Embed Size (px)
Citation preview

142/1
Magnesium alloy castings – past and present Peter John Thompson* * Castings Technology International Abstract Magnesium is the lightest of the structural metals. Sand cast and HPDC Magnesium is used in a wide range of markets and applications, from automotive to aerospace. In all cases, weight saving is the primary reason for using Magnesium alloys. Precision cast Magnesium is not in widespread use. Main reason for this lies in the potential reaction of molten Magnesium with Silica found in most shell moulds. Recent work has shown that by modification of mould preparation procedures and use of low reactivity Alloy Elektron 21, metal / mould reaction can be completely avoided. Elektron 21 is corrosion resistant, produces uniform properties and can operate up to 200oC. This combination of alloy properties, light weight and precision casting technology will be attractive to many market sectors where weight is a key factor.

142/2
Introduction Magnesium has useful potential for weight saving in many areas of industry. The greatest increase in the use of magnesium is in the automobile industry. The need here is to comply with the stringent weight requirements laid down in legislation concerning emissions and energy consumption. Magnesium is distinguished by its comparitively low density, which is approximately 25% that of steel and aproximately 60% that of aluminium. This property makes magnesium have great potential for lightweight construction. BMW’s new inline six-cylinder spark-ignition engine sets high standards in specific power, weight and fuel consumption. The new design is based on the latest technologies with the major innovation being the composite magnesium-aluminium crankcase. The engine will be installed in virtually all BMW vehicles. The requirements for the new inline six-cylinder spark-ignition engine were ‘stronger, lighter and more economical’. The world’s first composite Mg/Al crankcase is a fundamentally new technology and the basis for a significant reduction in weight. This amounts to 24% weight saving compared to the equivalent aluminium crankcase. The primary reason for the rapid growth over the past 10-15 years for High Pressure Die Cast automotive applications, apart from its lightweight properties, is the development of alloys having excellent corrosion resistance and for some alloys, elevated temperature performance to 250o C, which is superior to most aluminium alloys. At the same time magnesium enjoys sustained use in the sand cast form for aerospace and speciality applications. Aircraft costs can be considered in terms of price per unit of weight, as a result there is a relationship between weight saving and cost. The value of 1 lb in weight saving has been estimated to range in savings of $300-3000, depending on the type of commercial aircraft (1) and significantly more for Military and space applications. It is therefore no surprise that Magnesium alloys are used as major components of jet engines(intermediate casings, gearboxes, covers) and for helicopter components (structural and ancillary gearboxes) – refer to figs 1,2,3 &4. The applications so far described are produced either by High Pressure Die Casting (HPDC) or Sand casting. By comparison, precision castings (i.e. using investment shell and plaster block moulds) in magnesium are currently produced on a limited basis. Aluminium on the other hand is seeing a growth in the use of this technology. (2)
Part of the reason why magnesium is not extensively used for precision casting applications lies in a lack of general education on the attributes and existing use of magnesium alloys. More specific reason is the potential reaction of magnesium with the commonly used silica containing constituents of plaster/shell mould materials. Silica is present in most slurry mixes as either a constituent of the binder or refractory - silica

142/3
reacts with magnesium to produce magnesium oxide and magnesium silicide. Several foundries have overcome this reactivity issue by proprietary techniques, successfully producing magnesium from plaster block moulds. Ceramic shell moulds have also been produced in more recent times by careful process control and/or modifications of primary shell compositions. Alloy Types Two groups of Magnesium alloys are commonly used; these are Magnesium-Aluminium and Magnesium-Zirconium. Magnesium-Aluminium. This group of alloys are the oldest and rely upon the strengthening effect of Aluminium addition to Magnesium. Tensile strength reaches a peak at approximately 10% Aluminium addition, after which tensile strength and ductility fall dramatically, thus setting the upper limit for alloying. The most commonly used alloy is AZ91 (9% Aluminium, 1% Zinc), whilst lower Aluminium containing alloys such as AM50 and AM60 (5% and 6% Aluminium respectively) are preferred, where improved ductility is required. AZ91 can be used for HPDC, sand casting and has been used for precision casting. High purity versions (low in cathodic impurities, such as iron and nickel) can exhibit good corrosion performance. Limitations of this group of alloys include poor elevated performance (maximum 120 oC) and difficulty in achieving good grain refinement. The consequence of coarse grain size is a reduction in mechanical properties. For HPDC components, grain refinement is less of an issue because the rapid cooling rate in the metal die is generally enough to generate a good grain size. For sand casting, however, comparatively slow cooling rates can result in coarse grain size, which varies through thick (slow cool) and thin sections. Magnesium-Zirconium The basis of this group of alloys is the potent grain refining effect which zirconium has on magnesium. Addition of less than 0.6% is satisfactory to achieve grain sizes less than 80 microns in sand cast parts. This grain refining effect is not strongly affected by the cooling rate of the alloy, so castings have a fairly consistent grain size irrespective of cooling rate. Similar properties might therefore be expected in sand castings and slower cooled precision castings. A range of alloys exists from this alloy group. Alloy development over the past 40 years has focussed upon achievement of ever increasing strength and suitability for applications subjected to elevated temperatures. Over the last twenty years, corrosion performance of new alloys has been

142/4
improved to a similar level to that of aluminium based alloys. Some examples are given below:- - Elektron RZ5 (4% Zinc, 1.3% Rare Earth, 0.6% Zirconium) –Pressure
tight, good castability, useful operating temperature up to 130 oC-150 oC.
- Elektron WE43 (4.3% Yttrium, 2.3% Neodymium. 1% Heavy Rare Earth,0.6% Zirconium) – pressure tight, good corrosion performance, useful operating temperature to 250 oC.
- Elektron 21 (2.8% Neodymium, 1.4% Gadolinium, 0.3% Zinc, 0.5% Zirconium) – pressure tight, good castability, good corrosion performace, useful operating temperature to 200 oC (3).
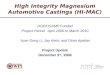
A comparison of mechanical properties and corrosion performance of the above alloys is listed in Figure 5 and Table 1. Alloys Suitable for Investment Casting For components operating at less than 120 °C where mechanical properties are not of great concern, AZ91 is a potential choice and is indeed used. The alloy can be specified in High Purity form (AZ91E), which with good melt control and processing, will offer good corrosion performance. The liquidus temperature of AZ91 is low due to high alloy content. This allows pouring temperatures to be as low as 700oC , reducing the opportunity for potential metal mould reaction. Limitations of this alloy type have already been highlighted in terms of grain size and mechanical properties. Fantetti et al (5) have further illustrated the poor properties achieved in AZ91 castings made from plaster moulds. For components requiring improved mechanical properties, whether at room temperature or elevated temperature, the Magnesium- Zirconium alloys are favoured. For any new application, corrosion resistant alloys are a pre requisite, which eliminates RZ5 alloy. Elektron WE43 offers the best property package. Elektron 43 is, however, one of the more difficult alloys to handle in the foundry due to the presence of Yttrium, which has a tendency to oxidise easily. This means that special metal handling techniques are required for both molten metal handling and mould preparation. Elektron 21 offers most of the property benefits of Elektron 43 including good corrosion resistance and elevated temperature performance. An important additional aspect for precision casting is that Elektron 21 has low oxidation characteristics (3), which may reduce reaction with mould material and certainly facilitates easy molten metal handling for the foundry. For these reasons, Elektron 21 was chosen for this precision casting evaluation.

142/5
Mould Materials Problems occur when molten magnesium is in contact with moisture (water), iron oxide, or silica. The constituents of a typical light alloy shell mould can contain several of these components in the particulate and binders used. Similarly, plaster block moulds are often produced from aqueous solutions and contain silicate binders. Means of avoiding reaction by modifying the mould make-up is one approach, which is used. Techniques include:- Inhibitors – Silica sand moulds are effectively inhited by addition of 1 –2 % Sodium Fluorosilicate or Potassium Borofluoride. The use of Fluoride containing inhibitors in plaster block moulds is also possible.Options include the aforementioned, plus Ammonium Bifluoride and Aluminium Fluoride. Knowledge and control of inhibitor content is important (6), because they can affect setting times. For shell moulds effective inhibitors are more problematic, since they tend to dissociate at <500 oC. Typical firing temperatures of 1000oC will therefore remove the inhibitors. Drying – Removal of free water is a key stage. Avoidance of Silica – Removal of Silica containing materials from the shell mould is existing/developing technology for the production of Nickel-Aluminium alloys. Rosefort & Kort have reported good results with magnesium using the same type of technology (7).
Experimental – Precision Casting Trials 1. Introduction Evaluation was carried out with Elektron 21 alloy in two stages: Stage 1 was to define whether improvements in alloy type (Elektron 21) made this alloy suitable for precision casting. Stage 2 was to evaluate the effect of best practice/ improved mould technology on the produceabiliity of precision cast Elektron 21 components. 2. Alloys Casting trials were carried out with several precision casting foundries, which had experience of casting magnesium. Mould preparation (including inhibition and drying cycles) was proprietary to each facility. The objective was to compare Elektron 21 in terms of metal handling, castability and reactivity with AZ91 type alloys currently used.

142/6
Feedback was favourable. Elektron 21 was considered easy for the foundries to handle. Mould reaction occurred in one foundry associated with procedural issues, all the other foundries reported good results with no metal mould reaction. The author’s comments on handling Elektron 21 were ‘ during melt down and holding period, Elektron 21 appears to be cleaner and less prone to oxidation (than other alloys). Furthermore the standard practice of feeding/ gating as applied to the simple older RZ5 alloy works very well with Elektron 21 – castings of various wall sections and complexity have been produced and have met radiographically the AMS-STD 2175 Grade A & B standards. 3. Mould Materials Casting Technology International (Cti) has the facilities to produce a wide range of investment shell types and the ability to carry out development / pre-production casting of magnesium alloys. Stone Foundries Limited (8), a large producer of Magnesium castings, has supported the development programme by supply of complete and part assemblies for the various trials. The following investment casting factors were considered and evaluated using investment shell moulds: - Moulds were produced using two shell mixes. Primary layers were free of silica to prevent potential reaction. Initial trials gave successful results. No reaction occurred, however, some localized shell delamination / damage was observed on some castings. Whilst these results were promising, limited shelf life of the slurry mixes and cost of the materials are limiting factors. 4. Mould Inhibition Oxidation of Magnesium can be avoided by distribution of a protective gas onto the melt surface, pouring stream and/or inside the mould. This is typically a mixture of 1 – 2% Sulphur Hexafluoride (SF6) in a carrier gas of Carbon Dioxide (CO2). Higher levels of SF6 have been used to purge plaster moulds to successfully prevent reaction (9). For the current evaluation, some moulds were cast without passing protective gas into the mould, some with CO2/SF6, others employed SF6. In each case, gas was introduced into the mould immediately prior to pouring metal. Moulds were produced using conventional shell systems by Cti and proprietary shell system provided by Stone Foundries Limited. 5. Temperature Variables Mould temperatures were evaluated in the range 50OC – 500oC. Metal temperature varied between 710oC and 780oC.

142/7
6. Section Thickness Metal / Mould reaction can increase when larger castings are produced because there is more time at temperature for reaction to occur. Using the technique developed during this work, thick section castings were produced in Elektron 21 –refer to Figure 8. 7, Property Comparison Both separately cast test bars and samples cut from castings were tested to determine the properties achievable from the alloy cast into precision moulds. A selection of results from Elektron 21 castings is summarized in Tables 2,3 and 4.
Results Results initially showed some variability, with mould reaction sometimes occurring in moulds when no protective gas was used in the mould – refer to Figure 6. Subsequently, tests showed a trend whereby no reaction occurred with moulds into which SF6 had been introduced immediately prior to pouring – refer to Figure 7. No reaction was observed in the thick section castings (Figure 8). In summary, Elektron 21 did not react easily with moulds under the wide range of parameters evaluated. In terms of mould / processing technology, proprietary silica – containing and silica – free shell moulds could yield reaction free castings. Castings made from moulds purged with SF6 consistently gave good results. The mechanical properties summarized in Table 3 are similar to sand cast components when subjected to the recommended solution and ageing treatment. All section thickness easily surpassing AMS 4429 specification. Alternative heat treatments were evaluated specifically because the use of a hot water quench could lead to distortion in thin walled investment cast parts. This showed that air-cooling from the solution treatment temperature yielded properties in section thickness of 7 mm which exceeded the AMS 4429 minimum requirements (Table 4). Material in the as cast condition could not achieve AMS 4429 minimum properties (Table 2), however, can still exceed those of AZ91 investment cast parts in the fully heat treated condition. This could be beneficial for prototyping of HPDC AZ91 in investment Elektron 21. Discussion Mould technology is already available to produce magnesium castings without reaction issues. The trials carried out at Cti have improved the knowledge of shell mould technology required for magnesium and shown that by careful control of process parameters and use of effective purging techniques (with SF6), high quality, reaction free castings to meet aerospace quality standards can be produced.

142/8
Alloy development has complimented these activities. Elektron 21 offers low oxidation characteristics, which appear of benefit in the precision casting process. This alloy also opens up the following opportunities, which were not readily available to the precision casting industry. Prototyping of HPDC AZ91 parts. Elektron 21 offers the properties achieved by the AZ91 HPDC component from a precision part. This was not previously achievable using AZ91. New Applications where the end user requires a lightweight alloy, which can give consistent properties at room temperatures, operate up to 200oC and exhibit general corrosion resistance similar to aluminium alloys. Replacement of aluminium and other materials where a lightweight solution is required. The Western world Aluminium investment casting market has been estimated to be worth approximately $400 million (2). Even a small segment of this market is attractive proposition for producers of competitive magnesium alloy components. Acknowledgement Paul Lyon of Magnesium Elektron for his help in preparing the paper.
References 1. K.Weiss et al. Magnesium Castings in Aeronautics Applications –
Special Requirements. 12th Automotive Seminar. Germany – September 2004.
2. Steven Kennerknecht. Structural Aerospace Aluminium Investment castings 10-years supply & demand evolution – AeroMat 2001.
3. Paul Lyon. Elektron 21 – New alloy for Aerospace and speciality applications. TMS Charlottesville USA.2004.
4. Ken Clark. AZ91E Magnesium Sand casting alloy, the standard for corrosion performance. 43rd World Magnesium Conference, LA, USA 1986.
5. Nick Fantetti , Properties of Magnesium Plaster Castings. Technical paper 910413.SAE Detroit USA 1991.
6. John King. Investment/Plaster Casting of Magnesium Alloys. Magnesium Elektron internal MR10/Data report. 1997.
7. M.Rosefort etal. An Innovative Technology for investment casting of Magnesium – annual Investment Casting Conference, Edinburgh, UK 26 May 2005.
8. Mike Randal. Investment Manager at stone Foundries Ltd. 9. Neelameggham US patent US4579166. 1986. 10.INCAST Magazine. P12. October 2002.

142/9
Table 1 – Corrosion Comparison of Magnesium & Aluminium Alloys Corrosion Rate (4) 14-Day Salt Fog
Alloy MPY MCD AZ91C 1300 16.3 ZE41 480 6
AZ91E <20 <0.25 WE43 <20 <0.25
Elektron 21 <30 <0.38 C355 <10 <0.19 A357 <10 <0.19
Table 2 - Tensile properties relating to as cast specimens Specimen No. Section
thickness mm
0.2% PS MPa
TS MPa
Elongation %
Comments fracture
1 14 113 192 5 Clean 2 14 110 181 4 Clean 14 7 107 197 9 Clean 15 7 110 204 9 Clean 16 7 112 208 9 Clean
AMS 4429 Sand Cast Minimum
145 248 2
Table 3 - Tensile properties relating to T6 (HWQ) specimens Specimen No. Section
thickness mm
0.2% PS MPa
TS MPa
Elongation %
Comments fracture
3 14 171 272 3 Clean 4 14 164 262 3 Clean 5 12 on 75 163 268 3 Clean 6 12 on 75 159 243 2 Oxide 7 12 on 75 167 277 3 Oxide 17 7 174 306 5 Clean 18 7 175 323 6 Clean 19 7 171 312 6 Clean
AMS 4429 Sand Cast 145 248 2 Table 4 - Tensile properties relating to T6 (Air Cool) specimens Specimen No. Section
thickness mm
0.2% PS MPa
TS MPa
Elongation %
Comments fracture
8 12 on 75 143 270 8 Clean 9 12 on 75 135 246 5 Oxide 10 12 on 75 143 254 5 Oxide 11 7 153 294 8 Oxide 12 7 155 265 5 Clean 13 7 150 270 5 Clean
AMS 4429 Sand Cast Minimum
145 248 2 Clean

142/10
����
����
����
����
����
����
����
����
����
����
����
����
���� ����
����
����
����
����
����
����
����
����
����
Fig.6 - Cti Shell. No mould purge. Shell temp 500oC. Pouring temp 760oC.
Fig.1 - Lynx Helicopter Gearbox Cover & Case (RZ5)
WE43 Elek 21 RZ5 AZ92
Temperature °C
Ten
sile
Str
engt
h (M
Pa)
Fig.5 - Tensile strengths of Sand Cast Magnesium Alloys
Fig.2 - Sikorsky S92 Main Gearbox ElektronWE43
Fig.3 - F22 Fighter – Engine mounted Auxiliary drive (EMAD) ElektronWE43
Fig.4 - F22
Fig.7 - Cti shell. Mould purged with SF6. Shell temp 500°C. Pouring temp 730°C
Fig. 8 - Thick section Casting in Elektron 21