Embed Size (px)
Citation preview

Magnetic circuits of transformers

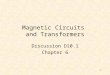
Magnetic circuits of transformers - assembly
Obtuse layout (no-overlapping)
• easy assembly
• for small-sized transf.
• disadvantages:
• short circuits
• power losses
• air-gap
Fixing of magnetic circuits:
• screw (out of magnetic circuits!!!)
• laminate skeleton
• welding (only small-sized transf.)
Overlapping layout
• hard to assembly
• for big-sized transf.
• advantages:
• lower power losses
• better magnetic properties
• better solidity

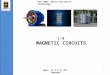
Cross-section of magnetic circuits:
(different efficiency of filling winding)
Arrangement of windings and magnetic cores:
Questions to solve:
• 1/3 phases?
• HV/low-voltage?
• cooling?

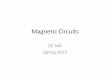
Possible arrangement and layout of sheets

Procedure of assembly (video)
• 1. Creating of bases layout• 2. placing of boundary sheets (plates)• 3. adjustment by rulers (sliding bar)• 4. placing and assembly of all sheets• 5. pressing – controlling of height• 6. isolation / impregnation• 7. check-in of cooling channels• 8. final pressing, binding• 9. drying (110 °C) and final pressing (screws)• 10. inspection of isolation and magnetic proper.

• old design – screws • today – popular is bandage with laminate strips/binding

Testing of magnetic circuits
Targets/aims:• isolation of sheets• influence of shaving• additional power-losses in
assembly/binding structure (vibrations etc.)
How to do this?• Auxiliary windings (one loop)• Measuring of local temperature
• After 20 min• Increase after 70 min.
• Noise (50 Hz), vibrations
Big-sized transformers:
• important is binding (bandaging) after each manufacturing step!

Containers for transformersRequirements:• mechanical solidity (weight – tons)• climatic-resistant (lifetime – 15-20 years)• oil-resistant (check-in important!)• inner-tension less (without internal cracks,
stresses etc. • temperature resistivity (-30 °C 100 °C)
important is quality of welding process

Type of transformer containers
• smooth/plain surface – independent cooling by oil• wavy surface – air-flow cooling + air fans
(waves, radiators, pipe systems, harps, etc.)
testing of containers leakages - by hot oil (90°C-100°C)
Other testing techniques:
• water based testing – not convenient, possible corrosion,
• compressed air/nitrogen,

Containers for Trans.
Wavy surface and cross-section of container’s wall
Principle of cooling channels, harps etc.
Conservation = cca. 10 % of volume of container contains preservation solution or chemicals

Radiators and harps for cooling pipes of containers:

Winding of transformers (coils)Types of windings
1. Concentric (cylinder) windings• „One-stage“ or „multiple-stage“ windings• Desk/boards winding• Other types
Issues:• HW/low-voltage• cooling• Capacity of winding (minimizing)• efficiency of filling („empty window“ !!!)

Basic layouts of windings

Possible cross-section of windings

Double layer, separation by paper/plastic foil
Single layer, easy to manufacture

Permutations of layers in HV winding

Arrangement of cylinder winding
HV windingLW windingMagnetic coreSeparation between windingsRulers / barsBracing barsIsolation cylinder

Principle of „coil-winding“
Wires are turned as a multiple beam of wires

Isolation of windings
• Standard operation:– isolation layer on wires (organic/an-
organic), or– isolation based on position of wires
(Air-gap)
• Over-voltage isolation: – typically atmospheric transient
effects (10-6 s)– most critical parts – input bushing– protection – based on HV rings:
against discharges and used for forming of electrical field (not displayed on the picture)

Production of isolation components
1. Isolation binding/bandage:• hard bandage (isolation textile material is wind-up on metal
rings, cylinders etc.),• soft bandage (just strips of soft textile isolation material),• processing – covering with epoxy varnish/paint, dried and than:
– hardening in furnaces (100-200°C).
2. Wedges, insertion liners, cylinders:
• made from glass, wood, ceramics, etc.
3. Bushings:• oil-proof (also for hot oil up to 130°C)• typical material – ceramics – porcelain (up to 45 kV)

Finalization of big transformers
• binding/bandaging – very important procedure,• drying of isolation – with continuous pressing and forming of
magnetic circuits,• impregnation by varnish (epoxy, polyimide, polyester etc.),• impregnation processed by plunging into solution, drying in
vacuum:– small-sized transformers – only 1x, whole part,– big-sized transf. – only winding, 2x,– drying in temperature 130 °C for 30 hours)
• assembly of bottom chassis – mechanical support which serves as a carrier (bases),
• assembly of upper chassis – mechanical support for connections, HW bushing, outlets etc.

Testing of transformersTesting procedure follows two basic types:• Piece test – on EACH device (100 %); isolation is only
tested!; typical for mass production of small-sized transformers.
• Verifying test – more difficult; typically focused on heat transport etc.; at the beginning of production – during a development process.
Important tested parameters:• short and open-circuit voltage;• isolation protection – 4 kV between winding and magnetic
circuit (ferromagnetic core);• isolation protection – 7 kV for SAFETY transformers