Embed Size (px)
Citation preview

1
Lubricant Analysis for Gas Turbine Condition Monitoring
M. Lukas and D. P. AndersonSpectro Incorporated
Littleton, MA 01460 U.S.A.
INTRODUCTION
Analysis of used lubricating oil is a fastevolving technique for predictive maintenancewith any closed loop lubricating system such asthose in gas and steam turbines, diesel andgasoline engines, transmissions, gearboxes,compressors, pumps, bearings and hydraulicsystems.
To be effective in monitoring bothmachine condition and lubricant condition, amodern oil analysis program takes the formshown in Figure 1. Based on analysis ofperiodic oil samples, a laboratory diagnosticreport is sent to the personnel responsible forthe equipment to warn of any possible problemor to make a specific maintenancerecommendation. The entire process, fromsample taking to the diagnostic report, shouldtake less than 48 hours to be effective. Thesereports, when combined with statistical
analysis and trending, can provide an insight tomanagement personnel on the effectiveness ofthe program, efficiency of the maintenancedepartment, repair status of equipment,recurring problems, and even information onthe performance of different lubricants.
Condition monitoring by oil analysiscan be broken down into two categories, debrismonitoring to measure the trace quantities ofwear particles carried by the lubricant awayfrom the wearing surfaces and lubricantcondition monitoring to determine if thelubricant itself is fit for service based onphysical and chemical tests.
DEBRIS MONITORING
Debris monitoring pertains primarily tothe detection, and sometimes also the analysis,of metallic wear particles. The most commontechniques and devices applied to this category
LaboratoryAnalysis, Diagnosis & Recommendations
“Machine Condition”
“Lubricant Condition”
NHC 250 EngineDiagnosis: Silicon high, check air filterFe 102Al 3Cr 12Cu 19Si 37Pb 55TAN 6Visc. 12
.......Monthly ReportEquipment Availability
Monthly ReportEquipment Availability
Monthly ReportEquipment Availability
Maintenance Recommendations
Management Reports
Monitor,Manage
andControl
Oil Samples
Figure 1, Oil Analysis Program, Flow Diagram

2
of condition monitoring include atomicemission spectroscopy (AES), atomicabsorption spectroscopy (AAS), X-rayfluorescence spectroscopy (XRF),ferrography, magnetic plugs, magnetic chipdetectors, and microscopic examination of filterdebris.
Debris monitoring is the backbone ofoil analysis condition monitoring programs. Itis effective in the sense that tests can be appliedto determine that a system is nearing, or hasreached, a failure mode. Further damage canthus be contained or avoided throughimmediate shutdown and repair.
Spectroscopy is the most widelyapplied technique for debris monitoring. Itprovides a quantitative, multi-elementalanalysis of wear debris in lubricating oil. Theelemental concentration of as many as 20elements are reported in parts per million(ppm). Wear metals such as iron, aluminum,chromium, copper, tin, lead, silver, titaniumand nickel are detectable, as well as lubricantadditives such as calcium, barium, zinc,phosphorus, magnesium, boron andmolybdenum. Certain contaminants such assilicon, sodium and potassium are alsoroutinely detected. Trends are used todetermine the mechanical health of a system.Concentration trends are established throughroutine monitoring to indicate if a continuingwear condition exists, the rate of wear, and as aconsequence, the immediacy of the wearproblem.
There are several types of spectrometersused for debris monitoring. These include,rotating disk arc emission (RDE), atomicabsorption (AAS), X-ray fluorescence (XRF)and inductively coupled plasma (ICP) emissionspectrometers. Each has its own advantagesand disadvantages, however, the RDEtechnique is preferred for applications withlarge numbers of oil samples and is the mostpopular due to its ease of use in all types ofenvironments.
An effective spectrometric oil analysisprogram is dependent upon interpretation of theanalytical data. The interpretation is anevaluation of the maintenance status of an oilwetted system and consists of the laboratory’srecommended maintenance action.
The evaluation process can be manualor computer assisted. It is based on wear metalguidelines for a particular piece of equipment,but must also take into account a combinationof variables. Equipment operating conditionsare a prime factor. The environment is alsoimportant; for example, an arid location willcause an increase in silicon readingsaccompanied by a corresponding increase ofwear. Time since last oil change and oilconsumption will affect readings and possiblydisguise a wear trend. The length of time theequipment is in service is extremely important.During the engine break-in period, either whennew or after overhaul, wear metalconcentrations are abnormally high and are nocause for alarm. If equipment is left to standidle for long periods of time, rust can form andiron readings will increase. Older systems willalso generate more wear metals than fairly newones of the same model. Load on the engine isalso a factor, particularly changes in load;increases in wear may be due to an additionalload placed on the engine. The chemicalcomposition of the oil and coolant are alsoimportant. Metals present may not be due towear at all, but rather due to an oil additive orcoolant leak.
Since the spectrometer is able todifferentiate between metals, it is able todetermine which metals make up the total wear-metal content of the oil. For example, if onlyiron and aluminum are present in abnormalamounts, the analyst's job is much simpler.The entire system does not have to be torndown and inspected; the inspection can berestricted to those components made up of ironand aluminum. Knowing the relativeconcentrations of the elements will furthernarrow down their possible source. Forexample:

3
1. An increase in silver and nickel in a certaintype of railroad diesel is indicative of bearingwear. If detected early enough, a relativelysimple bearing replacement can be made, rather
than a $30,000-$50,000 overhaul andcrankshaft replacement.
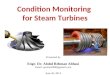
2. An increase in the amount of silicon inconjunction with a corresponding increase iniron, aluminum, and chromium is probablycaused by dirt ingestion, Figure 2. Air filterreplacement and oil change may be the onlymaintenance action required. An increase ofsilicon alone may mean the oil type waschanged to one containing a silicon-basedantifoaming agent and no maintenance action isrequired. The trend without an increase ofsilicon could mean piston wear.
3. Sometimes even the slightest increase orpresence of an element can be cause for alarm.The bearing shown in Figure 3 was removedfrom the gearbox of an aircraft. The presenceof only 2 ppm (parts-per-million) of copperwas sufficient to warrant maintenance action.The source of the copper was the bronzebearing cage.
Figure 3, Example of a bearing failure4. A trend showing the presence of boron inmost water-cooled systems would indicate acoolant leak. If left unchecked, the coolantcombines with combustion products and formsharmful acids which attack metal.
Oil analysis by itself or in conjunctionwith additional simple tests can be used toextend oil change intervals. This isaccomplished by monitoring the oil's additivespackage and contamination, an added capabilitythat makes oil analysis even more cost effectiveand popular in today's unpredictable oilmarket.
10 20 30 40 40 60 70 80Hours
ppm Aluminum
ppm Iron
ppm Silicon
ppm Chromium
Figure 2, Spectrometric trend showing dirtingestion

4
LUBRICANT CONDITION MONITORING
The second part of an effective oilanalysis program is lubricant conditionmonitoring to determine the effectiveness andremaining life of the lubricant based ondegradation and contamination analysis. Thenumber and type of tests performed on a usedoil sample vary with the type of oil and the typeof machine being monitored. Physical propertytests performed by the typical used oil analysislaboratory, often using modifications of ASTMprocedures to reduce analysis time, include thefollowing: viscosity, TBN (Total BaseNumber), TAN (Total Acid Number), watercontent (Karl Fischer), fuel dilution, andinsolubles.
Physical property analysis has been a"must" product of the commercial laboratoriesand is becoming a serious consideration of themilitary programs. It consists of a series ofrelated tests which determine the contaminationand degradation of a lubricant. Physicalproperty analysis is synonymous to extendedoil change interval which is, of course, attoday's prices, the same as money in the bankto users of larger quantities of lubricants. Oilchange intervals are generally based on mileageor time on a system. Physical propertyanalysis, on the other hand, allows retention ofthe oil in a system as long as it holds itsbeneficial properties.
The extended oil change program iswhat makes oil analysis appealing and sellableto the owner of large fleets of vehicles. Thetypical program consists of wear metal analysisand the six tests shown in 1. The first fourtests monitor oil degradation and the remainder,contamination.
Table 1, Lubricant Physical Properties
OxidationNitrationViscosity
Additive DepletionWater DilutionFuel Dilution
Solids
Oxidation is a term used to describedegradation of a lubricant caused by chemicalreaction between the oil and oxygen at theelevated temperatures of operation. The resultis an acidic condition and sludge which causecomponent wear and oil thickening. Oxidationreduces a system's service life and impairs oilcirculation.
Nitration in some aspects is similar tooxidation, but in this instance, nitrogen-containing compounds combine with used oilto form oxides, mostly at the top of thecylinders. Nitration is an indication of blow-byand is characterized by oil thickening and anoffensive odor.
The flow rate of a lubricant in relationto time is referred to as viscosity and it is oneof the most important properties of a lubricant.An abnormally low viscosity reduces oil filmstrength which is its ability to prevent metal tometal contact. Its ability to carry contaminantsaway from moving parts and sealing ability willalso be degraded. An abnormally highviscosity reduces the effectiveness of thelubricant and the contaminants which are thecause of it will increase wear of componentsand could create harmful deposits.
The use of chemical additives inlubricants has become extremely important inmodern machinery. As mentioned earlier, anadditive may be in the lubricant to combat anadverse condition or enhance lubricatingproperties. Some additives are required forefficient operation. In some cases, thepresence of an incorrect additive can bedetrimental to the equipment. For thesereasons, the quantity and type must becontinuously monitored. Additive depletiontesting has, therefore, become very importantin oil analysis programs.
Water in the oil is a result of coolant oranti-freeze leaks, or, in the case of marineapplications, can be caused by sea water.Excessive amounts of water will cause wear,attack bearing metal, and affect the lubricatingqualities of the oil. Excessive water could bean indication of inadequate head torquing, acracked head, or broken lining.

5
Small amounts of fuel in the lubricantdo not present a problem. At engine operatingtemperatures, small amounts evaporate and anequilibrium is reached. Large amounts of fueldilution result in the same detrimental effects asexperienced with water dilution.
Solids in a lubricant may be due toingested dirt, wear metals, or byproducts of anincomplete combustion process. It is indicativeof carburetor problems, oil filter saturation, andan indication of the efficiency of the air intakesystem. Excessive solids will cause wear.
TURNKEY USED OIL ANALYSISLABORATORIES
The configuration and requiredinstrumentation of a laboratory will vary basedon the machines being monitored and thesample work load. A full-service laboratory isshown in Figure 4. In a modern oil analysisprogram, the basic minimum componentsconsist of an emission spectrometer, a FourierTransform-Infrared spectrometer (FT-IR) and aviscometer. Each instrument sends its resultsto a data based laboratory informationmanagement system for data storage,evaluation and reporting.
A rotating disc emission (RDE)spectrometer is the basic instrumentrecommended for routine measurement of theelemental concentration of wear metals,contaminants and additives. It providessimplicity of operation, sensitivity to largerparticles, freedom from diluting samples, and
requires no gas or cooling water whilecompleting analysis of approximately 20elements in less than a minute. An atomicabsorption spectrometer (AAS) is seldom usedunless the sample volume is extremely low andcost per sample is not a consideration. Aninductively coupled plasma (ICP) spectrometeris recommended only where absolute accuracyof results is important, such as quantification ofadditive elements in a lubricating-blendingplant.
FT-IR spectrometers for used oilanalysis have dedicated programs which extractlubricant degradation and contaminationparameters from the measured spectrum of theused oil sample. The technique is fast, lessthan a minute per sample, and provides data onoxidation, nitration, sulfation, soot, fueldilution, water and glycol contamination and insome cases, additive depletion. As a fasttrending technique, it has become a standardinstrument in many high sample volume usedoil analysis laboratories.
A viscometer is the third requiredinstrument in the basic turnkey used oilanalysis system. Viscosity is the single mostimportant physical characteristic of a lubricantsince it determines load carrying ability as wellas flow and heat flow characteristics. Manualviscometers are inexpensive and work well inlow sample volume requirements. Automaticviscometers are readily available for variousdegrees of automation and unattendedoperation.

6
In the basic system, measurementsfrom each analytical instrument are sent to acentral computer file where the results areincorporated into a history file for each unit(specific machine or sampling point on amachine). When tests are complete, thecomputer calls up the file of each unit andcompares the results to a criteria matrix withallowable limits and to past analyses. In anautomatic evaluation mode, records for sampleswith all data within limits are passed directly tothe history file and a report with norecommended action is sent to the maintenancepersonnel. Samples with “out of limitreadings” are flagged for review by thelaboratory expert, who can then send a reportwith a maintenance recommendation to themaintenance personnel via telephone, telefax orprinted copy.
This basic used oil analysis laboratorycan be expanded as the analytical requirementsof the laboratory or the sample work loadincrease. Ferrography, which magneticallyseparates the wear particles in an oil sample andarranges them according to size on amicroscope substrate, gives importantsupplemental information on ferrous particlestoo large to be measured by routinespectrometric methods.
Total Acid Number (TAN), Total BaseNumber (TBN), and Karl Fischer waterdetermination are three frequently performedASTM tests for oil degradation andcontamination. An automatic titrator issometimes supplied with a turnkey system ifmore definitive information than that supplied
Spectroil MFe Al Cr Cu Mg Na Ti Sn
Pb Ni Mo V Ca Zn Ba B
START
STOP
486 DX2
AAAAAAAAAAAA
AAAAAAAAAAA
AAAAAA
Atomic Emission Spectrometer"Wear Metals, Contaminants & Additives"
FT-IR Spectrometer"Lubricant Physical Properties"
Analytical Ferrograph"Wear & Contaminant
Particle Analysis"
Viscometer"Viscosity"
FT-IR
AA
AAAA
AAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAA
AAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAA
AAAAAAAAAAAAAAAAAA
AAAAAAAAAAAAAAAAAAAAAAAA
AAAAAAAAAAAAAAAAAA
¡¡¡¡¡¡¡¡AAAAAAAAAAAAAAAAAAAAA
AAAAAAAAAAAAAAAAAAAAAAAAAA
A
AA
AAAA
¡¡¡¡¡¡¡¡AAA AAAA
AAAAAAAAAAAAAAAAAAA
AAAAAAAAAAAAAAAAAAAAAA
AAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAA
AAA
AAAAAAAAAAAAAAAAAAAAAAAA
AAAAAAAAAAAA
AAAAAAAA
Titrator"TAN, TBN & KF Water"
Data Evaluation & Reporting
Particle Counter"Particle Detection & Sizing"
File Server
Figure 4, Full-service turnkey used oil analysis laboratory

7
by the FT-IR spectrometer is required.
Particle count measurement issometimes recommended, primarily for usewith hydraulic systems or other cleanlubricating oil systems such as those forturbines and compressors.
With this added equipment, the used oilanalysis laboratory combines the analyticalspeed required for large sample volumes withthe additional capabilities of providingspecialized ASTM based tests. It containsinstruments and operating software designedspecifically for used oil analysis withturnaround times of 24 to 48 hours to providedata trends used for effective machine conditionmonitoring. With expanding needs, a localarea network (LAN) can be used to shareinformation and additional tests can be added tomatch specific machinery monitoring needs.
CASE HISTORIES
The following are a selection ofpredictive maintenance examples. They showthe effectiveness and versatility of wellmanaged and properly applied conditionmonitoring programs based on oil analysis.
Aircraft Turbines
Several case histories documented at
Nellis Air Force Base, Nevada, are goodexamples of oil analysis as applied to aircraftcomponents.
Case 1Table 2 shows the last seven
spectrometric oil analysis results of thelubricant taken from an F100-100 engine out ofan F15 aircraft. Note from the spectrometricreadings that initially there was no trend;however, after 430 hours of operation, the ironcontent jumped from 4 to 11 parts-per-millionfrom one flight to the next. A check sampleand ground run gave the laboratory sufficientcause to request a teardown. The cause for theincrease in iron is shown in Figure 5. Thenumber 4 bearing case was found to be brokenand pieces were found in the sump. This is anideal example of the SOAP program'scapability of predicting an imminentmalfunction and preventing catastrophic failure.
Table 2, SOAP Trend on F100-100 Aircraft Engine, End Item F15
Reason for Elements LabOVHL Sample F e Ag Al Cr Ni Ti Recommendation
424 R 4 0 0 0 1 1 A426 R 4 0 0 1 1 1 A427 R 4 0 2 1 1 1 A428 R 4 0 2 1 1 1 A430 R 3 0 2 1 1 1 B430 R 12 0 2 1 1 1 G430 L 12 0 2 1 1 1 T
R = Routine; L = Lab Requested; B = Submit Special Sample ASAP;A = No Recommendation, Continue Routine SamplingG = Sample After Each Flight - DO NOT FLY UNTIL RESULTS ARE KNOWN;T = GROUND UNIT, Examine for Discrepancy, Advise Lab

8
Figure 5, No.4 Bearing from F100-100 engine
Case 2The spectrometric analysis results for a
J79 engine out of an F4C Phantom aircraft areshown in Table 3. The laboratory requested aresample when an increase in the samplealuminum content from 3 to 10 parts-per-million was noted. A teardown revealed thatthe inlet gearbox vertical drive shaft shims hadtorn loose and metal particles were found in thescreen. Note the particles and cracked housingin Figure 6. Obviously, JOAP did not detectthe large particles shown, but enough smallerones were present to indicate the increasingaluminum trend.
Figure 6, Gearbox from J79-GE-15 Engine
Case 3A TF30P3 engine out of a F111
Aircraft did not show a drastic increase in thewear metal trend. The iron content increasedvery gradually with operation and oscillatedback and forth near the upper allowable ironthreshold. When the iron level reached thethreshold for the second time over severalhours of operation, the engine wasrecommended for teardown. Upondisassembly for overhaul, the discrepancyfound by the depot facility was a loose outercase in the tower shaft bearing (Figure 7),causing it to turn in its housing.
Table 3, JOAP Trend on a J79 Aircraft Engine, End Item F4C
Reason for Elements LabOVHL Sample F e Ag Al Cr Mg Ni Recommendation
181 R 23 0 0 0 11 1 A196 R 26 0 4 1 10 1 B196 L 24 0 4 1 10 1 G196 R 26 0 3 1 11 1 A197 R 26 0 5 1 12 1 A198 R 28 0 7 1 13 1 A202 R 31 0 10 14 1 F202 L 34 0 11 1 18 1 T
R = Routine; L = Lab Requested; B = Submit Special Sample ASAP;A = No Recommendation, Continue Routine SamplingF = Submit Special Sample After Each Flying DayG = Sample After Each Flight - DO NOT FLY UNTIL RESULTS ARE KNOWN;T = GROUND UNIT, Examine for Discrepancy, Advise Lab

9
Figure 7, Tower shaft bearing TF30P3 engine
Lubricant Mix-Up
A serious recurring problem inmaintenance procedures is the use of anincorrect lubricant. A condition monitoringprogram can readily identify such problemsthrough the analysis of the lubricant additivepackage and lubricant physical propertyanalysis.
The most common occurrence oflubricant mix-ups occur when an oil system is"topped off" to replace the oil that has been lostdue to use or leakage. Usually a small amountof incorrect oil in a large closed loop systempresents few immediate problems. This is,however, not the case in certain diesel enginesas illustrated by this example.
Table 4 below is a summary of the lastfour oil analyses for a medium speed dieselengine from a locomotive. Only the mostsignificant analytical data is shown.
The data clearly shows that after thefirst two samples, an incorrect oil was used totop-off the reservoir. The three additive metalsmagnesium (Mg), Phosphorus (P), and zinc(Zn) appear in the third analysis and increase inthe fourth, a clear indication that the oil
formulation has changed. In this type ofengine, an incorrect oil which contains a zincbased additive package can result in severewear problems. Several components such asbearings and wrist pins have silver coatingswhich corrode and wear in the presence ofzinc. The early stages of the corrosive actioncause by the zinc additive is indicated by theincrease in the iron, copper and silver wearmetals. A recommendation based on theanalysis was made to drain and flush thesystem and to observe correct top-off oilrequirements. Without oil analysis, the wearproblem could have resulted in a bearing failureand a major overhaul costing over $150,000.
Contamination Example on a PumpTurbine
Pump turbines are used in many partsof the world to generate electrical power.Water is pumped to an elevated reservoir atnight when power is relatively inexpensive.During peak power requirement periods, thewater is allowed to flow downhill to turn aturbine which is coupled to a generator. Theseare reliable systems. However, conditionmonitoring based on oil analysis can be veryeffective at predicting a possible failure in thevery early stages of the problem and prior tosecondary damage or catastrophic failure.
A pump storage system of an electricutility was part of a condition monitoringprogram when the laboratory detected anincrease in “coarse” wear particles in the upperguide bearing assembly of the turbine.Although the normal analysis using anemission spectrometer was acceptable, thelaboratory requested more frequent samplingbased on the data for iron and babbit metalsobtained with a large particle detection systemoption to the emission spectrometer. Theoriginal and the next three analyses using thestandard emission spectrometer and the large
Table 4, Spectrometric Results for an EMD Medium Speed Diesel Locomotive
Date F e Cu Ag Mg P Zn 9/30 19 10 0 0 0 312/23 21 10 0 0 9 33/23 27 13 2 107 75 906/11 25 30 10 220 110 123

10
particle detection (Rotrode Filter Spectroscopy,RFS) technique are shown in Figure 8.Although the normal emission spectrometricanalysis does not show a trend, the RFSanalysis definitely does.
AA
A
AAAA
AAAA
A
A A
Date of Sam ple
Concentration in Parts per M
illion
0
20
40
60
80
100
120
3/11/93 3/25/93 3/31/93 4/7/93
Iron (coarse)
Copper (coarse)
Lead (coarse)
Tin (coarse)
Iron (fine)
Tin (fine)
Copper (fine) & Lead (fine) analysis was "0 ppm " for all sam ples
Figure 8, Pump Turbine Guide Bearing WearTrend
Ferrographic analysis on the last twosamples verified the presence of large cuttingwear particles, Figure 9, causing the laboratoryto issue an ALERT.
However, the presence of spheres onthe ferrogram was the eventual indicator whichlead to the source of the wear problem. Tiltingpad bearings such as those used on the turbinedo not generate spheres in a wear mode. Weldbeads were suspect and it was eventuallyverified that the turbine had not been protectedduring overhead construction work. Welddebris including weld beads, and not adefective component, were the cause of thewear trend.
Figure 9, Ferrogram Showing Cutting Wearand Weld Beads
Although the wear was not critical, theoil was cleaned as a precaution and morefrequent oil analysis monitoring wasrecommended. The wear trend if undetected byoil analysis may or may not have lead to acatastrophic failure. The thought of failure isnot a pleasant one, especially in view that sucha failure can require a multi-millon dollaroverhaul.
CONCLUSION
It is never too late to implement amachine condition monitoring program. Thebenefits of the program can be realized in avery short period of time. Figure 10 is atypical summary of the types of problems thatwill be encountered in most instances. Anumber of serious or critical problems will beidentified almost immediately. These willrequire immediate attention to avoid secondarydamage, unexpected downtime or a majoroverhaul. A surprising number of imminentproblems will also be identified. These are thefuture unplanned failures and should bescheduled for action and/or repair during thenext scheduled maintenance shutdown.

11
Serious Problems
5 - 1 0 %
Imminent Problem
1 5 - 2 0 %
No Problem4 0 - 6 0 %
Increased Trend Line3 0 %
Figure 10, Summary of Problems in aMaintenance Program
The objectives of a predictivemaintenance program based on conditionmonitoring through oil analysis is to identifypotential failures in their early stages whenrepairs can still be initiated and costlysecondary damage is avoided. A secondobjective is to monitor the quality of lubricantsand to reduce lubricant usage through extendedoil change intervals. The net benefits arereduce maintenance costs, increase equipmentavailability and life, reduce lubricant usage andimprove safety. They can be summarized asfollows:
1. REDUCE MAINTENANCE COSTSThis is the most apparent advantage, butsometimes the most difficult to document.Several problems can be avoided through an oilanalysis program:
a. Total Equipment Loss. A seriousmechanical failure can result in the totaldestruction of that piece of equipment. Anobvious example could be the failure of themain bearing in a turbine.
b. Secondary Damage. The failure of aminor component can often result in muchmore extensive damage to the equipment. Forexample, if detected early enough, thereplacement of a defective bearing can preventthe catastrophic damage and cost associatedwith a crankshaft replacement.
c. Over-Maintenance. A system ofroutine, scheduled maintenance will inevitably
result in work that is performed before it isnecessary. An on-condition maintenancesystem based on oil analysis can prevent this.
d. Maintenance-Generated Failures.The potential of human error exists whenever apiece of equipment is overhauled. A mistakesuch as the failure to tighten a bolt can result inequipment damage and failure when, in manycases, the equipment need not have beenoverhauled in the first place.
2. INCREASE EQUIPMENT AVAILABILITYA mining company must make effective use ofits equipment in order to fulfill its function.Profitability or effectiveness is lost every time apiece of equipment is in the shop due tosecondary damage or unnecessarymaintenance.
3. REDUCE LUBRICANT USAGEThe analysis of oil for degradation andcontamination provides an indicator of itsability to lubricate. If the reserve alkalinity,detergent, and extreme pressure qualities havenot degraded and the contamination is low, theoil change interval can be extended, conservingboth money and natural resources.
4. IMPROVE SAFETYWhen considering aviation, not much moreneed be said, especially in the case of singleengine aircraft. Other equipment such asdiesels, compressors, or generators, may alsopose potential safety hazards in the event of amajor destructive failure.
It is almost impossible in today’scompetitive environment to operate a minewithout some kind of predictive maintenanceprogram. Condition monitoring based on oilanalysis is a proven technique which leads tomore efficient use of equipment andmaintenance savings. Some basic principlesthat must be followed in implementing such aprogram to fully realize its benefits are:
1. Well Defined Purpose - You must clearlystate what is to be accomplished. In most casesit is to save maintenance costs and improveequipment availability.

12
2. Appropriate Tests - Testing takes time andcosts money. Many tests are possible, but theproper mix provides the necessary data and acertain amount of double checking.
3. Careful and Timely Sampling - An oilanalysis program creates reports based on theanalysis of the oil taken to the laboratory. Animproperly taken or contaminated sampleresults in poor and erroneous data. Samplestaken too infrequently can miss a potentialproblem, and those taken too frequently add tooperating cost.
4. Commitment to Act on the Information -Everyone from the individual who takes thesample, the laboratory personnel andmaintenance and management personnel mustbe committed to act on the informationproduced by the laboratory. It does no one anygood , for example, if a mechanic ignores theinformation provided by the laboratory
BIBLIOGRAPHY
Lukas, A., Anderson, D.P., 1992, Machine and Lubricant Condition Monitoring for ExtendedEquipment Lifetimes and Predictive Maintenance, paper presented at International Symposium onMining, 15-17 Sep. 1992, Pretoria, South Africa.
Lukas, M., 1980. Lubricating Oil Analysis, Sawyer’s Turbomachinery Maintenance Handbook,ed. J.W. Sawyer, p 8-1 to 8-20, Turbomachinery International Publications, Norwalk,Connecticut.
Sieber, J.R, Salmon, S.G., 1994, Elemental Analysis of Lubricating Oils and Greases,Lubrication, Vol. 80, No. 1, 1994.
Rhine, W.E., Saba, C.S., Kaufmann, R.E., 1986, Metal Particle Detection Capabilities ofRotating Disc Emission Spectrometers, Lubrication Engineering, Vol. 42, No. 12, p 755.
Nadkarni, R.A., 1991, A Review of Modern Instrumental Methods of Elemental Analysis ofPetroleum Related Material, Modern Instrumental Methods of Elemental Analysis of PetroleumProducts and Lubricants, ASTM STP 1109, American Society of Testing and Materials,Philadelphia, PA.
Hunt, T.M., 1993, Handbook of Wear Debris Analysis and Particle Detection in Liquids,Elsevier Applied Science Publishers Ltd., London, p 25, p 263.