Embed Size (px)
Citation preview

Machines for solid metal forming Hydraulic presses

VP series
Technical data
1600 16000 800 1350 1500 1480 x1400 550 55 3 x 2002000 20000 800 1350 1600 1580 x1500 550 50 4 x 200
A
BC
D
E
VPA Press force Ram stroke Installation height Daylight Table Ram speed Pressing speed Main motormax. between guides (ram) area
width x depth Return[kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
250 2500 450 900 800 780 x 700 550 100 160400 4000 650 1150 1000 980 x1000 550 85 2 x 132630 6300 650 1250 1000 980 x1000 550 110 3 x 160800 8000 650 1250 1250 1230 x1200 550 85 3 x 160
1000 10000 700 1400 1250 1230 x1200 550 100 3 x 2001250 12500 800 1500 1400 1380 x1300 550 110 4 x 2001600 16000 800 1500 1500 1480 x1400 550 85 4 x 2002000 20000 1000 1600 1600 1580 x1500 550 85 5 x 200
Schematic of VP press
Additional press series (e.g. VPZ) and sizes on request
Hydraulic ejectors in the table and/or in the ram on customer’s demand
Ejector force, -stroke, -speed according to customer’s specifications
VPE Press force Ram stroke Installation height Daylight Table Ram speed Pressing speed Main motormax. between guides (ram) area
width x depth Return[kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
400 4000 450 1000 1000 980 x1000 550 45 120500 5000 450 1000 1000 980 x1000 550 70 2 x 120630 6300 650 1100 1000 980 x1000 550 60 2 x 132800 8000 650 1100 1250 1230 x1000 550 55 2 x 200
1000 10000 800 1350 1300 1280 x1200 550 68 3 x 2001250 12500 800 1350 1300 1280 x1200 550 55 3 x 200
A = Ram strokeB = Installation height max.C = Daylight between guidesD = Table widthE = Table depth



Economic production machines
3
Our speciality
The 300 experts at LASCO have one common goal: the delivery of machines that will ensure the client's long term success.
Illustrated is a LASCO KFP cold extrusion press of 1000 tonnes capacity for extrusion ofautomotive parts. More than 1000 LASCO hydraulic presses, engaged in a wide range ofapplications, are installed world-wide.
Since its foundation in 1863,LASCO has been engaged in harnessing fluid power for formingapplications. At an early stage webecame aware of the advantages ofoil-hydraulic systems and appliedthem to the construction of efficient forming machines. Withmore than 100 years of experience, LASCO offers formingsystems world wide that are designed to withstand the demanding working environmentswhich exist in the forming industryand are capable of performingtheir tasks with efficiency andreliability.
LASCO presses, with oil-hydraulicdrive, combine "state of the art"hydraulic, mechanical, and electronic control technology in afunctional entity, ensuring optimum productivity in a costeffective manner, for the longterm.
The requirements of our customersare the benchmark for our actions,resulting in the production ofmachines designed specifically foreach application.
Whilst the basic concepts ofLASCO hydraulic presses are outlined in this brochure, wewould be delighted to discuss withyou, the exact performance youwould expect from "your" hydraulicpress.

Hydraulische Pressen in der Massivumformung
4
Capabilities
Hydraulic presses are the firstchoice for a diverse range of solidmetal forming tasks, due to thewide range of energy at their disposal, which in combinationwith other inherent characteristicsprovides high versatility.Efficiency is maximised by thecareful design of the drive unitand by the selection of moderncontrol technologies.
Characteristics which LASCOincorporate in all their presses arerigidity, ergonomic design, operator safety, ease of operationand maintenance, and never sacrificing long term viability forreasons of cost.
Consideration of high rigidity ofthe press frame, optimum formingspeeds, rapid pressure attainment,quick reversal of stroke, andexceptionally short contact timesis afforded high priority at thedesign stage.
The VP, KFP and KP ranges areavailable with a large number of options of automation, quick toolchange systems and process technology for a wide range of hot,warm, and cold forming applications, which may includecombinations of descaling, upsetting, edge breaking, pre-forming, stretching, bending,extrusion, trimming, piercing, andcalibrating.
Demands of the actual process willinfluence selection of strokelength, ram speed, function andtool area dimensions, as well asframe construction, press drives,ram depth and guidance, and possibility of ejection systems.
Customer preferences will influencethe design of the control systemand tooling application.
LASCO is able to offer not just the construction, fabrication andassembly of a press, but an
integrated production and qualitysystem, incorporating all the features requested by the customer,with development done in house,ensuring a smooth installation andstart up in the customer's plant.
Pistons are forged on a VPE 160 and a VP800.
A billet is pre-formed for a ring, on a VPE 800. Calibrating in a KP 500.
Hydraulic presses for solid metal forming

Überzeugend wirtschaftlichEnsuring profitable production
5
Forming solutions
A billet is pre-formed for a ring, on a VPE 800.

LASCO-Konzepte...Comprehensively proven...
6
LASCO concepts
Press frame designThe choice of press frame design,either single piece or multiple ele-ment construction is determinedby table area, installation height,ram stroke and application.
Single piece weld fabrication,stress-relieving heat treated.
Multiple element press frames,consisting of press table,uprights and cross head, pre-stressed with four tie rods.
Multiple element press frameThe press frame offers certainadvantages, compared with singlepiece frames. Different materialsof special suitability may be considered for the individual parts.
Potential notch stress concentrationsat the connection between thetable and the uprights and between the cross-head and theuprights on single piece frames areeliminated.
Transport of multi piece pressesmay be easier and at lower cost, aspress is able to be disassembledinto smaller units.
Above all, the press frame consisting of several parts is considerably more rigid as a resultof the pre-stressing. For the sametensile stress, the elongation isonly 20% of the value induced ina single piece frame.
As well as ensuring longevity ofthe frame, and forming of moreaccurate parts, overall size andweight of press may be reduced.
Bolster plate on the tableLASCO presses are equipped witha protective bolster plate on thetable to minimise wear. They aresupplied as standard with T-slotsfor holding the tools, with optionof custom designed hydraulicclamping systems.
Press cylinderThe press cylinder is forged steelwith the bore honed. A pre-fillvalve between the top of the cylinder and the oil tank ensuresrapid filling and return of the oil.Split chevron packings with wiperrings provide a seal between cylinder and piston.
Press pistonThe press piston is also forged.The contact surfaces are hardened,ground, and polished. A bronzebush ensures optimum sliding characteristics in the upper sealingand guiding area.
RamThe ram may be either a steelcasting or weld fabricated, fullystress-relieved. It is accuratelymated with the bore in the pistonand clamped securely.
Guiding systemThe guiding system is designedaccording to the specific application. For hot forming processes, a system maintainingconstant clearance in spite of heatexpansion has become standard.For cold forming, a guiding systemwith eight slideways is preferred.The sliding surfaces are bronzerunning on nitrated steel. Tightclearances may be maintained andare adjustable by shims.
Combined with the long ram guiding system and the high pressrigidity, production of high accuracy parts with excellent toollife is assured.
Layout of a press cylinder on a "LASCO"hydraulic press.

...im Detail
7
In detail
Ram support deviceA pneumatically operated, electrically safe-guarded ram supportdevice provides operational safetyand prevents unintentional move-ments of the ram. The ram may belocked in its top position, whenwork is being carried out in thetool area. This safety feature isintegrated into the press controlsystem.
Sections of frames of LASCO presses - single piece (right top side) and pre-stressedmulti piece (left).
...in demanding environments

Bestimmende Leistungsträger
8
Hydraulic drive system
In the case of a direct drive, the movements of the hydraulic press aredependent on the delivery of pressurised oilprovided by the pumps. This solution ispreferred, when a particular performance isrequired over a relatively long stroke, with a high stroking rate.
LASCO employees are installing the hydraulic drive of a VPE.
Press driveThe press drive determines theefficiency of a press by its performance and quality. LASCOdesigns the system in house, andmanufactures the manifold block.The pumps and valves are sourcedfrom major hydraulic companieswith highest standards of technology and after sales andspare parts service.
Direct drive,accumulator drive,combinationDepending on the size and thecharacteristics of the press,LASCO considers three basic concepts of hydraulic drives: thedirect drive, the accumulator drive,and a combination of the two.Press forces from 1000 kN to50000 kN may be achieved withthese systems.
LASCO prefers to install the drivesystem on the head of the press,with the advantages of good
accessibility to all hydraulic elements and short pipe connectionsbetween the pumps, accumulator,and cylinder, as well as a clearfloor area. However, option of floormounting of the drive system isavailable in situations where theoverall height is restricted.
The constant temperature of thehydraulic oil is maintained by aheating system installed in the oiltank. A separate cooling/filteringsystem driven by a pump preventsthe maximum temperature frombeing exceeded and continuouslycleans the oil. Status of the filtersis indicated on the screen of thecontrol system.
LubricationThe lubrication of the slideways isby oil. Adjustment of the amountand frequency is through the electronic control which also prevents the oil level from droppingbelow the minimum.
The "heart" of the press
Kompetent ausgelegtCompetent design
9
A LASCO trademark
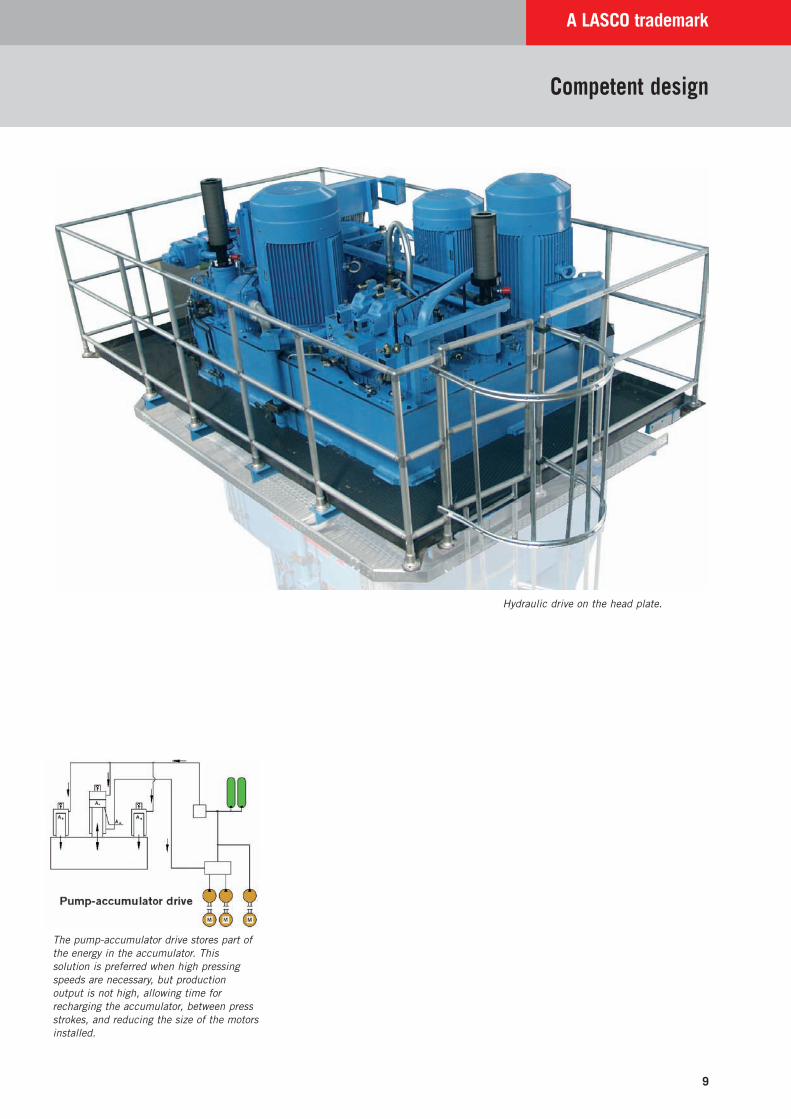
The pump-accumulator drive stores part ofthe energy in the accumulator. This solution is preferred when high pressingspeeds are necessary, but production output is not high, allowing time for recharging the accumulator, between pressstrokes, and reducing the size of the motorsinstalled.
Hydraulic drive on the head plate.

Prozesssteuerungen
10
Process control
Decentralised process controlIf the hydraulic system is the"heart", then the "brain" of amodern hydraulic press is thedecentralised process control. AsLASCO is totally customer focused,all configuration and programmingis performed in house.
LASCO's competence in softwareprogramming and in the designand installation of electronic, electrical, and mechatronic components allows the considerationof all customer requests that aretechnically feasible, including theprovision of interfaces for integrationof existing processes and inter-linked operations.
LASCO press and process controlsoffer all the performance characteristics of a modern product organisation, such as:
Centralised, product-related setting and evaluation of allmachine parameters.
Product data administrationwith connection to a database.
Operating data registration.
Product follow-up.
Integration in MRP.
Integrated maintenance programme.
Integrated data logger.
The requests of the customer arealso considered, when designingman-to-machine interfaces, as wellas specific screen menus andcharts (available in several languages).
The operator is guided by a graphiccolour display, which is in thesame language as the messagesdisplayed at the terminal. The registration, evaluation, and listingof data can be input during operation and the data can betransferred into the company network via interfaces.
Software modules specific to thecustomer can be linked. Options ofintegrated phone- or internet-aidedon-line maintenance systems areoffered.
The design, installation, and programming of electronic, electrical, and mechatronic components are core competences of LASCO.
Controlled production without compromise

Individuell programmiert Operator guidance on customer’s demand
11
Individually programmed
LASCO designs the operator menus and screen forms of a control system individually according to the customer’s demand, in this case, located in China.
Efficient interfaces ensure the realtime communication with automa-tion systems and industrial robots.In principle, a data logger is integrated and offers the possibilityof archiving internal and externalanalogous and binary signals.
LASCO control concepts aredecentralised on the basis of bussystems. Only hardware of international industrial standardsis selected. This permits customers
the possibility of making adjust-ments and performing maintenance work on their own aswell as reprogramming and enhancing at a reasonable price.Not least this means a high security of investment.

Vielzweckpressen
12
VP series
Typical components pre-formed and finish-formed on LASCO VP series presses.
The VP range of LASCO pressescovers a large spectrum for hotmetal forming of solid parts. Thepress forces and characteristicsare chosen for each application.This versatility makes the LASCOVPs ideal presses for pre-formingtasks, such as edge breaking,upsetting, bending or material distribution.
In addition, the sturdy VP seriesare well-suited for tasks demandingone step finishing, or for intricateforming processes with several stages, as well as for extrusion.
By doing the pre-forming of components which are finishedsubsequently in die forging hammers or presses - it increasesproductivity and efficiency of theforging process, while at the sametime optimising material utilisation.
Salient features of the LASCO-VPrange are their high capacities andtheir rigidity which permits theapplication of eccentric loads, longram guidance, infinitely adjustablepressing speeds and press stroke,and precise pressure control.
The VP series provide customerswith a versatile press, capable of awide range of applications, at aneconomical cost. The precise control depending on force, speedand/or distance is the key to precision of the single formingoperation and its repeatability.
Multipurpose presses

Klassiker mit breitem EignungsprofilVersatile press with a wide range of applications
13
VP series
Lubrication of the dies of a VPE 500 (top).LASCO VPA 1250
Layout of the basic design of a LASCOpress from the VP range.

Optimal konfiguriert ...
14
VP series
It is often a requirement on somepressing applications that thenominal press force is available forthe entire stroke at maximumspeed. Thus, the VPA range hasbeen designed especially for massive forming with a high pressforce, such as is encountered inthe manufacture of extruded parts,for example, automobile axletubes. A favourable ratio betweenthe width and the height of theram and accurately adjustable slideways permit the precise forming of long components with ahigh eccentric load.
The VP series from LASCO haveproven their capabilities world-wide in combined forming operations. Thus, the piercing and
A LASCO VPZ 500 in production.
Optimum specification

... auch für kombinierte AufgabenFor multiple operations
15
VP series
drawing press VPZ performs on asingle setup the type of work thatwould normally have to be appliedto two presses, a hot extrusionpress and a subsequent ironingpress. Long, axially symmetricalhollow parts up to an outer diameter of approx. 350 mm and alength of approx. 2000 mm, suchas axle tubes, tool joints and gasbottles, are produced on a VPZ -including ironing and indenting -with consistent precision and highoutput.
The hot ironing following the hotextrusion process can either beeffected with a movable drawingpunch, or with a drawing slide.The part manipulation and thecombined inner and outer coolingof the tools is automated.
Combined piercing and drawing press VPZfor the production of axially symmetricalparts (schematic).

Kaltfliesspressen
16
KFP series
LASCO KFP hydraulic cold formingpresses are capable of producingparts with a tolerance of one-hundredth of a millimetre.
Cold extrusion is among the mostimportant processes for the economic forming of near net-shapeparts in large volumes. The KFPcharacteristics of stroke, force,and speed are particularly suitedto the rigorous demands imposedby cold extrusion.
World-wide a multitude of differentparts, including drive pinions, starter shafts, hollow shafts, andsimilar automotive parts, are coldforged on LASCO KFP presses. Ina combined process of forward,backward, and cross extrusion,intricate parts, such as spiders,can be produced in an efficientway and with consistent quality.
A LASCO KFP is capable of incorporating several subsequent
Typical parts produced by LASCO hydraulic KFP cold extrusion presses.
KFP 1000 forming aluminium parts for theautomotive industry.
Cold extrusion presses

Überlegen in der GroßserieSuperior for producing large volumes
17
KFP series
Layout of the basic design of a LASCO KFPpress.
forming stages in the tool area. A guiding system with eight slideways ensures the utmost precision at each stage. Options,such as shifting slides, rotary punches and tables (top or bottom),as well as feeding and handlingdevices for billets or for pre-formedparts, allow the KFP to be considered for fully automatic pro-duction. Ejector systems integratedin the press table and the ram arestandard features.

Kalibrierpressen
18
KP series
Hot calibration of powder-forged synchronousrings.
Calibrating of parts after the actualforming operation is often requiredto meet dimensional tolerances,improve surface finish andstraightness.
LASCO KP calibrating presses areintended for the cold, warm, andhot calibration of parts, but mayalso be considered for trimming,piercing, and bending operations.
The tool area has been designedfor a wide range of applications
and is able to accept eccentricloads. The pressing speed andpress force is infinitely adjustable,up to maximum values, and combined with accurate ram positioning by servo drive, ensuresa high calibrating accuracy.
Basic presses are able to be retro-fitted with upgrades tohydraulic and electronic controlcircuits, to meet unforeseen futureproduction demands.
Examples of powder-forged and standard sintered parts that are calibrated on LASCO calibrating presses.
Calibrating presses

Wirtschaftlich zur EndgeometrieAn economic way to achieve final geometry
19
KP series
Basic design of a LASCO KP calibratingpress (schematic).
LASCO KP 630.

Offen für spezielle Anforderungen
20
Process design
DEVELOPMENT - MODERNISATION - CONVERSION OF FORGING LINES
Fixing of the optimum forging unit
Calculations / surveys of stages
Forming simulation 2D/3D
Cycle-time studies / cycle-time diagrams
Tool design
Machine selection / specificationselection of additional units
Design of automation systems
LayoutDrawings for installation and foundation
LASCO hydraulic presses for hot,warm, and cold solid metal formingembody leading technology in alltheir elements and reflect "state ofthe art" process technology. Theirinherent characteristics are rigiddesign and power in reserve.Highest levels of efficiency areachieved by individual adaptationof the press to the specificdemands of the customer.
LASCO defines its role as a highlyflexible press manufacturer in
providing tailor made solutions tocomplicated and changing demands.Our process specialists developefficient line concepts startingwith the range of the parts to beformed, and the particulardemands of the client.
Their goal is to harmonise allmajor parameters of the formingunit and the tooling, resulting inthe most economic forming pro-cess.The result is usually a trulyunique solution for each project.
The computer-aided simulation of formingprocesses plays a major role in the development of all LASCO machines andforming solutions (top).
Simulation may be applied to the following
1. degree offorming
2. temperature 3. yield stress 4. forming speed 6. toolinga) tensionsb) deformations
5. grain flow
Specialists in process technology developoptimum forming processes to satisfy thedemands of the individual customer.
Adaptable to special demands

Automatisieren, integrieren, steuernPeripherie Automation, integration, control
21
Peripheral equipment
Of course LASCO offers also a widerange of peripheral equipment toaugment the production process ofthe main unit.
This option permits considerationof almost any automation for ourpresses, but also their successfulintegration into inter-linked processes.
Schematic of two inter-linked LASCO units VPE 500 and MPP 400 with automation devices.
Automatic loading and unloadingdevices
Tools and tool holders (with temperature control as an option)
Quick-changing systems fortools, tool holders or cassettes
Tool conditioning units
Hydraulic ejectors in the tableand in the ram (multiple operations)
Sound isolation and enclosures
Manipulators (in the press andoutside)
Robots
Protective devices
Hydraulic descalers
Electronic on-line maintenance
Optional components

Umfassender ServiceThe LASCO benefit
22
Comprehensive service
All components of a formingsystem that are essential for it toperform consistently are sourcedfrom leading international sup-pliers or made in house byLASCO's highly experienced andmotivated experts. This fact, combined with the flexibility andthe concise management of amedium-sized company, enable
LASCO employees co-operate in interdisciplinary project teams to find theoptimum solution for your forming requirements.
Experts in the sales, design, manufacturing,installation, and service departments enable LASCO to take care of its customers'requests in a flexible and comprehensiveway.
LASCO to react in a comprehensivemanner to requests and to offerperfect solutions from one source.
Complemented by personal serviceall around the globe, LASCO guarantees its customers a level ofperformance that has set the industry standard for decades.
Your single source for engineered solutions



KFP and KP series
Technical data
AB
C
D
E
A
B CD
E
KP Press force Ram stroke Installation height Daylight Table Ram speed Pressing speed Main motormax. between guides (ram) area
width x depth Return[kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
400 4000 350 750 800 750 x 800 240 14 30500 5000 350 750 800 750 x 800 220 12 30630 6300 350 750 850 800 x 800 260 10 30800 8000 350 750 1000 900 x 800 260 13 55
1000 10000 350 750 1100 1000 x 800 300 12 551250 12500 350 750 1200 1100 x 800 200 10 751600 16000 450 1100 1350 1250 x1100 260 12 902000 20000 500 1000 1450 1350 x1100 250 13 2 x 75
KFP Press force Ram stroke Installation height Daylight Table Ram speed Pressing speed Main motormax. between guides (ram) area
width x depth Return[kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
250 2500 500 1000 800 600 x 600 480 65 100400 4000 650 1450 1000 800 x 900 550 60 150500 5000 650 1450 1000 800 x 900 550 67 220630 6300 800 1800 1150 950 x1000 500 50 220800 8000 800 1800 1150 950 x1000 400 40 220
1000 10000 1000 2000 1250 1050 x1200 550 65 2 x 2201200 12000 1000 2000 1400 1200 x1300 500 55 2 x 2201500 15000 1200 2200 1600 1400 x1500 450 45 2 x 220
Schematic of KFP press
Schematic of KP press
Additional press series and sizes on request
Hydraulic ejectors in the table and/or in the ram on customer’s demand
Ejector force, -stroke, -speed according to customer’s specifications
A = Ram strokeB = Installation height max.C = Daylight between guidesD = Table widthE = Table depth
www.lasco.com
Headquarters:LASCO Umformtechnik GmbHHahnweg 139D-96450 Coburg, GermanyPhone +49 9561 642-0Fax +49 9561 642-333E-Mail [email protected] www.lasco.com
LASCO USALASCO Engineering Services L.L.C.1111 Bellevue AvenueDetroit, Michigan 48207Phone +1 313 579 1100Fax +1 313 579 2674E-Mail [email protected] www.lascoUSA.com
LASCO CHINABeijing Office5 Xisanhuan Beilu100089 Beijing, P.R. ChinaPhone +86 10 6873 1775Fax +86 10 6873 1052E-Mail [email protected]
Mar
ch 2
00
5





























