Embed Size (px)
Citation preview

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 1 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Assembly instructions for stationary diesel power plants Pipes and equipment

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 2 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Contents
1 Validity........................................................................................................................................................6 1.1 EU laws/directives................................................................................................................................7
2 Regulations and directives.......................................................................................................................8 2.1 Deviating regulation .............................................................................................................................9 2.2 Proof of conformity .............................................................................................................................10
3 Preconditions/Manufacturer qualifications ..........................................................................................11 3.1 Manufacturer preconditions ...............................................................................................................11 3.2 Preconditions for procurement by the Contractor ..............................................................................11 3.3 Approvals for joining procedures (welding procedures).....................................................................12 3.4 Work inspection of the pipe bending procedure ................................................................................12 3.5 Preconditions for non-destructive material testing (test supervisor and testers) ...............................15
4 Turnkey assembly ...................................................................................................................................16 4.1 Construction site equipment ..............................................................................................................16 4.2 Unloading and transport on the construction site ..............................................................................17 4.3 Incoming goods inspection ................................................................................................................18 4.4 Storage...............................................................................................................................................18 4.5 Work preparation................................................................................................................................18 4.6 Material issue, preservation of identification......................................................................................19 4.7 Assembly date planning, tracking and progress reports....................................................................20 4.8 Personnel deployment and qualifications ..........................................................................................20 4.9 Tools and equipment..........................................................................................................................20 4.10 Auxiliary materials, consumables and operating media for assembly ...............................................21 4.11 Measuring and test equipment...........................................................................................................21 4.12 Scaffolding and working platforms .....................................................................................................21 4.13 Care during assembly ........................................................................................................................22 4.14 Component and module assembly ....................................................................................................22 4.15 Component connections ....................................................................................................................22 4.16 Pipe and pipe support assembly........................................................................................................26 4.17 Spans .................................................................................................................................................37 4.18 Bellows expansion joints and expansion compensators....................................................................38 4.19 Hoses .................................................................................................................................................41 4.20 Tracing type heating...........................................................................................................................44

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 3 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.21 Screw-connected pipelines ................................................................................................................47
Legend.............................................................................................................................................................47
Work sequence ...............................................................................................................................................47 4.22 Screw-connected copper pipes, tracing type heating ........................................................................49
4.22.1 Stiffing sleeves............................................................................................................................49 4.22.2 Weld nipples ...............................................................................................................................50
4.23 Approved welding procedures ...........................................................................................................51 4.24 Approved weld seam preparation ......................................................................................................52 4.25 Welding ..............................................................................................................................................53 4.26 Marking of weld seams ......................................................................................................................54 4.27 Inspection and test scope on weld seams and pipe bends ...............................................................55 4.28 Cleanliness of components before and during assembly ..................................................................56 4.29 Cleaning by flushing, pickling, acid treatment, etc.............................................................................56 4.30 Cleaning .............................................................................................................................................57 4.31 Mechanical cleaning (general) ...........................................................................................................58 4.32 Chemical cleaning..............................................................................................................................59 4.33 Dowel work.........................................................................................................................................64 4.34 Insulation............................................................................................................................................64 4.35 Touch protection ................................................................................................................................64 4.36 Cleanliness of the construction site/waste disposal...........................................................................65 4.37 Marking of fittings and pipes etc. .......................................................................................................65 4.38 Compliance with safety regulations/First Aid ...................................................................................109 4.39 As-built record ..................................................................................................................................109 4.40 Pressure test ....................................................................................................................................109 4.41 Paint finish........................................................................................................................................113 4.42 Assignment of colours to transported media ...................................................................................113 4.43 Inspection at the end of assembly ...................................................................................................115
5 Quality assurance and documentation ...............................................................................................116 5.1 Procedure and work inspections and tests ......................................................................................116 5.2 Welding procedure specifications/test instructions ..........................................................................116 5.3 Welder test certificates.....................................................................................................................116 5.4 Welder list ........................................................................................................................................117 5.5 Welding supervisor...........................................................................................................................117 5.6 Welding monitoring ..........................................................................................................................117

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 4 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
5.7 Proof of qualifications for test and inspection personnel .................................................................117 5.8 List of test and inspection personnel................................................................................................119 5.9 Weld seam testing............................................................................................................................119 5.10 Pipe bend tests ................................................................................................................................119 5.11 Inspection of chemical cleaning .......................................................................................................119 5.12 Inspection of mechanical installation ...............................................................................................119 5.13 Documentation of the pipe weld seams, pipe bends and corresponding tests................................120 5.14 Pressure test records.......................................................................................................................120 5.15 Client’s quality plan ..........................................................................................................................120 5.16 MBD quality management, quality assurance and quality plan .......................................................120 5.17 Constructional deviations if the Client is identical with MBD ...........................................................121 5.18 Fault reporting ..................................................................................................................................121 5.19 Content of the document folder:.......................................................................................................121
6 Environment, legality ............................................................................................................................123 6.1 Materials, substances ......................................................................................................................123 6.2 Emissions.........................................................................................................................................123 6.3 Recycling..........................................................................................................................................123

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 5 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
List of illustrations FIGURE 1............................................................................................................................................................13 FIGURE 2: PLANE-PARALLELISM OF FLANGES........................................................................................................24 FIGURE 3: DISTANCE BETWEEN FLANGES .............................................................................................................25 FIGURE 4: LATERAL OFFSET OF THE FLANGES.......................................................................................................25 FIGURE 5: ARRANGEMENT OF THREADED HOLES...................................................................................................26 FIGURE 6: CLAMP SCREWS FOR DN25 – 150.......................................................................................................29 FIGURE 7: U BOLTS FOR DN200 – 300................................................................................................................30 FIGURE 8: PIPE SUPPORT INSTALLATION PROPOSAL..............................................................................................31 FIGURE 9: U BOLTS, CROSS-SECTIONS, VARIOUS DN ...........................................................................................32 FIGURE 10: U BOLTS, CROSS-SECTIONS, VARIOUS DN .........................................................................................32 FIGURE 11: U BOLTS, CROSS-SECTIONS, VARIOUS DN .........................................................................................32 FIGURE 12: U BOLTS, CROSS-SECTIONS, VARIOUS DN .........................................................................................33 FIGURE 13: U BOLTS, CROSS-SECTIONS, VARIOUS DN .........................................................................................33 FIGURE 14: U BOLTS, CROSS-SECTIONS, VARIOUS DN .........................................................................................34 FIGURE 15: U BOLTS, CROSS-SECTIONS, VARIOUS DN .........................................................................................35 FIGURE 16: U BOLTS, CROSS-SECTIONS, VARIOUS DN .........................................................................................36 FIGURE 17: GUIDE VALUES FOR THE MAXIMUM PERMISSIBLE PIPE SPAN L AS A FUNCTION OF THE PIPE DESIGN AND
INTERNAL STEEL PIPE DIAMETER D(I) ...................................................................................................37 FIGURE 18: THERMAL EXPANSION OF A STEEL PIPE...............................................................................................39 FIGURE 19: FIXING OF TRACING PIPES .................................................................................................................44 FIGURE 20: INSTALLATION EXAMPLE FOR TRACING TYPE HEATING..........................................................................46 FIGURE 21: DESIGNATION OF A STIFFING SLEEVE MADE OF CUZN35NI FOR CU PIPE 12X1......................................49 FIGURE 22: WELD NIPPLE FOR BORE FORM IN ACCORDANCE WITH DIN 3861 – FORM K. DIMENSIONS IN MM ..........50 FIGURE 23: ADAPTATION TO DIFFERENT WALL THICKNESSES ON THE THICKER COMPONENT. ...................................54 FIGURE 24: EXAMPLE, EXTRACT FROM OVERVIEW TABLE 1, FOR AD2000, HP0, MATERIAL GROUP .......................55

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 6 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
1 Validity These assembly instructions apply to the mechanical part of the pipes and equipment for stationary diesel power plants from MAN B&W Diesel AG. If MBD and the Client are identical, the assembly procedures shall normally correspond to the definitions stipulated here. If the Client is not MBD, e.g. this function is performed by the customer and the latter assumes manufacturer responsibility within the scope of the order, then his work scope shall be performed subject to his own responsibility. In this case, the assembly instructions shall be considered as a guideline. Deviations from the assembly instructions are then possible subject to his own responsibility, but shall require written agreement with MBD. Violations of regulations shall be excluded from this. The work specifications and acceptance conditions for pipes and equipment are described in the assembly instructions. The requirements stipulated in the instructions are designed to permit safe assembly and guarantee the quality of work execution. The work specifications and characteristics described here are minimum requirements. These assembly instructions for pipes and equipment do not release the company performing assembly work from its obligation to install the pipe systems and equipment parts in accordance with the respectively applicable regulations and the current state of the art. End customer specifications, national regulations or regulations at the place of plant construction as well as the regulations of the World Bank (also refer to the section "Regulations and directives") apply in addition to these assembly instructions. The higher requirements shall apply in all cases if there should be differences in the requirements between these specifications, instructions, regulations, etc. These assembly instructions shall apply to the company performing assembly work for pipes and equipment (Contractor) irrespectively of whether this company has been assigned the work by MBD as the Client or directly by the end customer/operator as the Client. These instructions shall not release the Client from his manufacturer's obligation or parts of this with respect to the overall work or with respect to supervision of the work and services performed by his contractor. Repeated consultation between all parties involved (Client/Contractor/MBD) is essential during the course of plant construction and this shall be documented correspondingly. General information
• The possibility of removing pipes or sections to permit disassembly of components for maintenance/overhaul, for example, shall be guaranteed
• The possibility of installing/removing components and modules shall be guaranteed • Installation of measuring instruments shall be performed in such a way as to guarantee proper
operation • Cabling shall not impede access (maintenance/installation/removal) to components/modules. • Proper air circulation for air supply and ventilation shall not be impeded by cables/pipes. • Fittings for problem-free system filling/draining shall be provided at the lowest point. • Pipe/cable wall ducts shall be sealed to prevent transmission of structure-borne noise and for the
purpose of fire protection. • Grounding

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 7 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
o All components, and particularly the diesel generator set, shall be properly grounded. It shall be guaranteed that transmission of current through the shaft to the bearings or via the clutch to the diesel engine crankshaft as a result of a ripple voltage is not possible.
• Proper and expert cabling of all accessories and of the diesel generator set shall be ensured. • The tightening torques for screws shall be applied corresponding to the screw material used
unless otherwise specified The following abbreviations are used, among others, in the following document: AG Client (may be identical with MBD–MAN B&W Diesel AG)
MBD-QP MAN B&W Diesel AG – Quality Department of Power Plant Division
AN Contractor (company performing assembly of pipes and equipment)
MT Magnetic Particle Testing
PT Penetrant Testing
RT Radiographic Testing
UT Ultrasonic Testing
VT Visual Testing
WPAR Welding Procedure Acceptance Report
WPS Welding Procedure Specification
1.1 EU laws/directives The basic standard of MBD for construction of diesel power plants is compliance with EU laws and directives. For this reason, the Contractor shall meet the requirements of all EU laws and directives relevant for the scope of the assigned work and services. He shall perform a conformity assessment for the scope of his work and services and/or parts thereof and verify conformity with EU directives towards the ordering party by way of a suitable document. At the same time, he shall produce internal documentation and keep this for 13 years as from the ordering date for the order. The orderer shall be entitled to inspect or request a copy of this manufacturer documentation and of the risk analysis at any time. The Contractor shall hand over to the Client the technical documentation required for the ordering party. A different procedure may be agreed between the parties for individual points of these instructions in individual cases outside the territorial validity of EU legislation. This shall be agreed on an order-specific basis before order award in all cases.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 8 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
2 Regulations and directives The following regulations and specifications shall apply to construction (assembly) and the quality requirements for pipe systems and equipment:
• National laws, regulations, directives, decrees, specifications of the World Bank • In so far as agreed between Contractor and MBD, the Quality Agreement Q 61.62000-1100 shall
apply additionally • All relevant EU directives and laws • The specifications of the Client, • German Construction Site Regulations (BaustellV) dated 10th June 1998 (German Federal Gazette I
P. 1283), German Regulations on Hazardous Substances (GefStoffV § 7(8)) for construction sites in the Federal Republic of Germany or local construction site regulations
• The Client’s specifications on quality assurance, e.g. based on the quality or inspection plan • AD 2000 Code; this must be applied in all cases as standard • Paint finish of engines, turbochargers and plant components – MBD Specification AN 410 Design
and realisation • Corrosion protection in accordance with MBD Specification AN 400 • ISO standards, EN standards, DIN standards, harmonised standards corresponding to EU directives
shall be given priority • VDMA standard VDMA 24277 • MBD pipe classes • Design specifications of MBD as well as safety and assembly instructions • Safety and assembly instructions of the component suppliers
Health and safety protection of workers in accordance with the requirements of the German Association of Employers’ Liability Insurers for the Metal Industry (VMBG) or the order-specific or locally applicable regulations. If the Client and MBD are identical, the accident prevention regulations from Germany shall apply. If DIN standards cited by MBD should have been partially or completely replaced by DIN-EN standards, DIN-ISO standards or DIN-EN-ISO standards, then the Contractor shall notify MBD of this immediately. The superseding standard shall apply in principle. List of important reference standards: Dimension standards/Technical delivery specifications
In accordance with applicable standards and MAN pipe class overviews Welding and inspection standards/Recognition of welding procedures
- DIN EN 288-1 - DIN EN 288-2 - DIN EN 288-3 - DIN EN 288-4 - DIN EN 288-5 - DIN EN 288-6 - DIN EN 288-7 - DIN EN 288-8

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 9 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Welding personnel
- DIN EN 287-1 - DIN EN 719 - DIN EN 1418 - Welding quality requirements - DIN EN 729-3
Welding fillers
- DIN EN 439 - DIN EN 440 - DIN EN 499
Non-destructive material testing
- DIN EN 970 - DIN EN 1289 - DIN EN 1290 - DIN EN 1291 - DIN EN 1435 - DIN EN 1711 - DIN EN 1712 - DIN EN 1713 - DIN EN 1714 - DIN EN 12062 - DIN EN 12517
Personnel requirements for non-destructive material testing (test supervision and testers)
- DIN EN 473 Terms, definitions, imperfections /weld seam
- DIN EN 1792 - DIN EN 12345 - DIN EN 12585 - DIN EN 22553 - DIN EN 29692 - DIN EN ISO 4063 - DIN EN ISO 6520 - DIN EN ISO 6947 - DIN EN ISO 6992
2.1 Deviating regulation If the Contractor cannot meet ISO standards, EN standards, DIN standards and regulations, then he shall prove the conformity of his standards towards MBD before applying them by way of verification by an independent national body at his own cost.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 10 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
2.2 Proof of conformity The Contractor shall perform a conformity assessment and verify conformity with EU directives towards the Client by way of suitable documents. This shall apply to orders in the EU or countries where EU legislation is valid. In other countries, the Contractor shall prove conformity with national regulations in a suitable way. The applicable legal regulations shall apply to production of the technical documentation and the quality documents and to their storage.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 11 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
3 Preconditions/Manufacturer qualifications
3.1 Manufacturer preconditions The Contractor must have a valid, certified quality management system in accordance with DIN EN ISO 9000 ff. Alternatively, a successful audit performed by the Client on the Contractor may replace this requirement if the Contractor does not have certification to DIN EN ISO 9000. The Contractor shall apply the AD 2000 Code and prove conformity with the existing directives. If MBD and the Client are identical, the Contractor requires supplier approval by MBD. This is issued subject to the quality regulation Q10.09028-2161 - Internal working instruction for the supplier approval procedure.
3.2 Preconditions for procurement by the Contractor If the supplier carries out procurement of components/materials for construction of the ordered scope, then this shall take place on the basis of the specifications defined by the Client or MBD. The Contractor shall perform an incoming goods inspection. In the event of deviations, he shall take the necessary measures against his supplier. In so far as the Client or MBD has not stipulated otherwise with respect to quality assurance/quality documentation and/or technical documentation for procurement of components/materials for construction of the ordered scope by the Contractor, the Contractor shall ensure that he receives adequate quality documentation to prove the supplier quality of his subcontractors. If technical documentation is required for components, the Contractor shall request this (user or assembly instructions, terminal diagrams, etc.) and forward it to the Client. The following shall apply as standard to procurement: Components in compliance with EU laws (CE). Particular attention shall be paid to the regulations relating to safety components and equipment components with a safety function. Welding preconditions In so far as the documents applicable to the order do not demand stricter preconditions, the following shall apply: Qualified welders/operators with valid welder/operator certificates in accordance with DIN EN 287-1/DIN EN 1418 shall be used. The validity of the welder/operator qualifications must fully cover the scope of work. An additional certificate in accordance with DIN 18808 or comparable is required for multiple pipe joints (circular pipe to circular pipe). For the purpose of welding supervision, the welding company must have a welding supervisor who is a permanent member of staff and who has comprehensive knowledge in accordance with the regulation DVS-EWF 1173 or equivalent training. Assessment group for imperfections in the weld seam in accordance with DIN EN ISO 5817, assessment group C, in so far as a higher assessment group is not required in the applicable order documentation and if the seam is not on a pipe or pressure vessel. In this case, it is necessary to observe Chap. 4.26, Welding.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 12 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
In addition to the quality requirements from Directive 97/23/EC (where appropriate also in conjunction with AD2000), the standard quality requirements for welding operations in accordance with DIN-EN 729-3 shall also be observed. The traceability of material, welder and inspector shall be ensured. Weld seams shall be stamped with the personal welder stamp of the welder performing the work which is assignable to the welder's certificate. The replacement standards shall apply automatically if the cited standards are updated or replaced.
3.3 Approvals for joining procedures (welding procedures) The contractor shall prove in a procedure qualification test (WPAR) that he masters the applied welding procedures. Additional tests are necessary if the materials, dimensions and welding procedures are changed so that they extend beyond the scope of the procedure qualification test. The responsible independent body or an expert nominated by MBD shall produce a report on performance of the procedure qualification test and the test results in the form of a Welding Procedure Acceptance Report (WPAR). These reports must be available before the start of production or assembly.
3.4 Work inspection of the pipe bending procedure Suitable bending equipment shall be used for production of pipe bends (cold-bent pipes). Proof shall be supplied before the start of production by means of a procedure assessment (work inspection) that the following required conditions are met. The procedure assessments to be performed cover comparable steels within the material group for plain carbon steels (1.5415, 1.0305, 1.0254), i.e. one assessment is sufficient for each material group. Procedure assessments within the material group for stainless steels (e.g. 1.4541, 1.4550) cover comparable steels, i.e. one assessment is sufficient for each material group. Procedure assessments are required for each material in the case of all other materials. The scope of validity for the dimensions is determined as follows: Wall thickness range 0.75tB ≤ tT ≥ 1.25 tB tB – Component wall thickness
tT - Test piece wall thickness Bending radius/diameter ratio Rm/da ≥ 3.0 Rm – Mean bending radius
da – Outside diameter The bending tools must have an unambiguous identification number. Only these bending tools shall be used for production after a positive bending procedure assessment. It is recommended to place the zone of the straight pipe with the greatest wall thickness in the bending tension zone. This applies particularly to bends with a small bending radius (Rm/da<3). In the case of longitudinally welded pipes, the longitudinal seam should be positioned in the neutral zone.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 13 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
The responsible independent body or an expert nominated by MBD shall check the bend ovality measured by the manufacturer on a random sample basis. Ovality is defined as follows:
The following requirements shall be met:
da ≤ 60.3 Rm/da ≥ 3.0 (smaller bending radii shall be agreed with the Client)
The maximum permissible ovality for cold bending is ≤ 4%. The agreement of the ordering party shall be obtained in each individual case if the permissible ovality is exceeded. Measurements are performed in the measuring planes of the wall thickness measurement. The circumference must also be measured at these points. The measurements shall be performed by the Contractor and recorded in a component-specific manner, and shall also be checked by the responsible independent body or an expert nominated by MBD on a random sample basis.
Flow direction
View y
Figure 1
The measured values shall be specified in a report. The inspection scope shall be 100 %. The measured values (dimensions in mm) are as follows:

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 14 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
• Wall thickness (a – h) in the planes 1 to 15 • Diameter (a-e / c-g) in the planes 1 to 15 • Circumference in the planes 1 to 15
Individual flat wrinkles in the inner bend side are permissible subject to the following restriction:
• The mean wrinkle height (hm) must not exceed 3 % of the mean diameter (dm) up to max. 5 mm. • The permissible wrinkle height hm is determined as follows:
where
or
Figure 1. Measurement of wrinkles
Mean diameter of straight end
At the same time, the wrinkle spacing (a) must be
Cold forming with a degree of deformation of ≤ 5 % is permitted to correct form deviations. Back forming of cold bends is not permitted. Welding in the bending zone of pipe bends is not permitted.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 15 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
3.5 Preconditions for non-destructive material testing (test supervisor and testers)
The non-destructive tests defined in these assembly instructions shall be performed by the Contractor. The test supervisor and testers are generally employed by the Contractor or assigned with this task by him. The test supervisor and testers must possess a certificate in accordance with DIN EN 473 or equivalent and be approved by a recognised independent test authority. Test supervisor The test supervisor must possess the know-how required for his tasks and basic knowledge of welding engineering, and must have training, qualification and certification in accordance with DIN EN 473 (at least level 2) or equivalent for the industrial sector “weld seams”. The test supervisor must master the tests in accordance with the requirements defined in these assembly instructions. In addition, he must ensure that the testers have the necessary level of qualifications and that the test equipment is in perfect order. The test supervisor must be independent of production and shall be appointed by the Contractor. The test supervisor shall determine the test procedure to be applied, define the details of test execution in a test plan taking into account these assembly instructions, and shall assign the testers. The test plan shall be agreed with the Client and/or MBD, depending on order case. The test supervisor shall sign the test reports which must be produced in accordance with these assembly instructions. Testers The testers shall possess training, qualifications and certification in accordance with DIN EN 473 or equivalent in the industrial sector “Weld seams” for all the test procedures to be implemented, and shall have sufficient basic technical knowledge in order to master the tests to be performed by them in accordance with the requirements stipulated in these assembly instructions. Note: If no documentation in accordance with DIN EN 473 is available with respect to tester approval, then the Contractor shall provide evidence of the suitability of the personnel to the Client/MBD in individual cases by way of suitable proof. The Contractor shall remain liable/responsible for test execution in accordance with the applicable regulations, even if MBD agrees to or tolerates use of such personnel.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 16 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4 Turnkey assembly This refers to assembly (turnkey construction) of the following primary systems taking into account all planning documents, including all pipe supports, fittings, components and modules, as well as insulation, in some cases with tracing-type heating, the corresponding test scopes and complete recording of testing.
• Lube oil system • Fresh water system • Raw water system • Fuel system • Combustion air and exhaust gas system • Pressure air system • Heat recovery and heating system • as well as sub-systems
Pipe assembly shall take place subject to observance of the valid safety regulations. Pipe assembly shall always take place on a system basis in the order large pipes – small pipes – cables. Assembly of the supports shall always take place before assembly of the pipes. Assembly of pipes in provisional supports is permitted only in exceptional cases and subject to the full responsibility of the Contractor. Attachment of gripping and lifting equipment to the building structure or other components shall always require the approval of the site management. The permitted load forces on the building structure or other components must not be exceeded. The site management must be continuously consulted with respect to the assembly work, also in respect of other trades. Transport and pulling operations shall be notified in good time. Subject to previous agreement with the site management, existing transport facilities such as cranes may be used at their own risk by correspondingly appointed personnel of the Contractor.
4.1 Construction site equipment The following points shall be observed with respect to equipment of the construction site. Details and additions shall be clarified on a project-specific basis between the Client and the Contractor, where appropriate involving MBD.
- Space for the day accommodation with connections for drinking water, waste water and site electricity.
- The connections for electricity, service water and drinking water for the day accommodation and for all facilities (e.g. field works) not located directly at the assembly site shall be realised by the Contractor. The quantity, size and space requirement as well as type of containers (sanitary or recreation) shall be notified to the site management in good time (at the latest within 3 weeks after order award).
- Space for pre-assembly and storage purposes - Provision of site electricity for direct construction and assembly work.
The Contractor shall also permit other assembly companies (small consumers) to use the electricity supply from his site power distribution units. For safety reasons, it is not permitted to heat construction site equipment of any kind in a manner other than expressly prescribed by the site management.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 17 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
The Contractor shall also be responsible for the following, among other things:
- Provision of the complete construction site equipment (including workshop, site huts, storage halls, including facilities for proper storage of fittings in accordance with the supplied parts lists, sanitary facilities, distribution units for site power supply, connections, etc.) with verified statics and a building license application for the whole duration. This shall require the approval of the ordering party and of the responsible authorities. One-off relocation of the construction site equipment shall be cost-neutral.
- Provision of the necessary tools, gripping equipment, scaffolding and lifting devices - Provision of welding, annealing and turning equipment, welding tents or, where appropriate, heat
accumulation chambers, provision of the required welding and inert gases as well as of the welding fillers
- Provision of suitable pumps and acid baths for chemical cleaning - Required tools and devices for insulating work - Provision of power sub-distribution units and supply and routing of the power cables from the main
distributor to the sub-distribution units - Provision of functioning fire extinguishers and first aid equipment in an adequate quantity and with
identification in accordance with applicable regulations - Provision of air-conditioned office containers with phone, fax and internet connection, as well as
refrigerators, desks, a DIN A0 plotter, tables and chairs for the consultants of MBD and the site management of the Client.
Routing of supply and discharge lines for water, waste water and compressed air from the site distribution unit or the client-provided connection to the place of use or discharge. The construction site equipment shall be erected only on the areas assigned for this purpose by the Client (where appropriate after consultation with MBD). After the end of construction, the Contractor shall clear the construction site and restore the original condition.
4.2 Unloading and transport on the construction site Unloading of deliveries, also of products supplied by MBD, shall be part of the scope of work to be provided by the Contractor, unless otherwise agreed. Provision of suitable means of transport (a teleloader is ideally suited for internal transport) shall form part of the scope of work to be provided by the Contractor. Large and bulky transport operations shall be agreed with the site manager and all necessary safety precautions taken. In particular, load-carrying capability, bottlenecks, clearance heights of access routes and safety distances from overhead power lines must be observed. Transport damage shall be reported immediately and in writing to the site management by the party responsible for causing the damage. It may be necessary to perform such transport operations outside normal working hours in order to make sure that the rest of construction site operation is not disturbed. The Contractor shall be responsible for closing off areas and organising diversions as well as ensuring protection of the other trades. Delivery of materials and equipment shall take place during the working hours of the Contractor and shall be notified to the site management. The transfer of risk is defined in the contracts between the Client, Contractor and MBD, unless otherwise agreed.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 18 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.3 Incoming goods inspection The incoming goods inspection shall be performed by the Contractor, also for deliveries from MBD. The following inspection items are compulsory:
- Identity - Quantity - Dimensions - Labelling - Damage - Material certificates
Deviations which are established in the incoming goods inspection, also in the case of deliveries from MBD, must be notified immediately to the site manager of the Client and the responsible person at MBD in writing. The incoming goods inspection shall take place on the basis of delivery notes, package lists and parts lists. The incoming goods inspection must be documented at least on the package lists by ticking off and by the signature of the inspecting person. The Contractor shall dispose of any packaging.
4.4 Storage The Contractor shall store all materials properly and appropriately. Fittings, components and austenitic semi-finished products must not be stored outside, but must be stored in a warehouse, for example. This must be heatable if appropriate. In the case of parts which are stored outside, suitable measures shall be taken to ensure that these parts do not become contaminated and are sufficiently preserved. Ferritic and austenitic semi-finished products shall be stored separately. The storage facility must be lockable or guarded so that theft of material is not possible.
4.5 Work preparation The scope of work and services to be provided by the contractor shall include careful preparation of the assembly activities. All activities for prefabrication and assembly shall be prepared as follows:
- Production of work folders containing all the necessary documentation for the individual assembly sections. This includes drawings, isometric drawings, support drawings and support standards, welding procedure specifications, assembly instructions for fittings, components, etc.
- Check of material availability, - Check that construction area is free, - Check that components are ready for connection, - On-the-spot dimensional check. Deviations shall be entered visibly in the work folder drawings and
shall be taken into account in prefabrication and assembly. After definition of the order of assembly, the persons responsible for work preparation shall define fitting lengths for the pipeline in the event of pipe prefabrication (suitable separation of the pipes on the isometric production drawings). These subsequently allow the prefabricated pipes to be adapted to the construction conditions. This may include: position of the modules, pipe bridges, pipe supports, different trades (fire extinguishing lines). The fitting lengths must be entered in the isometric production drawings.
- Availability of personnel and equipment

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 19 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Assembly shall be started only after completion of the work folders and the necessary checks. Additional costs which are caused during assembly by inadequate work preparation shall be borne by the Contractor. Assembly may be started only after agreement of the assembly dates with the site manager. However, the Contractor may start prefabrication of pipes and supports at his own risk. However, he shall guarantee proper and appropriate intermediate storage himself.
4.6 Material issue, preservation of identification Material shall be issued corresponding to the parts list of the respective work folder.
- Identity - Dimensions - Materials - Quantities - Material certificates
The identification of the materials shall be preserved during processing. The identification shall normally be transferred before processing if original material identification disappears during processing or if parts without identification may be produced by separation. Transfer shall be performed so that assignment of the material certificates to the components is possible in the same way as with the original identification, where appropriate by means of a certificate produced for this purpose. Appropriate measures shall be taken to ensure that mix-ups are not possible during transfer. In the case of weld-on parts which are not pressurised, the identification shall be transferred only if the material assignment is not clear from the drawing or parts list. In the case of materials which are supplied with acceptance test certificate 3.1. in accordance with DIN EN 10204, transfer of the identification may be performed by the Contractor or supplier subject to a prior written agreement with the responsible authority (marking transfer certificate). In this agreement, the works employee responsible for transfer of the material identification is named and the personal mark used by him defined. Exceptions are permitted in individual cases in non-EU countries subject to agreement between the Contractor and Client/MBD. The material identification shall be transferred and certified with the personal mark in the case of materials which are supplied with acceptance test certificate 3.1 and which do not need providing with batch identification in accordance with the technical delivery specifications (e.g. St 37.0). The marking methods shall be chosen dependent on material and wall thickness so that product damage is avoided and so that no pronounced notching or inadmissible deformation is caused. Marking methods include, for example:
• Hard stamping, stamping with steel stamps (separate stamps for C-steel and stainless steel), • Vibrograph, • chloride-free grease pencils, • electrical etching devices,
Marking of the separated components includes:
• Material • Batch No. (possibly including material as short designation). Assignment to the material certificate
must be guaranteed by means of a marking transfer certificate.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 20 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
• Stamp of the person authorised to perform marking transfer (personal stamp of the authorised person).
4.7 Assembly date planning, tracking and progress reports The Contractor will receive a general schedule from the Client for the overall construction project in MS-Project. The Contractor shall produce an assembly schedule for the individual assembly steps in MS-Project on the basis of this general schedule. The Contractor shall maintain this schedule (target/actual) and shall provide the Client and MBD with assembly progress reports and updated schedules 2 x weekly. The deviations between the target dates and actual dates shall be indicated in the assembly progress reports. The Contractor shall describe here how he plans to catch up with any delays (increased deployment of assembly personnel, weekend work, shift work, etc.). These measures shall be agreed with the Client and MBD.
4.8 Personnel deployment and qualifications The Contractor shall name a Project Manager who is responsible for coordination of the awarded order on behalf of the Contractor until the order has been completed. The Project Manager is responsible for all issues in relation to the order which affect the Contractor both from the orderer and also from external parties, and in particular from sub-contractors. The Project Manager and the principal staff must possess relevant experience and qualifications. The Contractor reserves the right to reject the nomination of the Project Manager or individual principal members of staff if there are important reasons for this. An organisation chart for execution of the order which names all responsible employees shall be handed over to the Client within 15 days of the order coming into force . All persons named here must possess relevant experience and qualifications. If other companies are involved in order execution, the cooperation between all parties involved, including tasks and interfaces, shall be defined. Use of sub-contractors by the Contractor shall be listed by the Contractor corresponding to the specific trades, and this list shall be submitted to the Client and approved by the latter. If MBD is not identical with the Client, MBD shall receive all the necessary organisational information from the Client.
4.9 Tools and equipment The Contractor shall provide all the tools and equipment required for his scope of delivery and performance in a sufficient quantity. These must comply with the legal regulations and customer specifications. They must not pose any risk to persons, parts of the plant or the environment. This shall also include ventilation and extraction systems for working in confined spaces and lighting systems for assembly work. Equipment and tools which are subject to mandatory inspection shall be inspected and marked in accordance with the relevant regulations. These inspections must be recorded, and the records must be available for viewing on the construction site. Equipment which has not been inspected or which is not clearly marked shall not be used. Use of tools and equipment which have not been inspected, which are faulty, or for which the inspection periods have expired is prohibited. The Contractor shall be liable for any damage or losses caused by violation of this prohibition of use.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 21 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Tools for processing ferritic and austenitic materials shall be clearly identified and shall be used only for the intended material.
4.10 Auxiliary materials, consumables and operating media for assembly
The Contractor shall provide all auxiliary materials, consumables and operating media required for his scope of delivery and performance. These must comply with the legal regulations. They must not pose any risk to persons, parts of the plant or the environment. Lifting slings, wire ropes and other load suspension devices are also subject to recurring inspections. They must be marked correspondingly. Use of lifting slings, wire ropes and other load suspension devices which are damaged, for which the inspection period has expired or which have not been inspected is prohibited. The Contractor shall be liable for any damage or losses caused by violation of the above prohibition of use. Forming gases and welding gases which are not clearly identified must not be used and must be removed immediately from the construction site. Transport of forming and welding gases shall be performed only using the means of transport intended for this purpose. In particular, gas cylinders shall be protected against strong heat irradation (also sunlight), and standing gas cylinders shall be secured to prevent them from falling over. Storage or leaving of compressed gas cylinders after the end of work or transport of propane gas cylinders into working areas under ground level is prohibited. Use without the corresponding safety equipment for oxy-fuel and propane apparatus is prohibited; this safety equipment is subject to legal inspection periods. The use of porous hoses is generally prohibited. The valves on the gas cylinders shall be closed during working breaks and at the end of work and use by third parties shall be prevented; the hoses shall be removed from confined spaces in the case of working breaks. Cutting wheels for C-steels and carbon steels shall be stored separately and may be used only for the intended steels. Cutting wheels for stainless steels must not contain chlorides.
4.11 Measuring and test equipment The Contractor shall provide all the measuring and test equipment required for his scope of delivery and performance both for own monitoring purposes and for the QP department of MBD. The test equipment shall be monitored in accordance with the applicable regulations.
4.12 Scaffolding and working platforms The Contractor shall provide all the scaffolding and working platforms required for his scope of delivery and performance. These must comply with the legal regulations. The Contractor shall ensure that they are fit for purpose and monitor their operational safety. The scaffolding erector shall attach weather-proof, easily visible, written scaffold approvals to the scaffold ladders as proof. Erected scaffolds may be used by other suppliers after consultation with the Contractor’s site manager, whereby all personnel must convince themselves that the scaffolding is in a proper state before commencing work.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 22 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Unauthorised modifications to scaffolds by the user are prohibited, and use of scaffolds must be prevented if they are defective. The period and place of installation shall be agreed with the site manager before scaffolding is erected.
4.13 Care during assembly Assembly work shall be performed in such a way that there is no risk to persons, parts of the plant or the environment. If necessary, special measures shall be taken as protection for the above, e.g. by sheeting, guards or lining with boards. Particular attention shall be paid to the safety regulations for hot work. Assembly openings and provisional openings in platforms and scaffolds which are produced for assembly operations shall be secured. Bar grates shall be secured again properly after the openings are closed. No load suspension devices shall be attached to hand wheels, spindles, drives, shafts or similar sensitive elements on fittings, pumps or similar components being assembled. Attachment of load suspension devices to existing components or equipment for assembly purposes or transport of heavy single loads via platforms is prohibited. When performing welding work, care shall be taken to ensure that dashpots, resilient supports, fitting components, pumps or other components with narrow clearances are not in the current flow, otherwise they may be destroyed. The ground connection shall be connected at a distance of max. 1 m from the welding location. The Client shall provide works grounding. Connection of pipes to vessels, storage tanks and sensitive components such as pumps, heat exchangers, recoolers, etc. shall take place in compliance with the specifications of the component suppliers. In compliance with these specifications, pipes shall be connected load-free in the case of free-lying, balanced pipe ends. A joint record of connection shall be produced by the Contractor and Client. In the case of vessel and storage tank connections, it is recommended to perform connection only after their pressure test. The cleanliness of pipes shall be checked in accordance with the specifications of MBD before assembly or connection to components. The Contractor shall make sure that the areas and equipment used by him are cleared up and that escape routes are kept free during assembly work and before leaving the assembly locations or construction site. Any rubble and scrap which is produced shall be removed and the plant must be kept in a condition which excludes the risk of accidents. The applicable safety regulations shall be observed when accessing closed systems or tanks (ventilation/forced ventilation, provisional lighting, etc.).
4.14 Component and module assembly The assembly instructions of the respective module and component manufacturers shall generally be observed. In addition, the specifications of the present assembly instructions and all documents produced or made available by MAN B&W shall be taken into account. If there are contradictions in the content of the available documents, the Contractor shall be responsible for technical clarification with MBD or the Client.
4.15 Component connections

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 23 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
The specifications of VDMA standard VDMA 24277, currently draft 2001-01, shall apply generally to component connections. Entry and exit pipes can transfer considerable forces and moments to components. The most important causes of such loads are as follows:
- Dead weight of the pipe, with insulation where applicable, - Dead weight of the fluid, - Stationary internal pressure, - Pressure surges, - Pressure pulsing, - Thermal expansion, - Assembly-related constraining forces and moments
Pipes can also cause considerable stress loads if provisional pipe supports are used at locations other than the final positions during assembly. As a consequence of this, changed weight distributions and changed bending lines of the pipe occur when the final pipe supports are installed, and this may cause “tilting” of the flange at the component. Provisional holders and supports must therefore be avoided. Inadmissible loading at the component connections leads to loading of the component parts where force transfer takes place and this in turn causes deformation. Component parts which are particularly subjected to loading include, for example:
- Connecting flanges - Casing parts - Casing feet and their screw connections - Support feet and their screw connections - Bearing casings - Shaft ends and bearings (as a result of restoring forces of coupling)
Pump deformations cause:
- Radial shaft (coupling) displacement; this results in an increase in the vibration amplitude and possibly damage to bearings, shaft seal and shaft.
- Radial impeller displacement; this causes a risk of scraping - Misalignment of the elastic coupling, thus causing coupling wear and reducing its service life
Permissible connecting piece loads must be observed. When assembling pipes, assembly should take place towards the connection socket of the respective component. Pipes shall be assembled stress-relieved towards the component; this shall also apply to flange connection of blank disks. Connections at the engine are made by means of bellows expansion joints, which must not be used to compensate for assembly tolerances. Connections to all other components are rigid. Stress-relieved connection of the pipes shall take place after cleaning the pipes and performing a pressure test of the pipe line.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 24 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
The following work and checks shall be performed before stress relieving the pipe line:
- All pipe supports shall be checked to make sure that they are present and are realised properly in accordance with their intended function.
- An alignment check shall be performed before the pipes are undone at the component. The alignment values must be recorded.
- In the case of pumps, all entry and exit lines which have not already been assembled by the pump manufacturer (such as auxiliary pipes) shall be undone at the pump and a check made to ensure that any blanks in these pipes have been removed. When removing the blank disks, it must be ensured that no dirt or foreign matter can enter the pump or the pipes.
- All protecting covers on the pipe connections of the components or the corresponding plant parts shall be removed carefully. It must be ensured that no contamination or foreign matter can fall into the component. After removing the protecting cover, a check must be made to ensure that all foreign matter has been removed.
- A check must be made to ensure that the prescribed seals have been installed in the pipes and, in the case of pumps, to make sure that the prescribed strainer has been correctly installed in the entry line.
The pipes are stress relieved by straightening the pipe (e.g. heating) until plane-parallelism is achieved between the pipe flange and component flange and, in the case of pumps, until the coupling alignment is in the permitted range. It shall be ensured that the flange sealing surface is not made uneven as a result of heating the pipe close to the flange. Heat treatments such as stress relief annealing, for example, shall be performed only on a material-specific basis in accordance with process instructions approved by the Client. Distortion and impairment of mechanically required bright surfaces shall be avoided. The following tolerances are permitted: Plane-parallelism The gap between the sealing surfaces of flanges shall be checked with respect to plane-parallelism using a feeler gauge with the flange undone. The maximum permitted tolerance (S 2 – S 1) measured over the whole flange diameter (see Figure 2) is:
- 0.3 mm for DN < 150 - 0.4 mm for DN 200 to 300 - 0.5 mm for DN > 300
Figure 2: Plane-parallelism of flanges

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 25 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Gape distance (distance between flanges) The distance S 3 (see Figure 3) between the flanges shall correspond to the seal thickness +1.0 mm.
Figure 3: Distance between flanges
Lateral offset The lateral offset of the flanges must be so small (see Figure 4) that the threaded pins can be installed without force in the holes which are defined in accordance with the standard for nominal pressure and nominal diameter. The lateral offset S 4 shall be a maximum of 0.5 mm.
Figure 4: Lateral offset of the flanges
Threaded holes The threaded holes shall be arranged in accordance with DIN 2501, Sheet 1 with a permissible rotational misalignment measured at the hole circle of < 0.5 mm.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 26 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 5: Arrangement of threaded holes
Other work After completing the work described above, the next steps are as follows:
- In the case of pumps, the first pipe must then be connected securely and the change in coupling alignment checked.
- If necessary, the pipe must be straightened until the permissible values for coupling alignment and plane-parallelism of the flanges are achieved.
- This stress-relieved pipe must now be undone again. - As described above, all pipes must be stress-relieved at the components one after the other. - In the case of pumps, it is recommended to check their alignment once more at the defined
maximum working temperature. - After completion of the work and checking, an alignment record shall be produced by the Contractor,
signed together with the site manager of the Client and handed over to the latter. Final inspection for pumps When all pipes have been stress-relieved (also large auxiliary pipes), the following final inspection must be performed:
- Check the alignment of the pump with the pipe undone and the pump securely bolted onto the foundation or base plate.
- Check the alignment of the pump with connected pipes and undone pump foot screw. - Determine the alignment difference and observe the permissible alignment tolerances for the
type and size of the pump and coupling. - The alignment is correct if the pump can be moved easily into the "required" position without
resistance. - Realignment by correcting the pipe must be performed if the pump cannot be moved into the
"required" position without resistance.
4.16 Pipe and pipe support assembly The pipes and pipe support structures shall be assembled in accordance with the planning documents and specifications. The site management shall be consulted immediately if there are collisions with other trades during assembly, construction deviations or similar. These specifications are defined by the following planning documents, among other things:

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 27 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
• Layout/foundation plan • Equipment location plan • Pipeline installation plan • Additional steel structure plan • Pipe isometric drawing • System isometric drawing • Pipe support plan • Support location plan • P+I Diagrams • Material take off (MTO)
Unavoidable deviations occur between the planning documents and the real measurements as a result of existing building tolerances as well as tolerances in assembly of equipment or components or in the equipment itself. Experience shows that these tolerances can frequently amount to up to +/-100 mm in different directions in spite of careful planning. It is therefore the task and part of the scope of performance of the Contractor to plan fitting lengths in the planning documents and to take these into account in production. The resultant costs are not additional costs which must be borne by the Client or MBD. Pipe support assembly normally precedes pipe assembly. Provisional support of pipes is permitted only in exceptional cases and subject to the full responsibility of the Contractor. Otherwise, the following points shall be observed under all circumstances in accordance with the specifications.
• Location (coordinates x, y, z) • Dimensions • Support functions • Check of spans
Static dimensioning of the pipe support structures, delivery, production and assembly shall be performed by the Contractor. MBD shall specify the support function and the pipe loads on the support in the planning documents. If deviations (structural tolerances, dimensional tolerances of components and modules, etc.) are established during work preparation, then these deviations shall be transferred as “red” entries to the specification documents and taken into account in production and assembly after consultation with the Client and approval. MBD shall be notified in writing about deviations by means of the attached Deficiency Report. The manufacturer’s assembly instructions shall be observed with respect to screw connection systems. Also refer to the section “Screw-connected pipes” Pipe supports on the engine shall be produced on the spot corresponding to the local conditions, as planning of these would be too complex and not adequately possible. Pipes with sizes down to DN 10 are largely planned; small pipes < DN25 shall be considered only as an aid to planning, however. Execution of these pipes and their supports shall therefore be performed by the Contractor on the basis of the P+IDs. Small pipes (< DN25) and tracing type heating which is to be planned and assembled by the Contractor on site shall take into account the following:

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 28 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
• Realisation in accordance with flow diagram and pipe class • Any insulation and the insulation thickness shall be taken into account corresponding to Chapter
4.29 with respect to distances from other pipes. • The support specifications (function and spans) are defined in the planning documents (Pipe Support
Plan, Support Construction Typical Plan, etc.). Proposals for pipe mounting: The following support types are possible:
• FP: Fixed point • SP: Sliding point
and
• Free support (complete without bracket)

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 29 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 6: Clamp screws for DN25 – 150

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 30 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 7: U bolts for DN200 – 300

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 31 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 8: Pipe support installation proposal

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 32 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 9: U bolts, cross-sections, various DN
Figure 10: U bolts, cross-sections, various DN
Figure 11: U bolts, cross-sections, various DN

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 33 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 12: U bolts, cross-sections, various DN
Figure 13: U bolts, cross-sections, various DN

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 34 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 14: U bolts, cross-sections, various DN

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 35 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 15: U bolts, cross-sections, various DN

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 36 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 16: U bolts, cross-sections, various DN

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 37 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
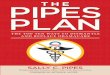
4.17 Spans The permitted spans for support structures for pipes which are not included in the plans shall be realised in accordance with AD2000. The following diagram provides reference values:
1
10
100
10 100 1000
d(i)
L
empty pipe withoutinsulationfilled pipe without insulation
filled pipe with insulation
Figure 17: Guide values for the maximum permissible pipe span L as a function of the pipe design and internal steel pipe diameter d(i)
Source: Vogel Fachbuch – Kamprath Reihe, Walter Wagner Rohrleitungstechnik, 8th edition, 2000

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 38 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.18 Bellows expansion joints and expansion compensators General information on installation of bellows expansion joints When installing bellows expansion joints (elastic pipe connections), the following must be observed in addition to the manufacturer's specifications:
• No stressing of the component/diesel generator set must be caused (stress-free expansion joint installation!)
• Test points must be chosen before and after the elastic pipe connection! • The elastic pipe connections must be installed in the horizontal plane in the case of pipes from
and to the elastically mounted diesel generator set.
EB = Steel expansion bellow
EB = Rubber expansion bellow
EH = Elastic pipe connection (hose pipe)
EP = Expansion compensator with L pipe bend
EP = Expansion compensator with U pipe bend
Table 1: Bellows expansion joints and expansion compensators
x = Distance between fixed bearings Steel expansion bellows are primarily installed in exhaust gas and charge air pipes. Hoses are used only for small pipe diameters. The thermal expansion of a steel pipe as a function of material and temperature is shown in the diagram Thermal Expansion (Figure 18). If not otherwise specified, bellows expansion joints or expansion compensators must be installed with 50% prestress.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 39 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Thermal Expansion
0
2
4
6
8
10
12
14
0 100 200 300 400 500 600
Temperature [°C]
Ther
mal
exp
ansi
on[m
m/m
]
AlMg3 X10CrNiMoTi1810(1.4571)X10CrNiTi189 (1.4541) X8CrNiMoVNb1613 (1.4988)St35.8 St45.8 15Mo3 13 CrMo44
Figure 18: Thermal expansion of a steel pipe
Installation of steel and rubber expansion bellows If steel or rubber expansion bellows are installed in pressure systems, fixed bearings on both sides of the expansion bellows must absorb the thrust forces resulting from the internal pressure.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 40 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Prestress
Operating state
X = Distance between fixed bearings
Installation of expansion compensators with L pipe bend Linear expansion
Prestress
Operating state
X = Distance between fixed bearings
Installation of expansion compensators with U bend
Linear expansion
Prestress
Operating state
X = Distance between fixed bearings

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 41 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.19 Hoses General guidelines for routing hoses A number of basic rules must be observed when routing hoses in order to guarantee or maintain proper functioning of the hoses, i.e. attention should be paid to easy installation and removal, optimum route selection and the possibility of continuous monitoring in order to minimise related problems. The following information is based on DIN 20066, Part 4. Wrong Correct Comments
Hoses must be installed in such a way that there is no tensile loading (except for dead weight) or compressive loading in any operating state. For this reason, hoses should always be installed with slack in order to compensate for any shortening of the hose. (Also refer to the sections on length changes and increase in volume of hoses). Twisting of the hose must be avoided, because torsional loads result in reduction of the cross-section and in the most unfavourable case also cause damage to the plies (pressure absorbers). In addition, no torsion forces must be produced in the hose when the fittings are installed.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 42 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Wrong Correct Comments
Hoses must not be bent beyond the permitted bending radius or even kinked, as this will increase the flow resistance. In such cases, angle pieces or elbows must be used. The minimum bending radii specified in the catalogue refer to rigid installation of the hoses. If hose movement has to be repeated very frequently in a small bending radius (continuous operation), it is recommended to choose the largest possible hose. The hose bend must start only after a length of >1.5 d.
Any deviation from the bending radii defined in the relevant standard may influence the service of life of the hose, depending on the load in question.
Although hoses are designed with a certain level of resistance to abrasion, they must be protected against external damage which may lead to scraping off or tearing of the hose material and therefore to premature failure of this material. Hoses must be protected against external temperature influences which exceed the limits applicable to the respective hose.
Particular care must be taken when routing hoses in the area of hot manifolds. In some applications, it may therefore be necessary to protect the hose or to route it so that it is not exposed to the above influences.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 43 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
It is naturally not possible to show all the possible cases of wrong or correct installation by way of examples. Special tests may be necessary before hose selection in the case of exceptional applications. Practical information The outer sheath of the hose offers the best protection against abrasion. However, the corresponding limits must be observed here as well. Continuous abrasion at one point can gradually cause wear of the sheath and lead to premature destruction of the hose. If abrasion of the hose is unavoidable, suitable protection must be provided (abrasion protection coil). Various designs can be found in our catalogue. The manufacturing tolerances permitted in hose production may occasionally lead to the length of hoses changing slightly under pressure. Such length changes are compensated by the required hose slack or bent installation. A hose should never be supported in such a way that it is squeezed through the fixing clamps as a result of length changes under load. If a support is necessary for a long hose, the support points should only guide the hose and a tension spring at the end of the hose (or at the hose bend in the case of a change in direction) should always return the hose to its initial position. A hose should never be fixed at the hose bend, because this is the best place to compensate for any change in length. Vibrations If the hose is exposed to vibrations, it is best to route the hose so that the connections are not exactly in the direction of the vibrations but at an angle to them. Appearance Good functioning and proper routing of hoses go hand-in-hand. Observing the following criteria will result in hose installation which is both tidy and beneficial for hose operation:
• Hoses should follow the contour of the machine or equipment if possible. • Route hoses together and in parallel. • Use supports and clamps to hold the hose in position.
Temperature High outside temperatures can considerably reduce the service life of hoses. For this reason, it is expedient to route hoses so that they are sufficiently far away from components which radiate heat (exhaust, etc.). A protective shield can be installed if this is not possible. Storage Hose reels and hoses must be stored in a cool, dry place away from sunlight. Electrical devices which produce ozone as a result of spark formation should not be used in the storage room if possible.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 44 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.20 Tracing type heating Heating medium MBD usually uses saturated steam with a pressure of 8 bar (174 °C temperature) in stationary diesel plants. The steam system is protected by safety valves (set to 10 bar).
Fuel line DN (mm)
Tracing type heating DN (mm)
Insulation thickness (mm)
15 20 25 32
1 x 8 1 x 8 1 x 10 1 x 10
30
40 50 65
1 x 15 1 x 15 1 x 15
40
80 100
1 x 15 2 x 15
50
125 2 x 15 60
150 200
3 x 15 3 x 15
70
Table 2: Number of tracing pipes as a function of pipe diameter (guide values)
Tracing pipe material: Seamless copper pipe in accordance with DIN 1754 Fixing of tracing pipes
Figure 19: Fixing of tracing pipes
The tracing pipes must be attached to the pipes to be heated using suitable fixing material (e.g. binding wire) at intervals of approximately one metre. If several tracing pipes are required for a product line, then each auxiliary pipe must be fixed individually in order to prevent the pipes from slipping. Fixed points are produced

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 45 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
with two wires pulled tight in each case. It must be possible to slide the tracing pipes under the wires at all other fixing points (sliding bearings). In theory, the tracing pipe has line contact, but in practice it lifts off the pipe to be heated between the fixing points so that heat transfer is unfavourable. For this reason, several tracing pipes must be installed for large pipe diameters. Heating of fittings Fittings are heated by appropriately shaped pipe coils which differ corresponding to the housing shape of the fittings and installation position. Heating of control and pump station It must generally be ensured that no short circuits are produced and that forced flow-through is guaranteed in all heating pipes. The risk of incorrect installation is particularly high at control stations. In the case of pump stations, the branch to the reserve pump is provided with its own steam trap. Heating dead pipe ends So-called dead pipe ends are heated even if the pipe itself does not require heating due to continuous medium flow. Arrangement of expansion bends The elongation of a tracing pipe is absorbed by U-shaped expansion bends. The distance between two expansion bends may be around 20 m with a U-leg projection of around 300 mm. It must be taken into account that pipe bends required for other reasons in feed and discharge lines, around flanges and for heating fittings are also involved in absorbing elongation. The number of expansion bends still required is then reduced correspondingly. The fixed points required between the expansion bends of the tracing pipes are realised by means of two tightened clamps. Refer to 5 for details on fixing tracing pipes. Permissible length of tracing type heating sections The permissible length of tracing type heating sections depends on the number of gradients and water pockets and on the number of pipe bends. Relatively straight heating sections including supply pipes from the steam distributor and the discharge pipes to the condensate trap may be up to 80 m long. Draining of tracing type heating Tracing type heating systems should be drained every 10-20 m by a steam trap. Thermodynamic or thermal enclosed steam traps are used primarily for this purpose. Bimetallic steam traps are used if the condensate should be backed up slightly in the tracing type heating system. Also refer to the technical documentation of the steam trap manufacturer. The tracing type heating pipe should be routed at the side and not underneath when installed close to a main line with flanges, otherwise pockets form which have to be drained. See Figure 20.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 46 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 20: Installation example for tracing type heating
Paint finish of pipes with tracing type heating and insulation No top coat is applied to pipes with tracing type heating. The pipes are only primed.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 47 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.21 Screw-connected pipelines
Legend
1 Union nut 2 Stop 3 Pipe
4 Cutting and taper ring 5 Internal taper 6 Visible collar 7 Marking
Deburring
H = Height of union nut (1) 2H = Minimum distance of a pipe bend R = Bending radius D = Outside diameter
Pipe cutter
Before tightening
After tightening
Work sequence
1. Cut off pipe at right angles and deburr. Pipe cutters (see Figure) are very suitable for this purpose. The pipe is cut with a cutting wheel. The inside edge of the pipe can then be deburred by means of 3 cutting edges inside the handle or by means of a spot facer. Remove swarf carefully by blowing out!
2. Oil the thread and the cutting and taper ring (4) well (do not grease). Then push the nut and ring over the pipe end as shown. If the cutting and taper ring cannot be pushed over the pipe end or if this is possible only with difficulty, file the pipe end so that it is thinner.
3. Screw on the union nut by hand until it perceptibly contacts the cutting and taper ring. Then press the pipe against the stop in the internal taper and tighten the union nut by approximately ½ to ¾ turn. The cutting and taper ring then bites into the pipe, which means that it is not necessary to press the pipe on any further. Final tightening is performed by tightening the union nut by approximately one turn. The ring cuts into the pipe as a result and throws up a visible collar in front of its cutting edge. A marking line on the union nut makes it easier to keep to the specified number of turns.
4. Pipes with a smaller outside diameter can be secured without pre-assembly in threaded connections if they are screwed tight onto the engine. It is expedient to pre-assemble pipes with a larger outside diameter and all connections in free pipes in a vice. The open-jaw wrench should have a length which is approximately 15 times the width across flats (possibly extend with a pipe). Otherwise proceed as above. Final tightening is made easier if the union nut is loosened several times so that oil penetrates between the friction surfaces again.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 48 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Note: It must be ensured that each pipe end enters the same internal taper again in which pre-assembly took place.
Pre-assembly in vice
Check
Minimum distance and bending radii
5. After final tightening, loosen the union nut and check whether a thrown-up, visible collar (6) fills the space in front of the cutting edge; if this is not the case tighten again briefly. It does not matter if the cutting and taper ring can be turned on the pipe end. After completion of the connection and each time it is loosened, the union nut must be tightened without wrench extension and without increased force. Note: The straight pipe end projecting into the bolted joint must have a minimum length of 2 times the height (H) of the union nut. It is necessary to fit pipe supports in the case of long pipes or pipes subject to high loads. A bending fixture with interchangeable rollers is recommended for bending steel and copper pipes (see Figure). The bending radius R must not be less than twice the outside pipe diameter (R ≧ 2 D).
Pipe bending fixture

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 49 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.22 Screw-connected copper pipes, tracing type heating Copper pipes are used for installation of tracing type heating systems. In the case of copper pipes, it is necessary to observe the instructions relating to use of stiffing sleeves and weld nipples in addition to the information in the chapter “Screw-connected pipelines”
4.22.1 Stiffing sleeves
Figure 21: Designation of a stiffing sleeve made of CuZn35Ni for Cu pipe 12x1
Stiffing sleeve R512 – 12x1 – CuZn35Ni2
Connecting pipe D4 D3 L1 Ermeto order code
Standard short code R512-
6x1 3.8 2.6 14.0 VH04MSX 6x1-CuZn35Ni2
8x1 5.8 4.6 14.0 VH06MSX 8x1-CuZn35Ni2
10x1 7.8 6.6 15.5 VH08MSX 10x1-CuZn35Ni2
12x1 9.8 8.6 15.5 VH10MSX 12x1-CuZn35Ni2
14x1
15x1.5 11.8 10.2 17.0 VH12MSX 14x1-CuZn35Ni2
16x1 13.8 12.2 17.0 VH14MSX 16x1-CuZn35Ni2
18x1.5 14.8 13.8 20.0 VH15MSX 18x1,5-CuZn35Ni2
20x1 17.8 16.2 20.0 VH18MSX 20x1-CuZn35Ni2
22x1.5 18.8 17.2 16.0 VH19MSX 22x1,5-CuZn35Ni2
28x2 23.8 22.2 23.5 VH28MSX 28x2-CuZn35Ni2

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 50 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Table 3: Material: CuZn35Ni2
Use: Only for copper pipe connections which have to be frequently undone, e.g. the cooling water connections for fuel needle valves. The stiffing sleeves are knocked or pressed into the pipe end without any special preparation of the Cu pipe.
4.22.2 Weld nipples
Figure 22: Weld nipple for bore form in accordance with DIN 3861 – Form K. Dimensions in mm
Designation of a weld nipple Form K with D = 10 and pipe wall thickness s = 1.5 Weld nipple R 502 – K 10 x 1,5, Material: St35.4 NBK
Pipe outside diameter [D] D1 s L L1 O ring Pipe
diameter Standard
desig. R 502-
10 7 1.5 33.5 32.5 8 x 1.5 10 x 1.5 K 10 x 1.5
12 9 1.5 33.5 32.5 10 x 1.5 12 x 1.5 K 12 x 1.5
16 12 2 40.5 39 13 x 2 16 x 2 K 16 x 2
20 16 2 47 45 16.3 x 2.4 20 x 2 K 20 x 2
20 15 2.5 47 45 16.3 x 2.4 20 x 2.5 K 20 x 2.5
20 14 3 47 45 16.3 x 2.4 20 x 3 K 20 x 3
25 17 4 53 49.5 20.3 x 2.4 25 x 4 K 25 x 4
30 24 3 57 52 25.3 x 2.4 30 x 3 K 30 x 3
30 20 5 57 52 25.3 x 2.4 30 x 5 K 30 x 5
Table 4: Dimensions in mm

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 51 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.23 Approved welding procedures The following welding procedures are approved for welding pipes: C-steel
- Tungsten inert gas welding (TIG welding) as manual welding or orbital welding - Manual arc welding, only in combination with TIG welding (root run) - Submerged arc welding (in production), only in combination with TIG welding (root run)
Stainless steel
- Tungsten inert gas welding (TIG welding) as hand welding or orbital welding - Manual arc welding, only in combination with TIG welding (root run) - Submerged arc welding with strip electrode (in production), only in combination with TIG welding
(root run) The following welding procedures are approved for welding pipe supports (steel construction):
- Metal active gas welding – MAG welding (only in production) - Manual arc welding
Valid reports on acceptance of the welding procedure (WPAR) in accordance with DIN EN 288 and AD 2000 Code must be available for all welding procedures. The welding fillers or the combination of welding fillers must be tested and certified by an independent test body. They must be ordered with works certificate “3.1 in accordance with DIN EN 10204” or equivalent.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 52 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.24 Approved weld seam preparation The following weld seam preparation procedures are approved for welding pipes (DIN EN 29692):
Code number Workpiece thickness* Designation
1.2 t ≤ 4.0 mm I-seam
1.3 t ≤ 10.0 mm V-seam
1.5 t ≤ 15.0 mm Y-seam
1.7 t > 15.0 mm U-seam
2.3.3 t > 10.0 mm X-seam
2.3.3 t > 10.0 mm X-seam asymmetrical (e.g. ⅓-⅔)
1.4 t ≤ 10.0 mm HV-seam
2.4.4 t > 10.0 mm K-seam Double HV-seam
3.10 B t1t2 > 2.00 mm Fillet weld (lap joint) *recommended workpiece thickness, which may vary in accordance with DIN EN 29692 upon recognition of the welding procedure of the Contractor. The following weld seam preparation procedures are approved for welding pipe supports (steel construction) (DIN EN 26692):
Code number Workpiece thickness Designation
3.10A t1, t2 > 2.0 mm Fillet weld (T-joint)
3.10B t1, t2 > 2.0 mm Fillet weld (lap joint)
4.10.10 C t1, t2 > 2.00 mm Double fillet weld

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 53 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.25 Welding Basic information Before the start of assembly, corresponding agreements shall be reached between the Client and Contractor as to which work approval procedures are necessary for performing hot work. It is prohibited in all cases to perform welding work in the direct proximity of objects with a fire risk. If hot work cannot be avoided, the fire risk shall be eliminated, suitable protective measures organised and suitable fire extinguishing agents provided in a sufficient quantity. In the case of bad weather such as wind and rain, the welding area must be protected against these influences by protective measures such as tarpaulins or tents. In the case of temperatures below + 5°C, conditions with high air humidity and rain, the weld seam areas must be preheated to approx. 50 °C. (min. 20 x wall thickness on both seam sides). Valid welding procedure specifications (WPS) which individually specify the required variables (current, polarity, inert and forming gases, welding fillers, base materials, etc.) shall be available to the welding personnel and shall be observed by them when carrying out welding work. Tacks outside the weld seam are not permitted. This also applies to ignition points. If ignition points should be found outside the weld seam, these shall be removed completely and without cracks by surface grinding. After welding, any welding splashes shall be removed from the pipes and pipe supports. The minimum distance between circular seams shall be at least 50 mm for wall thicknesses below 5 mm, and shall otherwise be 10 x wall thickness. Welding in the bending zone of pipe bends is not permitted. No cross joints of the weld seams are permitted on welded pipes and form pieces (welded segment bends). The minimum distance between longitudinal seams shall be 10 x wall thickness. Load-absorbing weld-on parts must be a minimum distance away from longitudinal and circular seams of at least 5 t (t= component thickness of weld-on part). If load-absorbing weld-on parts are to be attached to pipes with large nominal diameters and small wall thicknesses, these must not be welded directly on to the pipe. Large-area load distribution plates shall be welded on in this case in order to achieve better load distribution and to minimise stressing. The required distance from longitudinal and circular seams shall be observed for these load distribution plates as well. The form of the load distribution plates must be adapted to the pipe (saddle) and the plates must be welded all round. Sufficient ventilation holes must be produced in the load distribution plate so that the air between the pipe and load distribution plate can escape during welding. Adaptation to different wall thicknesses shall take place on the thicker component. The thicker component shall be adapted to the dimension of the thinner component by grinding or another suitable mechanical process at an angle of ≤ 10° (see Figure 23).

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 54 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Figure 23: Adaptation to different wall thicknesses on the thicker component.
Welding work
Welding shall take place in accordance with the approved welding procedure and in observance of the parameters of the welding procedure specification. The specifications from the sections “Qualifications of welding personnel (welding supervisor and welders)" to "Welding quality requirements” shall be observed. All root runs of all pipes in a system shall be realised as TIG roots. Weld seams on pressure-carrying parts shall be realised so that they correspond to Assessment group B in accordance with DIN EN ISO 5817 with respect to their external characteristics. In deviation from this, Assessment group C in accordance with DIN EN ISO 5817 shall be sufficient for the following imperfections:
• Undercut, Classification No. in accordance with ISO 6520-1: 5011/5012 (continuous not permitted; this also applies to fillet welds)
• Excessive weld convexity (fillet welds) Classification No. in accordance with ISO 6520-1: 502
• Excessive root convexity (fillet welds) Classification No. in accordance with ISO 6520-1: 504/504f
• Edge offset h for circular seams welded on both sides, Classification No. in accordance with ISO 6520-1: 507/5072
• Underfill (in the case of TIG orbital welding without welding filler, underfill/root reinforcement are permitted to the following extent in the 12 o’clock position and root concavity/overfill in the 6 o’clock position of welding position PF, PG: h<= 0.2t+0.12b, max 0.6 mm (t= wall thickness, b= seam width, h= underfill/overfill); Classification No. in accordance with ISO 6520-1: 511
• Excessive unequality of fillet welds, Classification No. in accordance with ISO 6520-1: 512 • Root concavity, Classification No. in accordance with ISO 6520-1: 515
4.26 Marking of weld seams The marking methods shall be chosen dependent on product, material and wall thickness so that product damage is avoided and so that no pronounced notching or inadmissible deformation is caused. Marking methods include, for example:
• Hard stamping, stamping with steel stamps (separate stamps for C-steel and stainless steel), • Vibrograph, • chloride-free grease pencils, • electrical etching devices,
Marking of the weld seam includes:

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 55 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
• The weld seam number must be entered by hand on the pipe isometric drawing as a “BLUE ENTRY” (as-built entries are made in RED)
• Welder number (personal identification of welder) • Zero point and counting direction for non-destructive material testing.
4.27 Inspection and test scope on weld seams and pipe bends The scope of inspection and testing on weld seams and pipe bends shall comply with the stipulations of AD2000 Code HP5.3. Reduction of inspection and testing as described here is possible. The Contractor shall notify this to the Client. The latter shall have a right of objection.
Figure 24: Example, Extract from Overview Table 1, for AD2000, HP0, material group
Visual testing (VT)
Art und Umfang der zerstörungsfreien Prüfung
Ultraschall- oder Durchstrahlungsprüfung Oberflächenprüfung
Wär
meb
ehan
dlun
gszu
stan
d 2)
nac
h de
m
Schw
eiße
n Au
snut
zung
der
zul
ässi
gen
Be
rech
nung
sspa
nnun
g in
der
Sch
wei
ßnah
t 3)
Wan
ddic
ke d
es B
ehäl
term
ante
ls o
der D
icke
des
An
schl
uss-
quer
schn
ittes
Prüfumfang SIN und KN 8)
LN 7)
St 7)
RN 7)
Prüfverfahren und Prüfklasse in
Abhängigkeit von Wanddicke für Spalten
17, 18, 19
Wanddicke
Prüfungs- umfang
Prüfver- fahren und Prüf- klasse
Prüfungsum- fang in
Abhängigkeit von der Wanddecke für
LN, St und RN
% mm % % % mm %
Werk- stoff- grupp
e 1) 1
Stahlsorten
2
6 7 8 17 18 19 20 %
21
22 mm 23
Prüf-verfahren
für Spalte 23
24
U 100
≤ 30
> 30 ≤ 38 10) >38 ≤ 50 10)
100 12)
100 100
100 100 100
25 13)
25 25
17)
10 18) 10 18)
W 100
≤ 30
> 30 ≤ 50 > 50
100 12) 100 12)
100
100 100 100
25 12) 25 12 )
25
17)
10 18) 19)
10 19)
1
Stähle innerhalb der folgenden Analysengruppen (Schmelzenanalyse) mit einer Mindest-streckgrenze <370N/mm29), ausgenommen kalt-zähe Stähle, wenn sie nach AD 2000- Merkblatt W 10 im Beanspruchungsfall I unter –10 °C ver-wendet werden C ≤ 0,22 ≤ 0,20 Si ≤ 0,50 ≤ 0,50 Mn ≤ 1,6 ≤ 0,8 Mo - ≤ 0,65 P,S je ≤ 0,05 je ≤ 0,05 sonst insges. ≤ 0,8 ≤ 0,5 sonst einzeln ≤ 0,3 ≤ 0,3
U, W
85
≤ 15 >15 ≤ 30
2 14) 10 16)
13)
100 16)
2 13) 2 13)
≤ 30 D(A) oder US(A) > 30 ≤ 60 D(B) oder US(B) >60 ≤ 90 US(B) > 90 US(C)
17) 17)
Stutzen- und Kehlnähte sind einer Oberflächen-prüfung (MP, FE) zu unterziehen. Bei Stutzen mit Innen-durchmesser ≥ 120 mm und einer Dicke des Anschluß-querschnittes über 15 mm ist zusätzlich eine Ultraschall- oder Durchstrahl-ungs- prüfung durch-zuführen.
>50
10
MP

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 56 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
All weld seams shall be subjected to a 100 % visual inspection in accordance with DIN EN 970 by the Contractor’s welding supervisor.
Recognisable and tolerable surface flaws shall be removed by surface grinding. Larger surface flaws and surface flaws which cannot be tolerated shall require repair or rewelding of the seam. Before the repair or rewelding of the seam is initiated, one of the following non-destructive tests should be performed additionally, depending on suitability: PT, MT, RT, UT
Penetrant testing (PT)
Penetrant testing shall take place in accordance with DIN EN 571-1 and DIN EN 1289 in conjunction with DIN EN 12062. Assessment of imperfections shall take place in accordance with the above-mentioned assessment groups. The test personnel must be qualified and certified in accordance with DIN EN 473. A record of the test result shall be produced and included in the documentation.
Magnetic particle testing (MT)
Magnetic particle testing shall take place in accordance with DIN EN 1290 and DIN EN 1291 in conjunction with DIN EN 12062. Assessment of imperfections shall take place in accordance with the above-mentioned assessment groups.The test personnel must be qualified and certified in accordance with DIN EN 473. A record of the test result shall be produced and included in the documentation. Radiographic testing (RT)
Radiographic testing shall take place in accordance with DIN EN 444 and DIN EN 1435 in conjunction with DIN EN 12517. Assessment of imperfections shall take place in accordance with the above-mentioned assessment groups.The test personnel must be qualified and certified in accordance with DIN EN 473. A record of the test result shall be produced and included in the documentation.
Ultrasonic testing (UT)
Ultrasonic testing shall take place in accordance with DIN EN 1714 and DIN EN 1712. Assessment of imperfections shall take place in accordance with the above-mentioned assessment groups. The test personnel must be qualified and certified in accordance with DIN EN 473. A record of the test result shall be produced and included in the documentation.
4.28 Cleanliness of components before and during assembly Pipes and pipe parts shall be stored so that they cannot become soiled internally. Pipes should generally be sealed with plastic caps during storage. This shall also apply to other pipe parts which are not stored in a hall. After production, the spools must be sealed again with caps. These must be removed only immediately before assembly. The interior cleanliness of the pipe spools must be checked before assembly. If the visual inspection gives arise to doubts with respect to the interior cleanliness, then the required cleanliness shall be produced before assembly by suitable means such as flushing with water or blowing out with compressed air.
4.29 Cleaning by flushing, pickling, acid treatment, etc. Caution: It must be ensured that no combustible or ignitable residue of the cleaning agents or vapours from them remain in the pipes or other components, particularly in the engine pipes, exhaust pipes and hot pipes. There is a risk of explosion! The same applies to anti-corrosion agents!

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 57 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.30 Cleaning Cleaning of the plant pipes depends on the transported medium and on the installation location of the respective pipe. Pipes on the engine If not otherwise agreed, pipes of cooling water, heating, exhaust and intake air systems shall be cleaned mechanically. Pipes of lube oil, fuel, compressed air, gas, steam and condensate systems shall be cleaned mechanically and chemically. Shut-off and control elements and other devices in the individual systems shall be installed only after cleaning. The pipes which are installed on the engine (generator set) shall be cleaned mechanically and/or chemically after manufacture and before final assembly of the individual pipe. If there is a long period between cleaning and installation (replacement pipe), the pipes shall be preserved and sealed at the ends. Sealing plugs or caps made of plastic in conspicuous colours are best suited for this task as they cannot be overseen. Only completely dry, fine-grain sand may be used for pipes which are filled with sand for warm bending. There is a risk of accident as a result of steam formation in the case of damp sand. These pipes must be mechanically cleaned in order to remove the sand residue. The complete fuel and lube oil system shall be flushed thoroughly with the operating medium before the engine plant is put into operation. Pipes without filter in the circuit
- Pipes without filter in the circuit are the pipes in the following systems: - Water - Steam/condensate and thermal oil - Working air - Control air - Tank ventilation and sludge - Lube oil (upstream of filter and downstream of engine) - Fuel (upstream of filter and downstream of engine)
a) A precondition for omitting chemical cleaning of pipes without filter in the circuit is that the
pipe is clean inside and not rusted when it is visually inspected; standard parts (T-pieces) must have been used for outlets. In the case of outlets with threaded sockets, sleeves, etc., the required holes must have been drilled, then deburred (not burnt out) and the root run produced using the TIG procedure. Random checks of the condition of the inner pipe walls (particularly the weld seams) shall be made before final sealing and filling of the pipes.
b) If the preconditions of a.) are not met, the pipes shall be cleaned chemically before final
assembly (except water, tank ventilation and sludge) Pipes downstream of the filter and upstream of the engine Pipes downstream of the filter and upstream of the engine in the lube oil and fuel system must be chemically cleaned. These pipes must be divided so that the respective individual sections can be viewed completely and can be mechanically cleaned. The condition of the inside pipes must be checked visually immediately before they are sealed and filled to ensure that they are in perfect condition. Otherwise they must not be assembled. If stainless steel pipes are used in this area, it is possible to dispense with complete chemical cleaning subject to observance of the following boundary conditions:

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 58 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
- Pipes are bright inside and show no signs of corrosion. - No tools intended for black steel must be used on the stainless steel pipes. - Weld seams must be produced using the TIG procedure. No longer accessible interior seams must
be protected with forming gas during welding. - Non-formed weld seams must be treated with approved pickling/passivating procedures or existing
oxide layers must be removed with stainless steel brushes. Starting air pipes The starting air pipe does not have a filter. Since scale cannot be completely avoided during welding (also TIG welding), there are two methods which can be used for cleaning the starting air pipes and their connecting pipes:
c) Acid cleaning after welding d) The weld seams must be mechanically cleaned inside. The flanges must be positioned in
the pipes so that it is possible to see into the complete pipe and so that each weld can be mechanically cleaned.
The filling lines to the starting air bottles are
a) connected with Ermeto coupling – without strainer before the starting air bottle b) welded – with strainer before the starting air bottle
4.31 Mechanical cleaning (general) Scale and welding beads at the welding locations must be carefully removed. Individual pipe pieces must be knocked with a hammer and blown through with compressed air at the same time if possible, so that even the smallest residue (e.g. sand filled in the pipes for warm bending) is removed. All pipe connections must be sealed until assembly. If there is a long period between cleaning and installation (replacement pipe), the pipes shall be preserved and sealed at the ends. Sealing plugs or caps made of plastic in conspicuous colours are best used for this task as they cannot be overseen. An exception to this applies in the case of the starting air pipes (30 bar), as these must not be preserved with anti-corrosion oils due to the risk of explosion. Other suitable preservation measures must be taken. A further possibility is to clean the pipes only shortly before engine commissioning. All other pipes shall be subjected to a visual inspection before use and all signs of rust removed. Shut-off and control elements and other devices in the individual systems shall be installed only after cleaning. Only completely dry, fine-grain sand may be used for pipes which are filled with sand for warm bending. There is a risk of accident as a result of steam formation in the case of damp sand.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 59 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.32 Chemical cleaning An acid bath is required for pipes which are to be cleaned chemically. Acid bath preparation If possible, the pickling tank should be set up outside, since the acid is aggressive and attacks objects. If the acid treatment is performed in a closed room, then there must be sufficient air ventilation with an extraction system. It must be ensured that the pickling tank has sufficient resistance to the pickling bath. The applicable work safety regulations and environmental regulations shall be observed. Minimum safety measures
• Use acid-proof suits, rubber boots, rubber gloves and protective goggles. • Have a connected water hose ready. • Avoid naked flames and lights. • Observe environmental safety regulations for working with acid.
Hydrochloric acid bath Steel pipes must be treated in a hydrochloric acid or sulphuric acid bath. Hydrochloric acid (HCI) is available commercially with a concentration of approx. 30 % and less than 0.1 % arsenic. Mixture ratio for bath: HCI : H2O = 1:3 a 1:4. Caution! Pour acid into water and not the other way round! The bath temperature should not be below 20°C and also not considerably above this temperature. The treatment duration is 1-1.5 hours depending on the concentration and condition of the bath. A longer duration is necessary as the bath ages. The pipe sections must be laid down in the bath or stood in the bath vertically and filled with acid. After the acid treatment, the pipes must be rinsed well with water, hosed out and placed in the neutralisation bath or filled with neutralisation solution. Note: In the case of pipes with taper-cut threads, make sure that the thread points are not
attacked (reduce treatment duration correspondingly).
• Do not place any hot sections in the acid bath. • Do not place any copper pipes in the hydrochloric bath if it is intended to treat steel
pipes again subsequently. As a result of the reaction of the copper (Cu) with the diluted hydrochloric acid (HCI), the dissociated salt copper chloride (CuCl2) is formed in the aqueous solution. If an iron pipe is then placed in the acid, the base iron oxidises by releasing its positive unit charges, so that the iron ions dissolve while the metallic copper is deposited. The iron or steel pipe is then coated with a copper layer which does not adhere intensively.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 60 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Sulphuric acid bath (copper pipes) Copper pipes must be treated in a sulphuric acid bath. Sulphuric acid (H2SO4) is commercially available with a concentration of 60 % and can be transported in closed iron containers. Sulphuric acid attacks iron and copper only in conjunction with water, and practically not at all in concentrated form. Mixture ratio for bath: H2SO4 : Ro = R1_
+ R2 + R3 + R4
Caution! Pour acid into water and not the other way round! The prepared acid bath should be left for 24 hours before use. The treatment duration is ¼ hour at the start for copper pipes and correspondingly longer as the acid bath ages. After removing the pipes from the bath, they must be rinsed well with water and dried with a mild flame. The copper pipes can be scoured with sand in order to obtain a bright surface. The cleaning speed can be increased in exceptional cases by heating the acid bath or the pipes. Neutralisation bath Steel pipes must be placed in a neutralisation bath after acid treatment and after rinsing thoroughly with water. This neutralises all acid residue from the fine pores of the surface as well and makes the surface less susceptible to corrosion. However, the effect of the phosphate coating is not unlimited. Normally, a trisodium phosphate bath is used. Mixture ratio for bath: Na3Po4 : Ro = R1_
+ R2 + R3 + R4 The bath temperature should be between 60 and 80 °C, whereby steam is normally used for heating. The vapours produced must be able to escape safely. Tongs must be used for placing pipes in the bath and removing them because gloves will be destroyed by the heat. After treatment, the pipes must be dried and the lye in the pipes must be evaporated quickly, possibly by warming with a burner. A neutralisation bath (phosphating) is not absolutely essential for copper pipes, but is recommended to prevent formation of verdigris if the pipes are to be stored for a long time. Flushing Before flushing, all systems must be checked for foreign objects (tools, cleaning rags, caps, blank disks,..) and any objects found removed. The following accessories will be provided by MAN B&W:
• Lube oil system: Running-in filter with insert, installed on engine • Fuel oil system: Flushing filter, loose • Water systems: Strainer inserts, mesh spacing, 1.0 mm; loose
The following order must be observed for the flushing operations:
1. Engine cooling water system 2. Lube oil system 3. all other systems

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 61 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
The installed service pumps are used for the flushing operation. The pumps must be commissioned properly before they are started up (check direction of rotation!). The manufacturer's instructions and the MAN document D36 5688 must be observed for this purpose. Flushing the systems Lube oil Experience shows that it is not possible to remove all assembly dirt without flushing, even in the case of careful handling. The lube oil system must therefore be flushed thoroughly before a new engine is put into operation. The lube oil service tank must be checked before flushing to ensure that it is clean, and the tank must be cleaned manually if necessary. Flushing oil The original fresh oil is used for flushing; this must then be carefully cleaned by means of filters during and after flushing. The system must be heated so that a viscosity of <70mm²/s = cSt (<9E) is reached. Flushing operation The flushing operation is divided into individual phases which are designed so that first only the pipe system outside the engine is flushed and only then the overall system with all engine bearings. First flushing phase The following work steps are required for the first flushing phase:
• Blank off the lube oil entry at the engine. • The automatic filter elements must be removed for flushing. Flushing takes place via the indicator
filter • Route a provisional pipe from the pressure pipe upstream of the engine to the oil drain pipe (base
plate). If a rubber hose is used, fix this securely inside the oil pan. Route the pipe so that it cannot be damaged or torn off when the engine turns.
• Heat the cooling water and flushing oil to approx. 40 °C (oil viscosity < 70mm²/s, or 70 cSt or <9E). If the cooling water cannot be heated, the flushing oil must also not be heated, since otherwise condensation will form on the colder components.
• Force the flushing oil through the system, making sure that it also flows through all reserve assemblies such as standby pump, cooler, etc. through which oil also flows at times.
• Tap oil-carrying pipes during flushing, particularly in the area of weld seams. • Allow the lube oil separator to run as well if possible. • Observe the differential pressure of the indicator filter continuously and carefully. The filter elements
must be cleaned if the differential pressure reaches the maximum value. • Flushing must be continued until there is no longer any recognisable filter soiling, but for at least
24 hours. Second flushing phase The following work steps are required for the second flushing phase:
• Remove provisional pipes and restore original engine installation • Insert filter element rods in the automatic filters • Make sure that the filter elements are installed in the running-in filter

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 62 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
• Close off the oil supply to the turbocharger with a blank disk • After the first flushing phase, flush the engine as well, but blank off the oil supply bores to the
engine bearings. • Heat the cooling water to approx. 40 °C (see first flushing phase). • Observe the increase in differential pressure and flushing interval of the automatic filter and
monitor the differential pressure at the running-in filter. In the event of an increase in pressure, shut down the system and clean the filters.
• The second flushing phase must also be continued until there is no longer any recognisable filter soiling but for a minimum of 24 hours.
Third flushing phase The following work steps are required for the third flushing phase:
• The blank plates on the turbocharger must be removed. • Flush the system and engine with bearings, turning the engine at intervals of approx.
30 minutes with the electrical turning gear. • The 3rd flushing phase can normally be ended after 3-4 hours. A precondition for this is that
there is no longer any large increase in differential pressure (i.e. no significant contamination) in the filters within a short period.
• The flushing operation must take place in the presence of a MAN fitter/engineer, the Client and, if wished by the Client, an acceptance officer. The three parties must agree on termination of flushing at the last filter inspection.
Note: Make sure that no cleaning rags or tools are left in the oil chambers.
Fuel system The pipes between the flushing filter to be installed directly upstream of the engine and the engine intake are subject to the same regulations as the above-described lube oil pipes. The ring pipe systems for diesel and heavy fuel oil and the main fuel system must also be flushed in two steps in order to be able to remove all assembly dirt from the pipes. Gas oil or diesel oil must be used for this purpose. First flushing operation The whole pipe system is flushed via the corresponding filters in this operation. The automatic filter and the viscosity control system must be bypassed by means of their bypass pipes. The engine must be excluded from the flushing circuit. The oil flow is returned to the service tank for heavy fuel oil via the flushing pipe by switching the 3-way cock upstream of the mixing tank. The tank must not yet contain any heavy fuel oil for this purpose. In this case, the three-way cock for fuel selection can be switched to supply from this tank after filling the system with diesel oil and gas oil and return of a sufficient oil quantity to the service tank. Diesel or gas oil is then pumped round the whole system. The flushing operation must be performed as described in the section on “Lube oil”.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 63 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Second flushing operation This flushing operation must be performed under the supervision of MBD personnel. The overall system is flushed here, including the automatic filter and viscosity control system. The flushing operation must be continued until only small differential pressures build up in the filters. After completion of flushing, all filter elements must be cleaned and checked for any damage. The engine must then be connected to the fuel circuit. Emptying and cleaning of system parts The end preheater, filter chamber and mixing tank must be de-sludged through their drain pipes. Cooling water system Before the engine and injection valve cooling system is put into operation, it must be ensured that the surfaces which come into contact with the cooling water are free of rust and other deposits. If signs of rust are found, the system must be cleaned in accordance with work cards D36 5600/000.08-1 and D36 5600/000.16-1. Before the engine is put into operation, the cooling water system must be flushed with fresh water after installation of the supplied flushing strainers. A cleaning agent must be added to the water so that all residue of the preserving agent can be removed. The table below lists some of the suitable agents in alphabetical order. Cleaning agents from other manufacturers can be used if they have similar properties. The system must be flushed again with untreated fresh water after cleaning.
Manufacturer Product Concentration Duration of cleaning/Temperature
Drew HDE-777 2 – 5% 4 h at 50 – 60 °C
Unitor Seaclean 0.5% 4 h at 50 – 60 °C 1)
Vecom Ultrasonic Multi Cleaner 4% 12 h at 50 – 60 °C
Table 5 Cleaning agents for removal of oily residue 1) Also suitable for short-time engine operation Provisional installation of dirt traps is essential to filter out coarse dirt particles. The mesh size must be ≤ 1 mm for the high and low temperature systems. The smallest gap in the injection valve is 0.5 mm. Provisional installation of a dirt trap with a mesh size of ≤ 0.4 mm is necessary for flushing the cooling water system of the injection valves in order to prevent dirt deposits here and thus avoid reduced heat dissipation. Water is prevented from escaping by installing two gate valves in each case when cleaning and removing the dirt traps. After flushing, the fresh water must be prepared in accordance with the quality requirements for cooling water D36 5600 / 1.41-1.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 64 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Pressure air system The whole system must be cleaned carefully before the engine is put into operation. All pressure and control pipes must be free from slag, scale and rust on the inside. For this purpose, the pipe must be disconnected from the main starting valve and the exposed engine intake closed off. The control air pipe upstream of the engine must also be removed. The air pipes are cleaned by blowing through 3 to 4 times with the air of the starting tanks compressed to 30 bar. Ear protection must be worn when cleaning the pressure air system, and the area to be cleaned must be cordoned off to prevent access by other persons. All national regulations and standards, particularly those relating to work safety, shall be observed (e.g. accident prevention regulations, etc.). All dismantled pipes must be connected again after cleaning.
4.33 Dowel work Dowels are permitted only for fixing components and do not serve the purpose of absorbing loads. The dowels in accordance with the component supplier specifications or deliveries must be used. Refer to the planning documents for the location of the dowel holes. The dowel holes must be produced only with hammer drills and normal drills. It is not permitted to cut through the reinforcement. The following conditions must be observed correspondingly in the case of dowel anchors:
- Axis spacing - Edge spacing - Component thickness - Minimum spacing - Drill hole diameter - Drill hole depth
4.34 Insulation If the insulating material should be supplied by MBD, refer to the manufacturer’s specifications and the instructions provided for the supplied material. Guidelines in accordance with the insulating instructions can be used as reference for general realisation of the insulation.
4.35 Touch protection Before the end of the assembly, a plant inspection tour must be performed together with the Client. During this inspection, it must be defined at which easily accessible locations touch guards must be fitted. 60 °C is usually recognised as the maximum permissible surface temperature. A simple perforated plate or insulating material or similar can be used for touch protection. The realisation and type of protection shall be agreed between the Contractor and Client corresponding to the local circumstances or in accordance with the contractual conditions.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 65 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.36 Cleanliness of the construction site/waste disposal The Contractor is obliged to keep his assembly areas, stores and accommodation in an orderly and clean condition. The construction site shall be tidied up at least weekly. The Contractor shall dispose of the waste produced from his scope of performance properly, in accordance with the legal regulations and at his own cost. Suitable receptacles such as containers, barrels, skips etc. shall be provided by the Contractor at his own cost. After completion of individual rooms of building sections, these must be cleaned and swept. MBD reserves the right to use cleaning companies and charge the costs to the Contractor if the construction site is not kept clean. Burning of waste on the construction site is prohibited!
4.37 Marking of fittings and pipes etc. Fittings, pipes and measuring points shall be marked in accordance with the specifications of the planning documents:
- Pipes shall be marked with self-adhesive, coloured tapes with direction arrows. - Fitting number - Module number.
The signs will be supplied by MBD. The signs shall be attached by the Contractor in agreement with the Client. German designation Designation Abschnitt
Section Blatt Sheet
Allgemein General
Kennzeichnungsvorschrift Marking Instruction 1 1 - 4
Kurzzeichen für Zubehör Code for Accessories 2 1 - 10
Symbolliste I List of Symbols I 3 1 - 8
Symbolliste II List of Symbols II 4 1 - 8
Mediumab- und unabhängige Schlüsselnummern
Medium and Medium-Related Code Numbers
5 1 - 5
Table 6: Marking of fittings and pipes

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 66 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 67 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 68 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 69 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 70 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Kurzzeichen für Zubehör / P&ID
Codes for Accessories / P&ID
Kennzeichn. Eqp. Code Benennung Designation
A Angetriebene Hauptmaschinen Driven Machines
A-001 Generator Alternator
AIR Belüftungssysteme Ventilation Systems
AIR-001 Ansaugschalldämpfer, Maschinenhausbelüftung
Intake Silencer, genset room ventilating system
AIR-002 Zuluftjalousie, Maschinenhausbelüftung Air-in louver, genset room ventilating
system
AIR-003 Abluftschalldämpfer, Maschinenhausbelüftung
Outlet-air silencer, genset room ventilating system
AIR-004 Dachlüfter, Maschinenhausbelüftung Roof vent, genset room ventilating
system
AIR-005 Zuluftschalldämpfer, Maschinenhausbelüftung
Inlet-air silencer, sludge container room
AIR-006 Abluftschalldämpfer mit Lüfter, Schlammbehälterraum
Outlet-air silencer, sludge container room
AIR-007 Zuluftschalldämpfer, Separatorraum Inlet-air silencer, separator room
AIR-008 Abluftschalldämpfer mit Lüfter, Separatorraum
Outlet-air silencer, separator room
AIR-009 Zuluftschalldämpfer, Betriebsbehälterraum
Inlet-air silencer, consumables container room
AIR-010 Abluftschalldämpfer mit Lüfter, Betriebsbehälterraum
Outlet-air silencer, separator room

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 71 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
AIR-011 Feststehende Wetterjalousie Louvre fixed
AIR-012 Sandrückhalteeinrichtung Sand retaining device
AIR-013 Jalousie für Umlauffilter Louvre for circulation-filter
AIR-014 Absauganlage Exhaust assembly
AIR-015 Fundamentbelüftung Foundation ventilation
AIR-016 Lufttrockner Air dryer
AIR-017 Maschinenhausbelüftungsanlage Genset room ventilation system
AIR-018 Schalldaempfer Absauganlage Suction unit silencer
AIR-019 Abluftjalousie, Maschinenhausbelüftung Outlet air louvre, genset room
ventilating system
B Verbrennung Incineration
B-001 Schlammverbrennung Sludge-incineration device
BL Turbolader, Geblaese, Ventilator Turbocharger, blower, fan
BL-001 Abgasturbolader Exhaust-gas turbocharger
BL-002 Ventilator zur Kugelregen-Reinigungsanlage
Fan for shot-blast cleaning system
BL-003 Abgaskessel-Reinigungsanlage Exhaust-gas boiler cleaning system
BL-004 Abgasgebläse- und Verbrennungseinheit
Exhaust-gas boiler incinerator unit
BL-005 Hilfsluftgebläse für Ladeluft Auxiliary blower for charge air
BL-006 Abgassystem Spuelgeblaese Exhaust gas system venting fan
BL-020 Power Turbine Power turbine unit
C Kompressoren Compressors
C-001 Kompressor mit Elektromotor Compressor with electric motor
C-002 Kompressor mit Dieselmotor Compressor with diesel engine
C-003 Kompressor / Arbeitsluft Compressor / working air
C-004 Gaskompressor Gas compressor
C-005 Kompressor / Steuerluft Compressor / control air

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 72 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
CK Dreiwegehahn, manuell betätigt Three-way-cock, manually operated
CK-001 Dreiwegehahn, Umschaltung MDO-Rücklauf vom Motor zwischen den Tagestanks
Three-way-cock, switching of the MDO return pipes between the service tanks
CK-002 Dreiwegehahn, Umschaltung von MDO auf HFO
Three-way-cock, switching between MDO and HFO
CK-003 Dreiwegehahn, Umschaltung zum MDO- Kühler
Three-way-cock, switching to MDO-cooler
CK-004 Umschaltvorrichtung, Rücklaufleitung Change over device, return line
CK-005 Umschaltvorrichtung, Hilfsdiesel Change over device, Aux. Engine
CF Zentrifugen Centrifuges
CF-001 Schmieröl-Separator Lube-oil separator
CF-002 Schweröl-Separator Heavy fuel-oil separator
CF-003 Dieselöl-Separator Diesel fuel-oil separator
CF-004 Schlamm-Separator Sludge centrifuge unit
CF-005 Fahrbarer Separator Module separator unit
CF-006 Öl / Wasser separator Oily water separating unit
CF-007 Freistrahlzentrifuge Free jet centrifugal pump
CP Überwachung Control panel
CP-001 Steuer- und Überwachungsschrank,Motor
Switchgear and monitoring system, engine
CP-002 Steuer- und Überwachungsschrank für allgemeine Hilfsgeräte
Switchgear and monitoring system auxiliary equipment
CP-003 Steuer- und Überwachungsschrank, Schmierölseparator
Switchgear and monitoring system, lube-oil separator
CP-004 Steuer- und Überwachungsschrank, Schwerölseparator
Switchgear and monitoring system, heavy-oil separator
CP-005 Fahrstand Motor Engine control panel

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 73 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
CP-006 Steuer- und Ueberwachungsschrank, Generator
Switchgear and monitoring system, alternator
CP-007 Steuer- und Ueberwachungsschrank, Radiator
Switchgear and monitoring system, radiator
CP-008 Mittelspannungsanlage Mean voltage system
CP-009 Hochspannungsanlage High voltage system
CP-010 MCC fuer Hilfsbetriebe / Niederspannungsanlage
Low voltage system
CP-011 Steuer- und Überwachungsschrank für Power Turbine
Switchgear and monitoring systempower turbine
CP-012 Schaltschrank, Hilfseinrichtungen Switch gear cabinet, auxiliary
equipment
CU Strom Current
CU-001 Erdung Earthing
CU-002 Batterieladegeraet Battery charger
CU-003 24 VDC Batterieanlage 24 VDC battery rack
CU-004 125 VDC Batterieanlage 125 VDC battery rack
CU-005 Eigenbedarfstrafo Auxiliary transformer
CU-006 Hochspannungstrafo Step up transformer
D Diesel-Aggregate Diesel generator sets
D-001 Dieselmotor Diesel-engine
D-002 Diesel Notstromaggregat Black start unit
D-003 Hilfsdiesel Auxiliary engine
F Fundamentierung Foundation
F-001 Fundamentleiste Foundation girders
F-002 Federisolatoren Resilent insulators
F-003 Viskosedaempfer Viscose dampers

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 74 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
FBV Strangregulierventil Flow balancing valve
FBV-010 Strangregulierventil fuer Mehrmotorenkraftstoffsysteme, Installation an Motoraustritt
Flow balancing valve for multi engine fuel systems, installation at engine outlet
FBV-011 Strangregulierventil fuer Mehrmotorenkraftstoffsysteme, Installation im Wartungsbypass
Flow balancing valve for multi engine fuel systems, installation in maintenance bypass
FBV-020 Strangregulierventil fuer Kuehlwassersysteme
Flow balancing valve for cooling water systems
FIL Filter Filters
FIL-001 Schmieröl-Automatikfilter / Hauptfilter Lube-oil automatic filter
FIL-002 Schmieröl-Doppelfilter Lube-oil duplex filter
FIL-003 Kraftstoff Automatikfilter Fuel oil automatic filter
FIL-004 Schmierölvorfilter Lube-oil prefilter
FIL-005 Dieselöldoppelfilter (supply) Diesel-oil duplex filter
FIL-006 Schweröldoppelfilter (supply) HFO duplex-filter
FIL-007 Ansaugluftfilter Intake-air filter
FIL-008 Rohwasserfilter Raw-water filter
FIL-009 Zylinder-Schmieroelfilter Cylinder lube oil filter
FIL-010 Zuluftfilter, Maschinenhaus Air-filter, genset room ventilating system
FIL-011 Dieselölfilter Diesel-fuel filter
FIL-012 Leckölfilter Leakage-oil filter
FIL-013 Kraftstoffindikatorfilter Fuel duplex filter
FIL-014 Schweröl-Doppelfilter (Lagerung) HFO duplex-filter
FIL-015 Schlammseparator Doppelfilter Sludge-separator duplex-filter
FIL-016 Doppelfilter Duplex-filter
FIL-017 Wasserfilter Water filter
FIL-018 Schwefelwaschanlage De-sulphurisation plant

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 75 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
FIL-019 Seewasserfilter Sea water filter
FIL-020 Frischwasserfilter KWE Fresh water filter FWE
FIL-021 Schmutzfänger, Kühlwassersystem, für Inbetriebnahme
Strainer, cooling water system, for com-missioning
FIL-022 Schmieröleinfahrfilter Lube oil run in filter
FIL-023 SCR Katalysator SCR catalytic converter
FIL-024 ESP Partikelabscheider ESP particle precipator
FIL-025 Oxidationskatalysator Oxidation catalytic converter
FIL-026 Gas-Filter Gas filter
FIL-027 Feinfilter Schmierölreinigung Fine filter lube oil cleaning
FM Homogenisator Fuel mill
FM-001 Homogenisator KWE Fuel mill FWE
FSH Kontrollbehälter für Leckage Leakage monitoring tank
FSH-001 Leckkraftstoff Kontrollbehälter Leakage fuel oil monitoring tank
FSH-002 Kondenswasser Kontrollbehälter Condensate water monitoring tank
FQ Durchflussmengen-Messgeräte Flow quantity measuring instruments
FQ-001 Ovalradzähler für Schmierölnachfüllung Flowmeter lube oil filling
FQ-002 Ovalradzähler für Zylinderschmierung Flowmeter cylinder-lube-oil
FQ-003 Ovalradzähler für Kraftstoff Flowmeter fuel oil
FQ-004 Ovalradzähler für Schwerölnachfüllung Flowmeter HFO-filling
FQ-005 Ovalradzähler für Dieseloelnachfüllung Flowmeter diesel-oil-filling
FQ-006 Wärmezähler Heatmeter
FQ-007 Gaszähler Gasmeter
FQ-008 Durchflussmesser Schmierölvorratsbehälter
Flowmeter lube-oil storage tank
FQ-009 Durchflussmesser Schwerölvorratsbehälter
Flowmeter HFO-storage tank

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 76 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
FQ-010 Durchflussmesser fuer Wasser Flowmeter for water
FQE Messwertaufnehmer Durchflussmenge Sensor flow quantity
FQE-001 Messung Wassergehalt KWE Measuring water content FWE
FV Spülventil Flushing valve
FV-001 KWE-Spülventil FWE flushing valve
FV-002 Gas-Entlueftungsventil mit Antrieb Gas venting valve with actuator
FV-003 Gas Entlueftungsventil, manuell Gas venting valve, manual
GR Antriebe Prime mover
GR-001 Schwungrad Flywheel
GR-002 Törngetriebe Turning gear
GR-003 Kupplung Coupling
H Heizgeräte Heater
H-001 Motorkühlwasservorwärmer Engine cooling water-preheater
H-002 Schmierölvorwärmung Separierung Lube-oil preheater separator
H-003 Einsteckheizregister für Schwerölbetriebsbehälter
Insert heater HFO day-tank
H-004 Endvorwärmer für Schweröl Final heater HFO
H-005 Einsteckheizregister für Düsenkühlwasser
Insert heater nozzle cooling water
H-006 Kraftstoffvorwärmer Fuel-oil preheater
H-007 Einsteckheizregister Schwerölvorratsbehälter
Insert heater HFO storage-tank
H-008 Schwerölvorwärmer, Separierung HFO preheater, separator
H-009 Einsteckheizregister, Schlammbehälter Insert heater, sludge tank
H-010 Bodenheizschlange HFO-Vorratsbehälter
Heating coil HFO storage tank
H-011 Ansaugluftvorwärmer Intake-air preheater

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 77 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
H-012 Heizschlange für Leckölbehälter (Kraftstoffteil)
Heating coil for leakage-oil tank (fuel)
H-013 Bodenheizschlange fuer Kraftstoffbetriebsbehälter
Heating-coil fuel-oil day-tank
H-014 Bodenheizschlange für Schwerölschlammtank
Heating-coil HFO sludge-tank
H-015 Einsteckheizregister für Leckölbehälter (Kraftstoffteil)
Insert heater leak oil tank (fuel)
H-016 Einsteckheizregister, Schlammtank Insert heater, HFO sludge tank
H-017 Vorwärmer Preheater
H-018 Vorwärmer Schlammseparator Sludge separator preheater
H-019 Vorwärmer Dieseloelseparator Diesel oil separator preheater
H-020 Wasservorwärmer Water preheater
H-021 Raumluftvorwärmer Room air preheater
H-022 Bodenheizschlange Schmieröl-Vorratstank
Heating-coil LO storage tank
H-023 Bodenheizschlange Altölbehälter Heating-coil used oil tank
H-024 Bodenheizschlange Schmieröl-Ablassbehälter
Heating-coil LO maitenance tank
H-025 Schmieröl-Vorwärmer LO preheater
H-026 Dieselöl-Vorwärmer DO preheater
H-027 Vorwärmer für Hilfsdiesel Preheater for aux. engine
H-028 Vorwärmer Wasserdosiereinheit KWE Preheater water dosing unit FWE
H-029 Hilfsdampfkessel Aux. boiler
H-071 Heizschlange für Leckölbehälter (Kraftstoffteil)
Heating-coil for leakage oil tank (fuel)
HE Kühlung Cooling
HE-001 Ladeluftkühler Charge air cooler
HE-002 Schmierölkühler Lube oil cooler
HE-003 Motorkühlwasserkühler Engine cooling water cooler
HE-004 Kühlturm Cooling tower

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 78 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
HE-005 Düsenkühlwasserkühler Nozzle cooling water cooler
HE-006 Abgaskessel Exhaust gas boiler
HE-007 Gasöl- / Dieselölkühler Gas oil / diesel oil cooler
HE-008 Ladeluftkühler (Stufe 2) Charge air cooler (Stage 2)
HE-009 Überproduktionskühler Dump cooler
HE-010 Ladeluftkühler (Stufe 1) Charge air cooler (Stage 1)
HE-011 Probeentnahmekühler Sample cooler
HE-012 Generatorlager-Kühler Alternator bearing cooler
HE-013 Notkühler für Wärmenutzung Emergency cooler
HE-014 Wärmetauscher für Wärmenutzung (Schmieröl)
Heat-exchanger for heat recovery (lube oil)
HE-015 Speisewasservorwärmung Feed water preheater
HE-016 Schmierölkühlwasserkühler Lube oil cooling water cooler
HE-017 Ablaufwasserkühler Run down water cooler
HE-018 Kondensatkühler Dampfturbine Steam turbine condensate cooler
HE-019 Zentralkühler Central cooler
HE-020 Seewasserkühler Sea water cooler
HE-021 Verstellpropeller Kühler CPP cooler
HE-022 Kühler für Drehzahlregleröl Cooler for governoroil
HE-023 Getriebe Schmierölkühler Gearbox lube oil cooler
HE-024 Kühler für NT-Kühlwasser Cooler for LT-cooling water
HE-025 Kühler für Zirkulation im Kraftstoffzubringerteil
Cooler for circulation fuel oil feeding part
HE-026 Frischwassererzeuger Fresh water generator
HE-027 Schmierölkühler Hilfsdiesel Lube oil cooler aux. Engine
HE-028 Wrasendampfkühler Vapor cooler
HE-029 Generatorkuehlwasserkuehler Alternator cooling water cooler
HE-030 Ladeluftkuehlwasserkuehler Charge air cooling water cooler
HE-031 Kraftstoffkuehlwasserkuehler Fuel oil cooling water cooler

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 79 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
HE-032 Wärmetauscher für Wärmenutzung (Motorkühlwasser)
Heat-exchanger for heat recovery (engine cooling water)
HI Isolierungen Insulatings
HI-001 Isolierung, Schwerölleitung Insulating, HFO-pipes
HI-002 Isolierung, Schwerölleitung Insulating, HFO-pipes
HI-003 Isolierung, Ansaugluftleitungen Insulating, intake-air-pipes
HI-004 Isolierung, Abgasleitungen Insulating, exhaust-pipes
ICV Dosierventil Dosingvalve
ICV-001 Wasserdosierventil KWE Water dosing valve FWE
LC Schmieroelueberwachung Lube-oil control
LC-001 Schmierölstandsregler Lube-oil controller
LC-002 Überwachungsbehälter Control-tank
LOV Schwimmerbetätigtes Ventil Float operated valve
LOV-001 Füllventil im Schmieröl Nachlaufbehälter
Overflow in the lub oil run down tank
M Ventil Valve
M-019 Ventil für Motorstartverblockung Valve for engine interlocking device
MOD Module Modules
MOD-001 Aggregat DG set
MOD-002 Motorkühlwassermodul Engine cooling water module
MOD-003 Hilfsbetriebe-Modul Auxiliary module
MOD-004 Vorwärmaggregat Preheating unit
MOD-005 Düsenkühlwassermodul Nozzle cooling water module
MOD-006 Schmierölmodul Lube-oil module
MOD-007 Schmierölseparatormodul Lube-oil separation module

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 80 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
MOD-008 Kraftstoffmodul Fuel oil module
MOD-009 Kraftstofffiltermodul Fuel oil filter module
MOD-010 Schwerölseparatormodul HFO-separation module
MOD-011 Lecköl- / Schlammodul Leak-oil / sludge module
MOD-012 Arbeitsluft-Kompressormodul Working air compressor module
MOD-013 Speisewassermodul Feed water module
MOD-014 Kondensatsammelmodul Condensate collecting module
MOD-015 Dieselölentlademodul Diesel oil unloading module
MOD-016 Schwerölentlademodul HFO unloading module
MOD-017 Schmierölentlademodul Lube-oil unloading module
MOD-018 Schwerölfüllpumpenmodul HFO-Filling pump module
MOD-019 Wassermodul Water module
MOD-020 Ladeluftkühlwassermodul Charge air cooling water module
MOD-021 Druckluftreduzierstation Pressure air reducting module
MOD-022 Kompressormodul Compressor module
MOD-023 Verteilerpumpenmodul (Wärmeträger) Discharge pump module (heating)
MOD-024 Dieselöl-Ringleitungsmodul DO ring-pipe module
MOD-025 Schweröl-Ringleitungsmodul HFO ring-pipe module
MOD-026 Wärmeträger-Pumpenmodul Heating pump module
MOD-027 Entschwefelungsanlage Scrubber module
MOD-028 Vorwärmmodul Preheater module
MOD-029 Schlammseparatormodul Sludge separation module
MOD-030 Schmierölpumpenmodul L.O. pump module
MOD-031 Service-Schmierölpumpenmodul L.O. maintenance pump module
MOD-032 Wasser-Pumpenmodul (Versorgung) Water pump module
MOD-033 Dieselöl-Separier-Modul Diesel oil separator-module
MOD-034 HFO-Modul für KWE HFO module for FWE
MOD-035 Wasser Dosiermodul KWE Water injection module FWE
MOD-036 Chemikaliendosiermodul Chemical dosing unit

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 81 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
MOD-037 Speisepumpenmodul Feeder pump module
MOD-038 Schlammmodul (Dampf) Blow down module (steam)
MOD-039 Abgaskesselmodul Exhaust gas boiler module
MOD-040 Ausdampftrommelmodul Steam down module
MOD-041 Heißwasserpumpenmodul Hot water pump module
MOD-042 Schlammpumpenmodul Sludge pump module
MOD-043 Hilfskesselmodul Auxiliary boiler module
MOD-044 Pumpenmodul Schlammseparator Pump module sludge separator
MOD-045 Vorwärmmodul Schlammseparator Preheating module sludge separator
MOD-046 Überschussdampfkühlermodul Dump condenser module
MOD-047 Schlammentwässerungsmodul Sludge press filter module
MOD-048 Radiatorkühler Modul Radiator cooler module
MOD-049 Ansaugluftmodul Suction air module
MOD-050 Schweröl und Dieselöldruckreguliereinheit
HFO and MDO pressure control unit
MOD-051 Komponenten Traegermodul Frame auxiliary box (FAB)
MOD-052 Gas-Regelstreckenunit Gas pressure regulating unit
MON Ueberwachung Monitoring
MON-001 SCADA SCADA
MOV Motorgetriebener Temp. Regler Temp. control valves, motor driven
MOV-001 Schmieröl Temperaturregelventil Lube-oil temperature control valve
MOV-002 Motorkühlwasser Temperaturregelventil Engine-cooling water temperature
control valve
MOV-003 Chatco, Ladeluft Temperaturregelventil Chatco, charge air temperature control
valve
MOV-004 Ladeluftkühlwasser Temperaturregelventil
Charge air cooling water temperature control valve
MOV-005 Umschaltventil, Diesel-/Schwerölbetrieb Switch-over valve, diesel fuel / HFO

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 82 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
MOV-006 Motorgesteuerte Abgasklappe vor Kessel
Motor-driven exhaust-gas flap before boiler
MOV-007 Motorgesteuerte Abgasklappe nach Kessel
Motor-driven exhaust-gas flap after boiler
MOV-008 Motorgesteuerte Abgasklappe im Bypass
Motor-driven exhaust-gas flap in bypass
MOV-009 Kondensattemperaturregler Condensate temperature controller
MOV-010 Temperaturregelventil für Schwerölendvorwärmer
Temperature control valve for HFO-preheater
MOV-011 Rezirkulationsventil HFO-Modul Recirculation valve HFO-module
MOV-012 Motorbetriebenes Umschaltventil zum Dieselölkühler
Motordriven switch-over valve to diesel oil cooler
MOV-013 Temperaturregelventil Heißwasserkreislauf (>100°C)
Temperature regulating valve hot water (>100°C)
MOV-014 Temperaturregelventil für Notkreislauf Temperature control valve for
emergency cooler
MOV-015 Temperaturregelventil für Heizkreislauf Temperature control valve for heating
circuit
MOV-016 NT-Motorkühlwasser Temperaturregelventil
L.T. engine-cooling water temperature control valve
MSV Anlassventil Starting valve
MSV-001 Hauptanlassventil Main starting valve
NRF Rückschlagklappe Non return flap
NRF-001 Rückschlagklappe nach der angebauten Schmierölpumpe
Non return flap after attached lube oil pump
NRV Rückschlagventil Non return valve
NRV-002 Rückschlagventil nach Schmierölnach-laufbehälter
Non return valve after lube oil run down tank
NRV-004 Sicherheitsventil im Druckluftsystem, Trennung der Steuerluft bei Mehrmoto-renanlagen
Safety valve in pressure air system, separation of control air at multi engine plants

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 83 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
O Drosselblende Throttling orifice
O-001 Drosselblende im Kühlwassersystem nach Motor
Throttling orifice in cooling water system after engine
P Pumpen Pumps
P-001 Schmierölpumpe Lube-oil pump
P-002 Motor-Kühlwasser-Pumpe Engine cooling-water pump
P-003 Druckerhöhungspumpe Booster pump
P-004 Rohwasser-Kreiselpumpe (NT-Kühlwasser)
Raw water pump (LT cooling water)
P-005 Düsenkühlwasserpumpe Nozzle cooling water pump
P-006 Dieselöl-Handfüllpumpe Diesel fuel hand-pump
P-007 Vorschmierpumpe (elektrisch) Pre-lubrication pump (electrical)
P-008 Dieselölförderpumpe Diesel-oil supply pump
P-009 Vorschmierpumpe (Hand) Pre-lubrication pump (hand)
P-010 Entleerpumpe Rückspülbehälter Drain pump back flushing tank
P-011 Schmierölseparator-Zubringerpumpe Lube-oil feed pump separator
P-012 Schmieröl-Füllpumpe Lube-oil filling pump
P-013 Schmieröl-Entleerpumpe für Altölbehälter
Drain-pump, used lube-oil
P-014 Schlammpumpe, Schmierölseparator Sludge-pump, lube-oil-separator
P-015 Zubringerpumpe, Schwerölseparator Feed pump, heavy oil separator
P-016 Handpumpe für Viskosimeter Hand pump, viscosimeter
P-017 Schlammpumpe, Schwerölseparator Sludge pump, HFO separator
P-018 Schweröl Förderpumpe HFO supply pump
P-019 Speisewasserpumpe Feed water pump
P-020 Heisswasser-Umlaufpumpe Boiler circulating pump
P-021 Schmieroelförderpumpe, Vorwärmung Lube oil supply pump, Preheating
P-022 Wärmeträgeröl-Umwälzpumpe Thermal-oil circulating pump

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 84 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
P-023 Entleerpumpe für Kraftstoffüberlauftank Discharge pump for overflow tank
P-024 Kühlwasserpumpe für Überschussdampferhitzer
Cooling-water pump for dump cooler
P-025 Ladeluftkühlwasserpumpe Charge air cooling water pump
P-026 Kondensat-Förderpumpe Condensate pump
P-027 Schweröl-Rezirkulationspumpe HFO-recirculating pump
P-028 Dieselölförderpumpe Diesel-fuel supply pump
P-029 Schlammpumpe Sludge pump
P-030 Transport-Entleerpumpe Mobile transfer pump
P-031 Füllpumpe, Wasser, elektr. Filling pump, water, electr.
P-032 Füllpumpe, Wasser, manuell Filling pump, water, manual
P-033 Heisswasserumwälzpumpe Hot water circulating pump
P-034 Druckerhöhungspumpe, Speisewasser Booster pump feedwater
P-035 Dosierpumpe Proportioning pump
P-036 Wasserversorgungspumpe Kühlturmbecken
Water-supply pump cooling tower basin
P-037 Vakuum-Pumpe Vacuum pump
P-038 Schweröl-Füllpumpe HFO filling pump
P-039 Druckerhöhungspumpe, Wasserversorgung
Booster pump, water supply
P-040 Kühlwasserpumpe (Dampf) Cooling-water pump (Steam)
P-041 Schlammumwälzpumpe Sludge circulating pump
P-042 Zubringerpumpe (Schlamm) Schlammverbrennung
Incinerator feed pump
P-043 Zubringerpumpe (Diesel) Schlammverbrennung
Incinerator diesel-oil feed pump
P-044 Zubringerpumpe Schlammseparator Sludge separator feed pump
P-045 Schlammpumpe Schlammseparator Sludge pump, sludge separator
P-046 Entleerungspumpe, Schlammtank Discharge pump sludge collecting tank
P-047 Umwälzpumpe, Vorwärmung Circulating pump, preheating
P-048 Schmutzwasserpumpe Dirty water pump

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 85 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
P-049 Hydraulikpumpe Hydraulic pump
P-050 Schlammpumpe Dieselöl Separator Sludge pump diesel-oil separator
P-051 Schmierölkühlwasserpumpe Lube oil cooling water pump
P-052 Schwerölwärmeverwertungspumpe HFO heat recovery pump
P-053 Dosierpumpe Proportioning pump
P-054 Entleerungspumpe Neutralisationstank Discharge pump neutralization tank
P-055 Feuerlöschpumpe Fire fighting pump
P-056 Altölentleerpumpe Used oil drainage pump
P-057 Dieselölfüllpumpe Diesel-oil filling pump
P-058 Schlammentleerungspumpe Sludge drainage pump
P-059 Schmierölfüllpumpe Lube-oil filling pump
P-060 Sumpfpumpe Sump pump
P-061 MKW Vorwärmpumpe ECW preheating pump
P-062 Seewasserpumpe Sea water pump
P-063 Wärmeträgeröl-Verteilerpumpe Thermal oil discharge pump
P-064 Zubringerpumpe Feed pump
P-065 Wasserdosierpumpe KWE Water dosing pump FWE
P-066 Entleerpumpe Schmierölwartungstank Drain pump lube oil maintenance tank
P-067 Entleerpumpe Entwaesserungstank Drain tank discharge pump
P-068 Entleerpumpe Schlammtrocknung Sludge dryer discharge pump
P-069 Generatorkuehlwasserpumpe Alternator cooling water pump
P-070 Nachkuehlpumpe (Motorkuehlwasser) After cooling water pump
P-071 Entleerpumpe Kraftstoffleckölbehälter Drain pump fuel oil tank
P-072 Entleerpumpe Schmierölschlammtank Drain pump lube oil sludge tank
P-073 Zubringerpumpe MDO Separator Supply pump MDO separator
P-074 Schmierölpumpe freistend Lube-oil pump electrical
P-075 Zylinder-Schmieroelpumpe Cylinder lube oil pump
P-076 Pumpe für NT-Kühlwasser Pump for L.T. cooling water
P-077 Schwerölzubringerpumpe KWE Heavy fuel oil supply pump FWE

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 86 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
P-078 Kraftstoffkuehlwasserpumpe Fuel oil cooling water pump
P-079 Rohwasser-Kreiselpumpe (HT-Kühlwasser)
Raw water pump (HT-cooling water)
P-080 Füll-/Entleerpumpe Wärmeträgeröl Filling / discharge pump thermal oil
P-081 HFO-Entladepumpe HFO unloading pump
P-082 DO-Entladepumpe DO unloading pump
P-083 LO-Entladepumpe LO unloading pump
PCV Druckregelgeräte Pressure control valves
PCV-001 Druckminderstation für Steuerluft Pressure reduction station control air
PCV-002 Druckminderstation für Arbeitsluft 10/6 bar
Pressure reduction station working air 10/6 bar
PCV-003 Druckminderstation fuer Zubehör Pressure reduction valve equipment
PCV-005 Dampfdruckregler Steam pressure regulator
PCV-006 Automatische Nachfülleinrichtung Automatic refill device
PCV-007 Absteuerventil, Schmierölsystem Spill valve, lube oil system
PCV-008 Druckhalteventil nach Motor, MDO-Betrieb, offenes System
Pressure retaining valve, MDO operation, open system
PCV-009 Druckbegrenzungsventil, HFO Zubrin-gersystem, nicht vorgesteuert
Pressure limiting valve, HFO feeder system, not precontrolled
PCV-010 Druckbegrenzungsventil, HFO Zubrin-gersystem, vorgesteuert
Pressure limiting valve, HFO feeder system, precontrolled
PCV-011 Absteuerung im Einmotorenbetrieb bei Mehrmotorenanlagen im Kraftstoff-System
Spill in single engine operation at multi engine plants in fuel oil system
PCV-012 Druckhalteventil nach Motor, HFO-Betrieb, Mehrmotorenanlage
Pressure retaining valve, HFO operation, multi engine plant
PCV-013 Druckregelventil für KWE Zubringersystem
Pressure regulating valve for FWE feeding system
PCV-014 Gasdruck-Regelventil mit externer Sollwertvorgabe und SAV-Funktion
Gas pressure-control valve with external set-point presetting and integrated safety shut off function

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 87 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
PLC Programmierbare Steuerung Programmable logical control
PLC-001 SACOS (Motorsteuerung) SACOS (engine control)
PLC-002 SCPLC (Hilfsbetriebesteuerung) SCPLC (auxiliary control)
POF Druckluftbetaetigte Absperrklappe Pressure air operated flap
POF-001 Absperrklappe der Verbindungsleitung LLK-Stufe 1 mit LLK-Stufe 2
Shut off flap of connection line charge air, cooler stage 1 to charge air cooler-stage 2
POF-002 Absperrklappe Zulauf LLK Stufe 2 Shut off flap inlet charge air cooler
stage 2
PR Sicherheitseinrichtungen Safety equipment
PR-001 Gitterrostabdeckung auf Kupplungsseite
Grate covering on free engine side
PR-002 Generator Schutzgeländer Alternator guard rail
PR-003 Motor-Galerie mit Treppe und Galerieträger
Motor gallery with stairs and girder
PR-004 Gitterrostabdeckung im Maschinenhaus Grate cover, power house
PR-010 Kühlergestell Cooler frame
PR-011 Kessel-Tragkonstruktion mit Wartungsbühne
Boiler supporting frame with maintenance gallery
PSV Druckbegrenzungsventil Pressure safety valve
PSV-004 Sicherheitsventil an der Saugseite der angebauten Pumpe, Schmierölsystem
Safety valve on suction side of attached pump, lube oil system
Q Detektoren Detectors
Q-001 Ölnebeldetektor Oil-mist detector
Q-002 Öleinbruchsmelder Oily water detector
Q-003 Gas-Detektor Gas detector
Q-004 Methanzahlsensor Methane number sensor

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 88 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
QSV Schnellschlussventile Quick action stop valve
QSV-001 Gas-Schnellschlussventil Gas quick action stop valve
SOV Magnetventile Solenoid valves
SOV-001 Schmierölnachfülleinrichtung Lube oil replenishing system
SOV-002 Not Kraftstoff Druckhaltung (Mischtank) Emergency fuel control EFC (mixing
tank)
ST Strukturen Structures
ST-001 Schornstein Exhaust stack
STR Schmutzfänger Strainer
STR-010 Schmutzfänger im Kraftstoffzubringerteil
Y-type strainer
SL Schalldämpfer Silencer
SL-001 Ansaugschalldämpfer Intake air silencer
SL-002 Abgasschalldämpfer Exhaust gas silencer
SL-003 Regenhaube Rain cover
T Behälter Vessels and tanks
T-001 Schmieröl-Betriebsbehälter Lube-oil service tank
T-002 Motorkühlwasser-Ausgleichsbehaelter Engine cooling water expansion tank
T-003 Dieselöltagestank Diesel-oil day tank
T-004 Ladeluftkühlwasser-Ausgleichsbehaelter
Charge air cooling water expansion tank
T-005 Düsenkühlwasser-Ausgleichsbehälter Nozzle cooling water expansion tank
T-006 Leckölbehälter Leakage oil tank
T-007 Anlassluftgefäß Starting air vessel
T-008 Kraftstoff-Pufferbehälter Fuel-oil dumper tank

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 89 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
T-009 Schlammbehälter, Schmierölseparator Separator sludge tank
T-010 Schweröl-Betriebsbehälter HFO day tank
T-011 Kraftstoff-Mischbehälter Fuel-oil mixing tank
T-012 Reinöl-Vorratsbehälter Clean-oil tank
T-013 Schmutzöl-Vorratsbehälter Used-oil tank
T-014 Standrohr Stand pipe
T-015 Dieselöl-Vorratsbehälter Diesel-oil storage tank
T-016 Schweröl-Vorratsbehälter HFO-storage tank
T-017 Wasservorratsbehälter, Frischwasser Water storage tank, fresh water
T-018 Druckluftbehälter für Jet-Assist Air vessel for jet assist
T-019 Schlammbehälter Sludge tank
T-020 Entgasungstopf Degassing tank
T-021 Schlammbehälter, Schwerölseparator Sludge tank for HFO-separator
T-022 Schweröl Tagestank HFO day tank
T-023 Kraftstoffüberlaufbehälter Overflow tank
T-024 Kondensat- und Speisewasserbehälter Feed water tank
T-025 Ausdampftrommel Evaporating drum
T-026 Steuerluftflasche Control air bottle
T-027 Schmierölwartungstank Lube oil maintenance tank
T-028 Sammelbehälter Wärmeträgeröl Collecting tank, thermal oil
T-029 Ausgleichsbehälter, Wärmeträgeröl Expansion tank, thermal oil
T-030 Ausgleichsbehälter, Zwischenkreislauf Expansion tank, intermediate circuit
T-031 Kondensatsammeltank Condensate collecting tank
T-032 Dampfverteiler Steam distributor
T-033 Dampfverteiler Steam distributor
T-034 Dampfverteiler Tanklager Steam distributor
T-035 Wasservorratsbehaelter Water storage tank
T-036 Arbeitsluftflasche Working air bottle
T-037 Separatorschlammtank Separator sludge collecting tank

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 90 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
T-038 Dosierbehälter Proportioning tank
T-039 Wasservorratsbehaelter, aufbereitetes Wasser
Water storage tank, treated water
T-040 Weichwassererzeuger Water softening plant
T-041 Speisewasserhochbehaelter Feed-water head tank
T-042 Schlammtank, Schlammseparator Separator sludge tank
T-043 Grundwasser Zwischentank Bilge water intermediate tank
T-044 Vorratstank für Schlammverbrennung Incinerator storage tank
T-045 Wasseraufbereitung für Separator Water softening plant for separator
T-046 Dieselöltank, Schlammverbrennung Diesel-oil tank incinerator
T-047 Weichwassertank Softened water tank
T-048 Abschlammtank Blow down tank
T-049 Neutralisationstank Neutralisation tank
T-050 Nachschmierbehaelter Lube-oil tank
T-051 Chemikalienbehälter Chemical tank
T-052 Schlammtank Sludge tank
T-053 Dampfverteiler Steam distributor
T-054 Anfahrbehälter Hilfskessel Start up tank auxiliary boiler
T-055 Ablassbehälter für Schmieröl Maintenance tank for lube-oil
T-056 Druckausgleichsbehälter Dampf- / Thermalöl
Expansion tank steam / thermal oil
T-057 Wasseraufbereitungsanlage Water treatment plant
T-058 Druckspeicher Pressure accumulator
T-059 HFO-Zwischentank HFO buffer tank
T-060 KWE Betriebsbehälter FWE service tank
T-061 Ausgleichsbehälter Wasserdosiereinheit (KWE)
Expansion tank water dosing unit (FWE)
T-071 Kraftstoffleckölbehälter Leakage fuel tank
T-072 Schmierölschlammbehälter Sludge tank (lube oil)

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 91 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
T-073 Behälter für Turbolader Nachlaufschmierung
Run down tank for turbocharger lubrication
T-074 Frischwassersammeltank Fresh water collecting tank
T-075 NT-Motorkühlwasser Ausgleichsbehälter
L.T. engine cooling water expansion tank
T-076 Düsenkühlwasser Betriebsbehälter Nozzle cooling water service tank
T-077 Ladeluftkühler Reinigungsbehälter Charge air cooler cleaning tank
T-078 Schmutzwassertank Waste water tank
T-079 Entwässerungstank Drain tank
T-080 Feuerloeschwasser Vorratstank Fire water storage tank
T-081 Chemikaliendosiereinrichtung (HT) Chemical dosing device (HT)
T-082 Chemikaliendosiereinrichtung (NT) Chemical dosing device (NT)
T-083 Chemikaliendosiereinrichtung (DKW) Chemical dosing device (NCW)
T-084 Chemikaliendosiereinrichtung (Vorwärmung)
Chemical dosing device (Preheating)
T-085 Heisswasser Ausgleichsbehälter Hot water expansion tank
TCV Temperatur-Regelventile Temperature control valves
TCV-001 Temperaturregelventil für Schmieröl Lube-oil temperature control valve
TCV-002 Temperaturregelventil für Motorkühlwasser
Engine cooling water temp. control valve
TCV-003 Temperaturregelventil für Ladeluftkühlwasser
Charging air cooling water temp. control valve
TCV-004 Temperaturregelventil für Rohwasser Raw-water temp. control valve
TCV-005 Düsenkühlwasser-Temperaturregelventil
Nozzle cooling water temp. control valve
TCV-006 Kraftstoff-Temperaturregelventil Fuel-oil temperature control valve
TCV-007 Heisswasser-Temperaturregelventil Hot water temperature control valve
TCV-008 Temperaturregler Ansaugluftvorwaermung
Temperature control intake air preheating
TCV-009 Temperaturregelventil für die Beheizung des Düsenkühlwasserausgleichsbehälters
Temperature control valve for heating of the nozzle cooling water expansion tank

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 92 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
TCV-010 Temperaturregler für Schwerölbetriebsbehälter
Temperature control valve HFO service tank
TCV-011 Temperaturregler-Dampf für Einsteckheizregister Schwerölvorratstank
Temperature control valve for heating coil HFO-tank
TCV-012 Temperaturregelventil für Bodenheizschlange Schweröltank
Temperature control valve for HFO-tank
TCV-013 Temperaturregelventil für Lecköltank Schweröl
Temperature control valve for leak oil HFO
TCV-014 Temperaturregelventil für Schlammtank Schweröl
Temperature control valve for sludge tank HFO
TCV-015 Temperaturregelventil für Schlammtank Schmieröl
Temperature control valve for sludge tank lube-oil
TCV-017 Temperaturregelventil Altölbehälter Temperature control valve for used oil
tank
TCV-018 Temperaturregelventil Schmieröl-Vorwärmung
Temperature control LO-preheating
TCV-019 Temperaturregelventil, Motorkühlwasservorwärmung
Temperature controlvalve, engine cooling water preheating
TCV-020 Temperaturregelventil Schmieröl-Vorratsbehaelter
Temperature control valve for LO st. tank
TCV-021 Dampf-Regelventil für Schmierölbetriebsbehälter
Steam control valve for lube oil service tank
TR Abscheider Trap
TR-001 Kondensatableiter im Schmierölsystem / Entlüftungsleitung
Condensate trap in lube oil system / vent pipes
TR-002 Ölabscheider im Druckluftsystem De-oiler in compressed air system
TR-003 Lufttrockner Air dryer
TR-004 Entgaser Deaerator
TR-005 Wasserabscheider im Druckluftsystem, Steuerluft vor Motor
Water trap in pressure air system, working air before engine
TR-006 Automatischer Wasserabscheider Anlassluftgefäß
Automatic condensate trap in starting air vessel
TR-007 Öldunst-Entlüftungsventil Oil mist venting

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 93 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
TY Warnanlage Typhon
TY-001 Allgemeine Warnanlage General typhon
V Absperrhahn Shut-off cock
V-001 Plombiertes Durchgangsventil, Umge-hung zum Schmieröl Hauptfilter
Lead sealed globe valve, bypass to lube oil main filter
V-002 Absperrung der Absteuerung des HFO bei Einmotorenbetrieb in einer Mehrmo-torenanlage
Shut-off of the HFO spill for single engine operation of a multi engine plant.
V-003 Gas-Hand-Absperrventil Gas hand stop valve
VI Viskosemessgeraete Viscosimeter
VI-001 Viskosemessgeraet Viscosimeter
W Werkzeuge Tools
W-001 Maschinenhauskran Engine building crane
W-002 Hebezeug Lifting device
W-003 Waschtisch für Separator Washing stand for separator
W-004 Fahrbares Siebreinigungsgerät Movable sieve cleaner
W-005 Hochdruckreiniger High pressure cleaner

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 94 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 95 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 96 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 97 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 98 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 99 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 100 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 101 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 102 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 103 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 104 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 105 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 106 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 107 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 108 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 109 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.38 Compliance with safety regulations/First Aid The Contractor shall keep the relevant safety regulations on the construction site and instruct his personnel to the required extent and in good time in accordance with the legal requirements. The site management reserves the right to intervene in the event of violation of these safety regulations and/or other applicable regulations. Such intervention may extend to stopping work. The costs incurred as a result of such an interruption shall be borne by the Contractor. The site management has the right to ban personnel from the construction site. Permits (e.g. work approval certificate, hot work approval, access permit) are prescribed for dangerous work or work on or in the area of certain installations. The Contractor’s personnel shall be obliged to ensure that the necessary approvals have been granted in consultation with the appointed representative of the site management before the start of any work. These approvals are coordinated by the site management or its appointed representatives. The Contractor shall provide especially trained personnel in First Aid and corresponding materials and equipment in accordance with the legal regulations so that adequate First Aid treatment is guaranteed. Every Site Manager shall have the right and obligation to order First Aid equipment in the necessary quantity. The First Aid personnel shall be named in writing to the site management of the Client together with information on their First Aid training and the period of validity of this training. An accident location must be left unchanged if possible until all investigations have been completed. All those not involved in coordinating assistance or securing the accident location must stay away from the site of an accident. The traffic routes must be kept clear until the rescue services arrive. The local safety regulations must always be observed.
4.39 As-built record After assembly, the as-built status must be transferred to the corresponding planning documents by the Contractor as “red” entries. The as-built record includes the pipes, pipe supports and module installation. The original “as-built” documents shall be handed over by the Contractor to MBD for further use. If necessary, the “As-built record” shall already be started during assembly (e.g. in the case of high pipes which cannot subsequently be checked without a scaffold).
4.40 Pressure test General The pressure test tests whether pressure-bearing walls are tight under test pressure and whether any deformations occur which may be a safety concern. The pressure tests shall be performed in accordance with the stipulations of the AD2000 Code. The tests shall be performed by the Contractor and approved by the Client and, where appropriate, by a designated body. The following special instructions must be observed for the pipe pressure tests:

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 110 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
• The lube oil and fuel systems must not be tested with water in order to avoid the risk of corrosion in these systems.
• MBD recommends using lube oil as the test medium in the lube oil circuit. Handling must take place as described in the chapter “Flushing”.
• The fuel system (DO + HFO) must be tested with diesel oil. • Since these are combustible media, fire safety measures must be observed in all cases! • Observe the safety data sheet in all cases! • Do not smoke and do not use naked flames! • Danger of fire! • Compressed air is to be pressure-tested with water. In the case of large volumes, it may be
necessary to provide additional support for the pipe or tank. • After pressure testing, empty, blow out and dry the pipes! • Do not use oil for compressed air pipes! • The systems on the diesel engine must not be included in pressure testing under any circumstances. • Equally, the components and modules supplies by MBD must also not be pressure-tested. If
necessary, blank disks must be fitted. The service pressure gauges and measuring and control devices supplied by MBD must also not be included in testing under any circumstances.
MBD therefore recommends pressure testing prefabricated pipe sections with 1.43 times the nominal pressure and recording this – also see list below. Pipe class:
Number range Pipe class Description Design
TC (°C) PC (bar)
21 10 LO 03 lube oil main 100 10 22 10 LO 03 lube oil separation 100 10 23 10 LO 03 lube oil supply 100 10 24 10 LO 03 cylinder lubrication 100 10 25 10 LO 03 turbocharger lubrication 100 10 26 10 LS 03 lube oil main (stainless steel) 100 10 28 10 LO 03 oil mist 100 10
31 10 W 03 engine cooling water 100 10 32 10 W 03 charge air cooling water 100 10 34 10 W 03 nozzle cooling water 100 10 35 10 W 03 water supply (treated) 100 10 36 10 WN 03 water supply (galvanized) 50 10 37 10 WD 03 water supply (stainless steel) 50 10
41 10 WS 03 sea water 50 10 43 10 W 03 raw water (cooling tower) 100 10 46 10 W 03 charge air cooling water (radiator) 100 10 48 10 W 03 hot water (cooling water) < 100°C 100 10 49 10 W 03 sewage water 100 10
50 300 FG 03 gas (high pressure) 50 300

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 111 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
51 10 FL 03 light fuel oil (HFO operation) 80 10 52 10 FL 03 light fuel oil (DO operation) 80 10 53 10 FL 03 light fuel supply 80 10 54 10 FH 03 heavy fuel separation 160 10 55 10 FH 03 heavy fuel supply 160 10 56 10 FH 03 heavy fuel (treated) 160 10 57 10 FH 03 heavy fuel supply (treated) 160 10 58 16 FG 03 gas 50 16 59 10 FH 03 sludge 160 10
61 01 IA 03 intake air 50 01 62 06 CA 03 charge air 250 06 65 06 EG 03 exhaust gas 450 06
71 40 AS 03 starting air (30 bar) 50 40 72 10 AI 03 control air 50 10 73 10 AW 03 working air 50 10 74 40 ASS 03 starting air (30 bar, stainless steel) 50 40
81 10 S 03 steam (inside power house) 190 10 82 10 S 03 steam (outside power house) 190 10 83 10 SH 03 steam heating (tracing) 184 10 84 25 HW 03 hot water � 200°C 200 20 85 10 S 03 feed water 190 10 86 10 C 03 condensate (inside power house) 180 10 87 10 C 03 condensate (outside power house) 180 10 88 40 HW 03 hot water � 250°C 250 40 89 16 TO 03 thermal oil 250 16
Table 7 Pressure testing of pipe components in the system with test medium. Test pressure PT = 1.25 x PS x temperature factor acc. to AD2000 HP 30, 4.17, but at least 1.43 + PS MBD recommends the following procedure:
• Acid-clean pre-fabricated pipe sections • Neutralise pre-fabricated pipe sections • Pressure-test, empty and dry pre-fabricated pipe sections • After installation, fill the system, test for leaks with the operating pressure and fill the systems
with operating medium. • Caution: If blank disks or sealing caps were fitted, these must be removed for flushing or
subsequent operation! • Use test, venting and draining connections for filling (draining) the systems.
When the pre-fabricated pipe sections have been treated as described above, the systems must be flushed and filled ready for operation with the prescribed operating media. The pipes and connections must then be

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 112 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
checked for leaks in installed condition under operating conditions with running service pump and the results documented. Time of testing Pressure tests must be timed so that the person performing the test is able to adequately inspect all pressure-bearing parts. If this is not possible in the final state, the first pressure test must be performed as a part test in testable condition. The first pressure test takes place
• after the last heat treatment, • before application of paint finishes, insulation, rubber coatings or similar, • after non-destructive testing, • or special leak tests.
General preparation The Contractor shall define and number the pressure circuits (pressure circuit = system section with the same operating parameters) and define the corresponding test pressure in the P+ID. If components (e.g. tanks, pumps, heat exchangers, etc.) are not to be integrated in a pressure test, these components must be isolated from the pipe by means of suitable measures, e.g. by installing blank disks. Calibrated pressure gauges shall be used for pressure testing. In addition, adequately dimensioned devices (blank flanges, blank disks, caps, pressured devices, etc.) must be provided to seal off the pressure space. A responsible person shall be nominated for coordination and permanent monitoring. Preparation for fluid pressure test The following preconditions must be checked or established as preparation for the fluid pressure test:
• Check whether there are sufficient venting and drainage possibilities in the test area, • Make sure that sufficient quantities of water or other media are available, • The ambient temperature must be above 0°C when the system is filled with water and during the
pressure test. In the case of lower ambient temperatures, a pressure test must be performed only if it is ensured that the test area, pressure gauge and feeder pipes cannot freeze.
• Make sure that the surfaces of the test section are dry and clean, • Check all closures of the test section, • Check the loading capacity of supports, foundation supports and floors by water weight, • Check locking of spring-mounted supports, • Safety devices such as safety valves and bursting disks must be fitted • Remove or disconnect sensitive measuring devices, • Fill the test section and vent at the highest point so that the system is completely filled with test fluid, • The test section must be pre-pressurised only up to the maximum operating pressure until the
person responsible for testing arrives. Test procedure Proceed as follows when performing the pressure test:
• Slowly and continuously increase the pressure up to the test pressure. In the case of pressure vessels, the hydrostatic test pressure must correspond to the higher of the following values in accordance with AD 2000:

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 113 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
o 1.25x the value of the maximum loading of the pressure device in operation taking into account the maximum permitted pressure and maximum permitted temperature, or
o 1.43x the value of the maximum permitted pressure
• Establish the indicated test pressure from a safe distance and from a protected location, • Keep the test section at the test pressure for a sufficiently long time, • The test area must be accessed to inspect the walls only after the test pressure has been reduced
to the maximum permitted operating pressure, • Reduce the pressure further after inspecting the walls. Open the vents before draining, otherwise
there is a risk of denting as a result of a vacuum forming, • Completely drain the test fluid, and sufficiently ventilate the test section, otherwise there is a risk
of corrosion. • Each pressure test must be documented correspondingly.
Note on pressure test In individual cases and in countries where EU laws do not apply, the Contractor and Client / MBD can agree not to apply AD2000 and to substitute it by equivalent regulations (e.g. ASME etc.). However, national regulations or specifications of the World Bank shall always be observed. The procedure for performing the pressure test shall then be based on the regulations applied. Pressure tests with air or gas are not permitted.
4.41 Paint finish Uninsulated plant pipes shall be realised in RA9002 – gray white. Identification of the medium and direction of flow in the pipe shall take place by means of stickers, usually in English. The sticker colours for media identification shall be based on DIN 2403.
4.42 Assignment of colours to transported media The media transported in the pipes are divided into 10 groups according to their general properties, and the corresponding colours are defined in Table 12.
Medium Group Colour name Colour code acc. to DIN 6164 Part 1
Closest colour sample in RAL colour register RAL 840 HR
Water 1 Green 23 : 7 : 3 RAL 6018
Steam 2 Red 7 : 8 : 3 RAL 3000
Air 3 Gray 18 :1 : 3 RAL 7001
Combustible gases
4
Yellow or Yellow with additional colour red
2 : 6 : 1 2 : 6 : 1 7 : 8 : 3
RAL 1021 RAL 1021 RAL 3000

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 114 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
Medium Group Colour name Colour code acc. to DIN 6164 Part 1
Closest colour sample in RAL colour register RAL 840 HR
Non-combustible gases
5
Yellow With additional colour Black or Black
2 : 6 : 1 N : 0 : 9.5 N : 0 : 9,5
RAL 1021 RAL 9005 RAL 9005
Acids 6 Orange 5 : 5 : 1 RAL 2003
Lyes 7 Violet 11 : 2 : 4 RAL 4001
Combustible fluids
8
Brown or Brown With additional colour Red
3 : 5 : 4 3 : 5 : 4 7 : 8 : 3
RAL 8001 RAL 8001 RAL 3000
Non-combustible fluids
9
Brown With additional colour Black or Black
3 : 5 : 4 N : 0 : 9.5 N : 0 : 9.5
RAL 8001 RAL 9005 RAL 9005
Oxygen 0 Blue 17 : 5 : 2 RAL 5015
Table 8: Assignment of colours to transported media
The paint finish must always be realised in accordance with MBD works standard AN410. Coating thickness tests shall be performed, recorded and enclosed with the quality documentation.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 115 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
4.43 Inspection at the end of assembly A joint inspection shall be performed by the Client and MBD after the end of assembly. This shall be done by checking the documents, test and inspection plan and test records to be presented by the Contractor for completeness and correctness of execution. This shall be followed by a joint inspection tour of the plant to verify its readiness for operation. Particular attention shall be paid to the following:
• Agreement with the specifications of the Client and MBD • Agreement with the test items of the Client; if MBD is identical with the client, agreement with the
quality plan as well as complete and correct test documentation • Execution in accordance with drawings • Completeness • Turnkey execution:
o Systems are cleaned, flushed, tested and assembled ready for operation o After the successful pressure tests, the seals fitted for the tests have been replaced by
the original seals o Insulation and paint finish are completed
• Agreement with P+ID • Freedom of movement • Accessibility • Removal of assembly aids • External appearance • Observance of escape routes • Installation of touch protection • Cleanliness of the plant • Electrical installation has been completed
Turnkey completion shall be documented in a joint record. Any outstanding work which is established shall be listed and rectified immediately. Completion of this work shall be notified to the site management of the Client and to MBD and shall be confirmed as completed in the list after inspection.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 116 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
5 Quality assurance and documentation All the quality documents specified in these assembly instructions (e.g. marking transfer certificates, test records, etc.) and other applicable documents for the order (e.g. quality plans), as well as documents required for verification of compliance with EU Directives (in countries where EU law is valid) shall be handed over to the Client for inspection and archiving. In addition, MBD shall be provided with a copy of all documents produced in the form of a CD (PDF format). There shall be order-specific consultation between the Contractor and Client with respect to this in all cases. If the Client and MBD are identical, the Contractor shall consult MBD Dept. QP. The Dept. QP will normally produce a quality plan in this case. In addition, conclusion of a quality agreement Q 61.62000-1100 is then required in this case. If the Client and MBD are not identical, it is recommended that the Client produce a quality or test and inspection plan for his Contractor. If the Client wishes support from MBD for this, he can order this service from MBD. If the Client and MBD are not identical and if assembly takes place within territory covered by EU Directives, the Client shall be responsible for ensuring that the Contractor complies with the valid regulations and is able to prove conformance to him. If MBD must prove the overall conformance of a trade and this includes parts of the assembly order of the Client, MBD shall receive the required documentation in compliance with the relevant directives from the respective Client (on the basis of the Contractor documentation). A written confirmation from the Client is normally sufficient for MBD in which the Client confirms that all the necessary documents for verification of the conformity of the work and services of his Contractor are available to him in checked and archived form and that the specifications of the EU Directives for the scope of performance of his Contractor are therefore met. The same also applies analogously in countries where EU Directives do not apply. The proof required shall then be restricted to the standards defined for a specific order. If a quality plan was or is produced for the order, the Client shall receive a test and inspection plan from the Contractor for his scope of performance before the start of work. Agreement between the two parties shall take place at the initiative of the Client before the start of work.
5.1 Procedure and work inspections and tests The Contractor shall provide the Client with all procedure and work inspections and tests (copy) which are required for execution of this order for inspection by the Client.
5.2 Welding procedure specifications/test instructions The Contractor shall produce welding procedure specifications and test instructions for all the required joining operations of this order in accordance with the existing procedure and work inspections and tests and the current state of the art. The Client shall have the right to inspect these instructions. The current welding procedure specifications must be available in the work folder on the spot with the welder and must be observed by the welder.
5.3 Welder test certificates Copies of the original welder test certificates shall be handed over to the Client. The original shall be kept by the welding supervisor of the Contractor on the construction site and is kept with the welder list, Section 5.4.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 117 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
5.4 Welder list The welding supervisor of the Contractor shall keep a welder list for all welders on the construction site with the following content:
• Serial No. • Last name, first name of welder • Personal stamp No. of welder • Welder qualification in accordance with DIN EN 287 • Date of issue of welder qualification • Validity ∅ from / to (mm) and t from / to (max.) • First deployment (date), last deployment (dates)
The corresponding welder certificates (certified copy) must be filed corresponding to the Serial No.
5.5 Welding supervisor The welding supervisor of the Contractor shall ensure that only certified and qualified welders with a valid technical qualification are used within the respective area of validity. The welding supervisor shall keep the welder list in accordance with Section 5.4. In addition, the welding supervisor of the Contractor shall coordinate the necessary inspections of the weld seams and shall ensure compliance with the required scope of inspection. If required for the order, and if the Client and MBD are identical, there shall be an extended scope of inspection and documentation as defined by an MBD quality plan. The Contractor shall be responsible for taking the initiative towards the Client with respect to consultation and agreement. The Contractor shall recognise this scope. The welding supervisor of the Contractor shall be responsible for prompt documentation and shall ensure that all welders are covered equally by the demanded weld seam inspection. The welding supervisor shall keep a statistical record of the welded and inspected seams and of the proportion of repairs.
5.6 Welding monitoring Welding supervision, monitoring, tasks and responsibilities are based on DIN EN 719. Skills according to Section 5.2.2 are required. In this connection, the following minimum requirements apply: The European Association for Welding Technology (EWF) (?) has worked out the following recommendations for the minimum requirements for training, testing and certification of welding supervisors, on a voluntary basis. The recommendations are contained in the following documents: - European welding engineer Doc EWF 02-409-93; - European welding technician Doc. EWF 02-410-93; - European welding specialist Doc. EWF 02-411-93. In case welding supervisors which meet the requirements laid down in these documents or have approved national qualifications are employed, it can be assumed that the corresponding requirements according to 5.2.2, 5.2.3 and 5.2.4 are met. In case the welding supervisors notice deviations from the required execution, they are to initiate measures immediately which will ensure that all requirements are met. These deviations and the measures initiated are to be documented and to be coordinated with the Contractor in writing.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 118 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
The Contractor is authorised to carry out checks and examinations at any time in order to see if all requirements and guidelines have been observed. He is to be provided free access to the manufacturing and assembly departments at any time. Furthermore, he is guaranteed access to the current documentation.
5.7 Proof of qualifications for test and inspection personnel The test supervisor and test and inspection personnel of the Contractor shall be trained, qualified and certified in accordance with DIN EN 473. The test supervisor shall coordinate deployment of the test and inspection personnel and the test equipment, and shall sign the necessary test reports after evaluation. In addition, the test supervisor shall keep the list of test and inspection personnel in accordance with the assembly instructions.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 119 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
5.8 List of test and inspection personnel The test supervisor of the Contractor shall keep a list of the deployed test and inspection personnel on the construction site with the following content:
• Serial No. • Last name, first name of tester • Test procedure • Qualification level • Date of certificate
The Client shall be provided with copies of the test certificates. The test certificates (certified copy) shall be filed corresponding to the Serial Nos. Certification of the test certificates shall take place as described in Section 5.3 for welding products.
5.9 Weld seam testing The weld seams shall be tested with the required test procedure and test scope as described above. The tests shall be documented with test reports. It must be possible to unambiguously assign the test reports to a specific pipe or to the component and weld seam. The reports shall be numbered consecutively for each test procedure. The Client shall receive the test reports (copies where appropriate). If weld imperfections are established during the tests which are not permitted, then the seam shall be repaired or rewelded subject to agreement between the site management and the welding supervisor of the Contractor. The site management shall be informed before a repair/rewelding is performed. Two additional welds of the affected welder shall be checked for every established inadmissible imperfection (repair/rewelding). If inadmissible weld imperfections should be established again in these additional inspections, the scope of testing and inspection of the affected welder shall be increased to 50% of all seams welded up to this point. If additional inadmissible weld imperfections are established, the scope of testing and inspection shall be increased to 100% and the welder shall be prohibited from carrying out any further welding work. The costs for additional tests resulting from repairs shall be borne by the Contractor.
5.10 Pipe bend tests The pipe bends shall be tested with the required test procedure and test scope as described in Section 3.4. The tests shall be documented with test reports. The form and content of the test reports shall be agreed between Client and Contractor. It must be possible to unambiguously assign the test reports to a specific pipe and the pipe bend. The reports shall be numbered consecutively for each test procedure. The Client shall receive the test documentation
5.11 Inspection of chemical cleaning Chemical cleaning shall be checked and the results documented.
5.12 Inspection of mechanical installation

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 120 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
The mechanical installation of equipment shall be checked and the results documented. Agreement on the inspection scope and inspection documentation shall be reached between the Contractor/Client and MBD at the initiative of the Contractor. The Client shall receive the inspection documentation.
5.13 Documentation of the pipe weld seams, pipe bends and corresponding tests
Pipe weld seams and the corresponding tests etc. shall be documented clearly on a suitable form. The test locations and results shall be clearly assigned on the form, where appropriate by means of diagrams. The form shall be agreed between the Client and Contractor. It shall at least include:
• Pipe No. • Material, batch number, certificate number • Weld seam No. • Welder No. • VT (visual test) • RT (radiographic test) • PT/MT (penetrant/magnetic particle test) • UT (ultrasonic test)
The welder No. and the respective tests (test report No.) shall be assigned to the individual weld seams.
5.14 Pressure test records The pressure test records shall be produced for each pressure circuit. The pressure circuits shall be defined on the spot depending on the possibilities available on site in cooperation between the Contractor and Client and in agreement with MBD; these circuits shall then be defined in the flow diagram and named. The Contractor shall provide the Client with the test records which are assignable to the test location, test pressure and target/actual result, etc.
5.15 Client’s quality plan If the Client has produced a quality plan which defines the scope of testing and documentation, the Contractor shall bindingly recognise this. All work shall then be executed in accordance with these specifications, where appropriate in addition to the Contractor’s quality assurance measures, and shall be documented in the form specified by the Client.
5.16 MBD quality management, quality assurance and quality plan The location Augsburg, Germany, has implemented a quality management system in accordance with DIN EN ISO 9001 2000 and an environmental management system in accordance with DIN EN ISO 14001, and is certified by Germanischer Lloyd Certification GmbH. An Integrated Quality and Environmental Management Manual Q10.09006-5000 (I-Q-U) is available and is implemented in the processes. These management systems are permanently maintained and further de-veloped by comprehensive internal measures such as internal and external audits. The process descriptions Quality Management for Plant Construction, No. A2705 and A1844 form part of the I-Q-U Manual. The overall quality assurance procedure for stationary installations referred to the scope of order performance is defined internally at MBD by the organisation guideline A1844.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 121 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
5.17 Constructional deviations if the Client is identical with MBD If constructional deviations from the specification occur which are caused by the Contractor with respect to his scope of performance but where utilisation appears possible, then the Contractor shall produce a deviation report with the form FK 0904. The Contractor shall apply for an approval from MBD as soon as a deviation is established. The deviation report must contain detailed information on the respective deviation, the planned corrective measures and the remaining deviation after correction. Components with approved constructional deviations shall be identified in the quality documentation. No hand-over shall occur if the Contractor does not have an approval of the constructional deviation from MBD. The Contractor shall keep records of all deviations from the specification which show the cause of the fault, the fault location and the corrective measures which are necessary to avoid the fault being repeated. These records shall be made available to the ordering party on request. The reports shall be made to MBD project management through the Site Manager.
5.18 Fault reporting Faults which become evident during construction of the plant in supplied components or also systems shall be reported to MBD using Form FK 0917. The reports shall be submitted to MBD project management through the Site Manager. If the Client is identical with MBD, the scope of quality documentation to be supplied by the Contractor to MBD is as follows: If the scope is not otherwise defined on an order-specific basis, the Contractor shall supply the quality documentation to MBD in a suitable document folder and on a CD (PDF format with bookmark structure) with the content as outlined below.
5.19 Content of the document folder: • Legally binding and signed Quality Report FK 0920, • Manufacturer approvals of the supplier • The following quality documentation shall be supplied from the tests and inspections for each
individual item of the scope of performance for which a test plan has been defined:
o Final inspection / release report of the supplier for the individual item
o Test plan (copy of the ordering party’s specification)
o Record of the test results with assignment to the test items from the test plan (form provided by the ordering party)
o Record of material traceability (where appropriate with welder assignment)
o Material certificates for starting materials (sheets, sections), analysis and strength, in so far as procured by the supplier
o Material certificates for welding fillers
o Welding plan (WPS)
o Welding approvals

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 122 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
o Welding procedure tests
o Welder qualifications (welding supervisor and welders)
o Non-destructive testing – qualifications of test supervisor and testers
o Non-destructive testing – Procedure / Method
o Surface treatment / paint finish, test in accordance with AN410
o Marking transfer certificate
o If applicable for the system, conformity declaration / manufacturer’s declaration in accordance with EU laws / directives and, if applicable, conformity proof for national specifications in the country of operation or for World Bank specifications.
• CD data medium with corresponding content.
If an acceptance record from MAN B&W Diesel AG is planned for the supplier’s scope of performance, the Contractor shall receive this from MBD. The procedure for dealing with the list of outstanding items shall be clarified immediately. If not otherwise required in the order, the Contractor shall hand over the documentation (document folder) to MBD in one delivery at short notice and within a maximum of 2 weeks after the last inspection.
Note: The order shall be deemed as complete only when the agreed quality documentation has been supplied completely and correctly.
Important: User instructions for components which are subject to EU Directives and which must be supplied unrequested as well as ordered technical documentation shall be handed over to MBD, Dept. GM, on an order-specific basis.

Assembly instructions for stationary diesel power plants – Pipes and equipment
Revision: 02.02.2005 Page 123 of 123 MAN assembly instructions pipes and
equipment.doc.docx Last printed 05.03.2008 17:37
6 Environment, legality It is the objective of the Client to minimise the negative effects of his products on humans and the environment taking into account technical and economic criteria. For this reason, the Client has established an environmental management system ( ISO 14001). The specifications from this therefore also apply to the Contractor’s scope of performance.
6.1 Materials, substances The use of certain materials and substances is regulated by corresponding legislation (e.g. prohibition of heavy metals and asbestos, etc.). The Contractor is obliged to observe these regulations. He shall produce material/safety data sheets for hazardous materials and enclose these with the documentation for the ordering party.
6.2 Emissions The supplier shall minimise exhaust, noise, substance and radiation emissions in accordance with the latest state of the art and shall observe the corresponding valid regulations.
6.3 Recycling The use of materials which cannot be recycled must be reduced as far as possible. Materials which are capable of recycling must be marked where possible. Design measures must be taken to ensure that these materials can be dismantled.