Embed Size (px)
Citation preview
ABS
TRAC
T
25J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011
SPECIAL BIOREFINERY ISSUE
Extracting the lignin from the black liquor stream has the potential not only to generate bio-products and bio-fuels, but also to debottleneck the recovery boiler in the case of increased pulp production. Revamping a pulp mill into a lignin-based biorefinery will, however, affect sig-nificantly the resources involved in the process. To analyze the response from various factors, the key correlations among the production rate, energy, water, and chemical recovery systems have been derived. The potential recovery of CO2 from the flue gases of the recovery boiler and lime kiln and from the spent acid from the chlorine dioxide (ClO2) generator has been examined for CO2 capture and for abate-ment of chemical demand. Water reuse opportunities have also been considered to lower the site water consumption. The need for energy improvements through heat recovery retrofit of the heat exchanger network has been raised as a key point in achieving overall biorefinery energy efficiency.
ZOÉ PÉRIN-LEVASSEUR, LUCIANA SAVULESCU, MARZOUK BENALI*
LIGNIN PRODUCTION PATH ASSESSMENT: ENERGY, WATER, AND CHEMICAL INTEGRATION PERSPECTIVE
Lignin is one of the primary compo-nents of wood. When wood is pulped to cellulose fibres, the lignin is dissolved into the black liquor, which is currently burned to recover pulping chemicals and to provide energy to the mill. Lignin also has the potential to serve as a feedstock chemical for various products. Therefore, advances in lignin chemical processing provide new and renewable opportuni-ties in biomass and black liquor utilization for production of chemicals and biofuels. These opportunities create a synergy with the need to optimize the recovery boiler, which is the major controlling bottleneck
in the current Kraft pulping mill. Indeed, the capacity of the recovery boiler limits pulp production. Extracting lignin from black liquor in the evaporation section of the plant is one of the convenient options to overcome this limitation. In addition, this approach will benefit traditional pulp mills by diversifying the portfolio of prod-ucts that they can offer and will benefit the emerging biofuels sector and the chemical industry by providing value-added prod-ucts to complement the low margins of the pulp and paper industry [1].
There are currently three main tech-nology routes for lignin extraction from
INTRODUCTIONblack liquor: ultrafiltration (UF) in the di-gester, electrolysis (EL), and acid precipi-tation (AP) in the evaporation sub-system. The AP process is the most developed and the most cost-effective at large scale, whereas UF and EL are still at the devel-opment and demonstration stage for large processing capacities [2]. Moreover, the AP process offers one of the promising chemical biorefinery pathways for achiev-ing a successful integrated forest biorefin-ery and moving towards an optimal utili-zation of biomass.
The purpose of this work is to evalu-ate the influence of lignin removal on the
ZOÉ PÉRIN-LEVASSEURNatural Resources Canada, CanmetENERGY, Industrial Systems Optimization1615 Lionel-Boulet Blvd., P.O. 4800,Varennes, Qc Canada, J3X 1S6
*Contact: [email protected]
MARZOUK BENALINatural Resources Canada, CanmetENERGY, Industrial Systems Optimization1615 Lionel-Boulet Blvd., P.O. 4800,Varennes, Qc Canada, J3X 1S6
LUCIANA SAVULESCUNatural Resources Canada, CanmetENERGY, Industrial Systems Optimization1615 Lionel-Boulet Blvd., P.O. 4800,Varennes, Qc Canada, J3X 1S6
26 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011
new generation of Kraft mills through integrating an acid-precipitation lignin extraction process, to assess the oppor-tunities for CO2 and ClO2 recycling loops within the lignin-based integrated biore-finery, and to propose energy and water savings opportunities to reduce the overall energy and water demand of the lignin-based biorefinery Kraft mill.
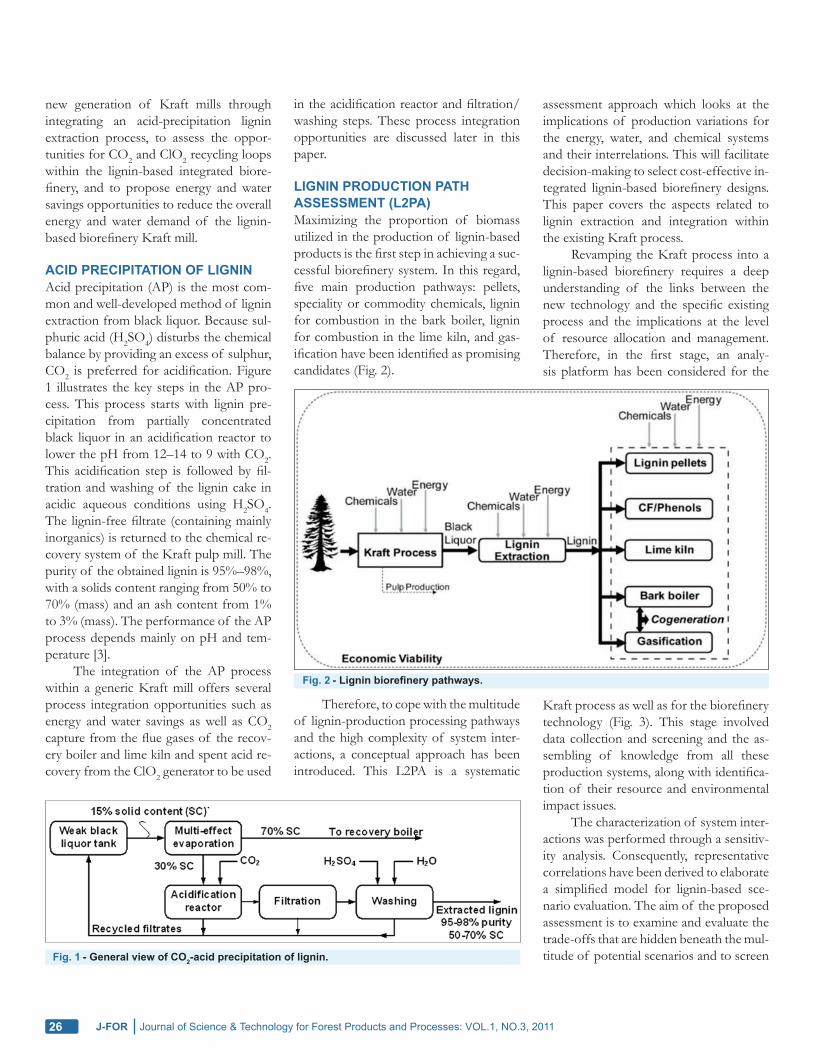
ACID PRECIPITATION OF LIGNINAcid precipitation (AP) is the most com-mon and well-developed method of lignin extraction from black liquor. Because sul-phuric acid (H2SO4) disturbs the chemical balance by providing an excess of sulphur, CO2 is preferred for acidification. Figure 1 illustrates the key steps in the AP pro-cess. This process starts with lignin pre-cipitation from partially concentrated black liquor in an acidification reactor to lower the pH from 12–14 to 9 with CO2. This acidification step is followed by fil-tration and washing of the lignin cake in acidic aqueous conditions using H2SO4. The lignin-free filtrate (containing mainly inorganics) is returned to the chemical re-covery system of the Kraft pulp mill. The purity of the obtained lignin is 95%–98%, with a solids content ranging from 50% to 70% (mass) and an ash content from 1% to 3% (mass). The performance of the AP process depends mainly on pH and tem-perature [3].
The integration of the AP process within a generic Kraft mill offers several process integration opportunities such as energy and water savings as well as CO2 capture from the flue gases of the recov-ery boiler and lime kiln and spent acid re-covery from the ClO2 generator to be used
in the acidification reactor and filtration/washing steps. These process integration opportunities are discussed later in this paper.
LIGNIN PRODUCTION PATH ASSESSMENT (L2PA)Maximizing the proportion of biomass utilized in the production of lignin-based products is the first step in achieving a suc-cessful biorefinery system. In this regard, five main production pathways: pellets, speciality or commodity chemicals, lignin for combustion in the bark boiler, lignin for combustion in the lime kiln, and gas-ification have been identified as promising candidates (Fig. 2).
Therefore, to cope with the multitude of lignin-production processing pathways and the high complexity of system inter-actions, a conceptual approach has been introduced. This L2PA is a systematic
assessment approach which looks at the implications of production variations for the energy, water, and chemical systems and their interrelations. This will facilitate decision-making to select cost-effective in-tegrated lignin-based biorefinery designs. This paper covers the aspects related to lignin extraction and integration within the existing Kraft process.
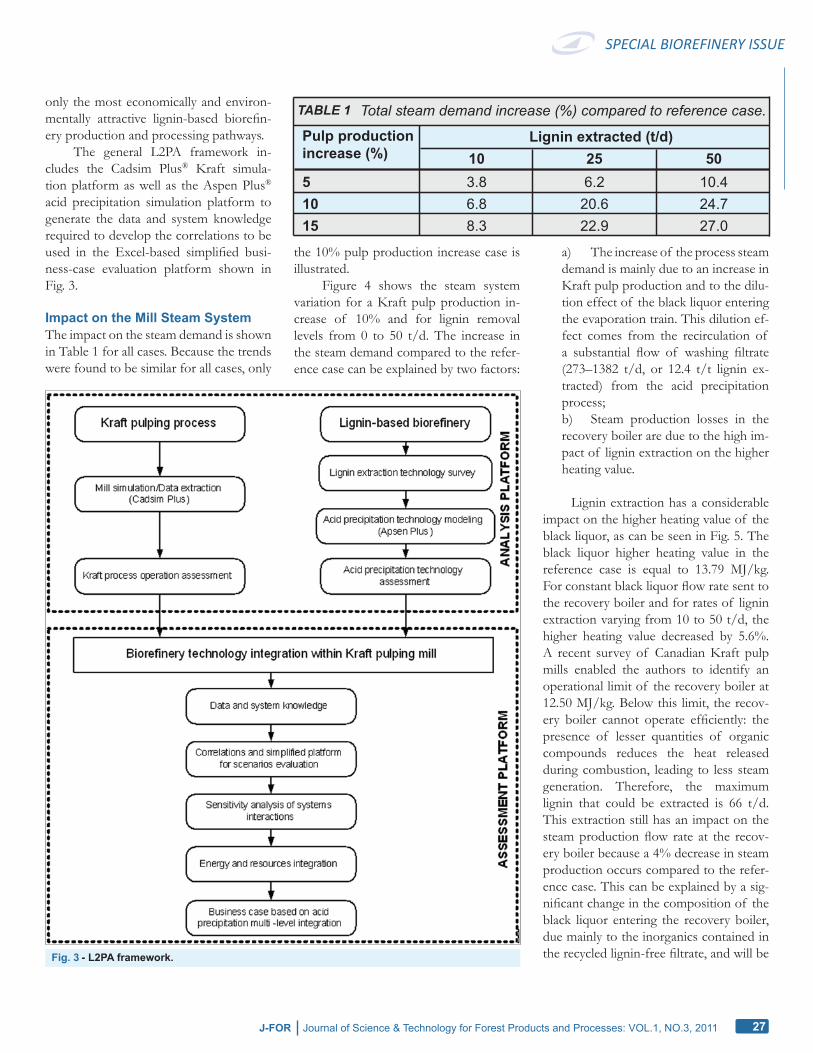
Revamping the Kraft process into a lignin-based biorefinery requires a deep understanding of the links between the new technology and the specific existing process and the implications at the level of resource allocation and management. Therefore, in the first stage, an analy-sis platform has been considered for the
Kraft process as well as for the biorefinery technology (Fig. 3). This stage involved data collection and screening and the as-sembling of knowledge from all these production systems, along with identifica-tion of their resource and environmental impact issues.
The characterization of system inter-actions was performed through a sensitiv-ity analysis. Consequently, representative correlations have been derived to elaborate a simplified model for lignin-based sce-nario evaluation. The aim of the proposed assessment is to examine and evaluate the trade-offs that are hidden beneath the mul-titude of potential scenarios and to screenFig. 1 - General view of CO2-acid precipitation of lignin.
Fig. 2 - Lignin biorefinery pathways.
27J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011
SPECIAL BIOREFINERY ISSUE
only the most economically and environ-mentally attractive lignin-based biorefin-ery production and processing pathways.
The general L2PA framework in-cludes the Cadsim Plus® Kraft simula-tion platform as well as the Aspen Plus® acid precipitation simulation platform to generate the data and system knowledge required to develop the correlations to be used in the Excel-based simplified busi-ness-case evaluation platform shown in Fig. 3.
Impact on the Mill Steam SystemThe impact on the steam demand is shown in Table 1 for all cases. Because the trends were found to be similar for all cases, only
the 10% pulp production increase case is illustrated.
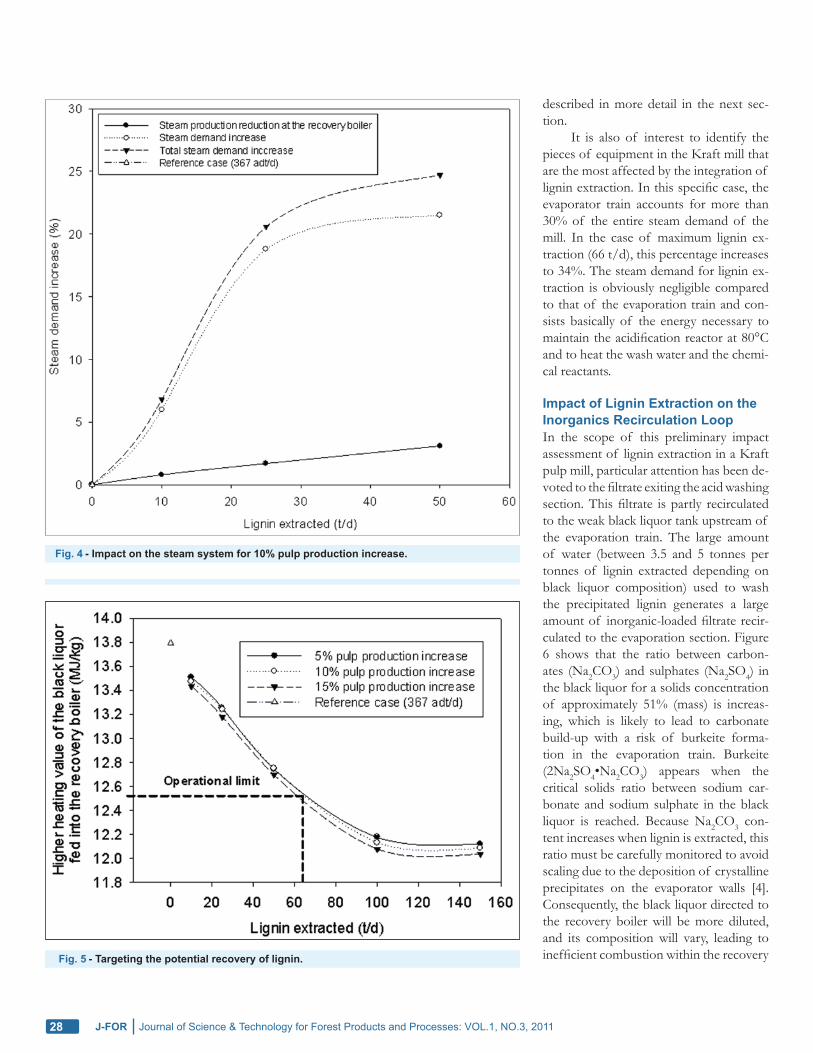
Figure 4 shows the steam system variation for a Kraft pulp production in-crease of 10% and for lignin removal levels from 0 to 50 t/d. The increase in the steam demand compared to the refer-ence case can be explained by two factors:
a) The increase of the process steam demand is mainly due to an increase in Kraft pulp production and to the dilu-tion effect of the black liquor entering the evaporation train. This dilution ef-fect comes from the recirculation of a substantial flow of washing filtrate (273–1382 t/d, or 12.4 t/t lignin ex-tracted) from the acid precipitation process;b) Steam production losses in the recovery boiler are due to the high im-pact of lignin extraction on the higher heating value.
Lignin extraction has a considerable impact on the higher heating value of the black liquor, as can be seen in Fig. 5. The black liquor higher heating value in the reference case is equal to 13.79 MJ/kg. For constant black liquor flow rate sent to the recovery boiler and for rates of lignin extraction varying from 10 to 50 t/d, the higher heating value decreased by 5.6%. A recent survey of Canadian Kraft pulp mills enabled the authors to identify an operational limit of the recovery boiler at 12.50 MJ/kg. Below this limit, the recov-ery boiler cannot operate efficiently: the presence of lesser quantities of organic compounds reduces the heat released during combustion, leading to less steam generation. Therefore, the maximum lignin that could be extracted is 66 t/d. This extraction still has an impact on the steam production flow rate at the recov-ery boiler because a 4% decrease in steam production occurs compared to the refer-ence case. This can be explained by a sig-nificant change in the composition of the black liquor entering the recovery boiler, due mainly to the inorganics contained in the recycled lignin-free filtrate, and will be Fig. 3 - L2PA framework.
TABLE 1 Total steam demand increase (%) compared to reference case.
Lignin extracted (t/d)Pulp production increase (%)
510
15
25 50
103.8
8.36.8
6.2
22.920.6
10.4
27.024.7
2328 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011
described in more detail in the next sec-tion.
It is also of interest to identify the pieces of equipment in the Kraft mill that are the most affected by the integration of lignin extraction. In this specific case, the evaporator train accounts for more than 30% of the entire steam demand of the mill. In the case of maximum lignin ex-traction (66 t/d), this percentage increases to 34%. The steam demand for lignin ex-traction is obviously negligible compared to that of the evaporation train and con-sists basically of the energy necessary to maintain the acidification reactor at 80°C and to heat the wash water and the chemi-cal reactants.
Impact of Lignin Extraction on the Inorganics Recirculation LoopIn the scope of this preliminary impact assessment of lignin extraction in a Kraft pulp mill, particular attention has been de-voted to the filtrate exiting the acid washing section. This filtrate is partly recirculated to the weak black liquor tank upstream of the evaporation train. The large amount of water (between 3.5 and 5 tonnes per tonnes of lignin extracted depending on black liquor composition) used to wash the precipitated lignin generates a large amount of inorganic-loaded filtrate recir-culated to the evaporation section. Figure 6 shows that the ratio between carbon-ates (Na2CO3) and sulphates (Na2SO4) in the black liquor for a solids concentration of approximately 51% (mass) is increas-ing, which is likely to lead to carbonate build-up with a risk of burkeite forma-tion in the evaporation train. Burkeite (2Na2SO4•Na2CO3) appears when the critical solids ratio between sodium car-bonate and sodium sulphate in the black liquor is reached. Because Na2CO3 con-tent increases when lignin is extracted, this ratio must be carefully monitored to avoid scaling due to the deposition of crystalline precipitates on the evaporator walls [4]. Consequently, the black liquor directed to the recovery boiler will be more diluted, and its composition will vary, leading to inefficient combustion within the recovery
Fig. 4 - Impact on the steam system for 10% pulp production increase.
Fig. 5 - Targeting the potential recovery of lignin.

29J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011
SPECIAL BIOREFINERY ISSUE
boiler. The Na2CO3 excess will impose a supplementary load on the recausticizing unit, increasing energy demand and CO2 production in the lime kiln.
PROCESS INTEGRATION OPPORTUNITIESProcess integration tools can be applied at two levels: to decrease the chemical
reactant demand by integration of chemi-cal recycling loops, and to perform energy benchmarking and analysis to identify po-tential heat and water recovery options, reduce overall energy and water consump-tion, and evaluate the impacts of lignin ex-traction on the energy and water profiles of the whole process.
Chemical Recycling Loop IntegrationVariation in the cost of chemicals such as CO2 and H2SO4 will strongly affect the profitability of the acid precipitation pro-cess. An interesting approach to absorb the CO2 cost could be its capture from the flue gases of the recovery boilers or the lime kiln. For low pressure and CO2 con-centration in flue gases, chemical absorp-tion is a relevant separation technique and requires no design modifications to the recovery boiler [5]. Monoethanolamine (MEA) is generally used as an absorbent. MEA desorption for regeneration still represents a high energy demand: 2.9 to 4.5 MJ/kg of CO2 [5, 6] are needed. The energy impacts on the system must be determined and thermal process integra-tion ultimately applied to generate low-pressure steam for the desorption unit [5]. The chlorine dioxide generator produces a large quantity of waste liquid containing H2SO4, which can be recovered and used to wash extracted lignin.
Figure 7 shows the ASPEN Plus®
block diagram used for CO2 absorption process assessment. The flue gases are cooled to 40°C and absorbed using MEA in the counter-current absorption column (8 m diameter). The CO2-rich solvent stream is then pre-heated to 70°C using a heat exchanger with the hot existing stream from the desorber unit (5 m diam-eter). It is then further heated to 125°C to separate the CO2 from the solvent in the desorber unit; this operation needs a large amount of energy. In the ASPEN Plus®
simulation, the extraction rate of CO2 was fixed at 85%. Absorption is performed at atmospheric pressure, while desorption occurs at 202.65 kPa and 125°C to avoid amine degradation. The purity of the ex-tracted CO2 is 98%.
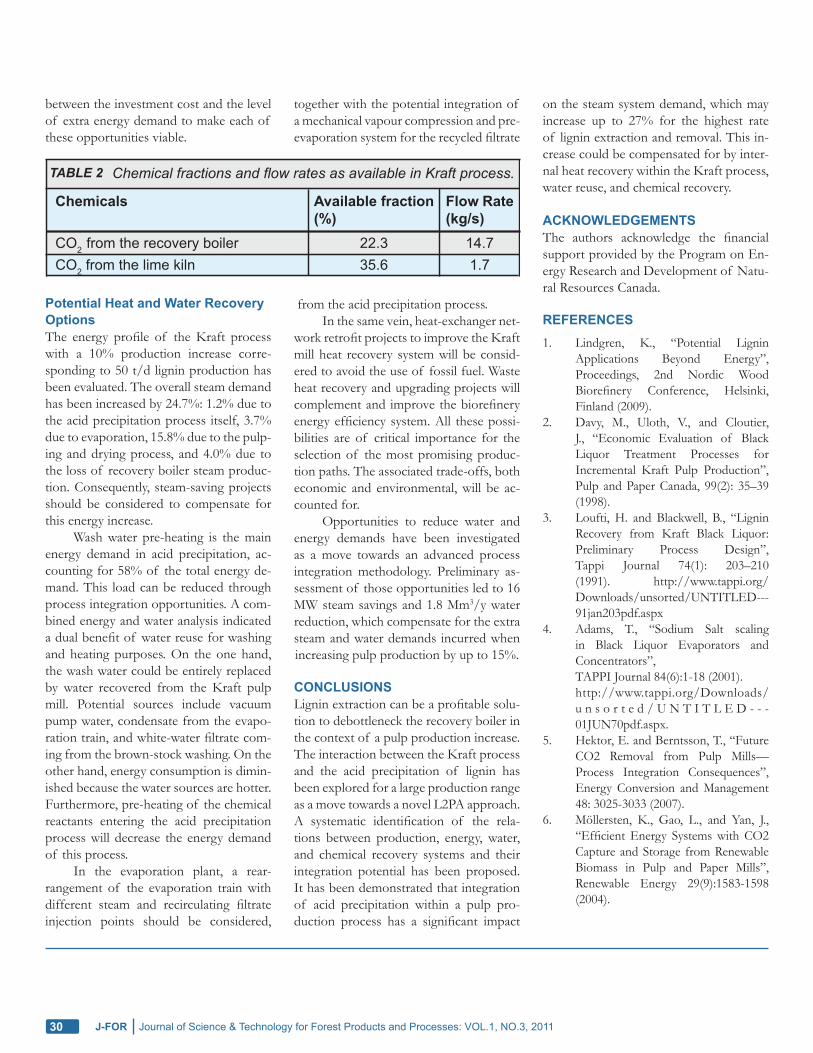
For this case study, Table 2 shows that the CO2 stream from the lime kiln is richer than that from the recovery boiler. How-ever, the CO2 flow rate is nine times less, although still sufficient to extract 50 t/d of lignin. Obviously, the selection of one of these CO2 capture opportunities should be performed based on the trade-off
Fig. 6 - Impact of lignin extraction on the inorganics recirculation loop for a 10% increase in pulp production.
Fig. 7 - ASPEN Plus® block diagram of CO2 absorption process.
2330 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011
between the investment cost and the level of extra energy demand to make each of these opportunities viable.
Potential Heat and Water Recovery Options The energy profile of the Kraft process with a 10% production increase corre-sponding to 50 t/d lignin production has been evaluated. The overall steam demand has been increased by 24.7%: 1.2% due to the acid precipitation process itself, 3.7% due to evaporation, 15.8% due to the pulp-ing and drying process, and 4.0% due to the loss of recovery boiler steam produc-tion. Consequently, steam-saving projects should be considered to compensate for this energy increase.
Wash water pre-heating is the main energy demand in acid precipitation, ac-counting for 58% of the total energy de-mand. This load can be reduced through process integration opportunities. A com-bined energy and water analysis indicated a dual benefit of water reuse for washing and heating purposes. On the one hand, the wash water could be entirely replaced by water recovered from the Kraft pulp mill. Potential sources include vacuum pump water, condensate from the evapo-ration train, and white-water filtrate com-ing from the brown-stock washing. On the other hand, energy consumption is dimin-ished because the water sources are hotter. Furthermore, pre-heating of the chemical reactants entering the acid precipitation process will decrease the energy demand of this process.
In the evaporation plant, a rear-rangement of the evaporation train with different steam and recirculating filtrate injection points should be considered,
on the steam system demand, which may increase up to 27% for the highest rate of lignin extraction and removal. This in-crease could be compensated for by inter-nal heat recovery within the Kraft process, water reuse, and chemical recovery.
ACKNOWLEDGEMENTSThe authors acknowledge the financial support provided by the Program on En-ergy Research and Development of Natu-ral Resources Canada.
REFERENCES
together with the potential integration of a mechanical vapour compression and pre-evaporation system for the recycled filtrate
from the acid precipitation process. In the same vein, heat-exchanger net-
work retrofit projects to improve the Kraft mill heat recovery system will be consid-ered to avoid the use of fossil fuel. Waste heat recovery and upgrading projects will complement and improve the biorefinery energy efficiency system. All these possi-bilities are of critical importance for the selection of the most promising produc-tion paths. The associated trade-offs, both economic and environmental, will be ac-counted for.
Opportunities to reduce water and energy demands have been investigated as a move towards an advanced process integration methodology. Preliminary as-sessment of those opportunities led to 16 MW steam savings and 1.8 Mm3/y water reduction, which compensate for the extra steam and water demands incurred when increasing pulp production by up to 15%.
CONCLUSIONS Lignin extraction can be a profitable solu-tion to debottleneck the recovery boiler in the context of a pulp production increase. The interaction between the Kraft process and the acid precipitation of lignin has been explored for a large production range as a move towards a novel L2PA approach. A systematic identification of the rela-tions between production, energy, water, and chemical recovery systems and their integration potential has been proposed. It has been demonstrated that integration of acid precipitation within a pulp pro-duction process has a significant impact
Lindgren, K., “Potential Lignin Applications Beyond Energy”, Proceedings, 2nd Nordic Wood Biorefinery Conference, Helsinki, Finland (2009).Davy, M., Uloth, V., and Cloutier, J., “Economic Evaluation of Black Liquor Treatment Processes for Incremental Kraft Pulp Production”, Pulp and Paper Canada, 99(2): 35–39 (1998).Loufti, H. and Blackwell, B., “Lignin Recovery from Kraft Black Liquor: Preliminary Process Design”, Tappi Journal 74(1): 203–210 (1991). http://www.tappi.org/Downloads/unsorted/UNTITLED---91jan203pdf.aspxAdams, T., “Sodium Salt scaling in Black Liquor Evaporators and Concentrators”,TAPPI Journal 84(6):1-18 (2001).http://www.tappi.org/Downloads/u n s o r t e d / U N T I T L E D - - -01JUN70pdf.aspx.Hektor, E. and Berntsson, T., “Future CO2 Removal from Pulp Mills—Process Integration Consequences”, Energy Conversion and Management 48: 3025-3033 (2007).Möllersten, K., Gao, L., and Yan, J., “Efficient Energy Systems with CO2 Capture and Storage from Renewable Biomass in Pulp and Paper Mills”, Renewable Energy 29(9):1583-1598 (2004).
1.
2.
3.
4.
5.
6.
TABLE 2 Chemical fractions and fl ow rates as available in Kraft process.
Available fraction(%)
Chemicals Flow Rate (kg/s)
22.335.6
14.71.7
CO2 from the recovery boiler CO2 from the lime kiln





























