-
7/30/2019 Lyons Done
1/29
Standards
Certification
Education & Training
Publishing
Conferences & Exhibits
PARTIAL STROKE TESTING
-
7/30/2019 Lyons Done
2/29
Top Customer Issues Regarding Safety
Production Uptime Tests are known to cause outages Some types of
tests require outages
Regulatory compliance HSE and OSHA and others are turning up the
heat New customer guidelines on the horizon include 29CFR part
1910
Easy and safe integration of PAS and SIS
Control, alarms, configuration Elimination of SIS tests as they
are manpower intensive potentially dangerous
An incident with two fatalities due to the by-pass valve being
left open after aSIS test
Increase the confidence that the SIS will perform on demand Easy
Maintenance with increasingly fewer staff
-
7/30/2019 Lyons Done
3/29
PFD Calculation : Simple Math
= (1) (d) (1/2) = 0.5 (d)
PFD avg = [(DC)(d) (TI/2 ]p + [(1-DC)(d) (TI/2)]F
Assumptions: DC is 70% for partial stroke and 100% for full
stroke
TI is 4x/yr for partial and 1x/3 yrs for full
Adding Partial Stroke Testing
= [(0.7)(d) (0.25/2)] + [(1-0.7) (d) (3/2)]= 0.09 (d) + 0.45 (d)
= 0.54 (d)
Conclusion: Partial Stroke Testing enables extending the
full-stroke
testing interval to 3 years and sti ll maintaining the same
PFD!
Full Stroke Testing Only
PFD avg = [(DC)(d) (TI/2)]
Assumptions: DC is 100% and TI is 1x / yr
-
7/30/2019 Lyons Done
4/29
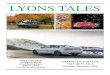
Analysis of safety loop failures
(Source: OREDA)
42%
50%
8%
Safety Systems
Sensors
Final Elements
Does the Final Control Element lead potential SIS loop
failures?
Is there Empirical Evidence or Field Experience that suggests
the Final
Control Element must be tested?
-
7/30/2019 Lyons Done
5/29
Why does the SIS valve
account for over 50% of failures
Valves in SIS Applications typically operate in one
staticposition all the time and only move upon an emergency
situation. The problem: the valve being in a static position
without
mechanical movement for long periods of time, inherently
increases unreliability. To ensure availability on demand, SIS
valves must have
regular testing
Until recently, SIS valves could only be tested through
expensive, labor intensive pneumatic testing methods
-
7/30/2019 Lyons Done
6/29
Test Methods
The primary objective of testing is to reduce the Probability
ofFailure on Demand (PFD)
OFF LINE
Total StrokeProcess Down
ON LINE
Total StrokeByPass In Service
Component Test
Partial Stroke
Solenoid (SOV)
-
7/30/2019 Lyons Done
7/29
The power of partial stroke testing Increase SIL Level
Implementation of Partial Stroking on Final Control Element can
increase orachieve desired SIL level
Validation of SIS
Partial Stroking Validates the proper operation of the FCE Final
Control Elements are commonly untested and are inherently
unreliable
Maintains SIL Level Safely extend turnaround times
1/PFD(t)
Time
Test Interval
Without testing the PFD increases
-
7/30/2019 Lyons Done
8/29
Current Test Methods
Manual Interlock Pneumatic Panel
Solenoid PanelBypass Valve
-
7/30/2019 Lyons Done
9/29
ISA S84.01-1996: A Safety Instrumented System is a distinct,
reliable system used to safeguard a process to prevent a
catastrophic release of toxic, flammable, or explosive
chemicals
What is a Safety Instrumented System?
How can we
Prevent the
Catastrophe?
-
7/30/2019 Lyons Done
10/29
SIS Tests Options
Low Risk
Process Availability
Manual Interlockor J ammer
Device
Solenoids withLimit Switches
Reduces Chance forHuman Error
Low Complexity
Low OPEX
Known Valve
Performance
Automated
Low CAPEX
IntelligentPositioner
By-PassValves
SolenoidPulsing
Panels
-
7/30/2019 Lyons Done
11/29
(Hardware and Software)
Logic solver
Sensor Logic Solver Control
Element
What is a Safety Instrumented System?
SIS Loop Sub-components
IEC61511: Safety Instrumented System (SIS)
Instrumented system used to implement one or more
safetyinstrumented functions. A SIS is composed of any combination
ofsensor (s), logic solver (s), and final elements(s)
-
7/30/2019 Lyons Done
12/29
Separation of BPCS from SIS is Recommended. If you share any
loop elements, all SIS Requirements flow to BPCS
- Do you see any common
elements between BPCS and SIS?
Basic Process Control System (BPCS) vs.
Safety Instrumented System (SIS)Control Safety
-
7/30/2019 Lyons Done
13/29
IEC 61511 - End-user/Integrator Standard
Applies to the Entire Loop
Effects of:Weather
Corrosion
IEC 61511
Wiring
ImpulseLines
Piping
Power
Loop Components
-
7/30/2019 Lyons Done
14/29
IEC 61508 - Applies to Component
Manufacturers Not the Entire Loop
IEC 61508
Sensors
Final ControlElements
Logic
Solver
-
7/30/2019 Lyons Done
15/29
Overview of SIS Industry Standards
Manufacturers &
Suppliers of Devices
IEC61508
Sections 2&3
Manufacturers &
Suppliers of Devices
IEC61508
Sections 2&3
Safety Instrumented
Systems Designers,
Integrators & Users
IEC61511
Safety Instrumented
Systems Designers,
Integrators & Users
IEC61511
Process Sector
Safety Instrumented Systems
Process Sector
Safety Instrumented Systems
-
7/30/2019 Lyons Done
16/29
Process Hazards and Risk Review
(IEC 61511 Section 8) Purpose
Identify the possible hazards including fault conditions
andreasonable foreseeable misuse
Assessment
Human Injury/loss of life
Loss of Assets
Environmental Impact Typical process/tool
HAZOPS Analysis
Output of HAZOPs will determine required risk reduction -
Safety
Integrated Level
-
7/30/2019 Lyons Done
17/29
SIL applies only to the entire LOOP / SIF
PFDFCE
PFDPLC
PFDSensor
Loop SIL equals:PFDFCE + PFDSensor +PFDPLC
Individual PFD =Risk that the:
transmitter reads a
false safe flow?
control system
wont shut down
if flow is unsafe?
Valve (FCE) stays
open?
-
7/30/2019 Lyons Done
18/29
SIS Design and Engineering
(IEC 61511 Section 11)
Separation of BPCS and SIS
Human Interface System Design
Shut Down and Start-up design
Requirements of Components and Subsystems
Fault Tolerance
Sensor Speed
Proof Testing Intervals
Wiring Practices
System Interface Maintenance
-
7/30/2019 Lyons Done
19/29
Other Considerations for Optimizing Safety Consider real-world
common causefailures:
Performance (even with redundancy)
Practices (selection, installation, maintenance)
Hardware/sensor/interface failures
Select devices with best performance
Installed performance under real-world conditions
Dynamic response to match application
Experience minimizes common causefailures Has the vendor
field-proven this device?
Has the user site-proven this device?
Is the user familiar with this device?
-
7/30/2019 Lyons Done
20/29
What is the Future Direction ?
Certified
PIU
Certified
PIU
Today 2007
-
7/30/2019 Lyons Done
21/29
Limitations to traditional testing methods
Panels:
Expensive, up to 10-15K per panel (not including labor
cost/hr.)
Test procedures are complex Labor-intensive testing
Solenoid Pulsing
Doesnt Validate or Test Valve Movement; Only tests the
solenoiditself
Coil burnout due to increased cycling
increased risk to process disruption
By-Pass valves
Testing is expensive and time consuming; Testing becomes
infrequent
Cost of by-pass deters economic feasibility for valves in larger
sizes
Piping and space
100% diagnostic coverage and can not be replaced by partial
stroke
technology
-
7/30/2019 Lyons Done
22/29
Limitations to traditional testing methods
Solenoids w/ Limit Switches
No validation testing on Limit Switches (test is only as
reliable as
the limit switches) Can take you to spurious trip if coil does
not energize in
time(burnout)?
No ability to collect friction data or valve stickage(no
diagnostics) Calibration/Set up for this solution is expensive
and time
consuming
Manual Interlock or J ammer device
Has the jammer been removed? Is the FCE available? No data or
validation
manual and labor-intensive testing
-
7/30/2019 Lyons Done
23/29
Summary of Savings
Elimination of By-Pass Valve, Piping, Wiring
4Cooper-Cameron Full-Bore API rated / Bettis / Solenoid / Limit
Switch
Assembly Cost: $5000 Estimated Piping & Wiring Savings:
$750
Estimated Total CAPEX savings: $5750
Elimination of Full Stroke Testing & By-Pass Valve
Procedures over3 year run-time
Field Technician Hours saved: 10 hrs X $60/hr = $600
Administrative/Procedural safety engineering: 10 hrs X $90/hr =
$900
check-in/check-out, operations validation, etc
Estimated Total Test savings: $1500
Total Savings due to Implementation of Partial Stroke Testing
andelimination of By-Pass Valve/Procedures
$7400 Savings
-
7/30/2019 Lyons Done
24/29
INSTALLATION
***Solenoid valve and FIELDVUE digi tal valve contro ller are
powered separately
S
LOGIC SOLVER
SOLENOID VALVE
DVC6000 SERIES DIGITAL
VALVE CONTROLLER
ESD VALVE AND ACTUATOR
EXHAUST
4-20 MA DC
24 VDC
SUPPLY PRESSURETRAVEL FEEDBACK
SEPARATE POWER
SOURCES FOR DIGITAL
VALVE CONTROLLER
AND SOLENOID VALVE
-
7/30/2019 Lyons Done
25/29
S
SUPPLY PRESSURE
DVC6000 SERIES DIGITAL
VALVE CONTROLLER
LINE
CONDITIONER
24 VDC
LOW POWER
SOLENOID VALVE
ESD VALVE AND ACTUATOR
EXHAUST
TRAVEL FEEDBACK
SINGLE POWER SOURCE
FOR BOTH THE DIGITAL
VALVE CONTROLLER AND
SOLENOID VALVE
LOGIC SOLVER
INSTALLATIONINSTALLATION
-
7/30/2019 Lyons Done
26/29
SUPPLY PRESSURE
DVC6000 SERIES DIGITAL
VALVE CONTROLLER
LINE
CONDITIONER
24 VDC
ESD VALVE AND ACTUATOR
TRAVEL FEEDBACK
24 VOLT DC POWER
SOURCE
LOGIC SOLVER
INSTALLATIONINSTALLATION
-
7/30/2019 Lyons Done
27/29
Push
Button
Push
Button
RS485
MAINTENANCE
ValveLink WorkStation
DCS
Operator WorkStation
MODBUS
INSTALLATIONINSTALLATION
-
7/30/2019 Lyons Done
28/29
Trip Protection
Partial Stroke Travel
Min Pressure
-
7/30/2019 Lyons Done
29/29
Future
Simple, Flexible, Local or Remote On Line Test -Improved PFD
Improved Diagnostics - Predictive Maintenance-Increased system
Availability
Safety Defaults
System Audit Documentation - Storage and Comparison Reduced Cost
Of Ownership