Christensen 2004). The proposed
guidance refers to the steps to identify, analyse the relation-
ships, prioritise and control barriers to LPI, taking into
account the role of context. Data analysis also allowed the
emer-
gence of a meta-prescription, namely that the process of LPI,
and thus the management of barriers, should adopt lean
principles. While this prescription may appear obvious in
hindsight, it seems to be neglected by both academics and
practitioners. As a result of the aforementioned
characteristics, the framework takes a holistic view of the
barriers to
LPI, which is a distinctive feature in comparison with earlier
studies, which focused only on the identication and prior-
itisation of the barriers, without any systematic analysis of
the context. Additionally, the follow-up step adopted in the
case study provided strong empirical evidence of the need for
such a framework, as it showed that the barriers and
their
context change over time.
Besides being a management tool, the framework is also a means
for the generation of data for the development of
descriptive theory related to LPI. This type of theory consists
of the description, classication and identication of rela-
tionships between constructs (Carlile and Christensen
2004). In particular, the framework provides methods for
describ-
ing the barriers to LPI, to identify their relationships and to
capture the small changes they may suffer due to alterations
in context. For instance, in the company studied, the barrier
associated with lack of knowledge of lean was initially
associated with ineffective training and over reliance on
consultants, and later it was affected by staff turnover. The
lack of ne-grained descriptions of the barriers is
a aw of earlier studies, which is partially due to the
adopted research
methods (i.e. mostly surveys).
Another contribution of this study, in terms of the description
of relevant constructs to LPI and their relationships, is
the list of contextual factors and their associations with the
barriers, presented in Figure 4. The logical
relationships
between contextual factors and barriers are likely to be
generalisable to other companies – for example
if the plant is
protable (contextual factor), this tends to facilitate the
provision of resources for LPI (i.e. the barrier ‘lack
of resources’
is less likely). Furthermore, the fact that only 13 of the 34
factors had been mentioned by previous studies reinforces
our argument that knowledge of the barriers is still scarce.
Such data also conrm the aforementioned role of the frame-
work as a means for generating data for more detailed
descriptions of LPI.
Lastly, the framework is a practical contribution too, as it may
help practitioners to solve the real life problem of
managing barriers to LPI. For the company under study, the
framework worked as a basis for continuous improvement
of the LPI process, as illustrated by the action plan devised by
the management team. For other companies, especially
those sharing a similar context, the instantiation of the
framework is a source of ideas for the redesign of their lean
ini-tiatives. It is also worth noting that the framework has been
successfully applied in other companies and it has been pre-
sented by the authors of this study as a content item of courses
on LP offered to graduate students and practitioners
from a number of industrial sectors. This is expected to
encourage the practical dissemination of the framework.
6.2 Limitations of this study
The limitations of this study should be mentioned. Firstly, the
framework was not fully tested as a cyclical process, as
it
is intended to be (see Figure 2). Although the researchers
have conducted a second round of identifying contextual fac-
tors and barriers, the new priorities and control measures were
not investigated. Second, the framework was tested in a
International Journal of Production Research 13
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
15/17
company that had about a decade of experience with lean, which
may have had an inuence on the barriers, making
some of them more likely than others. Thus, applications in
companies in both earlier and latter LPI stages may reveal
new dif culties for using the framework. Third, the
identication of the barriers was based on an existing list from
the
literature review. While that list is valuable, it needs to be
continuously updated as lean keeps spreading across countries
and sectors. It is possible that more customised lists need to
be developed in order to match the particularities of lean in
certain contexts.
6.3 Future studies
As a result of the limitations of this study, some opportunities
for further research may be identi ed, such as: (i) to
test
the framework in different contexts, such as sectors, countries
and LPI maturity levels – this might support the
identi-
cation of the need for improvements in the framework as well as
it might reinforce the generalisability of the proposed
steps; (ii) to develop mechanisms for monitoring changes in the
context, as they can trigger changes in the barriers; (iii)
the design of methods to manage the barriers, using lean
principles as a theoretical background; (iv) to integrate the
framework with existing methods of LPI, such as VSM; and (v) the
design of serious games for teaching lean could
benet from the identication of the barriers and contextual
factors that should be encompassed by the games.
Acknowledgements
The authors are grateful to the Center of Operational Excellence
at the Fisher College of Business, The Ohio State University
(USA)and to Prof. Peter Ward, who facilitated access to the
investigated company. They are also thankful to the Brazilian
agencies CNPq,CAPES and FAPERGS for funding this research
project.
References
Achanga, P., E. Shehab, R. Roy, and G. Nelder. 2006.
“Critical Success Factors for Lean Implementation within SMEs.”
Journal of
Manufacturing Technology Management 17 (4):
460 – 471.
Attri, R., N. Dev, and V. Sharma. 2013. “Interpretive
Structural Modelling (ISM) Approach: An Overview.” Research
Journal of
Management Sciences 2 (2): 3 – 8.
Baker, P. 2002. “Why is Lean So Far off?” Works
Management 55: 26 – 29.
Bernstein, E. 2012. “The Transparency Paradox: A Role for
Privacy in Organizational Learning and Operational Control.”
Administrative Science Quarterly 57 (2):
181 – 216.
Bhasin, S. 2012. “Prominent Obstacles to Lean.”
International Journal of Productivity and Performance
Management 61 (4):
403 – 425.
Bhasin, S., and P. Burcher. 2006. “Lean Viewed as a
Philosophy.” Journal of Manufacturing Technology
Management 17 (1): 56 – 72.
Blanchard, D. 2007. “Census of U.S. Manufacturers
– Lean Green and Low Cost.” Industry Week ,
October.
Boyle, T. A., M. S. Scherrer-Rathje, and I. Stuart. 2011.
“Learning to Be Lean: The Inuence of External Information Sources
in
Lean Improvements.” Journal of Manufacturing Technology
Management 22 (5): 587 – 603.
Carlile, P., and C. Christensen. 2004. “The Cycles of
Theory Building in Management Research.” Working paper
05-057, version 5.0,
Boston University, Harvard Business School.
Cilliers, P. 2001. “Boundaries, Hierarchies and Networks
in Complex Systems.” International Journal of Innovation
Management 5
(2): 135 – 147.
Eisenhardt, K. M. 1989. “Building Theories from Case
Study Research.” Academy of Management Review 14 (4):
532 – 550.
Eisenhardt, K. M., and M. E. Graebner. 2007. “Theory
Building from Cases: Opportunities and Challenges.” Academy
of
Management Journal 50 (1):
25 – 32.
Faisal, M. N., D. K. Banwet, and R. Shankar. 2006.
“Supply Chain Risk Mitigation: Modeling the Enablers.”
Business Process
Management Journal 12 (4): 535 –
552.Farris, J., E. Van Aken, T. Doolen, and J. Worley. 2009.
“Critical Success Factors for Human Resource Outcomes in
Kaizen Events:
An Empirical Study.” International Journal of Production
Economics 117 (1): 42 – 65.
Flyvbjerg, B. 2011. “Case Study.” In The
Sage Handbook of Qualitative Research, Chapter 17, edited by N.
Denzin and Y. Lincoln,
301 – 316. Thousand Oaks, CA: Sage.
Hendrick, H. W., and B. M. Kleiner. 2001. Macroergonomics:
An Introduction to Work System Design, 175. Santa Monica, CA:
Human Factors and Ergonomics Society.
Hollnagel, E. 2012. FRAM: The Functional Ressonance
Analysis Method – Modelling Complex
Socio-technical Systems. Burlington,
VT: Ashgate.
Kroes, P., M. Franssen, I. van de Poel, and M. Ottens. 2006.
“Treating Socio-technical Systems as Engineering Systems:
Some
Conceptual Problems.” Systems Research and Behavioral
Science 23: 803 – 814.
14 G. Almeida Marodin and T.A. Saurin
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
16/17
Lewis, M. A. 2000. “Lean Production and Sustainable
Competitive Advantage.” International Journal of Operations
& Production
Management 20 (8): 959 – 978.
Liker, J. 2004. The Toyota Way: 14 Management Principles
from the World ’ s Greatest Manufacturer . New
York: McGraw-Hill.
Losonci, D., K. Demeter, and I. Jenei. 2011. “Factors
Inuencing Employee Perceptions in Lean Transformations.”
International
Journal of Production Economics 131:
30 – 43.
Mann, D. 2005. Creating a Lean Culture: Tools to Sustain
Lean Conversion . New York: Productivity Press.
Marodin, G. A., and T. A. Saurin. 2013. “Implementing
Lean Production Systems: Research Areas and Opportunities for
Future
Studies.” International Journal of Production Research
51 (22): 6663 – 6680.Marodin, G. A., and T. A.
Saurin. 2014. “Classication and Relationships between Risks
That Affect Lean Production Implementa-
tion: A Study in Southern Brazil.” Journal of
Manufacturing Technology Management , Forthcoming. doi:
10.1108/JMTM-12-
2012-0113.
Marvel, J. H., and C. R. Standridge. 2009.
“Simulation-enhanced Lean Design Process.” Journal of
Industrial Engineering and
Management 2: 90 – 113.
Moyano-Fuentes, J., and M. Sacristán-Diaz. 2012.
“Learning on Lean: A Review of Thinking and Research.”
International Journal
of Operations & Production Management 32 (5):
551 – 582.
Mumford, E. 2006. “The Story of Socio-technical Design:
Reections on Its Successes, Failures and Potential.”
Information Systems
Journal 16 (4): 317 – 342.
Panizzolo, R., P. Garengo, M. K. Sharma, and A. Gore. 2012.
“Lean Manufacturing in Developing Countries: Evidence from
Indian
SMEs.” Production Planning & Control 23
(10 – 11): 769 – 788.
Raj, T., R. Shankar, and M. Suhaib. 2008. “An ISM
Approach for Modelling the Enablers of Flexible Manufacturing
System: The
Case for India.” International Journal of Production
Research 46 (24): 6883 – 6912.
Rother, M., and J. Shook. 1998. Learning to See: Value
Stream Mapping to Add Value and Eliminate Muda. Cambridge, MA:
TheLean Enterprise Institute.
Sage, A. P. 1977. Interpretive Structural Modeling:
Methodology for Large-scale Systems, 91 – 164. New York:
McGraw-Hill.
Saurin, T. A., J. Rooke, and L. Koskela. 2013. “A Complex
Systems Theory Perspective of Lean Production.” International
Journal
of Production Research 51 (19): 5824 – 5838.
Scherrer-Rathje, M., T. Boyle, and P. Deorin. 2009.
“Lean, Take Two! Reections from the Second Attempt at Lean
Implementation.” Business Horizons 52 (1):
79 – 88.
Shah, R., and P. T. Ward. 2003. “Lean Manufacturing:
Context, Practice Bundles, and Performance.” Journal of
Operations
Management 21: 129 – 149.
Sim, K., and J. Rogers. 2009. “Implementing Lean
Production Systems: Barriers to Change.” Management Research
News 32 (1):
37 – 49.
Skyttner, L. 2005. General Systems Theory Problems:
Perspective-practice. Singapore: World Scientic Publishing.
Spear, S. 2005. “Fixing Healthcare from the inside,
Today.” Harvard Business Review 83 (9):
1 – 15.
Spear, S. J., and H. K. Bowen. 1999. “Decoding the DNA of
the Toyota Production System.” Harvard Business Review,
September – October.Sterling, A., and P. Boxall.
2013. “Lean Production, Employee Learning and Workplace
Outcomes: A Case Analysis through the
Ability-motivation-opportunity Framework.” Human Resource
Management Journal 23 (3): 227 – 240.
Taylor, A., M. Taylor, and A. McSweeney. 2013. “Towards
Greater Understanding of Success and Survival of Lean Systems.”
Inter-
national Journal of Production Research 51 (22):
6607 – 6630.
Turesky, E. F., and P. Connell. 2010. “Off the Rails:
Understanding the Derailment of a Lean Manufacturing Initiative.”
Organization
Management Journal 7 (2):
110 – 132.
Voss, C., N. Tsikriktsis, and M. Frohlich. 2002. “Case
Research in Operations Management.” International Journal of
Operations
and Production Management 22 (2):
195 – 219.
Wacker, J. G. 1998. “A Denition of Theory: Research
Guidelines for Different Theory-building Research Methods in
Operations
Management.” Journal of Operations
Management 16 (4): 361 – 385.
Yang, T., C.-H. Hsieh, and B.-Y. Cheng. 2011. “Lean-pull
Strategy in a Re-entrant Manufacturing Environment: A Pilot Study
for
TFT-LCD Array Manufacturing.” International Journal of
Production Research 49 (6): 1511 – 1529.
Yang, T., and J.-C. Lu. 2011. “The Use of a Multiple
Attribute Decision-making Method and Value Stream Mapping in
Solving the
Pacemaker Location Problem.” International Journal of
Production Research 49 (10): 2793 – 2817.Yin, R.
2003. Case Study Research: Design and Methods. 5th ed.
Thousand Oaks, CA: Sage.
International Journal of Production Research 15
http://dx.doi.org/10.1108/JMTM-12-2012-0113http://dx.doi.org/10.1108/JMTM-12-2012-0113http://dx.doi.org/10.1108/JMTM-12-2012-0113http://dx.doi.org/10.1108/JMTM-12-2012-0113
-
8/19/2019 Managing Barriers to Lean Production Implementation
Context Matters 2014
17/17
Appendix 1. Reachability matrix
Appendix 2. Levels of the model
The barriers on the line affect the barriers on the columns B1
B2 B3 B4 B5 B6/7 B8 B9 B10 B11 B12 B13 B14
B1: People seem demotivated after a few years 1 0 0 0 0 0 0 0 0
0 0 1 1B2: Lack of technical knowledge of lean by the
support
areas (engineering, IT, logistics, HR, purchase,
maintenance and others)
0 1 1 0 0 0 0 0 0 0 0 0 1
B3: Lack of human and/or nancial resources 0 0 1 0 0
0 0 0 0 0 0 1 1B4: Lack of communication throughout the company 0 0
0 1 0 0 1 0 0 0 0 0 0B5: Dif culties in seeing the
nancial benets 1 0 0 0 1 0 0 0 0 0 0 0 0B6/7: Top and middle
management not giving enough
support 0 0 1 0 0 1 0 1 0 0 0 1 1
B8: Lack of support on the shop oor 0 0 0 0 0 0 1 0 0 0 0
1 1B9: Operators are insecure in carrying out new
attributions0 0 0 0 0 0 1 1 0 0 0 0 0
B10: Operators are afraid of layoffs due to improvements 0 0 0 0
0 0 1 0 1 1 0 0 0B11: The operators do not feel responsible for
using lean
practices and solving problems0 0 1 0 0 0 1 0 0 1 0 1
0
B12: Managers lack of technical knowledge and skills toguide the
LPI
0 1 0 0 0 0 1 1 0 0 1 0 1
B13: Not sustaining the improvements in the medium and
long term
0 0 0 0 0 0 0 0 0 0 0 1 0
B14: Having dif culties to keep the pace of the ongoingLPI
activities
0 0 0 0 0 0 0 0 0 0 0 0 1
LPI Barriers Reachability set Antecedent set Level
B1: People seem demotivated after a few years B5 B13, B14 Level
IIB2: Lack of technical knowledge of lean by the support areas
(engineering, IT, logistics, HR, purchase, maintenance
andothers)
B12 B3, B14 Level III
B3: Lack of human and/or nancial resources B2, B6/7,
B11 B13, B14 Level IIB4: Lack of communication throughout the
company B8 Level IIIB5: Dif culties in seeing the
nancial benets B1 Level IIIB6/7: Top and middle management
not giving enough
support B3, B9, B13, B14 Level IV
B8: Lack of support on the shop oor B4, B9, B10, B11, B12
B13, B14 Level IIB9: Operators are insecure in carrying out new
attributions B6/7, B12 B8 Level IIIB10: Operators are afraid of
layoffs due to improvements B8, B11 Level IVB11: The operators do
not feel responsible for using lean
practices and solving problemsB10 B3, B8, B13 Level
III
B12: Managers lack of technical knowledge and skills toguide the
LPI
B2, B8, B9, B12, B14 Level IV
B13: Not sustaining the improvements in the medium and long
term
B1, B3, B6/7, B8, B11 Level I
B14: Having dif culties to keep the pace of the ongoing
LPI activities
B1, B2, B3, B6/7, B8, B12 Level I
16 G. Almeida Marodin and T.A. Saurin