Embed Size (px)
DESCRIPTION
Lesson Seven
Citation preview

Lesson Seven: Special Motion Types
1
Techniques With Motion Types The vast majority of CNC programs require but three motion types: rapid, straight line, and circular interpolation. And these motion types are well discussed in basic courses. We add to their applications in module three. Here in lesson seven, we present the more obscure interpolation types. In every case, the interpolation type will have a very specific application. If you don’t have the application, you’ll never need the related interpolation type. In addition, most control manufacturers will not provide these interpolation types as a standard features. Unless the machine tool builder determines that they are an integral part of their machine and makes them standard, you’ll have to pay extra to get them. In this discussion, our main objective is to let you know what each extended interpolation type is and when you will need it. For the more popular ones, we’ll also give extended presentations about how they’re used.
Helical interpolation (machining centers) Helical interpolation causes three axes to move together. Two of the axes (usually X and Y) move in a circular fashion, while the third axis (usually Z) moves in a linear fashion. The resulting motion resembles a corkscrew, but the radius of the corkscrew remains constant.
Note that, like circular motion, helical motion requires a plane selection (G17, G18, or G19). In almost all applications, you’ll be milling in the XY plane, so G17 must be in effect. Note that if you use a right angle head and mill threads in the XZ or YZ plane, you must invoke the related plane selection command (G18 for XZ or G19 for YZ).
For most controls, helical interpolation is commanded by G02 and G03 (the same G codes used for circular motion. The X and Y coordinates, as well as the arc center specification (with R or I, J, & K), are specified in exactly the same manner in a helical motion command as they are in a circular motion command. However, helical motion additionally requires a Z specification.
By far, the most popular application for helical interpolation is thread milling on a machining center and the bulk of this presentation addresses how you use helical interpolation for thread milling. However, there are CNC machining center users that use helical motion when milling pockets. They’ll use it to ramp in to the pocket, minimizing stress on the milling cutter (the milling cutter must, of course, be of a center-cutting type).
If you don’t perform thread milling operations, and if you don’t feel you need to ramp into pockets, you don’t need helical interpolation. For this reason, many machine tool builders do not provide helical interpolation as a standard feature. You may have to pay extra to get it (almost all machine tool builders make it a field-installable feature, meaning you can add it at any time).
Helical interpolation for thread milling Thread milling is becoming quite common-place in companies using CNC machining centers. Any hole that is too large to tap or requires a better fit than can be achieved by tapping can be thread milled. And outside diameters that require threads that would normally require some kind of thread die can be easily milled. Another advantage of

Lesson Seven: Special Motion Types
2
thread milling (over tapping) is that the diameter of the thread milling operation is adjustable with cutter radius compensation. When you tap, you have no control of the final hole size.
While thread milling is becoming quite popular, there are still some confusion regarding how it’s done. Here we intend to explain thread milling in detail. This should help anyone who has never had to perform a thread milling operation understand what is involved with thread milling (it may also clarify a few things for people that have performed thread milling operations). We’ll discuss some basic terminology, show the related tooling, explain the methods, and present the programming techniques used for thread milling.
Basic terminology Thread designation - As you know, all threads have two major designations. First is the thread’s diameter. This designation is the thread’s major diameter. The second has to do with the thread’s pitch (crest-to-crest distance). If the thread is specified in inch fashion, this designation will be in threads-per-inch. The pitch will be equal to one divided by the number of threads per inch. If machining an internal 2"-8 thread, the major diameter is two inches and the pitch is 1/8 (0.125) inch.
If working with a metric thread, the pitch will be specified as part of the thread designation (an external 50-1.5 metric thread has a fifty millimeter major diameter and a 1.5 millimeter pitch). While there are other important designations related to threading (pitch diameter, thread depth, included angle, etc.), generally speaking, these are the two most important designations for programming a thread milling operation.
Blind versus through holes - When machining threads in holes, if the hole does not protrude all the way through the workpieces, it is called a blind hole. If it does, it is called a through hole. The type of hole (blind or through) will have implications related to the thread milling direction.
Climb versus conventional mill - Just like any other milling operation, you’ll be able to choose which style of milling you’d like. If your machine allows it (has ample rigidity), we recommend climb milling whenever possible since it produces the better finish. Note that you can perform your desired method of milling (climb or conventional) and still machine the appropriate hand of thread (right or left hand). If machining with a right hand cutter (spindle running in the forward M03 direction), machining an internal thread in a conventional milling manner requires a downward, clockwise motion. This will render a right hand thread. If you wish to mill in a climb milling fashion, you must thread in an upward, counterclockwise manner. This will still render a right hand thread.
To machine a left hand thread, you will need a left hand thread milling cutter (spindle will be running counterclockwise). Conventional milling will require a downward, counterclockwise motion. Climb milling will require an upward clockwise motion.
Cutter radius compensation - For contour milling operations, this feature allows you to program the work surface (not the cutter’s centerline path). The setup person will specify the cutter radius (or diameter) in the tool’s cutter radius compensation offset. During machining, the CNC control will keep the cutter the appropriate distance (the cutter’s radius) away from the programmed surfaces. As with any other milling operation using

Lesson Seven: Special Motion Types
3
cutter radius compensation, you’ll be allowed to size the surfaces being milled (the thread) by adjusting the cutter radius compensation offset.
Helical interpolation - This motion type is required for thread milling. It will cause the cutter to move along a circular path in two axes while moving in a straight path along the third axis. If machining in the XY plane (G17) as you almost always will, X and Y will be generating the circular motion path while Z forms the straight path motion. Helical interpolation is considered by Fanuc to be an option. While many machining center manufacturers include in their standard package of Fanuc options, you must confirm your machines have helical interpolation before you can thread mill.
Here’s a quick test you can perform to see if your machining center has helical interpolation: Manually move the axes to the middle of their travels (at least 3-4 inches from the zero return position in each axis) and give this command in manual data input (MDI) mode:
G17 G91 G02 I-1.0 Z-1.0 F30.0 This helical motion command tells the control to make a two-inch-diameter full circle clockwise motion in XY while moving down one inch in Z at thirty inches per minute. If the machine executes this command, it has helical interpolation. But if it generates an alarm (probably having to do with improper plane selection) it does not have helical interpolation.
Fanuc and Fanuc-compatible controls use G02 and G03 for thread milling. As with circular motion, G02 is clockwise motion and G03 is counter clockwise motion (in XY). The arc size can be specified with R or I & J and all rules related to making circular motions still apply. A Z departure is also specified along with the feedrate.
Arc-in approach and escape - As when milling counter-bored holes (just XY circular movement), it is important to arc-in and arc-out to and from the thread being machined. If you don’t, a nasty witness mark will be left at the end point of the approach or the beginning point of the escape. While a small witness mark may sometimes be acceptable when milling a counter-bore, the witness mark left during thread milling (without an arc-in approach) will be much worse - so much worse that the thread will probably be unacceptable. As with the machining of the thread itself, the arc-in and arc-out approach must be in the form of a helical motion.
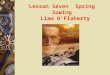
Thread milling cutters While there will always be potential interference to deal with when machining internal threads, any style of thread milling cutter can machine both internal and external (female and male) threads. The next drawing shows the three most common forms of thread milling cutters. Each has its pros and cons related to efficiency and flexibility.

Lesson Seven: Special Motion Types
4
��������������������������������������������������������������������������
��������������������������������������������������������������������
����������������
����������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������
����������������������������
�������������������
������
���������������������
��������������
����������������������������������������������������������������������������������
���������������������
����
��������������������
������������������������������������
������������������������������������������
����������������������
������������������������������������
����������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������������������
������������
����������������������������������������������������������������
�����������������������������������������������������������������
�����������������������������������
�����������������������������������
��������������������������������������������������
������������������������������������������������������������
�������������������
������������������������
����������������������������������������������������������������������������������������������
���
�����������������������������������������������������
����������������������������
����������������������������������������
��������������������������������������������
��������������������������������������������
��������������������
��������������������������������
����������������
Three styles of thread milling cutters. One (the one on the left) resembles a slotting cutter having the thread form (60 degree angle) machined into its outside diameter. A variation of this style of cutter is a boring bar fly-cutter with the thread form machined into the tool’s insert. This is the least expensive style of thread milling cutter, since it can be made right in the company from existing tooling by the people who need it. The major advantage of this style of cutter is that it can machine threads with any pitch. The major disadvantage is that it will require several circular passes to machine the thread to its specified depth. For example, at least eight passes will be required for a 2"-8 thread (having a 0.125 pitch) machined through a one inch thick workpiece (one inch thick divided by 0.125 pitch). This does not include the arc-in and out approach and escape movements.
The other two styles of thread milling cutters are specifically made for thread milling. One (the one in the middle) resembles a cross between a hog milling cutter and a tap. Commonly made of high speed steel or cobalt (they are also available in carbide), this type of cutter is more expensive, but it can machine to a depth of several pitches in one pass around the thread. In many cases, the entire thread can be machined in one pass around (not including the approach and escape). This, of course, dramatically minimizes cycle time as compared to the previous style of thread milling cutter (though no thread milling operation can beat the efficiency of tapping). One disadvantage (other than its higher price) is that this style of thread milling cutter can only machine one specific pitch. If made for a 0.125 inch pitch (eight threads per inch), for example, the thread milling cutter cannot machine a 0.0625 pitch (sixteen threads per inch). One other limitation of this style of thread milling cutter is that it is quite difficult to sharpen. Many companies simply replace them when they’re dull.
The third style of thread milling cutter (the one on the right) is becoming the most popular style since it overcomes most of the limitations of the two previous styles. Its cutting edge is provided by a carbide (or coated carbide) insert. The desired pitch is machined into the insert itself. If you need to machine a thread with a different pitch, you simply use a different insert. Since each insert has the form of several pitches, you can machine several pitches in one pass around the thread. Again, you can usually machine the entire thread with one pass around (not including approach and escape). This thread milling cutter is also relatively economical, since only the insert is replaced when it gets dull. Tool maintenance (insert replacement) is also faster for the same reason. Since the insert is made of carbide (not hss), it’s also quite efficient, allowing rather fast cutting speeds.
Multiple depths - If either of the last two styles of thread milling cutters cannot machine a thread to its total depth in one pass, remember that multiple passes can be easily made.

Lesson Seven: Special Motion Types
5
The trick to doing so is simply to make the second (and successive) Z pass in even increments of the thread’s pitch.
Right hand versus left hand threads - Only the first cutting tool (the slot-milling cutter style on the left) can machine both left and right hand threads. The other two styles must be specially made in right- or left-hand versions. A right hand cutter machines only right hand threads. This cutter will be rotating in the forward direction (M03) as threads are machined. A left hand cutter (rotating in the reverse direction) will machine left hand threads.
A misconception about feeds and speeds - When it comes to cutting conditions, some people confuse thread milling with tapping. As you know, tapping requires perfect synchronization between feed and speed (feedrate must be set to rpm times thread pitch). If feed and speed are not synchronized, the tap will break. This kind of synchronization is not required for thread milling. While you must machine with appropriate cutting conditions, the feedrate will have nothing to do with the thread’s pitch. Simply calculate speed and feed as you would for any milling cutter (use the recommendations supplied by the thread milling cutter’s manufacturer).
Your approach to thread milling The basic machining practice of thread milling is based upon several factors. Here we offer a few suggestions.
Climb or conventional milling? - This is probably the most important question related to how you mill threads. While some light duty machines are incapable of climb milling (their way systems cannot support it without vibration), most machining center have ample rigidity to allow climb milling. Since climb milling provides better surface finish, most programmers use climb milling technique whenever possible. For right hand internal threads (spindle running forward - M03), this means machining the thread in a counter clockwise (G03) direction while coming out of the hole (bottom to top). For right hand external threads, this means machining the thread in a clockwise direction (G02) while moving negative in Z (top to bottom). Reverse the circular motion for left hand threads (conventional milling requires a downward counterclockwise direction with the spindle running in reverse M04).
Ample coolant (or air blow) to remove chips - Chips machined at the beginning of the threading operation cannot be allowed to interfere with machining at the end of the thread. If chips are allowed to accumulate, it’s possible that they will be re-machined several times as the thread is machined. This can result in poor surface finish, or worse, variations in thread size. This problem can be most troublesome on horizontal machining centers, since chips do not freely fall from the machining operation. This is another reason to climb mill in holes, especially on vertical machining centers. The upward motion of the thread milling cutter in Z will tend to make the cutter avoid re-machining chips.
Blind or through hole? - This also has to do with chip removal. Again, you must ensure that chips are washed from the hole. This is easiest to do with through holes, and especially on vertical machining centers (chips will simply fall through the hole). However, if machining blind holes, it can be very difficult to wash chips out of the hole, especially on vertical machining centers. This is another reason to use climb milling

Lesson Seven: Special Motion Types
6
(bottom to top) technique. As the thread is machined, the thread milling cutter will be coming out of the hole. At the end of the thread milling operation it will be one pitch higher than it was at the start. This provides additional clearance for chips. As long as your machine has the rigidity to climb mill, use a bottom to top motion (counter clockwise motion - G03) when thread milling blind holes on vertical machining centers.
Approach/escape position - This suggestion has to do with the potential for chip interference on horizontal machining centers (it is not a factor on vertical machining centers). Since chip removal can be a problem, we recommend starting the thread milling operation at the X minus side of the hole (the nine o’clock position as viewed from the spindle nose) if milling from the hole bottom to its top. With this method, you can minimize the amount of chips that will be at the Y minus side of the hole (six o’clock position) when the thread milling cutter passes by this position. This can be especially important with blind holes when chip removal is most difficult. A good coolant system, of course, will overcome any problems related to chip removal.
Programming considerations Some (but not many) controls have a special canned cycle for thread milling. Additionally, if your control has parametric programming, you can develop your own special thread milling cycle (we’ll provide an thread milling example parametric program in a future module). If your control has parametric programming, or if it has a special cycle for thread milling, by all means, study its use. These features will dramatically simplify the commands related to thread milling. This presentation will assume you do not have either feature.
As stated, Fanuc (and most control manufacturers) use G02 and G03 for clockwise and counter clockwise helical motion. And everything you know about programming circular motions still applies (end point is specified in X and Y, R can be used to specify radius for motions up to 180 degrees, I & J can be used to specify full circle motion, etc.). But as we’ve also mentioned, a helical motion command additionally requires the specification of a Z axis departure. This will cause the cutter to move in a circular path in XY and a linear path in Z. The result resembles a corkscrew motion. But the radius of the corkscrew will remain constant (the radius changes in a true corkscrew motion).
The trick to correctly programming thread milling operations is matching the Z axis departure distance in each helical motion command to the thread pitch. How much the thread milling cutter must depart in Z is related to the percentage of a full circle that is being commanded in XY. If making a full circle movement in XY, for example, the thread milling cutter must depart by the pitch of the thread in Z. If making a half circle (180 degree) movement in XY, the thread milling cutter must depart by one-half the pitch in Z. If making a one-quarter circle (as is commonly the case when making arc-in and arc-out motions) movement in XY, the thread milling cutter must depart by one-quarter of the pitch in Z.
Remember that arc in and arc out approach and escape movements must also be programmed with a helical motion. If you always make arc in and arc out approach and escape motions with one-quarter circle (90 degree) motions, the Z axis departures during approach and escape motions will always be one-quarter of the pitch. But if you are trying to minimize cycle time by keeping the approach and escape positions closer to the

Lesson Seven: Special Motion Types
7
surface being thread milled, you must determine the percentage of a full circle being made during the approach and escape motions (in XY) in order to calculate the appropriate Z departure. The next drawing stresses the point.
���������������������������������� ������� ��� ���������������������������������������������������� �� �������
������������������������������������������������������������������
������������
�������������
��������������������
��������������������������������������
������������������������������������������������
����������������� ������
����������� ��������� ����������� �����������������
����������������
�������
����������
�������
����������������
����������������
��������������������
���������������������������������������������������������������� ����������������
����������������������
����������������������������������
�����������������������������������
������� ��� ����������������
������
��� ��� ���������������
����������
�������������
�������������������������������������
����������������������
������������
��������������������������������������������������������������������������������������������
��������������������������������
��������������������������������������������������������������������������
�������������������������������
����������������������������������������������������������������������������������������������������������������
���������������������������
������������������������������������������������������������
����������������������������
�����������������������������������������������������������
���������������������������������������������������������������������
������ ������������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������
�������������
���������������
��������������������
�������������������������������������������
������������������������������������
���������������������������
������������ ��������� ����������� �����������������
�����������������
���������
����������
������������
��������������������
�����������������������������������������������������������������������
����������������������������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������
��������
������������������
�������� �������������������������
�����������������
����������
������������
��������������������
�������������������������������������������
�������������������������������������
�����������������������������������������������������
����������
�������
����������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������� ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� ������������������������������������������������������������������������������������������������������������������������������������������ ���������������������������������������������������
�����������������������������
���������������
���������������������������
��������������������
��������������
�������������������
����������
�������������������������������������������������������������������������������������������������
�����������������������������
������������������������������
�����������������������������������������������
���������������������
��������������������
�������������������������������������������������������������������������������������������������
����������
�������������������
����������������
���������������������������
�����������������������
������������� ���
��������������������
��������������
����������������
����������������
���������������������
����������������������������������������������������������������������
����������������������������������
������������������������
�����������������������������������
�����������������������������������������������������
�����������������������
������������������
����������������������������������������������������������������������������������������
������������
���������������������
�������������
������������������
�������������������
������������������
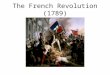
Arc-in motions.
You must determine the percentage of a full circle in order to determine how much to make the Z axis move during the helical motion.
The previous illustration, the left drawing shows the thread milling cutter making a one-quarter (90 degree) arc in approach. If this thread has twelve threads per inch, the pitch is 0.0833 inch. During this approach, since the milling cutter is departing one-quarter of a full circle in XY, it must depart one-quarter of the pitch (0.0208 inch) in Z. But notice that the milling cutter will be “cutting air” during much of this approach motion. The drawing on the right shows how to minimize this air cutting time, but requires that you know the percentage of a full circle being commanded in XY. Since we’re departing one-eighth of a full circle (45 degrees), this approach would require a departure in Z of one-eighth the pitch (1/8 of 0.0833 is 0.0104 inch). An example The next illustration shows the drawing to be used for the example program.

Lesson Seven: Special Motion Types
8
Drawing for thread milling example
We’ll be using a one inch diameter, right-hand thread milling cutter that can machine the entire thread in one circular pass (not including approach and escape). To get the best finish, we’ll use climb milling techniques (bottom to top with counter clockwise - G03 - motion)
The thread milling cutter will first be sent to the center of the 0.75 inch approach radius (point 1) in X and Y (X1.5, Y1.75) to begin. Tool length compensation will then be instated during the cutter’s Z axis approach to a position just above the work surface in Z (Z0.1). Prior to beginning the series of helical motions to machine the thread, we’ll position the cutter below the bottom of the workpiece in Z with enough room to make a full circle coming up (Z-0.7). Cutter radius compensation will be instated on the movement from point one to two.
It can be a little cumbersome to specify Z axis departures in the absolute mode, but that’s what our example will. If you feel more comfortable doing so, remember that you can position the XY motions in absolute mode while departing in Z in the incremental mode. Consider the following command.
N185 G90 G03 X1.5 Y2.5 R0.75 G91 Z-0.0312 Notice how it causes the machine to move in the absolute mode (G90) for the XY departure, but in incremental for the Z departure. While not all controls allow this technique, it can simplify your thread milling commands if your control/s allow it.

Lesson Seven: Special Motion Types
9
For the movement from point two to point three (1/4 circle), the cutter must depart in Z by one-quarter of the pitch (0.0312 for this thread). Since the Z starting position for this motion is Z-0.7, the correct end point in Z for this approach motion will be Z-0.6688. On the movement from point three to point four (1/2 circle), it must depart one-half the pitch (0.0625 inch). The correct end point for point three will be Z-0.6063. For the movement from point four to point five (1/2 circle again), the tool must depart another one-half the pitch (end point: Z-0.5438). And finally, as the tool arcs off the thread to point six (1/4 circle), it must depart in Z by one-quarter of the pitch (end point: Z-0.5126). Cutter radius compensation will be canceled on the move from point six back to point one.
For the X and Y motions, we’ll be programming the work surface path and using cutter radius compensation to tell the control the thread milling cutter’s size (in the appropriate cutter radius compensation offset). This will also allow the setup person and operator to easily manipulate the size of the hole being threaded by modifying the cutter radius compensation offset value. If the thread is too small, they can reduce the offset value. If too large, the offset can be increased.
Now here is the program. We just show the thread milling operation, and assume that the hole has been previously machined to its minor diameter.
O0001 (Program number) (1" thread mill) N150 T07 M06 (Place thread mill in spindle) N155 G90 G54 S600 M03 T08 N160 G00 X1.5 Y1.75 (Point 1) N165 G43 H07 Z0.1 (Instate tool length comp) N170 G00 Z-0.7 M08 (Rapid below thread) N180 G01 G41 D37 X2.25 F40.0 (Instate cutter radius compensation to point 2) N185 G03 X1.5 Y2.5 Z-0.6688 R0.75 F6.0 (1/4 circle approach to point 3) N190 Y0.5 Z-0.6063 R1.0 (1/2 way around thread to point four) N195 Y2.5 Z-0.5438 R1.0 (Second half way around circle to point five) N200 X0.75 Z-0.5126 R0.75 (1/4 arc off radius to point six) N205 G00 G40 X1.5 (Cancel cutter comp on move back to point one) N210 G00 Z0.1 M09 (Retract from hole, turn coolant off) N215 G91 G28 Z0 M19 (Rapid to tool change position) N220 M01 (Optional stop) N225...
Cutter radius compensation allows you to trial machine, sneaking up on the thread size you need. Prior to running the thread milling cutter in the first workpiece, you can increase the value of the cutter radius compensation offset by a small amount. For our one inch diameter cutter, you could place 0.53 in offset thirty-seven instead of 0.5). This will force the control to keep the thread milling cutter about 0.03 inch away from the thread being machined. Once the thread milling cutter has machined, you can measure the thread to find out where you stand (the thread will still be well undersize). After determining how much too small the thread is, you can reduce the cutter radius compensation offset accordingly and rerun the thread milling cutter. The second time, it will machine precisely to size.

Lesson Seven: Special Motion Types
10
Spiral interpolation for taper thread milling (machining centers) For a thread milling cutter that can machine the entire thread with one circular pass, when a thread to be machined is tapered (like many pipe threads), the thread milling cutter must also be tapered. But if you expect the thread to come out perfectly (without a nasty witness mark at the approach/escape point), simple helical motion will not suffice. If a simple circular motion is made in XY with a tapered thread milling cutter as is done when you use helical interpolation, the resulting shape of the workpiece (hole or outside diameter) will be a spiral, not a circle. To mill a perfect tapered thread, your milling motion must be in the form of an opposite spiral to counter spiral the tapered thread milling cutter will machine..
Admittedly, many applications for tapered threads are not very critical, and the amount of imperfection (mismatch between start and end of the thread) will be quite small. You can calculate the mismatch in start radius versus end radius by multiplying the tangent of the taper angle (usually 3.718 degrees) times the pitch. There will be a 0.008 mismatch on a tapered thread having a 0.125 pitch. If the application for the thread is related to plumbing, and if putty will be used to seal the joint, it’s unlikely that this mismatch will cause serious problems.
However, some applications for taper thread milling (especially those in the aircraft industry) require a perfect match from start point to end point. As stated, this requires the tool to be moving in a spiraling fashion in XY, and simple helical interpolation cannot be used. Knowing this problem exists, some machine tool builder’s and control manufacturers are supplying spiral interpolation for the purpose of thread milling. Some even incorporate this kind of motion within a special command for thread milling (their canned cycle for thread milling). You simply specify the taper angle and the pitch. The control figures out how much of a spiral to make. If you expect to do a lot of taper thread milling, be sure to look for this feature in your next CNC control.
If you don’t have this special kind of cycle, generating the needed motion can be difficult. You may be able to fudge the motion, making a series of progressively smaller circular motions. You might, for example, break the circle into for motions. If machining the thread in the previous example that will have a 0.008 mismatch at the star/end point, make each of the four motions around the thread get 0.002 smaller in radius. While this isn’t perfect, it will eliminate the nasty witness mark at the beginning and ending point of the thread - possibly making your thread acceptable.
If this technique isn’t acceptable, some computer aided manufacturing (CAM) systems can generate the needed motions, but they’ll break the spiral motion into a long series of very tiny straight line motions, making for a very lengthy CNC program.
If your machine has parametric programming, you can create a special program to generate the needed motion. This program will break up the motion in exactly the same way a CAM system will. However, depending upon the control’s execution speed, you might see noticeable pauses after every motion. This will increase cycle time and may make for poor looking thread.

Lesson Seven: Special Motion Types
11
Cylindrical interpolation (machining centers) As you know, machining centers can be equipped with rotary axes. For a horizontal machining center, the rotary axis is commonly incorporated right in the table of the machine and is called the B axis. For vertical machining centers, the rotary axis is mounted on the table top, and is commonly placed parallel to the X axis, in which case it will be called the A axis.
While not all rotary axis users have this application, it is sometimes necessary to machine around the outside of a round workpiece mounted to the rotary axis. Consider, for example a round workpiece held in a chuck mounted to the rotary axis. The rotary axis could then rotate the workpiece, exposing its periphery to the spindle for machining.
Consider a tube that must have a contour milled around its periphery. Even simple lettering may be required. But more commonly, the contour may be related to cam machining. In the oilfield industry, for example, a long piece of tubing must be engaged to a drill bit. As the drill bit gets deeper into the hole, a new piece of tubing (forming the drill shank) must be engaged. The drill bit (as well as the shank end of each extension) will have a pin that mates with the cam machined around the outside of the tube, locking it into position. Simply turning the tube in a special fashion will allow engagement.
Machining a contour around the periphery of a round workpiece is not as simple as it sounds. Without special consideration (cylindrical interpolation), the rotary axis will only allow G01 motion (not circular motion). If the special contour requires a circular motion it would have to be broken into a series of tiny straight motions. Additionally, feedrate must be specified in degrees per minute, not inches or millimeters per minute.
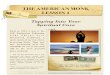
Though it is not an extremely common machining operation, some machining center users do have to mill around the outside diameter of a round workpiece incorporating a rotary axis movement (A, B, or C) in conjunction with an X or Y axis motion. The milling operation commonly occurs with the center of the tool right on the center of the workpiece in one of the axes (X or Y) and milling takes place in the other. This kind of operation is common when machining the slot a cam follower will follow when machining a cylindrical cam. The next drawing shows an example.

Lesson Seven: Special Motion Types
12
Slot milled around periphery
X axis
A axis
Contour around the outside of a round workpiece.
Programming this operation can be difficult (especially for any circular movements involving the rotary axis), and as you may have guessed, cylindrical interpolation will dramatically simplify programming.
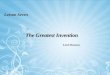
The next drawing shows the coordinate system for cylindrical interpolation. For this example, the rotary axis is parallel to the X axis (so it’s called the A axis). The horizontal base line represents the A axis. The range for the A axis in this coordinate system is from 0 to 360 degrees. The vertical base line represents the X axis. A tool path is shown that will send the tool all the way around the workpiece in the A axis. This tool path is showing the centerline path for the cutter. The tool will be right on the center of the workpiece in the Y axis (center of the workpiece is program zero in Y).

Lesson Seven: Special Motion Types
13
X axis
A axis0 deg
180 deg 360 deg90 deg 270 deg
0
1.0 in2.0 in
3.0 in
0.5 R
1
2
3
4
5 6
7 8
0.375 R
Coordinate system for cylindrical interpolation Note that when it comes to the circular motions, the angular departures must be appropriate and will be based upon the workpiece diameter. The larger the diameter the larger the angular departures will be for circular motions. Our example coordinate sheet (the next illustration( is just an example. It simply approximates the rotary axis departure.
# X A12345678
3.0 0 deg3.02.51.51.1251.1253.03.0
55.0 deg90.0 deg90.0 deg120 deg165 deg270 deg360 deg
Coordinate sheet for example showing cylindrical interpolation.
Though control manufacturers vary when it comes to how cylindrical interpolation is instated, one popular control manufacturer (Fanuc) uses a G07.1 to invoke cylindrical interpolation. Note that once it is instated, the axis parallel to the rotary axis centerline (X

Lesson Seven: Special Motion Types
14
in most cases on vertical machining centers and Y on horizontal machining centers) as well as the rotary axis coordinates will be utilized from the cylindrical interpolation coordinate system. In essence, you can flatten out the rotary axis, treating it as more of a linear axis. Also note that you can easily specify circular motions. And feedrate will be specified in either inches or millimeters per minute, just as it is for other cutting motions not involving the rotary axis.
In the cylindrical interpolation instating command, you must also specify how far it is from the centerline of the rotary axis to the work surface in Z. Fanuc uses an A word for this purpose (again, control manufacturers vary). This lets the control perform the necessary conversions at the required Z surface.
Here is an example program that shows the use of cylindrical interpolation for the example coordinate sheet shown earlier.
O0001 (Program number) N005 G54 G90 S500 M03 (Select coordinate system, absolute mode, and start spindle) N010 G00 X3.0 Y0 A0 (Move into position in X, Y, and A, point number 1) N015 G43 H01 Z3.1 (Rapid to within 0.1 of work surface, part is 6.0 inches in diameter) N020 G01 Z2.75 F4.0 (plunge to machining surface) N025 G07.1 A2.75 (Invoke cylindrical interpolation, machining radius is 2.75 inches) N030 G01 A55.0 F10.0 (Feed to point 2) N035 G02 X2.5 A90.0 R0.5 (Circular move to point 3) N040 G01 X1.5 (Feed to point 4) N045 G03 X1.125 A120.0 R0.375 (Circular move to point 5) N050 G01 A165.0 (Feed to point 6) N055 X3.0 A270.0 (Feed to point 7) N060 Z360.0 (Feed to point 8) N065 Z3.1 (Retract) N070 G07.1 A0 (Cancel cylindrical interpolation) N075 G91 G28 X0 Y0 Z0 (Go to zero return position) N080 M30 (End of program)
In line N020, the tool is fed to the machining surface in the Z axis (2.75 in our case). In line N025, cylindrical interpolation is invoked with the G07.1 command. The A2.75 specifies the radius of the workpiece at this point (from workpiece center to tool point). From this point, the series of movements simply reflect the coordinate sheet values. Note that we’ve kept this example pretty simple. Some machines will require a plane selection command (G17, G18, or G19) if you’re making circular movements. Also, it is possible to use cutter radius compensation (G41, G42 and G40) when machining with cylindrical interpolation.
There are some parameters that must be appropriately set before cylindrical interpolation will work properly. Since this feature is a field installable option, and since many installers don’t fully understand it, you’ll probably have to fine tune some parameters the first time you use cylindrical interpolation.

Lesson Seven: Special Motion Types
15
One last point about how cylindrical interpolation simplifies programming. Notice once again that feedrate is specified in inches per minute (instead of degrees per minute), even in commands that require rotary motion. Since the control knows the distance from workpiece center to tool tip (specified in the first G07.1 command), it can figure out how to make the machine move at the desired inches per minute feedrate
Nurbs interpolation (machining centers) This machining center interpolation type also has a very specific application, and frankly speaking, there is quite a bit of controversy surrounding its use.
The application is related to machining three-dimensional shapes, as is commonly required when machining molds. The design engineer draws a workpiece using a computer aided design (CAD) system and renders a solid model that can be imported to the computer aided manufacturing (CAM) system. The CAM system is told how to machine the shape from the solid model (the programmer specifies a number of machining parameters) and the CAM system generates a CNC program that will machine the shape.
With traditional techniques, the CNC program generated by the CAM system is very lengthy. It is not unusual for this kind of CNC program to be several megabytes long. With conventional CNC controls, these programs are so long that they will not fit into the control’s memory. Note right away that a new breed of CNC control is emerging that is designed specifically for this kind of machining, and overcomes the problem of limited memory capacity (among many other things).
Control manufacturers, accessory device manufacturers, and software developers have struggled to solve the problems caused when programs are too long to fit into the control’s memory. There are, for example, direct numerical control (DNC) systems that will spoon feed the CNC program to the control. Software developers have developed conversion programs to translate the series of very tiny movements in the CAM system generated CNC program into a series of circular commands (shortening the length of the program). And control manufacturers have developed nurbs interpolation to minimize the amount of data needed to generate a three dimensional surface.
Frankly speaking, all of these solutions have been but marginally successful. Think of them as a band-aid placed on a gaping wound. The real solution lies in having the appropriate memory capacity (and being able to address it quickly), which true high speed machining CNC controls can do.
When it comes to nurbs interpolation, each control manufacturer requires a different format, making it difficult to give specific examples. Additionally, this feature has met with mixed reviews. Some CNC users feel that the amount of incorrectness caused by nurbs interpolation is too great and have gone back to more traditional methods of machining for their machines that do not have high speed machining controls.
Polar coordinate interpolation (turning centers) In order to truly understand polar coordinate interpolation, you must understand the kind of turning center that will need it. Prior to describing polar coordinate interpolation, we describe three axis turning centers (X, Z, and C) that have live tooling.

Lesson Seven: Special Motion Types
16
The primary use for any turning center is to machine workpieces in a fashion similar to the way an engine lathe does. A stationary cutting tool is brought into contact with a rotating workpiece. Operations such as rough and finish turning, rough and finish boring, grooving, knurling, and threading are performed in this fashion. All presentations made to this point have assumed your turning center is limited to machining in this manner.
However, many workpieces to be machined on turning centers require secondary operations after the turning operation. A flange, for example, may require that a series of holes be machined around the outside of the flange after the turning is done. A shaft may require a keyway to be milled or a cross hole to be drilled. In some cases, a rather complex contour must be milled around the periphery of a specific diameter.
Traditionally, these secondary operations have been performed on separate machine tools like manual milling machines and drill presses after the turning center operation. Each workpiece requiring secondary operations is brought to another machine for additional machining. As you can imagine, secondary operations mean more setups and more workpiece handling. This equates to higher production costs. For this reason, more and more companies are minimizing (or eliminating) secondary operations by performing the necessary secondary operations right on the turning center itself. When this is possible, not only are production costs reduced, but workpiece quality also improves because fewer setups are required.
In order for the turning center to perform secondary operations, the turning center must have the ability to perform milling, drilling, tapping, and other operations not commonly considered as turning center operations. There are those in this industry who oppose the use of a turning center for operations other than turning operations. These people say that you should use the machine tool for the purpose it designed. They say a turning center is not generally designed to perform other forms of machining operations and will not be rigid enough for heavy machining.
Keep in mind, however, that for the most part, secondary operations do not require a great deal of power. If only light duty secondary machining operations are to be performed, a well-designed turning center can accomplish them with ease. However, a turning center must be equipped with several special and additional features in order for secondary operations to be possible.
Additional features of turning centers with live tooling Rotating tools - The turning center must be able to rotate a tool held in the turret (hence the name live tooling). A special spindle drive motor and transmission mounted within the turret provides the necessary tool rotation. The speed of the rotating tool must, of course, be a programmable function.
Special tool holders - The tool holders that contain rotating tools must have the ability to point the tool along the X axis (as would be required for drilling cross holes) as well as along the Z axis (as would be needed for drilling flange holes). The next two drawings show examples of how rotating tools are held in the turret.

Lesson Seven: Special Motion Types
17
A tool pointing along the Z axis

Lesson Seven: Special Motion Types
18
��
������������
���
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������
������
����
����
��
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������
���������� ����������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������
������������
����������������� �
���������������������������������������������������
����������������������������������
���������������������������������
���������������������������������
���������������
����
����������������������������������������������������
�������������
���������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������
���������������������������������������������������������������
���������������������������������
���������������������������������
�������������������
����������
������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������
�������������������������
�������������������������
���������
��������������������������������������������������������
����������������������������������������������������������������
�����
�����
������������������������
������������
������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������
�������
�������
�������
�������
���������
���������������
A tool pointing along the X axis
These tool holders must hold the tool rigidly without causing excessive interference problems. Note that turning center manufacturers that provide the live tooling option vary with regard to how well the interference problem is handled. Some allow any tool station to be used as a live tooling station and a there is a minimum of interference problems. Others limit the number of tool stations that can hold rotating tools and the tool holders themselves create an interference nightmare. With the worst designed live tooling turning centers, each tool station adjacent to the live tool station must be left empty to provide the necessary clearance for the rotating tool and holder. This, of course, dramatically reduces the number of effective tool stations available for machining.
Precise control of main spindle rotation - The programmer must have precise control of the main spindle’s rotation. During any normal turning operation, the machine’s spindle is rotated at a (rather fast) specified speed. When the main spindle is stopped, it is in a neutral mode, and still free to rotate. There must be some provision for locking the main spindle in an precise, programmable manner.
There are two common ways turning center manufacturers handle this problem. One way is to utilize an indexer within the headstock. The other way is to incorporate a full rotary axis (called the C axis) within the headstock. Either way, the machine tool builder must provide a way (usually by M codes) to specify which spindle mode is desired, the free turning mode for turning operations or the indexer/rotary mode for live tooling

Lesson Seven: Special Motion Types
19
operations. The most desirable (and most common) form or rotary device is a full rotary axis (a C axis).
Only one speed and feedrate mode - Whenever live tools are used, spindle speed (for the live tool) must be programmed in RPM mode. Since the rotating tool’s diameter is constant, the feature constant surface speed is not applicable. Along the same lines, feedrate cannot be programmed in inches per revolution (IPR). Since the main spindle is not in the turning mode, the control will consider the main spindle off. If a movement is given with a per-revolution feedrate, the machine will not move.
How feedrate is programmed depends upon what kind of rotary device is being used within the spindle. If an indexer is used, all feedrates will be in inches per minute (IPM) in the inch mode or millimeters per minute in the metric mode. If a C axis is used, and if only X and/or Z motion is required, feedrate must also be specified in inches per minute or millimeters per minute. However, any feedrate motion including a rotary axis departure must be programmed in degrees per minute (DPM).
Cutter radius compensation - If a great deal of contour milling is to be done with the C axis (this is not possible with an indexer), it will be helpful if the CNC control is equipped with the feature cutter radius compensation (as equipped on machining centers). This will make it very easy to compensate for the milling cutter’s diameter. This feature is especially helpful when a contour must be milled around the periphery of the workpiece.
Hole machining canned cycles - Most turning centers with live tools are equipped with a full set of hole machining canned cycles for center drilling, drilling, tapping, reaming, and counter boring. These cycles closely resemble those used for machining center hole machining operations.
Polar coordinate interpolation - If the turning center will be performing milling operations around the outside diameter of the workpiece with a tool pointing along the Z axis (flats or special contours), it will require a motion that combines the X and C axes (we’re assuming the turning center doesn’t have a Y axis). This kind of motion is programmed handled with a special motion type called polar coordinate interpolation. This feature allow you to treat the C axis as if it is a linear axis. More on the use of polar coordinate interpolation a little later.
Selecting the main spindle mode - All turning centers equipped with live tooling have a way to specify which spindle mode is desired, the normal turning mode or the live tooling mode. Two M codes are usually used for this purpose. One M code selects the normal turning mode. This mode is usually initialized, meaning that at power up the machine automatically select the normal turning mode. In this mode, the spindle functions as that of any normal turning center.
Another M code selects the live tooling mode. When this M code is executed, some form of mechanical device within the spindle housing will engage the rotary device. Note that some machines with C axis actually use the same drive motor for both modes, but M codes are still used to select which main spindle mode is desired. The M code selecting the live tooling mode will usually perform some other functions as well. When the live

Lesson Seven: Special Motion Types
20
tooling mode is selected, for example, all spindle related commands (speed, activation, and direction) will be transferred to the live tooling spindle drive motor within the turret.
When the live tooling mode is selected, any spindle speed (specified by an S word) will be taken as the speed in rpm to be used for the live tooling spindle drive motor. M03 will turn the live tooling spindle drive motor on in the forward direction. M04 turns it on in the reverse direction, and M05 stops the live tooling spindle drive motor. Again, only rpm mode is allowed with live tooling. Constant surface speed will not work with live tooling.
We’ll be using M81 to select the normal turning mode and M82 to select the live tooling mode, but you must determine these M code numbers for your machine/s by checking your machine tool builder’s programming manual.
Programming a rotary axis For turning center applications, the rotary axis within the headstock is called the C axis. Though the C axis can be still used as an indexer (rotate, then machine), you have the additional ability to rotate the workpiece and machine at the same time.
When used to specify rotary axis motions, the C word allows a decimal point and has a three-place decimal format. The smallest increment is 0.001 degrees. In this sense, you can think of a rotary axis as being a 360,000 position indexer! But a rotary axis has the additional benefit of allowing rotation at a controlled feedrate. This allows machining during rotation. For this reason, a rotary axis is much like any linear axis (X and Z). Let’s compare them.
Angular values - The C axis requires angular position to be programmed in degrees. And angular positions less than one degree must be specified in decimal portion of a degree. If you happen across a print that dimensions an angular position in minutes and seconds, you must convert to decimal portions of a degree.
Decimal potion of a degree = minutes/60 + seconds/3600 For the angular position 3 degrees, 40 minutes, 32 seconds, first divide forty by sixty (0.666) and thirty-two by thirty-six-hundred (0.009). Add the two together (0.675) and the result is the decimal portion of a degree. This position or departure will be programmed with the C word:
C3.675 Zero return position - Like X and Z, the C axis will have a zero return position. And for many machines, the power-up procedure will require that you zero return the C axis, just like you do X and Z.
Rapid versus straight line motion - Like X and Z, you can specify motion types with the C axis. G00 (rapid motion) will cause the rotary axis to move as fast as it can. Generally speaking, you use the G00 mode whenever you’re using the C axis as an indexer (no machining during rotation).
But as stated, the C axis allows machining to occur during rotation, meaning you’ll have precise control of the rotation rate (feedrate) with the C axis. As with X and Z, G01 can be used to rotate the rotary axis at a controlled feedrate. With polar coordinate

Lesson Seven: Special Motion Types
21
interpolation (discussed later), you can even command circular (G02 and G03) motions in conjunction with the C axis.
Unfortunately, feedrate is little different when commanding a C axis motion. While it is in inches or millimeters per minute when moving X and/or Z for live tooling operations, if not using polar coordinate interpolation, any feedrate motion involving the C axis must be programmed in degrees per minute. Calculating feedrate in degrees per minute can be little difficult. Here are the formulae.
Time (in minutes) = length of cut divided by desired inches per minute feedrate Degrees per minute = incremental rotation amount divided by time in minutes
To calculate degrees per minute feedrate, we recommend first calculating how much time it will take to make the motion (each motion may have a different feedrate in degrees per minute if the angular rotation amount is different). Then you can calculate the dpm feedrate based upon how much rotation is required. Note that if you’re using polar coordinate interpolation (as is commonly the case when machining during rotation) most turning centers allow you to specify feedrate in inches or millimeters per minute.
Program zero assignment - Like X and Z, you can assign a program zero point for the C axis. Though it’s not always required (many times it’s easier to program the C axis incrementally), once program zero is assigned, you can specify angular positions from program zero. For most machines, the assignment of program zero is rather transparent. The program zero point for the C axis will automatically be assigned as the rotary axis location at its zero return position. Any time you do a zero return for the C axis, you’re also assigning program zero. While turning center manufacturers vary when it comes to the polarity of the C axis, clockwise (as viewed from in front of the chuck) is usually plus and counter clockwise is usually minus.
Absolute versus incremental - Like X and Z, you are can program the C axis in either mode. In the absolute mode, you can specify angular positions from program zero (normally the C axis position at zero return). Just as the letter addresses X and Z specify absolute positions for the X and Z axes for most machines, so does the letter address C specify absolute angular position in the C axis. Most machines use the letter address H to specify incremental departures in the C axis (check this letter address in your Fanuc operators manual). Note that some controls use G91 to specify that you wish to work in the incremental mode (G90 selects absolute).
When used as a simple indexer, it’s usually easier to program the C axis in the incremental mode. The next drawing shows the workpiece to be used as the example.

Lesson Seven: Special Motion Types
22
�����������������������
�������������������������������
���������������������������������������
�������������������������������������������������������
������������������������������������������������������������������������������������������������
�������������������������������������������������
������������������������
�������������������
����������
�������������������������������������������������������������������������
����������������
�������������������
��������������������
����������
���������������������
����������������������������������������������������������������������������������������������������������������������
����������������������������������
���������������������
������������������������������������������
�������������������������������������������
�������������������������������
�������������������������������
�����������������������������������
��������������������������������������������������������
�������������������������������������������������������������������������������������������������
�������������������������������������������������
������������������������
�����������������
����������
����������������������������������������������������������������������
����������������
������������������
��������������������
����������
������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������
��������������������������������������
�������������������������������������������
�������������������������������
�������������������������������
�����������������������������������
��������������������������������������������������������
������������������������������������������������������������������������������������������������
�������������������������������������������������
���������������������
�����������������
����������
�������������������������������������
��������������������
���������������������������������
����������������
�����������������
�������������������
����������
�����������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������
��������������������������������������
�������������������������������������������
����������������������������
���������������������������������
�����������������������������������
���������������������������������������������������
�����������������������������������������������������������������������������������������������
��������
�����������������������������������
������������������������
���������������������
�����������������
��������������
������������������������������
����������������������������������������
����������������������������������
����������������
�����������������
�������������������
����������
�������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������
��������������������������������
����������������������������������������������������
���������������������������������
�������������������������������������
������������������������������������������������������
�����������������������������������������������������������������������������������������������
��������
�����������������������������������
��������
�����������������������������������������
�����������������
�������������
�����������������������������
����������������������������������������
��������������������������������
����������������
�����������������
�������������������
���������������������������������
������������
��������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������
���������������������������������
���������������������������������
����������������������������������������������������������������
���������������������������
����������
���������������������������������������������������������
���������������������������������������
�������������������������������������������������������������������������������������
����������������������������������������������������������������������
������������������������������������������������������������������
������������������
�����������������������������������������������������������
���������������������������������������
��������������������������
���������������������������������������������������������������
�����������������������������������������������������������������
����������������������������������������������������������������
������������������������������������������������������������
�����������������������
������������������������������
����������������������������
����������������������������������������������������������������
��������������������������������������������������������������
������������������������������������������������������������
������������������������������������������������������������
�������������������������
������������������������������
�����������������������������
����������������������������������������������������������������
���������������������������������������������������������������
��������������������������������������������������������������
�������������������������������������������������������
�����������������������
���������������������������
��������������������������
���������������������������������������������������������������
������������������������������������������ ���
���������������������������������������
�������������������������������������������������������������
�����������������������������������������������
����
�������������������������������������������������������
��������������������
��������������������������������������������������������������
�������������������
�������������������������
����������
���������������������������������������������������������������������������
�������������������������������
����������������������������������������
���������������������������������������������������������
��������������������������������������������������������������
������������������������������������������������
����
�������������������������������������������������������
�������������������
�����������������������������������������������������������
������������������������������������������
����������
����������������������������������������������������������������������������
�������������������������������
��������������������������������������������������������������������������������������������
�������������������������������������������������������
������������������������������������������������
����
�����������������������������������
�������������������������
������������������
����������������������������������������������������������
������������������������������������������
����������
���������������������������������������������������������������������������������������������������
����������������������������������������������������������������������������������������������
�������������������������������������������������������
�����������������������������������������������
�����������������������������������
�������������������������
������������������
���������������������������������������������������������
�������������������
�������������������������
����������
�������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������
�������������������������������������������������������
�����������������������������������������������
���������������������������������������
�������������������������
������������������
������������������������������������������������������
�������������������
���������������������
������������������
�������������������������������������������������������������������������������������������������
�������������������������������������������������� �
��
�����������������������
������
������������
�����������������
�������������������������
����������������������������������������������������������������������
������������������������������
���������������������������������������������������������������
���������������������
����������������������������������������
�������������������� ������������������������
������������
���������������������
����������������
����������������������
������������������������������
������������������������
���������������������������������������������������������
�����������������������������������������������������
����������������������������������������������������������������������������
��������������������������������������������������������������
�����������������������������������������������������������������
����������
��������
�������������������������������������������������������
����������������������������������������������������������������������������������������������������
�������������
���������������������������������������������������������������������������������������������������������������������������������������
������
��������������������������������������������������������������������������
���������������������������������������������������������������������������
������������������������������������������������������������������
�������������������������������������������������������������������
��
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������
������
�������������
�����������������������������
������������������
������������������������������������������������
����������������������
������������������������������
���������������
����������������������������
������������������
���������������
�������������������������������������������
������������������������������������������������������
��������������������������������������������������������������������������������
������������������������������������������������������������������������
��������������������������������������������������������������������������������
������������������������������������������������������������������������
������������������������������������
������������������������������
��������������������������
��������������������
����������������������
������������������������������������������������������������������������
��������������������������������������������������������������������������������
������������������������������������������������������������������������
����������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������
�������������������������������������������
�������������������������������������������
���������������������������������������������������������������������������������������������
������������������������
������������������������
��������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������������������������������������������������������������������������� �����������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������
��������������
����������������������������
��������������������������������
���������������������������������������
����������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������ ��������
����������������������������
�������������������������������������������������������������������
��������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������
��������
����������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��
���������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������
������������������������������������
��������
���������������������
����������������������������������������������������������������
��������������
���������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������
���������������������������������������������������
����
��������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������
����������������������������������������
�������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������ ���������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������
��������������������������������������
����������������������������������������������������
������
�������������������������
���������������������������������������������������
���������������������� ����
�������������������������������������������������������
������������������������������������
�������������
��������
����������������������
������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������������
��������������������
������������������������������������������ ��������
������������������������������
������������������������������������������������
���������������������������������������������������
����������������������������������
�������������������������������
�������
�����������������������������
���
�����������������������������������������
�������������
������������������������
����������������������
����������������
��������������
��������������������������������������������������������������������
������������������������
�����������������������
�����������������������������������������������������������
��������������������
��������������������������������������������������������� ���������������������������������
�����������������������������������������������������������������
��������������������������
�������������������
����������
����������������������
�����������������
�������������
��������������
���������������
���������
����������������������������������������������������������������������������������������������������������������������� ����������
���������������������������������������������
��������������������������
�������������
�������������
����������
���������������������
����
������������������������
������������� �����
��������������������������
��������������������������������������������������������������������������������������������������������������������������������������
������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������
������
����������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������
��
�����
Flange workpiece shows how rotary axis can be programmed in the incremental mode.
Program:
O0001 (Program number) N005 M81 (Select turning mode) . . . (Completely turn workpiece) . . N205 T0101 (Rotate turret to .500 in drill) N210 M82 (Select live tooling mode) N215 G97 S650 M03 (Turn the live tool spindle motor on at 650 RPM in the forward direction) N220 G00 X5.0 Z0.1 (Rapid to first hole location) N225 G98 G01 Z-0.65 F5.0 (Drill first hole) N230 G00 Z0.1 (Rapid out of hole) N235 H45.0 (Incrementally rotate C axis 45degrees, note rapid mode is instated) N240 G01 Z-0.65 (Drill second hole) N245 G00 Z0.1 (Rapid out of hole) N250 H45.0 (Incrementally rotate C axis 45degrees, note rapid mode is instated)

Lesson Seven: Special Motion Types
23
N255 G01 Z-0.65 N260 G00 Z0.1 N265 H45.0 (Incrementally rotate C axis 45degrees, note rapid mode is instated) N270 G01 Z-0.65 N275 G00 Z0.1 N280 H45.0 (Incrementally rotate C axis 45degrees, note rapid mode is instated) N285 G01 Z-0.65 N290 G00 Z0.1 N295 H45.0 (Incrementally rotate C axis 45degrees, note rapid mode is instated) N300 G01 Z-0.65 N305 G00 Z0.1 N310 H45.0 (Incrementally rotate C axis 45degrees, note rapid mode is instated) N315 G01 Z-0.65 N320 G00 Z0.1 N325 H45.0 (Incrementally rotate C axis 45degrees, note rapid mode is instated) N330 G01 Z-0.65 N335 G00 Z0.1 N340 G00 X10.0 Z5.0 (Return to tool change position) N345 G99 M81 (Re-select ipr mode and normal turning mode) N350 M30 (End of program)
Canned cycles for hole machining - Most turning centers with live tooling are equipped with a series of hole machining canned cycles to simplify the programming of hole machining operations. They allow each hole to be machined with one command, regardless of the type of operation (drill, peck drill, tap, etc.). They’re also modal, meaning once a cycle is instated, you simply list the hole locations for holes to be machined.
Understanding polar coordinate interpolation Most operations with live tools are quite simple to program. Canned cycles, for example, make it very easy to machine holes. If you must machine slots (face slots or diameter slots) on the center of the workpiece, it will be a simple matter of positioning the end mill close to the surface to be milled (with G00), plunging into the slot (with G01) and moving an axis (X or Z, whichever is appropriate).
But there is one kind of machining operation that at first glance, may appear easy, but in reality is more difficult. Consider the two flats on the workpiece shown in this drawing. Note that the turning center that will be used to machine this workpiece has but three axes, X, Z, and C (it does not have a Y axis, as some highbred turning centers do).

Lesson Seven: Special Motion Types
24
Machining the flats requires a combination of X and C motion
These flats must be machined with an end mill pointed along the Z axis. However, unless the turning center has a Y axis (perpendicular to the XZ plane), machining the flats must be done by combining X axis motion with C axis motion. And it will be a little more difficult than it looks. As the milling cutter begins machining, the C axis will be rotating and the X axis will be getting smaller in diameter. As the tool reaches the center of the flat, the X axis will reverse (getting bigger in diameter). At first glance, you may think that two G01 commands (one to center, one the rest of the way) will suffice. But two simple G01 motions will not render a flat surface. Instead the surface will be heart-shaped.
To get the desired flat shape will require motion in a much more articulated manner. Prior to polar coordinate interpolation, this kind of motion required the use of a computer aided manufacturing (CAM) system to generate. And the result was a very long series of very tiny movements along X and C. And this is a simple flat! Consider needing to machine a more elaborate shape on the outside diameter of the workpiece, like the hex shape in the following drawing.

Lesson Seven: Special Motion Types
25
�������������������������������������������������������������������������� �� ������� ��� ������� ��� ������� ��� �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����
�����������������������������������������
�����������
��������
��������
������
��������
������
������������
�����������������������������������������������������������������
������������������
�������
�����������������������������������������������
��������������������������������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������
������������������������
������������������������������
����������������������������������������
���������������������������������
���������������������������������������������������
����������
������������������������������
������
������������������
������
������������������������������������������
��������������������������������������������������������������������
���������������������������
������������
������������������������
�������������������������������������������������������������������������������������
�������������������������������������
������������������������������������
��������������������������������������������
�����������������������������
�����������������������������
��������������������������������������
�������������������������������������������������������������������������������
��������
�����������������������������������������������������
������
�������������������������������
��������������������������������������������������������������
��������������������
����������
����������������
���������������������������������
������������������
����������������������������������������������������������������������������������������������
�����������������������������������������
��������������������������������������
��������������������������������
����������������������������
�����������������������������������
�����������������������������������������������������������������������������
��������������������
�����������������������������������������������������
������
��������������������������������
��������������������������������������������������������������
������������������������
������������������������
���������������������������������
������������������
���������������������������������������������������������������������������������������������
��������������������������������
���������������������������������������������
������������������������������
�������������������������
�����������������������������������
�����������������������������������������������������������������������������
��������������������
������������������������������������������������������
������
������������������������������������
�������������������������������������������������������������������
���������������������������
���������������������������
������������������������������
��������������������
���������������������������������������������������������������������������������������������
��������������������������������
�����������������������������������������
���������������������������
�������������������������
���������������������������������
�����������������������������������������������������������������������������
��������������������
������������������������������������������������������
������
�������������������������������������
����������������������������������������������������������������������
���������������������������
����������������������������
����������������������������������
������������
��������������������������������������������������������������������������������������
������������������������������
�����������������������������������������
����
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������������������
��������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������
���������������������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������
�������������
����������������
���������������������������������������������
��������������������������
������������
�����������������������������
���
����������������������������������������������������������������������������
����
��������������������������������������������������������
�����
�����
������
��������
������
���������
���������
����������������������������������������������������
������������������
�������������������
������������������������������������������������������������������
���������������������
���������
���������������
�������������
������
���������
���������������
����������������������������
������������������������������������������
���������������
��������������
������������������������������
������������������������������
������������
���������������������������������������������������
�����������
���
������������
�����������������������������������������������
�������������������������������������������������������
���������������������������������������������������������������������������
���������� �����
���������������������������������������������
��������������������������������������
�������������������������������������������������������������������������������������������
����������������������������� ������
��������������������������������������������������������
�����������������������������������������������������������������
��������
��������������
������������
������������
���������� ����������������������������
��������������������
�����������������������������������������������������������
������������������
������������������������������
�����������������������������������������
�����������������������������������
������������������������������������������������������������������� �������������������������������������������������������������������������������������������������� ����������������������������������������������������������������������������������������������������������������������������
������������������������������������������������
����������
�������������������������������������
��������������������������������������������������������� ��������������������������������������������������������������������������������������������������������������
�����������������������������������������������
��������������������������������������������������������������������������������������������������������������������
������������������
�����������������������������������������
������������������������������������������������������������������
��������
�������������������������������������������������������������������
���������������������������������������
���������������������������������������������������������������
�����������������������������������������������������������
������������
��������������������������������
�������� ��������
������������������
������������������������������������������������������������������������
�������������������������������
���������������������������������������������������������������������������� ����
������������������������
��������������������������������������������������������������������
�������������������������������������������
���������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������
�������������������������������������������������������������������������������������� ������������
������������������������������������������������������������������������������������������������������������������
����������
��������������������
��������������������������������������
�������������������������������
��������������������������������
�����������������
�����������
���������������������
�������������
������������
������������������������������������������������������������������������
����������������������������
��������������������
������
������������������������
������������������������
�����������������
Hex shape is difficult to program without polar coordinate interpolation
With polar coordinate interpolation, this hex shape can be machined with six simple commands!
In essence, polar coordinate interpolation allows you to flatten out the C axis, treating it like a linear axis for programming purposes. This dramatically simplifies the commands needed to machine contours around the outside of the workpiece. You’ll even be allowed to machine circular workpiece attributes with G02 and G03.
Here is the coordinate system for polar coordinate interpolation.

Lesson Seven: Special Motion Types
26
While this coordinate system is a little difficult to get comfortable with, stick with it until you figure it out. It’s much better than the alternative! In the X axis (vertical), remember that all coordinates are specified in diameter. In the C axis (horizontal), coordinates are specified in radius. Notice that the origin (program zero point) is the center of the workpiece. Also notice the polarity. Anything above program zero in X is plus, anything below program zero is minus. (In the normal turning mode, you seldom see negative coordinates for X. With polar coordinate interpolation, it is quite common.) Anything to the right of the origin in C is plus, anything to the left is minus.
Unless your control is equipped with cutter radius compensation, all coordinates must be specified to the center of the milling cutter. Since few turning centers have cutter radius compensation, our examples show the cutter’s centerline coordinates being programmed.
Look at the example drawing and coordinate sheet to be used for our example program.
��������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������
����
������������������������������������������
�������������
��������
������
����������
����������������������������������������������������������
������������������
�������������������
������������������������������������������������������������������������������
��������������������������
������
����������������������������������������������������������������������������������������������������������������������������������������
����
������������������������������������������
������������������������
��������
������
��������������������������������������������������������������
������������������
�������
������ ������������������������������������������������������������������������������������������������������
������
������������������������������������������������������������������������������������������������������������
������������������������������������
������
���������������������
���������������������
������������
���������������������������
�������������������
�������������������� ������������
�������������
������������������
��������������������������������������
���������������������������������������������������
���������������
���������������������������������������������������������
�������������������������������������������������������������������
����������������������������������������������������������������
����������������������������������������������������������������
����������������������������������
��������
������������������������������
������������������������
������������������������
��������������������������������������
��������������������
����
��������������� �
������������������������������������������
�������������������������������������������������������������
����������������������������������������������������������
�������������������������������������������������������������
������������������������������������
������������������������������������������������������
����������������������������������
�������������������������������
������������������������������������������������
��������������
��������������������������������������������
���������������������������������������������������������
���������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������
��� ��������������������������������������������
������������������������������������������
��������������������������
���������������������������������������������������������������������
��������
��������������������������������������������������
����������������
����������������
���������������������������������������������������������������������������������
���������������������
���������������������
������������
��������������������������������������������������������������������������������������������
���������������������������
�������������������������
�����������������������������
��������������������������������������������������������������������������������������������������
����������������������������������������
��������������������������������
���������������������������������������������������������������������
����������������
��������������������������������������
�������������
�������������
���������������������������������������������������������������������
��������������������
����������������
�����������������
�������������������
����������������
���������������������������������������������������������������������
����������������������������
��������������������������
����������������������������
������������������������������������������������������������������������������������������������
����������������������������������������
�������������������������������
���������������������������������������������������������������������
����������������
����������������������������������������
���������������
�������������
�����������������������������������������������������������������������
��������������������
������������������
�������������������
����������������������
����������
���������������������������������������������������������������������������������������������
��������������������������
����������������������������
�����������������������������������������������������������������������������������������������
��������������������������������������
������������������������������������������������������������������������������������������������
�����������������������������
������������������������
���������������
�����������������
���������������������������������������������������
������������������������
������������������
�������������������
����������������������
����������
��������������������������������������������������������������������������������������������
��������������������������
��������������������������
�����������������������������������������������������������������������������������������������
��������������������������������������
�����������������������������������������������������������������������������������������������
������������������������������
������������������������
����������������
������������������
��������������������������������������������������������
������������������������������
����������
�������������������������������������
����������
�������������������������������������������������������������������������������������������
�������������������������������������������
����������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������
����������
��������
����������
��������
���������������������������
������������������������
������������������������������
������������������������
���������������������������
������������������������������
��������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������������������������������������������
������������������ ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������
�������������������������
�����������������������������������������������������������������������
��������������������������������������������������������������������
���������������������������������������������������������������������
�����������������������
������ ����������
�����������������
��������
�������������������������������������
������������������������������������� ��� ����������
����������
��������������
��������������������������
�������������������������
������������������������������������������� ���������������������������
�������
������������������������
����������������������������������������������������������
��� ���������������������
������������������
����
���������������������������
�������������������������������������������
���������������������
���������� ��� �������������������������
��������������
��������������
���������������������������������������������
�������������������
��������������������������������������
�����������
����
��������������
����������
��������������������������������������������
��������������������������������
����������������������������������
��������������
�������������
�����������������
�����������������������������
������������������������������
���������������������������������������������������
��������������
�����������������������������
�������������������������������������
����������������������������������������������
����
������������������������������������
��������������������������������������������������
������������������������������������
������������������������������
��������������������������
�������������� ����������
�������������
������
�������������
�����������������������
�����������������������
������������������
�������������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������
����
�����������������������������������������������������������������
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� ������������������
�����������������������������������
�������������������������������������
�����������������������������������������������
����������������������������������
������������������������
������������������������� �������������������������
����������������������������������������������������������������������������������������������
������������
�����
����������������������������������������
���������������������������������������������������������
����������������������������������
�������������
���������������
������������������������������� ��������
���������������������������������������������������������������������������������
�����������������������������������
�����������������������������������������
����������������������������������������
����������������������������������������������������������
��������������������������������������������������������������������������������������
������������������������������
����������������������������������������������������������������������������������
��������������������������
���������������������������������������������������������������������������������������������������
���
������������
�����������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������������
��������������������������������
������������
�������������������������
����� ���������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������
����
������������������������������������������������������������������������������������������
��������������������
���������������������������������������������������������
�����������������������������������������������������������������������
���������������������������������������������������������������������������������
�����������������������������������������������������������������������
������������������������������ ���������
��������������������������������������������������������������������������������������������������������������
����������
�������������������
��������������������������
���������������������
�����������������������������
��������������������������
���������������������������������������������������� ��
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������
����������������������������������������������������������������������
������
����������
����
������
���
����
����������������
���
������
�������� ��������������������
����������
��������������������������������������������������������
��������������������������������
������
��������������������������������
����������������������������������������������������������
���������������
������������������������������������������������������������������
��������������������������������������������������
�����������������������������������������������������������������������������������������������������������������
����������������������������������
�������������������������������������������������������������������������������������
��������������������������������������������������������������������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������������
��������������������
����
����������������
����������������������������������������������������
���������������
����������������������������������������������������������������������������������
����������������������
��������������������������������������������������������������
����������������������������������������������������������������������������������
�������������������������������������������
���������������������������������������������
��������������������������������������
�������������������������������������������������
������������������������
���������������������������������������������
���������������������������������������������������������������������������������������
����������������������
����������������������������������������������������
������������������������������������������������������������������������������������������
��������������������
������������������
���������������������
���������������������������������������������������������
��������������������������������
��������������������������
������������������������
���������������������������������������������������������������
�����������������������������
������
�����������������������
������������������������������������������������������
�����������������������������������������������
��
����������
����������
��������������������������������
�������������������������������������������������������������������������������
������������������������������������������������
���������������������
�������������������������������������
��������������������������������������������������������������
������������������������������������������������������������
������������
������������������������������������������������������
�����������������������������������������������������������������
��
�������������������������������������������
�����������������������������
��
������
���������������������������������
��������������������������������������������������������������������������������
����������������������������������
���������������
����������������������������������������������������������
�����������������������������������������
�������������������������������
�������������������
���������������������
������������������������������������������������������������
�������������������
���������������������������������������������
�����������������������������������������
���������������������
������������������������������������������������������� �����������������
����������������������������
����������������������
����������������
��������������������������������
�������������������������� �����������������������������������
���������������������������
����������������������������� ��������
������������������
�����������������������������������������������������������������
��������������������������������
��������������������������
����������������������
����������������������������������������������������
���������������������������
Drawing to be used for polar coordinated interpolation example program
Notice a 1.75 inch square shape with a 0.25 inch radius in each corner is to be machined by a 0.75 inch diameter cutter. The tool path (after approaching) runs from point one to point two to point three, and so on, ending up back at point one. If you have machining

Lesson Seven: Special Motion Types
27
center programming experience, this truly resembles how you treat the X and Y axes when contour milling is required. But it’s also the way you can treat the X and C axis on turning centers when polar coordinate interpolation is being used.
Notice also that the X value of each coordinate is specified in diameter to the center of the milling cutter. For point number one, for example, the distance from the center to the surface being machined is 0.875 inch (half of the 1.75 square). Add this value to the cutter radius (0.375 inch). Double the result (1.25), coming up with an X axis position of 2.5. The center of the cutter is right on the program zero point in the C axis at point one, so the C coordinate of point number one is zero. Notice that at point number six, the X position is the same value, but on the negative side of program zero (notice the big negative X value -2.5)
For the X value of point number three, the distance from the program zero point to the center of the cutter is 0.625 (1.875 minus 0.25). When doubled to come up with the diameter at this point, the X of point number three will be 1.25. In the C axis the distance from the program zero point to the center of the milling cutter is 1.25 (half of 1.75 plus the cutter radius 0.375).
While calculating coordinates is a little difficult, once you have them figured, making motions is very easy. Simply make your motion commands using G01, G02, and G03. Remember for circular commands that the radius you program (the R word) must reflect the cutter’s centerline path. The radius for the motion from point two to point three, for example, will be 0.625 (the 0.25 workpiece radius plus the 0.375 cutter radius).
The actual G code used to instate and cancel polar coordinate interpolation varies, even among the various Fanuc control models. For most, it is invoked with G112 and canceled with G113. But you’ll have to check in your Fanuc operators manual for confirmation (it could be G12.1 and G13.1).
Here is an example program that machines the square shape.
O0001 (Program number) N003 G20 G23 G40 (Ensure that initialized modes are still effective) N004 G50 S4000 (No spindle limitation necessary) N005 T0101 (Index the turret to the 3/4 in end mill, a live tool pointing along the Z axis) N010 M82 (Instate the live tooling mode) N015 G00 Z-0.5 (Rapid to work surface in Z axis) N020 G112 (Instate polar coordinate interpolation mode) N025 G00 X3.65 C0 (Rapid to clearance position) N030 G98 G01 X2.5 F10. (Select IPM mode, feed to point 1) N035 G01 C.625 (Feed to point 2) N040 G02 X1.25 C1.25 R.625 (Form radius to point 3) N045 G01 X-1.25 (Feed to point 4) N050 G02 X-2.5 C.625 R.625 (Form radius to point 5) N055 G01 C-.625 (Feed to point 6) N060 G02 X-1.25 C-1.25 R.625 (Form radius to point 7) N065 G01 X1.25 (Feed to point 8) N070 G02 X2.5 C-.625 R.625 (Form radius to point 9)

Lesson Seven: Special Motion Types
28
N075 G00 C0 (Feed back to point 1) N080 G00 X3.65 (Rapid away in X) N085 G113 M81 (Cancel polar coordinate interpolation mode, reinstate normal turning mode) N090 G00 X10. Z5. (Return to tool change position) N095 M30 (End of program)
Once polar coordinate interpolation is instated in line N020, all motions are commanded as if the C axis is a linear axis. Each surface is easily machined with one command, just as if this workpiece is being machined on a CNC machining center. Notice that once you are finished cutting with polar coordinate interpolation, it must be canceled (as we’re doing in line N085).
Polygon turning (turning centers) Though few CNC turning center users have need of polygon turning, we at least want to mention its availability. Polygon turning allows the turning center user to machine eccentric diameters on a workpiece without needing special work holding devices. Consider, for example, a crankshaft (about the only great application for polygon turning we can think of). The various diameters of the crank shaft must be turned, but they are not going to be concentric with the main journal. Polygon turning allows the machining of each follower diameter without having to change the setup (all diameters can be machined in one setup).
Note that polygon turning is not a field installable option. In order to be able to do polygon turning, the CNC turning center must be specifically designed for it. The cutting tool must actually oscillate in unison with the spindle’s rotation, meaning a special (and very responsive) axis must be designed to move the cutting tool holder.
For Fanuc controls, G51.2 invokes polygon turning and a P and Q word are used to specify the ratio of polygon turning (distance and angle from the main spindle to the workpiece diameter to be machined). A G50.2 is used to cancel polygon turning (these machines also machine diameters that are concentric with the spindle center.