Embed Size (px)
Citation preview

or ti ea r
C
Low cost Evaporator | Turbo Anodic Reactor - ETP
www.kingsindustries.com, www.kingsenvirotech.com

KINGS [Q&A after presentation please]

Established in the year 1998, we have our own manufacturing facility at Coimbatore and we promote the entire gamut of pollution control equipments.
Brilliantly handled by our team of immensely skilled experts, all our assignments are perfectly accomplished within the committed time frame meeting to the industrial standards and to the satisfaction of our client.
USP: A well-organized R&D department has been developed to keep us abreast of the market changes and to indigenous our products to reduce cost of investment ,limit the operating cost and save man-power.

Category I –Air
Wet Scrubbers Dust Extraction Systems Ionization Category II-Water ZLD Low-Cost Evaporators STP ETP Category III-Solid Waste management Incinerators Bio-Methanisation Plants De-compositors Conveyors etc.

Very low floor space easily relocated.
No blowers ,No aeration required .
Excellent instant results.
No effluent treatment by addition of Chemicals.
Noise free and odour free.
Saves chemical costs required for treatment.
Easy zero liquid discharge {ZLD}.
Very low sludge production and huge savings in disposal costs.
Very low power consumption.
Plug and use switch on and switch off.
Very high BOD and COD reduction.
Treated water confirms to pollution control board discharge standards.
Why TAR ?

Advantages of using Kings - i-TAR series Skid mounted Effluent Treatment Plant:
It is probably one of the very few Treatment available that offer sustained PATHOGEN FREE treated water irrespective of the changes in the quality and quantity of the input.
It is cheaper than any other biological system. When we take the actual cost of conventional STP / ETP equipment + civil works, Kings- i-TAR series waste water treatments plants becomes extremely cost effective and beneficial.
It offers tremendous savings in operating costs. Its operating cost is directly proportional to the actual sewage/effluent processed, unlike biological systems. It does not require 24*7 operator attention, which is the case of most of the biological systems. Kings - i-TAR series systems provides consistent, sustained treated water quality which makes re-use of sewage/effluent practical and a source of revenue generation and/or cost reduction. It comes with a complete sludge handling system. There is no need for sludge drying beds or no manual handling of sludge. Disposable bags are provided for disposing semi dry or dry sludge.

Turbo Anodic Reactor (TAR), the passing of electrical current through water, has proven very effective in the removal of multiple contaminants from
SYSTEM CAPABILITIES: • Processes MULTIPLE CONTAMINANTS
• Removes HARDNESS & COLOR
• Removes COMPLEX ORGANICS, THMS
• Removes HEAVY METALS as OXIDES That pass TCLP
• Removes SUSPENDED and COLLOIDAL solids
• Breaks OIL EMULSIONS in water
• Removes FATS, OIL, and GREASE
• Destroys & removes BACTERIA, VIRUSES & CYSTS
• ONE TARHNOLOGY for MULTIPLE TREATMENTS
• 1 GPM to 4+ MGD modules
KINGS ENVIRO TAR
KINGS ENVIRO TAR

Turbo Anodic Reactor (TAR), the passing of electrical current through water, has proven very effective in the removal of multiple contaminants from water simultaneously. The broad- spectrum treatment effect allows one
system to remove multiple contaminates.
Turbo Anodic Reactor is the distinct economical and environmental choice
for meeting water treatment discharge standards and compliance requirements.
Eliminating discharge fees and fines, harvesting resources, and significantly
reducing water replacement costs, generally recover capital and operating costs.
SYSTEM CAPABILITIES:
• Processes Multiple Contaminants Simultaneously
• Removes complex organics, THMs
• Removes heavy metals as oxides that pass TCLP
• Removes suspended and colloidal solids
• Breaks oil emulsions in water
• Removes fats, oil, and grease (FOG)
• Destroys & removes bacteria, viruses & cysts • 1 GPM to 4+ MGD modules – multiple modules for larger flows
APPLICATIONS AND BENEFITS
TAR
KINGS ENVIRO TAR

TAR
BENEFITS:
• Treats Multiple Contaminants Simultaneously
• Treats multiple contaminants with One TAR
• Low power requirements
• Generally no chemical additions
• Metal oxide formation
• Low maintenance
• Minimal operator attention
• Handles a wide variation in the waste stream
• Consistent and reliable results
• Sludge minimization

TARResults
(mg/L) (mg/L) RATE (%)
RATE (%)
CONTAMINANT BEFORE AFTER REMOVAL
Silver 0.0081 0.0006 92.59
Tin 0.2130 <0.0200 90.61
Tolulene 28,480.0000 0.2270 99.99
TSS 1,560.0000 8.0000 99.49
Vanadium 0.2621 <0.0020 99.24
Zinc 221.00 0.14 99.90
NOTES:
1. pH adjusted needed in order to achieve high % removal rates
2. Potassium will not be removed as a salt ion, K+, but can be removed if associated with
other compounds
The following results are typical bacteria examples of the patented TAR and were conducted by a qualified independent laboratory.
CONTAMINANT BEFORE AFTER REMOVAL
Bacteria 110,000,000.00 cfu 2,700.00 cfu 99.99
Coliform 318,000.0000 cfu <1.00 cfu 99.99
E coli Bacteria >2,419.20 mpn 0.00 mpn 99.99
10.00 mpn >2,419.20 mpn 0.00 mpn Total Coliform Bacteria
Enterococcus Bacteria 10.00 mpn 83.00 mpn 82.87
>2,419.20mpn 0.00mpn 99.99






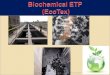
Right – Raw
Color: 400 CU
TOC 36.0 mg/l
UVA254 (Organics Indicator):1.72
Left – TURBO ElectroCoagulated & 11 micron filtered
Color: 20 CU 95% Reduction
TOC: 8.77mg/l 76% Reduction
UVA254 (Organics Indicator): 0.155 9 % Reduction

Tanneries: For both wet & dry Process, up to 90% of water can be reused
Automobile Service Stations: For treatment and recycle of wash
effluent . Commercial Laundry: For treatment & recycle of effluent
Fuel Stations: For treatment & disposal of wash effluents
Dairy Industry: Treatment & recycle of process effluents
Textile Industry: Color removal for dye bath effluent
Coolants in Engineering Industry: Treatment & disposal of coolants
Food Processing Industry: Treatment of high COD effluent and recover fats
Chemical & Pharma: Treatment of high COD process effluents with solvents
Plating industry: Heavy metal removal from effluents
Hospitals: To treat there all contaminated water from operation theaters and all labs.
Distillery: For the treatment of Evaporative condensate/ Spent wash etc.






Principle of Operation
Kings-i-Eva operates by mechanically fracturing the water
molecules and dispersing them by mixing them with high
volumes of ambient air.
We are able to efficiently do this by utilizing the sensible heat
derived from the surrounding air .
The evaporator operation relies on using the sensible heat that
can be extracted from low (<100%) humidity air to drive
evaporation. Incoming "dry" air is brought into contact with
the spray field through a combination of mechanical blowers
and this difference in temperature causes evaporation.

The energy for evaporation comes from a
natural source (Ambient Air), the overall cost of
evaporating the wastewater is low compared to
evaporation by direct heating, or discharge
under multiple effect evaporator. The size of the
water droplet discharged is very important as
independent studies have shown as the mass of
water must extract enough ∆t from the
surrounding air to vaporise before sinking back
to the feed tank.

The most cost effective method to mitigate processed or unwanted water is evaporation. Recognizing the need for new TARhnology to solve global wastewater disposal requirements, our R&D team spent 8 years designing and developing the widely accepted , innovative and revolutionary low cost Evaporator -KINGS-i-EVA
It is important to understand that our Evaporator operates by a completely different mechanism than any of the other manufactured evaporators. Kings has invested both time and money to develop equipment that is free of the issues that plague other equipment manufacturer's machines.
Kings equipment operates by mechanically fracturing the water molecules and Evaporates by mixing them with high volumes of ambient air. Evaporation takes place by utilizing the sensible heat derived from the ambient air.(Just like Drying Your wet Towel under a Fan) The evaporator operation relies on using the sensible heat that can be extracted from low (<100%) humidity air to drive evaporation. The incoming "dry" air is brought into contact with the spray field through a combination of a mechanical blower and the natural wind without any additional heat absorbs the water and leaves the chamber as moist air.
Since, the energy for evaporation comes from a natural source, the overall cost of disposing the wastewater is low when compared to evaporation by direct heating, or discharge under multiple effect evaporators. The size of the water droplet discharged is very important as independent studies have shown as the mass of water must extract enough energy from the surrounding air to vaporize before sinking back to the feed tank. High efficiencies are achieved by the King’s units because each of the droplets has a significantly lower mass of water and is able to quickly gain enough heat through its surface area (in contact with the surrounding air) to completely evaporate.
Kings water outlets are stainless steel, UV stabilized, and chemical resistant, requiring little or no service for thousands of trouble free operating hours as they eliminate the possibility of clogged tubes, wear issues and high maintenance requirements.
Unlike conventional evaporator equipment the Kings units don't rely on heat geometry or auxiliary pumps to provide high evaporation.
By utilizing these and many other unique features the equipment can effectively and efficiently operate with abrasive, viscous, high TDS and corrosive liquids. Kings now has equipment operating in produced water with TDS of over 350,000.00 .

High efficiencies are achieved by the Kings-i-Eva units because each of the droplets has a significantly lower mass of water and is able to quickly gain enough heat through its surface area(in contact with the surrounding air) to completely evaporate.
MOC
All contact parts are made from Stainless steel.
Drive Fans imported –Inert
Non-Clog submersible pp pumps
MS powder coated control panel with L&T switch gear.

In Multiple Effect evaporators Continuous monitoring the process and frequent clogging of Pipe lines due to High TDS in Reject water, if we can clean the pipe line with chemicals it causes pipe line damage . Replacing cost of pipe lines will be exhorbitant.
For continuous heating process need thermic fluid heater to maintain the temperature
so operating cost is high and need more space for installing of equipment . Need more
spare motor and pumps so Energy cost is high.
Operating cost is Multiple folds higher. After processing need Crystallizer to evaporate
the High TDSsalts.
Falling Film Mulple
Effect Evaporator
KINGS -i-Eva
To over come the above, the wisest choice would be Kings-i-Eva

Operator-free, saves man power
Anti-Scaling dosing is not required, Hence, saves on chemical cost and does not generate fresh added quantity of effluent.
This is the only evaporator in the market that is low on capital expenditure and minimal on operating cost which saves on recurring chemical expenditure.
It is designed to handle a varied array of parameters with extreme TDS and varied pH which other systems find it very difficult to manage.
Able to withstand the harshest of environments including all pH levels. Critical areas made with SS316L
Capable of handling high TDS water - 250,000ppm .
Equipment is easily setup or relocated on site. Operation of our equipment and process meets Zero Discharge
Criteria. No dry steam required (265 Kg/Hr dry steam required for this capacity in
multiple effect evaporators)
No Scaling

On Dry Days:
For 1000 LPH the connected load is 30 HP i.e
22.5 KW
Cost Rs.8/Unit. Therefore 22.5 x 8= Rs.180/-
Cost is Rs 180 for 1000 liters = Rs.0.18/liter
which is the lowest in the field.
On Rainy Days:
Diesel cost for 20-50 liters/hr
50 X Rs 65/liter=Rs.3250/hr
Therefore Rs3.25/liter+Rs0.18/liter =Rs.3.43/Liter

KINGS - i-EVA Mulple Effect Evaporator
•Heat energy from ambient source Requires huge energy from steam/boiler
•Lower foot print Requires large area
•Very low running cost ie 20 paise per liter High on running costs
•Lower on capital cost Requires huge investment
•Simple operaon does not require skilled manpower Requires trained man power
•Can handle very high TDS content in excess of 3,50,000
•No clogging Frequent clogging
•No addional reagents/chemicals required An - clogging salts added
•Very minimal maintenance Very very high on maintenance
Liquid in direct contact with hot SS pipes thereby
• l iquid direct heat by air scaling and clogging in it.
•Zero liquid discharge done with only this equipment. C r ys ta l i ze r i s re q u i re d to a c h i eve ze ro l i q u i d
•No additional crystalizer is required. discharge.
•Additional crystalizer is required .

w

w

KEY APPLICATIONS:
• Organics Removal
• Phosphate & Nutrient Removal
• Ground water cleanup
• Influent quality water control
• Potable water
• Sewage treatment
• Cooling towers
• Pretreatment for reverse osmosis, ultra filtration, nanofiltration,
• Radioactive isotope removal
• Water reuse resulting in zero discharge
• Metal recovery
• Process rinse and wash water
• Industrial waste water

………now its your turn.