Embed Size (px)
Citation preview

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
1 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 1
Corrosion: Introduction – Definitions and Types
Keywords: Definition of Corrosion, Corrosion Types, Environment.
Corrosion can be viewed as a universal phenomenon, omnipresent and omnipotent.
It is there everywhere, air, water, soil and in every environment, we encounter.
There is no single figure for loss to the nation due to corrosion. It can be a minimum
of 3.5% of the nation‟s GDP. Losses due to corrosion could be around Rs. 2.0 lakh
crores per annum in India. Corrosion costs manifest in the form of premature
deterioration or failure necessitating maintenance, repairs and replacement of
damaged parts.
In the US, total direct cost of corrosion is estimated at about 300 billion dollars per
year; which is about 3.2% of domestic product. Corrosion has a huge economic and
environmental impact on all facets of national infrastructure; from highways,
bridges, buildings, oil and gas, chemical processing, water and waste water treatment
and virtually on all metallic objects in use. Other than material loss, corrosion
interferes with human safety, disrupts industrial operations and poses danger to
environment. Awareness to corrosion and adaptation of timely and appropriate
control measures hold the key in the abatement of corrosion failures.
Definitions:
Corrosion is the deterioration or destruction of metals and alloys in the presence of
an environment by chemical or electrochemical means.
In simple terminology, corrosion processes involve reaction of metals with
environmental species.

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
2 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
As per IUPAC,
“Corrosion is an irreversible interfacial reaction of a material (metal, ceramic,
polymer) with its environment which results in its consumption or dissolution into
the material of a component of the environment. Often, but not necessarily,
corrosion results in effects detrimental to the usage of the material considered.
Exclusively physical or mechanical processes such as melting and evaporation,
abrasion or mechanical fracture are not included in the term corrosion”
With the knowledge of the role of various microorganisms present in soil and water
bodies, the definition for corrosion need be further widened to include microbially-
influenced factors.
Corrosion can be classified in different ways, such as
Chemical and electrochemical
High temperature and low temperature
Wet corrosion and dry corrosion.
Dry corrosion occurs in the absence of aqueous environment, usually in the presence
of gases and vapours, mainly at high temperatures.
Electrochemical nature of corrosion can be understood by examining zinc dissolution
in dilute hydrochloric acid.
Zn + 2HCl = ZnCl2 + H2
Anodic reaction is Zn = Zn++
+ 2e with the reduction of 2H+ + 2e = H2 at cathodic
areas on the surface of zinc metal. There are two half reactions constituting the net
cell reaction.
Environmental effects such as those of presence of oxygen and other oxidizers,
changes in flow rates (velocity), temperature, reactant concentrations and pH would
influence rates of anodic and cathodic reactions.

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
3 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Even though the fundamental mechanism of corrosion involves creation or existence
of corrosion cells, there are several types or forms of corrosion that can occur. It
should however be borne in mind that for corrosion to occur, there is no need for
discrete (physically independent) anodes and cathodes. Innumerable micro level
anodic and cathodic areas can be generated at the same (single) surface on which
anodic (corrosion) and cathodic (reduction) reactions occur.
Each form of corrosion has a specific arrangement of anodes and cathodes and
specific patterns and locations depending on the type can exist.
The most important types are
Uniform corrosion.
Galvanic corrosion, concentration cells, water line attack
Pitting.
Dezincification, Dealloying (selective leaching)
Atmospheric corrosion.
Erosion corrosion
Fretting
Crevice corrosion; cavitation
Stress corrosion, intergranular and transgranular corrosion, hydrogen
cracking and embrittlement
Corrosion fatigue.

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
4 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Table 1.1 ASM classifications of corrosion types
General Corrosion: Localized Corrosion:
Metallurgically
Influenced
Corrosion:
Mechanically
Assisted
Degradation:
Environmentally
Induced Cracking:
Corrosive attack
dominated by
uniform thinning
Atmospheric
corrosion
Galvanic
corrosion
Stray-current
corrosion
General
biological
corrosion
Molten salt
corrosion
Corrosion in
liquid metals
High –
temperature
corrosion
High rates of metal
penetration at
specific sites
Crevice
corrosion
Filiform
corrosion
Pitting corrosion
Localized
biological
corrosion
Affected by alloy
chemistry & heat
treatment
Intergranular
corrosion
Dealloying
corrosion
Corrosion with a
mechanical
component
Erosion
corrosion
Fretting
corrosion
Cavitation
and water
drop
impingement
Corrosion
fatigue
Cracking
produced by
corrosion, in the
presence of stress.
Stress –
Corrosion
Cracking
(SCC)
Hydrogen
Damage
Liquid metal
embrittlement
Solid metal
induced
embrittlement
(Ref: Sully J R, Taylor D. W, Electrochemical Methods of Corrosion Testing, Metals
Hand Book. Vol 13, 1987.)

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
5 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Crevice corrosion is a localized attack on a metal adjacent to the crevice between
two joining surfaces (two metals or metal-nonmetal crevices). The corrosion is
generally confined to one localized area to one metal. This type of corrosion can be
initiated by concentration gradients (due to ions or oxygen). Accumulation of
chlorides inside crevice will aggravate damage. Various factors influence crevice
corrosion, such as.
Materials: alloy composition, metallographic structure.
Environmental conditions such as pH, oxygen concentration, halide
concentrations, temperature.
Geometrical features of crevices, surface roughness.
Metal to metal or metal to nonmetal type.
Filiform corrosion is a special type of crevice corrosion.
Pitting corrosion is a localized phenomenon confined to smaller areas. Formation of
micro-pits can be very damaging. Pitting factor (ratio of deepest pit to average
penetration) can be used to evaluate severity of pitting corrosion which is usually
observed in passive metals and alloys. Concentration cells involving oxygen
gradients or ion gradients can initiate pitting through generation of anodic and
cathodic areas. Chloride ions are damaging to the passive films and can make pit
formation auto-catalytic. Pitting tendency can be predicted through measurement of
pitting potentials. Similarly critical pitting temperature is also a useful parameter.
Uniform corrosion is a very common form found in ferrous metals and alloys that are
not protected by surface coating or inhibitors. A uniform layer of „rust‟ on the
surface is formed when exposed to corrosive environments Atmospheric corrosion is
a typical example of this type.

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
6 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Galvanic corrosion often referred to as dissimilar metal corrosion occurs in galvanic
couples where the active one corrodes. EMF series (thermodynamic) and galvanic
series (kinetic) could be used for prediction of this type of corrosion. Galvanic
corrosion can occur in multiphase alloys.
Eg: - Copper containing precipitates in aluminium alloys.
Impurities such as iron and copper in metallic zinc.
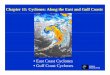
Differential aeration (oxygen concentration cell) and ion concentration (salt
concentration) cells create dissimilar polarities (anodic and cathodic areas)
Eg:-Pitting of metals. Rusting of iron (Fig. 1.1).
Fig. 1.1 Differential oxygen cells in rusting of iron
Selective leaching (Dealloying) refers to selective dissolution of active metal phase
from an alloy in a corrosive environment.

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
7 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Examples:
a) Brass containing copper and zinc. Since zinc is anodic to copper, selective
dezincification occurs in a corrosive medium, enriching the cathodic copper
in the matrix (colour of brass turns red from yellow).
b) Graphitization of grey cast iron-graphite being cathodic enhances dissolution
of iron in the matrix, leaving behind a graphite network.
There are several other examples of dealloying besides the above.
Tin Bronzes in hot brine or steam-Destannification.
Precious metal alloys such as gold containing copper or silver –
strong acids, sulfide environment - preferential dissolution of copper
or silver.
Cupro-nickel alloys in condenser tubes-denickelisation.
Localised attack at or nearer to grain boundaries in a metal or alloy can be termed as
intergranular corrosion. Generally the following factors contribute to intergranular
corrosion.
Impurities and precipitation at grain boundaries.
Depletion of an alloying element (added to resist corrosion) in the grain-
boundary area.
A typical example is sensitized 18-8 stainless steels when chromium carbide is
precipitated along grain boundaries. Lowered chromium content in the area adjacent
to grain boundaries, leads to formation of anodic and cathodic areas.
Such intergranular corrosion is common in stainless steel welded structures and is
referred to as weld decay. Intergranular attack can occur in other alloys as well.
For example, Duralumin-type alloys (Al – Cu) due to precipitation of CuAl2.

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
8 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Erosion corrosion is the deterioration of metals and alloys due to relative movement
between surfaces and corrosive fluids. Depending on the rate of this movement,
abrasion takes place. This type of corrosion is characterized by grooves and surface
patterns having directionality. Typical examples are
Stainless alloy pump impeller,
Condenser tube walls.
All equipment types exposed to moving fluids are prone to erosion corrosion.
Many failures can be attributed to impingement (impingement attack). Erosion
corrosion due to high velocity impingement occurs in steam condenser tubes, slide
valves in petroleum refinery at high temperature, inlet pipes, cyclones and steam
turbine blades.
Cavitation damage can be classified as a special form of erosion corrosion. This is
usually caused by formation and collapse of vapour bubbles in liquids closer to a
metal surface. Typical examples include ship‟s propellers, pump impellers and
hydraulic turbines. Surface damage similar to that of pitting can occur and both
corrosion and mechanical factors are involved.
Corrosion occurring at contact regions between materials under load subjected to
slip and vibration can be termed Fretting. Such friction oxidation can occur in
engine and automotive parts. Fretting is known to occur at bolted tie plates on rails.
Parameters promoting fretting include:
Relative motion between two surfaces.
Interface under load.
Both the above produce slip and deformation of surfaces. Wear-oxidation and
oxidation-wear theories are proposed to explain fretting corrosion.

Lecture 1: Corrosion: Introduction – Definitions and Types NPTEL Web Course
9 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Stress corrosion cracking (SCC) refers to failure under simultaneous presence of a
corrosive medium and tensile stress. Two classic examples of SCC are caustic
embrittlement of steels occurring in riveted boilers of steam-driven locomotives and
season cracking of brasses observed in brass cartridge cases due to ammonia in
environment. Stress cracking of different alloys does occur depending on the type of
corrosive environment. Stainless steels crack in chloride atmosphere. Major
variables influencing SCC include solution composition, metal/alloy composition
and structure, stress and temperature. Crack morphology for SCC failures consists
of brittle fracture and inter - or trans-granular cracking could be observed. Higher
stresses decrease time before crack initiation. Tensile stresses of sufficient threshold
levels are involved (applied, residual or thermal stresses).
Hydrogen embrittlement although many a time classified under stress corrosion,
need be considered separately since the two types respond very differently to
environmental factors.
Fracture of metals and alloys under repeated cyclic stresses is termed fatigue and
corrosion under such circumstances is corrosion fatigue (reduction of fatigue
resistance).
Electrochemical factors come into play in many of the above corrosion forms. Both
thermodynamic and kinetic aspects of electrochemistry of corrosion are discussed in
the following lectures with respect to both corrosion mechanisms and corrosion
protection.

Lecture 14: Prevention Strategies – Design and Coatings NPTEL Web Course
1 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 14
Prevention Strategies – Design and Coatings
Keywords: Corrosion Prevention, Designs, Protective Coatings.
There are a number of methods to control corrosion. The choice of any one control
technique depends on economics, safety aspects and other technical considerations.
Design
Materials selection
Protective coatings
Inhibitors and environmental alterations
Corrosion allowances
Engineering design with a view to corrosion abatement is important. For example, a
simple aspect such as providing drainage, as for an automobile side panel. Choice of
appropriate materials keeping in mind the probability of corrosion in the existing
environmental conditions is very critical. Among the materials available for
selection; titanium, copper – alloys, stainless steels, carbon steels and aluminium and
its alloys are often chosen.
Proper design of equipment
In the design of equipment, fittings such as baffles, valves and pumps to be
considered
Elimination of crevices
Complete drainage of liquids
Easy to clean
Facilitate easy access to inspection and maintenance
Avoid bimetal contacts – Insulation of Joints.

Lecture 14: Prevention Strategies – Design and Coatings NPTEL Web Course
2 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
General choice of metals and alloys for corrosive applications is given in Table 14.1.
Table 14.1 Choice of materials for corrosive environments
Material Environment
Nickel and alloys
Caustic solutions
Monel Hydrofluoric acid
Hastelloys Hot hydrochloric acid
Stainless steels Nitric acid
Lead Dil. sulfuric acid
Tin Water
Titanium Hot strong oxidizing
acids/liquids
Carbon steels are readily available cheaply and can easily be formed and worked into
different shapes. Carbon steels can undergo different types of corrosion, such as
rusting, hydrogen embrittlement and galvanic corrosion. Galvanization is commonly
used to protect structural steels. Protective coatings, cathodic protection and
inhibitor are extensively used to improve the structural life of carbon steels.
Stainless steels are generally immune to corrosion in mild environments. However,
they may experience pitting, crevice and stress corrosion cracking in aggressive
environments such as sea water, chemical processing etc. Ferritic and austenitic
stainless steels are used in thin wall tubing in heat exchangers and also in many
industrial and marine applications. Type 304 stainless steel is used in valve parts,
pump shafts and fasteners. Duplex stainless steels (Cr – Mo alloys of iron) are used
in chloride and high temperature environments. Martensitic stainless steels possess
good mechanical strength.

Lecture 14: Prevention Strategies – Design and Coatings NPTEL Web Course
3 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Nickel and alloys are used in chemical process industries. Nickel – copper alloys as
monel possess resistance to nonoxidizing acids. Nickel-chromium-iron alloys
passivate in presence of oxidizers. Addition of molybdenum increases chloride
resistance.
Copper and its alloys are quite resistant to non-oxidizing aqueous and many
atmospheric environments. Brass undergoes dezincification. Aluminium and naval
brasses are more resistant. Bronzes and aluminium bronzes are resistant to
impingement. Copper-nickel alloys exhibit good resistance to impingement and
stress corrosion.
Corrosion resistance of aluminium alloys vary widely depending on type of alloy
addition and environments.
Titanium and alloys show stable, protective oxide film (passivation). Very good
corrosion resistance in hot acids and many other corrosive environments.

Lecture 14: Prevention Strategies – Design and Coatings NPTEL Web Course
4 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Some general approaches for corrosion prevention are detailed in Tables – 14.2 and
14.3.
Table 14.2 Corrosion protection methods and processes
Approach Process
Removal of oxidizers
Boiler water
Corrosion inhibition Inhibitors & pH control
General corrosion prevention
Anodic and Cathodic protection
Coatings:
Metallic
Organic
Nonmetallic
Electroplating, galvanizing, metal spray or immersion.
Claddings and paints.
Anodizing, Conversion coatings.
Metal modification Alloying
Change in surface /
environment conditions
Removal of corrosives (maintenance)
Proper designs • Avoid crevices
Provide drainage
Avoid bimetallic joints
Since general corrosion is predictable, design considerations can include preventive
measures whenever and wherever possible.
Some examples: Wall thickness control
Control of process stream composition
(Elimination of chlorides)
Prevention of acid contacts - neutralization.
Minimization of vapor condensations and collection.
Prevention of leakage of corrosives.

Lecture 14: Prevention Strategies – Design and Coatings NPTEL Web Course
5 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
For carbon steels: Cathodic protection combined with coatings.
Channel and angle sections positioned to collect and drain water,
liquids and debris.
Table 14.3 Corrosion types with prevention strategies
Type of corrosion Prevention Strategies
Stress corrosion cracking
More resistant alloys. Remove tensile stress,
control of environment (elimination of
chlorides)
Corrosion fatigue Eliminate cyclic stress and corrosive
environment.
More rigid design to reduce stresses due to
vibrations.
Avoid stress concentration in design.
Hydrogen embrittlement Choice of less – susceptible alloy / coatings.
Avoid cathodic protection (steels in acid
Environments)
Galvanic Corrosion Selection of metals / alloys closer in galvanic
series. Favorable cathode to anode ratio.
Coating taking care not to create smaller
anodes with larger cathodes, insulation of
dissimilar joints.
Crevice corrosion Proper design of junctions and joints to
minimize crevices. Welded joints preferable to
rivets and bolts. Pitting and crevice corrosion
are enhanced in stagnant / slow flowing
solution. Provide drainages.
Erosion corrosion and cavitation Design to reduce velocity and turbulence,
avoid abrupt changes in flow directions.

Lecture 14: Prevention Strategies – Design and Coatings NPTEL Web Course
6 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Coatings
Barrier between corrosive environment and metal.
Coatings may serve as sacrificial anodes (zinc on steels ) or release
substances that resist corrosion.
Metal coatings - Noble coat - Silver, copper, nickel, chromium, tin, lead on
steels (ensure pore - free, uniform, adherent coating; favorable anode /
cathode ratio to minimise galvanic attacks).
Sacrificial coatings – Zinc, aluminium, cadmium on steels. (steel is cathodic
to plated metal).
Coatings can be applied through hot dipping, hot spraying, electroplating, electro-
less plating, vapour deposition and metal cladding.
Aluminium, stainless steel, titanium, platinum etc can be cladded on various metallic
substrate for enhanced corrosion protection (physical or chemical).
Other types of surface treatments.
Modification of substrates through ion implantation and laser processing.
Inorganic coatings: glass, cement, ceramic and chemical conversion coatings.
Chemical conversion: Anodizing, oxide, chromate, phosphatizing.
Organic coatings: Paints, lacquers, varnishes (Resin, solvent + pigment in the coating
liquid). High performance organic coatings used in petroleum industries.
Development of corrosion – resistant synthetic resins.

Lecture 14: Prevention Strategies – Design and Coatings NPTEL Web Course
7 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Types of paint coatings
Good adhesion, flexibility, impact resistance and protection from chemicals,
moisture, and atmospheric conditions.
Lacquer – synthetic resins (vinyl chloride, acrylic, rubber).
Latex (Acrylics and Vinyls)
Oil-based and Epoxy coatings (good bending, hard and flexible)
Coal – tar – epoxy.
Poly – urethanes, polyester and vinyl ester (hard, brittle or elastomeric).
Organic zinc rich coatings (organic barrier + galvanic Zn protection)
Co-polymeric protective coatings.(thermoplastic – copolymer - aromatic
coatings).
Anti - corrosion paints – various types additives to improve corrosion resistance,
durability and impermeability.

Lecture 15: Prevention Strategies – Inhibitors and Surface Engineering NPTEL Web Course
1 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 15
Prevention Strategies - Inhibitors and Surface Engineering
Keyword: Inhibitors, Passivators, Surface Engineering.
Inhibitors are chemicals which adsorb on metal surfaces. A corrosion inhibitor can
act in several ways:
Arrest or slow down anodic or cathodic reactions by blocking active sites on
metal surfaces.
Eg: Amines, thiourea, benzoate, antimony trichloride.
Promote surface passivation (active-passive metals and alloys).
Eg: Chromate, nitrite, red lead, calcium plumbate.
Formation of a surface layer blocking exposure of the bare metal to corrosive
medium. Eg: Phosphate, silicate, bicarbonate, hexametaphosphate.
Hexylamines or sodium benzoate – radiator fluids in cooling circuits of engines.
Antimony trichloride – De-scaling of steels in sulfuric acid.
Volatile (vapour phase) inhibitors (Amines) -Metal (steel) articles or equipment
during transport.
A classification of inhibitors based on their functionality is given below:
Passivating inhibitors
Cathodic inhibitors
Organic inhibitors
Precipitation inhibitors
Volatile corrosion inhibitors.

Lecture 15: Prevention Strategies – Inhibitors and Surface Engineering NPTEL Web Course
2 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Two types of passivating inhibitors.
Oxidizing anions – Chromate, nitrite and nitrate that can passivate steel in
absence of oxygen.
Nonoxidizing ions – phosphate, tungstate and molybdate that require oxygen
to passivate steel.
Inhibitors to be used in just the required concentration.
Higher concentration – Over protection? or corrosion?
Lower concentration do not protect!
Inhibitors generally used in quantities less than 0.1% by weight.
Cathodic inhibitors:
• Slow down cathodic reaction or selectively precipitate on cathodic areas.
Act as poisons, precipitates or as oxygen scavenger.
Compounds of As and Sb make combination of and discharge of hydrogen
difficult. Ions of Ca, Zn or Mg precipitate as oxides to form protective layers.
Oxygen scavengers prevent cathodic depolarization due to O2 (Na2 SO3).
Organic inhibitors – Both anodic and cathodic effects.
Adsorption depending on charge of inhibitor.
Precipitation inhibitors: Film forming compounds – block anodic and
cathodic sites. (E.g.: calcium, magnesium precipitation of silicates and
phosphates).
Vapour phase inhibitors – used during transport in closed environment.
Morpholine, Hydrazine.
Vapor condenses and hydrolyzed by moisture to liberate protective ions.

Lecture 15: Prevention Strategies – Inhibitors and Surface Engineering NPTEL Web Course
3 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Corrosion inhibitors used in:
Chemicals processing
Petroleum refining
Cement and concrete
Pulp and paper
Oil and gas production
Metals
Utilities
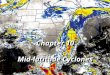
Effect of addition of cathodic, anodic and mixed inhibitors on the corrosion rate of a
metal is illustrated in Fig. 15.1, 15.2 and 15.3. Influence of the inhibitors on the
anodic and cathode reactions, respectively could be seen. As can be seen, cathodic
inhibitors selectively influence the cathodic polarization, bringing down corrosion
rates. Similarly, anodic inhibitors specifically interfere with the anodic oxidation
reactions, decreasing icorr values. On the otherhand, mixed inhibitors influence both
anodic and cathodic reaction rates.
Fig 15.1 Role of cathodic inhibitor on corrosion rate of a metal.

Lecture 15: Prevention Strategies – Inhibitors and Surface Engineering NPTEL Web Course
4 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Fig 15.2 Role of anodic inhibitors on the corrosion rate of a metal
Mixed inhibitors (amines, selenides)
Fig 15.3 Role of mixed inhibitors on the corrosion rate of a metal

Lecture 15: Prevention Strategies – Inhibitors and Surface Engineering NPTEL Web Course
5 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
General inhibitors used in some industrial operations are listed in Table 15.1
Table 15.1 Industrial uses of inhibitors
Recirculation cooling water -
Silicates, chromate, nitrate, polyphosphates
Automotives coolants - Benzoate, borax, phosphate, nitrite
Mercaptobenzothiazole.
Steam condensates - Ammonia, amines (benzylcyclohexamine).
Octadecylamine (long chain aliphatic)
Sea Water and brines - Chromates, nitrite etc.
Pickling acids - Phenylthiourea, mercaptans, quinoline,
Pyridine, various long chain amines.
Oil refining and production - Primary, amido-, quaternary amines
Imidazoline.

Lecture 15: Prevention Strategies – Inhibitors and Surface Engineering NPTEL Web Course
6 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Surface modification approaches for corrosion protection of steels.
Modification of surface region of engineering alloys through diffusion of different
elements and formation of a layer having desirable chemical composition,
microstructure and properties.
Thermo-chemical treatments – Physical and chemical
Vapour deposition.
Coatings by plasma spraying
Electrospark deposition
Ion implantation
Sputter deposition of selected elements and compounds.
Surface layers developed by such materials, can be classified as:
Overlay coatings
Diffusion coatings
Recast layers
Thermo-chemical treatment for surface modification of steels – nonmetals or metals
introduced into metal surfaces by thermo - diffusion after chemical reaction and
adsorption.
Caburizing, nitriding, carbonitriding, boronizing, chromising and aluminizing are
some popular methods. Other examples include surface modification by Electrical
Discharge Machining to remove surface material-Melted zones are transformed to
recast layers with specific structures.
Surface modification by electrical discharge treatment in electrolyte where a high
energy thermal process is involved at surfaces leading to melting, vaporization,
activation and alloying in an electrolyte.

Lecture 15: Prevention Strategies – Inhibitors and Surface Engineering NPTEL Web Course
7 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Laser surface engineering for corrosion protection
a) Microstructure modification
Laser surface melting
Laser shock peening.
b) Chemical composition and microstructure modification.
Laser cladding
Laser surface alloying
Pulsed laser deposition
Laser – based thermal spray
Types of surface engineering
Coatings – sputtering, CVD, spin coat,
Passivation
Chemical treatment
Plasma treatment
Surface derivitization
Laser treatment
Plasma deposition
Polymerized coatings
Fluropolymers and siloxanes
Scratch - resistant coats
Paint adhesion
Electropolishing – 316 stainless steel, Nitinol (oxide enrichment).
Conversion coatings
Oxidation, passivation
Chromate, phosphate, black oxide
Pore surface engineering.

Lecture 16: Cathodic Protection – Principles and Classification NPTEL Web Course
1 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 16
Cathodic Protection – Principles and Classification
Keywords: Cathodic Protection, Equipotential Surface, Impressed Current, Sacrificial Anode.
Sri Humphrey Davy ‘s pioneering work (1824) on protecting the copper sheathing on wooden
hulls in the British Navy by sacrificial zinc and iron anodes is considered to be the earliest
example of application of cathodic protection.
Copper-sheathed ship hulls protected by sacrificial blocks of iron.
Zinc alloy as sacrificial anode. Galvanising – Typical example of sacrificial anode to protect
steels.
Various definitions
Reducing or eliminating altogether corrosion by making the metal a cathode by application of
either an impressed DC current or attaching the metal to a sacrificial anode.
Corrosion occurs at anodic areas – if all anodic areas can be converted to cathodic areas, the
entire structure will become cathode and corrosion is stopped.
Corrosion occurs at the regions where current discharges from metal to environment (soil, water)
(anodic areas). There is no corrosion at regions where current enters from the environment to
metal (cathodic areas).
Objective should then be to force the entire structure to collect current from the environment
(making it cathodic entirely).

Lecture 16: Cathodic Protection – Principles and Classification NPTEL Web Course
2 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Current flow depends on factors such as:
a. Resistivity of environment and
b. Degree of polarization of anode and cathodic areas.
Cathodic protection is achieved by supplying electrons to the structure being protected.
Driving force for corrosion is the potential difference. Equipotential surface - No driving force
(no current flows). In Fig. 16.1, the above principles underlying cathodic protection are
illustrated diagrammatically.
Fig 16.1 Basic concept of cathodic protection.
Reactions
M = M++
+ 2e (anodic, corrosion)
2H+ + 2e = H2 (cathodic – Acid Solutions)
O2 + 2H2O + 4e = 4OH- (cathodic-neutral to mild alkaline)

Lecture 16: Cathodic Protection – Principles and Classification NPTEL Web Course
3 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
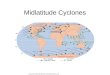
Principles governing cathodic protection are illustrated in Fig. 16.2 below. As per mixed
potential theory, the zero current criterion is shown. An equilibrium is established on metal (M)
in which anodic oxidation rate is equal to cathodic reduction rate [Ecorr and icorr(A)]. By cathodic
polarization of the metal with an applied DC current (iapp), initial corrosion potential is seen
shifted to a lower value [icorr(B)]. Complete stoppage of corrosion, requires polarization of the
metal to the reversible potential of the metal (EoM).
Fig 16.2 Electrochemical principles governing cathodic protection
Principles of cathodic protection of a metal (steel, for example) in neutral aerated water or sea
water are shown in Fig. 16.3. Diffusion controlled cathodic oxygen reduction is the cathodic
reaction marked by a limiting current. Applied current and corrosion rate are limited by the
limiting (diffusion) current density. Current requirements can be further reduced by surface
coatings.

Lecture 16: Cathodic Protection – Principles and Classification NPTEL Web Course
4 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Fig 16.3 Electrochemical aspects of cathodic protection in neutral sea water.
Two methods of cathodic protection
a) Use of sacrificial anodes.
b) Impressed current method.
Fig. 16.4 and Fig. 16.5 illustrate the two types of cathodic protection, namely, sacrificial anode
and impressed current methods.
Fig 16.4 Sacrificial anode method

Lecture 16: Cathodic Protection – Principles and Classification NPTEL Web Course
5 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Fig 16.5 Impressed current method
Factors to be considered in the design and execution of cathodic protection installations.
Impressed current system
a) How much current necessary for complete protection?
b) Source of DC Current.
c) Installation, Design, erection and maintenance.
d) Auxiliary anodes – choice, size, number, installation.
e) How to assess elimination of corrosion through entire structure?
There are a few limitations based on current flow reaching all through protected conducting
structure. For example, in a pile-up of pipes, current may not efficiently reach pipe surfaces
placed in between. Internal pipe surface may not receive protection. Similarly, portions of pipe
lines above ground, valves etc, cannot receive complete protection.
The above conditions are generally referred to as ‘electrical shielding’.

Lecture 16: Cathodic Protection – Principles and Classification NPTEL Web Course
6 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Current necessary for protection need be just sufficient; neither less nor excess.
Excess current may do harm!
Lower current do not protect!
Requirements of galvanic sacrificial anodes
a. Potential between the anode and the corroding metal structure should be large enough to
overcome the anode-cathode cells.
b. Sacrificial anode to have sufficient Electrical Energy Content (EEC) which predicts its
life.
c. Good current efficiency relevant to anodic corrosion.
EEC can be estimated and expressed as ampere hours/weight (kg or lb)
Eg: Pure Zinc that possesses high EEC of 372 ampere hour / pound.
This means if the zinc sacrificial anode has to discharge continuously one ampere, on pound of
its weight would be consumed in 372 hours. Lower current discharge will prolong its life
further.

Lecture 17: Cathodic Protection – Influencing Factors and Monitoring NPTEL Web Course
1 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 17
Cathodic Protection – Influencing Factors and Monitoring
Keywords: Coated Surfaces, Protection Criterion, Anode Materials, Pipeline Protection.
For large structures such as underground pipe lines, impressed current cathodic
protection is used, while for smaller structures such as house-hold water tanks, ship’s
hull etc, sacrificial anodes can be effectively used. Painting of steel pipe lines and
tubes can significantly reduce protection current requirements and thus save cost.
Approximate current requirements for cathodic protection of steel pipes are given
below:
Uncoated in flowing sea water 10-15 mA/ft2
Well-coated in water 0.01-0.003 mA/ft2
Excellently coated and exposed to water
or under soil 0.0003 or less mA/ft2
As can be seen above, good surface coating significantly reduces protection current
requirements.
Electrochemical basis for protection criterion can be assessed:
Protection of steel is taken as example:
Fe = Fe++
+ 2e E0 = - 0.44 V
When polarized to half –cell potential of above reaction, corrosion rate reduces to 0.
Rate of forward and reverse reaction are same when net reaction rate is zero.
Eh = - 0.44 + log [Fe++
]

Lecture 17: Cathodic Protection – Influencing Factors and Monitoring NPTEL Web Course
2 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Fe++
+ 2OH- = Fe (OH)2
Calculated potential (based on solubility product) is -0.59V (SHE) which
corresponds to about -0.90V (vs Cu/CuSO4).
Accepted criterion for protection of steel in water is -0.85V (vs Cu/CuSO4).
Potential of structure to environment is generally measured using Cu/CuSO4
reference electrode. Test coupons made of same metal and previously weighed can
be electrically connected to protected structures. These coupons are also exposed to
same cathodic current in the corrosive environment. Estimation of weight losses of
such coupons is a better proof of cathodic protection.
Table 17.1 Potentials for Cathodic protection (Cu/CuSO4 electrode)
Iron and Steel
-0.85 to -0.95 V
Lead -0.6 V
Copper and alloys -0.5 to -0.66 V
Aluminium -0.95 to -1.2 V

Lecture 17: Cathodic Protection – Influencing Factors and Monitoring NPTEL Web Course
3 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Anode materials that can be used as ground-beds in impressed current cathodic
protection are given Table 17.2
Table 17.2 Anode materials for impressed current cathodic protection
Magnesium, zinc and aluminium and their alloys can be used as sacrificial anodes.
Design considerations for both impressed current and sacrificial anode systems have
some common steps.
a) Area to be protected –
Exposed areas of the structure – in coated system, exposed area at breaks and
deteriorated coatings.
b) Polarised potential – Current density based on area need be estimated.
c) Current demand – Current – density demands depend on the environment and
nature of surface coating.
d) Anode consumption – Required number and weights of anode materials
determined from known consumption rates for the desired current demand.
Anode number and distribution for the protected structure can be thus
estimated.
Anode resistance and design output current can then be estimated.
Material Average
consumption rate
kg/A-year
Cast Iron 5 – 7
Steel scrap 5 - 8
Aluminium 4 – 5
Graphite 0.6 – 1.0
Lead -----
Platinum -----

Lecture 17: Cathodic Protection – Influencing Factors and Monitoring NPTEL Web Course
4 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Monitoring of effectiveness of pipeline protection
Most widespread method is based on potential measurements of a cathodically
polarized structure with reference to a standard electrode. A potential of -0.85V (Cu
/ CuSO4) is sufficient for protection of steel in soil and natural water environments.
It may however be borne in mind that the above criterion is not optimum and
situations may arise when more negative (upto – 1.0V) may be required or even
lower (-0.7V) potential may suffice for protection. Interference from IR components
can introduce errors in pipeline potential measurements. Elimination of IR drop can
be achieved using ‘switch – off’ method. Potential measurements in chosen control
points in a pipeline are frequently insufficient to ensure effective protection. Close
Interval Potential Survey (CIPS) is an intensive monitoring technique based on
connecting a thin cable to a pipeline to monitor frequent potential readings all the
way. Special computer software together with appropriate instrumentation can be
used for gathering and processing the data. Another technique called Direct Current
Voltage Gradient (DCVG) method enables protection evaluation and also detection
of defects in insulation. Potential gradient is monitored in the soil with a sensitive
potential measurement meter using two reference electrodes kept at both sides of the
pipeline at shorter distances.
Corrosion coupons (probes) are generally used for monitoring of cathodic protection.
A schematic representation of a coupon probe connected to a cathodically protected
pipeline is illustrated in Fig. 17.1 . The arrangement allows measurement of switch-
off potential without any interruption of pipeline protection.

Lecture 17: Cathodic Protection – Influencing Factors and Monitoring NPTEL Web Course
5 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Fig 17.1 Circuit for monitoring cathodic protection.
Different types of simulation probes are available for determination of :
a) Level of protection in sections in casing pipes.
b) Polarization resistance and depolarization rate.
c) Insulation coating resistance.
d) Any interference on neighbouring underground installations.
e) Corrosion rate of protected structures.
Such probes need be located in various geological locations through a running
pipeline. Recently kinetic cathodic protection criterion has been proposed to allow
maintenance of metal corrosion rate at a desired level. There are several pipeline
corrosion rate control methods including both physical and electrochemical
techniques, which allow determination of effective protection in chosen regions of
structures.

Lecture 17: Cathodic Protection – Influencing Factors and Monitoring NPTEL Web Course
6 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Table 17.3 Corrosion rate control in pipelines.
Electrochemical Physical
Impedance
spectroscopy
Electrochemical noise
Harmonic synthesis
Polarization curves
Polarization
resistance
Electrical resistance
Radiography
Ultrasonic
Weight loss determination
There are several developments in cathodic protection instrumentation. Use of
thyristor – controlled rectifiers will enable automatic control of current output
depending on corrosive environment requirements.
There is also a possibility of controlled potential cathodic protection to suit specific
structures. For example, in sea-going vessels, the hull is subjected to variations in
flow velocities leading to alteration in limiting current density (with respect to
oxygen reduction). Such limiting current fluctuations significantly influence
cathodic protection current requirements from time to time. In such environments,
controlling the potential (rather than current) would be more beneficial. Controlled
potential protection is extensively used for ship hulls incorporating anode –
reference electrode attachment along with automatically – controlled power supply
unit.

Lecture 18: Design Aspects of Cathodic Protection NPTEL Web Course
1 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 18
Design Aspects of Cathodic Protection
Keywords: Cathodic Protection Design, Choice of Protection, Engineering Aspects.
Advantages and uses of cathodic protection:
Compared to alternative protection methods, cathodic protection is applied by
simply maintaining a DC power circuit and its effectiveness can be
continuously monitored.
Generally applied to coated structures to protect areas where coatings are
damaged-enable longer life span for existing structures.
Can avoid other design considerations for corrosion resistance (such as
corrosion allowance) if cathodic protection is pre-specified.
Can be applied to all metallic structures / including concrete).
Application for protection of exterior surfaces of
Ship hulls
Pipelines
Storage tank bases
Seashore structures
Off shore platforms
and internal surfaces of • Large diameter pipelines.
Storage tanks (water and oil)
Water circulation systems
• Can be applied to copper – base alloys (water systems), lead – sheathed
cables, aluminium alloys and reinforced concrete structures (buildings, bridges,
sea shore, and marine structures).

Lecture 18: Design Aspects of Cathodic Protection NPTEL Web Course
2 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Basic requirements:
For galvanic protection (sacrificial anode)
Sacrificial anodes
Direct connection to the structure.
Minimum resistance between anodes – connection.
For impressed current protection
Inert anodes (backfill – ground-bed)
DC power supply.
Well insulated, minimum resistance and secure conducting connections
Background information for choice of cathodic protection type and design
considerations:
Structure’s physical dimensions (surface area).
Size, shape, material – type and locations.
Electrical isolation and elimination of short circuits.
Corrosion history in the area with respect to environment.
Resistivity survey information.
Information on pH, potential between structure and environment, current
requirements per unit area.
For ensuring reliable and cost-effective protection, the following aspects need be
ascertained.
Electrical continuity – minimize iR drop.
Coatings to minimize current requirements.
Structure isolation – introduction of isolation joints (insulating flanges).
Availability of test stations with facilities for monitoring and data
aquisition.

Lecture 18: Design Aspects of Cathodic Protection NPTEL Web Course
3 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Current requirements for complete protection can be assessed through.
Actual tests on existing structure using a temporarily – organized cathodic
protection setup.
Based on prior experience and theoretical calculations based on coating
efficiency.
Suggested formula
Total protective current = (Area in ft2) (required current density) x (1.0 – coating
efficiency)
Table 18.1 Current requirements for cathodic protection of uncoated steels
Approximate current requirements (mA/ft2) for uncoated steel
Soil at natural pH 0.4 – 1.5
Highly acidic soil 3 – 15
Fresh water (static) 1 – 6
Flowing water with oxygen 5 – 15
Seawater 5 - 10
Total current requirements can be estimated by multiplying current density
requirements with surface area
Choice between the two methods of cathodic protection depends on
Conditions at site
Current density requirements
Soil resistivity
If the soil resistivity is lower and current requirements are less than about
1mA/ft2, galvanic anodes can be used. For larger resistivity and current
requirements, impressed current protection may be opted for.

Lecture 18: Design Aspects of Cathodic Protection NPTEL Web Course
4 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Design aspects for galvanic anode cathodic protection
Soil resistivity assessment – Site of lowest resistivity to be chosen for
location of anode.
Choice of anode material – Data from commercially available anodes to
be carefully assessed.
Table 18.2 Properties of some sacrificial anodes.
Metal Potential (Cu / CuSO4) Density, g/cm3
EEC (amp – h / Kg)
Aluminium - 1.15 V 2.7 2700
Magnesium - 1.55 V 1.7 1230
Zinc - 1.10 V 7.1 780
Aluminium and magnesium – alloy anodes can also be chosen:
Open circuit potentials for various anodes to be known to facilitate
selection. Similarly, for protection of steel, its potential in soil or water
need be known. Net driving potential between the metal to be protected
and the sacrificial anode in the environment to be the criterion. This will
involve the polarized potential of the steel (protected) when contacted
with the anode such as magnesium.
Estimate number of anodes required for desired protection and to
compensate resistance limitations (anode to electrolyte and lead – wire
resistance as well as structure to electrolyte resistance).
Based on the knowledge of ground-bed resistance and life expectancy of anodes,
requirement of number of anodes is calculated.
Design aspects for impressed current cathodic protection
Soil resistivity
Estimation of required current density. Actual current requirements can be
assessed using a provisional test setup, where battery-power supply can be
used. Effectiveness of insulating joints (as in a pipeline) can be tested.

Lecture 18: Design Aspects of Cathodic Protection NPTEL Web Course
5 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Selection of appropriate ground-bed anode (high silicon, chromium
bearing cast iron commonly used). Backfill materials such as coal-coke
breeze, calcined petroleum coke or graphite can be chosen for ground-bed
anodes for protection of subsoil steel structures such as pipelines.
Number of anodes to meet current density and design requirement.
Selection of anode sites and calculation of total circuit resistance.
Selection of suitable DC power system.
Table 18.3 Comparison between the two cathodic protection systems.
Galvanic Impressed current
No external power External power supply required
Driving potential fixed Adjustable applied potential current
Used in low resistivity environment Can be used even in high resistivity
environment
Lower maintenance High maintenance
Cannot originate stray currents Can cause stray current problems
Used for small and well - coated
structures
Suitable for larger structures (coated or
uncoated)
REFERENCES
1. Cathodic protection – Guide. www.npl.co.uk (from web)
2. J. P. Guyer, Introduction to cathodic protection, 2009, CED
enginerring.com (from web)
3. J. B. Bushman, Impressed current cathodic protection system design,
Bushman and Associates. Ohio (from web)
4. NACE literature on cathodic protection criteria: NACE, Houston (1989).
5. J. H. Morgan, cathodic protection, NACE, Houston, 1987.
6. D. A. Jones, Principles and prevention of corrosion, Prentice – Hall, N. J.
(1996).
7. A.W.Peabody, Principles of Cathodic Protection, Chapter 5, NACE Basic
Corrosion Course, NACE, Houston (1970)

Lecture 19: Stray Current Corrosion NPTEL Web Course
1 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 19
Stray Current Corrosion
Keywords: Stray Current, Electrical Bonding, Insulated Couplings
Stray currents are currents flowing from external sources. Any metallic structure,
such as a buried pipeline represents a low resistant current path and is thus
vulnerable to the effect of stray currents.
Stray-current effects are encountered in several impressed current cathodic
protection systems. This is very common in industrial protected systems, such as
oil production industries having innumerable buried pipe lines. Current leakage
from auxiliary anodes associated with cathodic protection systems can enter
unintentionally to a near-by unprotected structure and leave from the surfaces
creating severe corrosion (see Fig. 19.1).
Fig 19.1 Stray current leakage from a cathodic protection system to a nearby pipeline.

Lecture 19: Stray Current Corrosion NPTEL Web Course
2 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Other sources of stray currents include DC electric power traction, welders,
electroplating units and ground electric DC power.
If there is a current path due to a low resistance metallic object (for example, a
pipe line or another metallic structure), current leakage from an impressed current
protected system will enter such unprotected structure before returning to the
protected object. Regions from where current leaves are susceptible to stray-
current corrosion.
A solution to such a problem is through electrical bonding of the near-by
structure. Simultaneously additional anodes and increasing DC power capacity
can accord full protection to all structures in the vicinity. Properly insulated
couplings can help reduce the problem (see Fig. 19.2).
Fig 19.2 Proper design through additional anodes to prevent stray current corrosion.
When impressed current protection systems are installed, anode ground beds
should be so located that stray current from them cannot make entry into other
near-by structures.

Lecture 19: Stray Current Corrosion NPTEL Web Course
3 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Direct stray currents can cause anodic, cathodic or a combined interference.
Anodic interference is generally found in close proximity to a buried anode. The
pipeline will pick up current and will be discharged at a distance farther away
from the anode. In the current pickup site, the potential of the pipe will shift in
negative direction and is thus beneficial as cathodic protection. Sometimes,
overprotection could be created by such potential shifts. On the other hand,
cathodic interference is produced in close proximity to a polarized cathode; the
potential shifting in a positive direction where current leaves the structure
(causing corrosion damage). In combined interference, current pickup occurs
close to anode and discharge occurs closer to cathodically polarized areas. The
damage could be higher in this case since current pickup (overprotection) and
discharge (corrosion) are both detrimental.
Stray current corrosion control in DC rail transit systems.
Fig 19.3 Stray current corrosion of a pipeline from a DC rail transit system.
Consequences of transit stray current from DC traction are illustrated in Fig. 19.3.
Stray current from the rails enters part of a water pipeline through soil and after
traversing through the pipeline path, leaves at another end. Regions in the

Lecture 19: Stray Current Corrosion NPTEL Web Course
4 Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
pipeline where current enters are protected, while those from where current
leaves to reenter the rail line suffer unintentional corrosion.
The question arises?
How much corrosive stray current is harmful?
It is estimated that for one ampere of stray current discharged from the transit
system to earth, complete perforation of one square inch (0.25 inch wall
thickness) steel pipe can occur within about a week.
Besides unintentional severe corrosion of nearby structures such as pipelines. DC
stray currents can result in
‘Free’ cathodic protection to regions where stray current enters a
structure.
Reduction in effectiveness and life of cathodic protection systems.
Breakdown of reinforced concrete structures.
Electrical shocks and loss of electrical grounding.
As a control measure, track-to-earth potentials under multi-loads can be
monitored through computer simulations and predictive modeling. On the other
hand, controlling transit stray current at the source itself will be preferable. The
following suggestion in this regard is noteworthy.
Reasonable spacing of traction substations.
Continuously welded rails.
Stray current collector – Track slab rebar - epoxy coated.
Use of high resistivity concrete for track slab.
High track to earth resistance.
Insulated track designs are available.
Apart from this, pipeline designers and engineers can also keep in mind the
potential for stray current and monitor pipeline currents and potentials frequently.
Routine surveillance is required.

Lecture 20: Passivity – Definitions and Influencing Parameters NPTEL Web Course
1
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 20
Passivity – Definitions and Influencing Parameters
Keywords: Definition of Passivity, Flade Potential, Anodic Polarization, Critical
Anodic Current Density.
In the Eh – pH diagrams, resistance to metallic corrosion is indicated at stability
regions where either the metal remains thermodynamically stable (immunity) or
the metal surface is covered with an oxide / hydroxide layer (passivity).
Passivity is due to the formation of thin, impermeable and adherent surface films
under oxidizing conditions often associated with anodic polarization. Only
certain metals and alloys exhibit active-passive behavior, which is essentially an
acquired property.
Faraday in the 1840’s showed that iron reacted rapidly in dilute nitric acid, but
was visibly unattacked in concentrated (fuming) HNO3. An invisible surface
oxide film formed in concentrated acid was found to be unstable in dilute acid
and through scratching, the surface oxide could be removed.
Definitions of passivity as proposed by Uhlig are given below:
1. A metal active in the EMF series or an alloy composed of such metals is
considered passive when its electrochemical behavior becomes that of an
appreciably less active or noble metal.
2. A metal or alloy is passive if it substantially resists corrosion in an
environment where thermodynamically there is a large free energy
change associated with its passage from the metallic state to appropriate
corrosion products.

Lecture 20: Passivity – Definitions and Influencing Parameters NPTEL Web Course
2
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Examples for definition 1 are Cr, Ni, Ti, Zr and stainless steels.
Examples for definition 2 are lead in sulfuric acid, magnesium in water and iron in
inhibited pickling acid.
Two types of passivity thus exist.
a) A metal is passive if it resists corrosion under anodic polarization (noble
potential, low corrosion rate).
b) A metal is passive if it resists corrosion in spite of thermodynamic
amenability to react (active potential, low corrosion rate).
The Eh – pH diagram for the Fe – H2O – O2 system can be superimposed on that for
chromium to understand the role of chromium as an alloying addition in steel for
enhanced corrosion resistance (Fig. 20.1). Chromium forms very stable, thin and
resistant surface films in less oxidizing conditions. Chromium addition is the basis
for stainless steels and other corrosion resistant alloys.
Fig 20.1 Eh – pH diagram for iron superimposed on the chromium diagram (enhanced passivity range due to stable
Cr2O3)

Lecture 20: Passivity – Definitions and Influencing Parameters NPTEL Web Course
3
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Since chromium is capable of forming a very stable oxide at much lower potentials,
alloying with chromium (minimum 12%) leads to development of corrosion resistant
stainless steels and cast irons. Other metals that can form passive surface films
include aluminium, silicon, titanium, tantalum and niobium.
Electrochemical basis of active-passive behavior is illustrated in Fig. 20.2
Fig 20.2 Potentiostatic Anodic polarization curve
Epp – Primary passive potential, above which passive film becomes stable.
icrit = Critical passivating anodic current density, at which passivity is induced.
ipass – Passive current density.

Lecture 20: Passivity – Definitions and Influencing Parameters NPTEL Web Course
4
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
On increasing the potential beyond the passive region, the passive film breaks down
and anodic corrosion current further increases in the transpassive state. Oxygen
evolution at the anode occurs at higher potentials.
Based on the above, it is possible to establish
a) Passive potential region.
b) Passive corrosion rate and
c) Necessary conditions to achieve and maintain passivity.
Decay of passivity on interruption of anodic current is characterized by Flade
potential.
If the potential as a function of time is monitored after interrupting the applied
current, the potential value first changes to a value more noble on the hydrogen
scale, then slowly changes and finally rapidly decays towards the normal active
value. The noble potential reached just before rapid decay was found by Flade to be
more noble, the more acid the solution in which passivity decayed (Fig. 20.3).
Fig 20.3 Decay of passivity showing Flade potential

Lecture 20: Passivity – Definitions and Influencing Parameters NPTEL Web Course
5
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
EF = E0
F – 0.059 pH (for Fe, Ni, Cr and alloys of Fe).
Stability of passivity is related to EF. The lower the E0
F, the easier it becomes for
passivation and higher film stability. For Cr – Fe alloys, the value ranges from 0.63
V to -0.10V with 25% chromium addition.

Lecture 21: Passivity – Application of Mixed Potential Theory NPTEL Web Course
1
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 21
Passivity-Application of Mixed Potential Theory
Keywords: Activation Controlled Reduction Process, Diffusion Control, Spontaneous
Passivation
Increasing temperature and hydrogen ion concentration (high acidity) tend to
increase the critical current density for passivation. Similarly, chlorides are
detrimental to passivity.
To understand, mixed potential behavior for active – passive metals and alloys, it is
essential to introduce cathodic reduction processes superimposed on the anodic
polarization curve. Three different activation controlled reduction processes with
different exchange current densities are superimposed on the passivity curve as
shown in Fig. 21.1.
Fig 21.1 Effect of activation – controlled cathodic processes on stability of passivity.

Lecture 21: Passivity – Application of Mixed Potential Theory NPTEL Web Course
2
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Three different cases are apparent:
1) Only one stable potential at M where the mixed potential theory is satisfied.
High Corrosion rate at M.
Eg:- Fe in dil H2SO4, Ti in dil H2SO4/ HCl.
2) Three points of intersection R, P and N where rate of oxidation is equal to
rate of reduction. Point P is not in stable state. Only N and R are stable.
N in active region (high corrosion rate) and R in passive state (lowest
corrosion rate).
This system may exist in either active or passive state.
Eg:- Cr in dil HCl or H2SO4.
Stainless steel in H2SO4 (containing oxidizers).
3) The most desirable condition-spontaneous passivation - Only stable potential
S in the passive region.
Eg:- Cr – noble metal alloys in H2SO4 or HCl.
Ti – noble metal alloys in dil H2SO4.
18 – 8 stainless steel in acid (containing Fe+++
, O2)
Achievement of condition (3) is essential for the development of corrosion resistant
alloys.
The position of the current maximum or ‘nose’ of the anodic curve is important.
Spontaneous passivation occurs only if the cathodic process clears the tip of the
‘nose’ of the anodic curve.
For a stated reduction-curve, values of Epp and icrit will then decide whether a metal
or alloy will spontaneously passivate or not.

Lecture 21: Passivity – Application of Mixed Potential Theory NPTEL Web Course
3
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Total cathodic current density at Epp should be equal to or greater than icrit to achieve
spontaneous passivation.
Such a criterion can be stated in terms of a passivity index (PI) defined as
PI = crit
ppc
i
atEi )(
For PI ≥ 1, Spontaneous passivation occurs and
for PI < 1, no spontaneous passivation occurs, even though as in condition (2), a
stable passive region may exist.
A comparison of the behavior of two active-passive alloys under an activation
controlled cathodic system is depicted in Fig. 21.2.
Fig 21.2 Active – passive alloys under activation controlled cathodic process.
Alloy A corrodes readily at potential X, while alloy B spontaneously passivates at Y.

Lecture 21: Passivity – Application of Mixed Potential Theory NPTEL Web Course
4
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
The above two alloys are exposed to a cathodic process under complete diffusion
control as shown in Fig. 21.3.
Fig. 21.3 Active – passive alloy behavior under diffusion controlled cathodic reaction
Alloy A spontaneously passivate at potential X, while alloy B exhibits two stable
states, namely, active at Q and passive at Y.
Two significant factors emerge out of the above observations.
a) To achieve passive behavior where cathodic reduction is activation
controlled, a metal or alloy with an active Epp is superior.
b) If the reduction process is diffusion controlled, a metal or alloy having a
small icrit will passivate faster.
(Ref: N. D. Greene, Predicting behavior of corrosion resistant alloys by
potentiostatic polarization methods, Corrosion (NACE), 18, pp 136 – 1432 (1962).

Lecture 22:Passivity – Design of Corrosions Resistant Alloys NPTEL Web Course
1
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 22
Passivity – Design of Corrosion Resistant Alloys
Keywords: Alloy Design, Pitting Potential, Oxidizers.
For the development of corrosion-resistant alloys through passivity criterion, two
approaches then become possible.
a) Increase ease of passivation by reducing icrit or making Epp more active.
Anodic dissolution behavior can be changed by alloying (to decrease icrit)
Examples are titanium, chromium – alloying additions, molybdenum, nickel
tantalum and columbium.
b) Increase cathodic reduction rates.
Alloying with noble metals having high exchange currents for the reduction reaction.
Metals with active Epp such as titanium and chromium and alloys containing these
metals which possess high exchange current densities for hydrogen reduction can
undergo spontaneous passivation.
Effect of alloy additions on the corrosion resistance of titanium is given in Table
22.1.
Table 22.1 Average corrosion rate of titanium after alloying addition.
Alloying addition Corrosion rate (mpy) in 15%
boiling HCl
Ti (not alloyed)
Addition of 0.5% Au
Addition of 0.5% Pt
Addition of 0.6% Ir
4400
135
110
85

Lecture 22:Passivity – Design of Corrosions Resistant Alloys NPTEL Web Course
2
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Effect of oxidizer concentration and solution velocity on the corrosion rate of a
normal metal has already been discussed (lecture 13). It will be interesting to
understand the role of oxidizer and solution velocity on the behavior of an active-
passive metal or alloy.
For an active-passive metal exposed to a diffusion controlled cathodic reaction, the
corrosion rate will increase upto certain velocity levels, beyond which the corrosion
rate decreases rapidly to a very low value on the onset of passivity and would
remain at passive state for still higher velocities.
Effect of oxidizer concentrations (ferric, chromate etc) on the electrochemical
behavior of active-passive alloys can also be compared with those of normal metals
under similar conditions. Corrosion rate of an active-passive alloy initially increases
with oxidizer concentration (while in its active state). As soon as passive state is
reached, the corrosion rate steeply decreases to a very low value and remains at this
low corrosion passive level. With still further increase in oxidizer concentration,
corrosion rate further increases due to transpassive behavior.
It is however, interesting to note that, once the passive film has been formed, it is
retained at oxidizer concentrations even lower than that needed for passive film
formation.
It may however be kept in mind that to maintain passivity, oxidizer concentration
should be same or higher than the required minimum to induce spontaneous
passivation. There is also a region of ‘borderline passivity’ in which any surface
disturbance (scratching) will destabilize passivity, leading to increase in corrosion
rate. The following conditions need to be kept in mind to judge passive behavior of
an alloy.

Lecture 22:Passivity – Design of Corrosions Resistant Alloys NPTEL Web Course
3
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Corrosion rate is proportional to anodic current density in the active state
irrespective of whether the alloy is passive type or not.
Rate of cathodic reduction must exceed icrit to ensure lower corrosion rates.
Border line passivity to be avoided.
Avoid breakdown of passive films in oxidizing environments due to
transpassivity.
Stable passive state in oxidizing conditions is essential.
Detrimental role of chloride concentrations and temperature on the passive region
and critical anodic current density is illustrated in Fig. 22.1.
Fig. 22.1 Effect of increasing chloride and temperature on passive behavior.
Chloride ions breakdown passivity or even at times prevent passivation of Fe, Cr, Ni,
Co and stainless steels. They can penetrate oxide films through pores and influence
exchange current density (overvoltage). Breakdown of passivity by chloride ions is
local and leads to pitting corrosion. However, chloride ions have no significant
effect on the polarization curve of titanium, unlike that of stainless steels.

Lecture 22:Passivity – Design of Corrosions Resistant Alloys NPTEL Web Course
4
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Anodic polarization of active-passive metals and alloys can be established either
potentiostatically or galvanostatically. The differences in the nature of the
polarization curves in either case are illustrated in Fig. 22.2. Only potentiostatic
approach allows a detailed study of the important parameters influencing passivity.
Galvanostatic methods are not adequate for establishing the active-passive behavior.
Above icrit, the curve no longer follows the anodic curve in the passive region;
suddenly jumping into the transpassive region with oxygen evolution.
Feg 22.2 comparison of potentiostatic and galvanostatic anodic polarization curves.
Theories of passivation
Major theories that have been proposed are the
Oxide film theory and
Adsorption theory
The oxide theory attributes corrosion resistance of passive metals and alloys to the
formation of a protective film on the metal surface; the film can be as a monolayer.
There are different opinions expressed about the potential at which the oxide film is

Lecture 22:Passivity – Design of Corrosions Resistant Alloys NPTEL Web Course
5
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
formed, mechanisms of formation, causes of passivity and film thickness. Early
theories proposed formation of a primary layer of lower conductivity and high
porosity. As the current increases in the pores, passive layer is formed at a potential
closer to the Flade potential. A stable passive film is free from porosity and presents
a protective barrier between the metal and the corrosive environment. There are
similar hypotheses regarding monolayer oxide formation.
The adsorption theory is based on chemisorbed films. Oxygen adsorption on
surfaces can reduce corrosion activity. Uhlig proposed in 1946 that an adsorbed
oxygen film is the primary source of passivity. The observed Flade potential of
passive iron is too noble by about 0.6V to be explained by any known oxides of iron
at equilibrium. It is consistent with a chemisorbed film of oxygen, which is formed
preferentially on transition metals due to interaction of oxygen with uncoupled
electrons to form a stable bond. Adsorbed oxygen atoms significantly decrease the
exchange current density, thus increasing anodic polarization, favorable for
passivation.
An alternative passivity mechanism could be direct film formation, dissolution and
precipitation and anodic deposition.
Several models also have been proposed to explain growth kinetics of surface oxide
films. Anodic polarization curve is time-dependent in both active and passive
regions. Passive current density (ipass) should be proportional to the rate of passive
film formation and rate of its growth in thickness.
ipass = K
Logarithmic law of passive film formation has been derived taking into consideration
continuous adsorption.
Film thickness ( X) = A + B log t
Inverse logarithmic rate law, = A – B log t

Lecture 23: Anodic Protection NPTEL Web Course
1
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Lecture 23
Anodic Protection
Keywords: Anodic Protection Range, Protection Design, Aggressive Environment.
Anodic protection refers to prevention of corrosion through impressed anodic
current. This method of protection tested and demonstrated by Edeleanu in 1954
however can be applied only to metals and alloys that exhibit active-passive
behavior. The interface potential of the structure is increased to passive domain.
If an active-passive alloy such as stainless steel is maintained in the passive region
through an applied potential (or current) from a potentiostat, its initial corrosion rate
(icorr) can be shifted to a low value at ipass as shown in Fig. 23.1.
Fig 23.1 Polarization curves depicting principles of anodic protection
As per mixed-potential theory,
Applied anodic current density = oxidation current density – reduction current
density.

Lecture 23: Anodic Protection NPTEL Web Course
2
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Anodic protection is more effective in acid solutions than cathodic protection.
Current requirements for cathodic protection in acid solutions are several orders of
magnitude higher than that necessary for complete anodic protection. Cathodic
protection currents in acid solution can also lead to hydrogen liberation and
embrittlement of steels.
Anodic protection unlike cathodic protection is ideally suited for protection of
active-passive alloys in aggressive environments such as high acidity and corrosive
chemicals. Hence anodic protection is the most preferred choice for protection of
chemical process equipment.
Anodic protection parameters include.
a) Protection range – range of potentials in which the metal/alloy exhibits stable
passivity.
b) Critical anodic current density.
c) Flade potential.
Potential corresponding to middle of the passive region can be taken as optimum for
anodic protection. While choosing the desirable protection potential, an assessment
of the aggressiveness of the environment need be made. Since chloride ions are
detrimental to passivity, higher chloride concentrations can decrease the protection
range. Metals and alloys having relatively larger pitting and protection potentials
can only be chosen for very aggressive chemical environments. Higher temperatures
can deleteriously influence the protection potential.

Lecture 23: Anodic Protection NPTEL Web Course
3
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
Anodic protection of inner surface of a steel acid storage tank is shown in Fig. 23.2.
Fig. 23.2 Anodic protection of inner surface of a steel acid storage tank
A. Auxiliary cathode
B. Reference electrode
C. Anode connection to the tank
Inert cathode materials having large surface area preferred-Recommended cathode
materials for acid and corrosive industrial liquids include platinum-clad brass,
chromium-nickel steel, silicon cast iron, copper, Hastelloy C and nickel-plated steel.
Various types of reference electrodes such as Calomel, Ag/AgCl, Hg/HgSO4 and
platinum are used depending on the chemical environment.

Lecture 23: Anodic Protection NPTEL Web Course
4
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
The DC power supply used in anodic protection is more or less similar to the one
used in cathodic protection. There should be provisions for varying applied currents
and also to reduce the minimum current output. Electronic controls to maintain and
adjust current (or potential) in continuous (uninterrupted) mode could be very
advantageous.
Anodic protection can substantially reduce corrosion rate of active-passive alloys in
very aggressive environments. For example, anodic protection of 304 stainless steels
exposed to aerated sulfuric acid (5M) containing about 0.1 M chlorides could reduce
corrosion rate from an unprotected value of about 2000 µm/year, to about 5 µm/year.
It has been widely applied to protect chemical storage tanks, reactors, heat
exchangers and even transportation vessels.
A comparison between anodic and cathodic protection is given in Table 23.1:
Table. 23.1 Comparison of cathodic and anodic protection methods
Factors Cathodic protection Anodic protection
Suitability
To all metals in general.
Only to those exhibiting active-
passive behavior
Environment
Only for moderate corrosion
environment.
Even aggressive chemical
corrosives.
Cost benefit
Low investment, but higher
operative costs..
Higher investment, but low
operative costs.
Operation
Protective currents to be
established through initial
design and field trials
More precise electrochemical
estimation of protection range
possible.
It has been mentioned in earlier discussions on passivity that the magnitude of anodic
current density required for maintaining passivity is much lower than that required to

Lecture 23: Anodic Protection NPTEL Web Course
5
Course Title: Advances in Corrosion Engineering
Course Co-ordinator: Prof. K. A. Natarajan, IISc Bangalore
passivate the metal or alloy. Such a beneficial aspect can be used with advantage of
low cost in anodic protection systems.
Approximate current density requirements for anodic protection in some aggressive
environments are given in Table 23.2:
Table. 23.2 Current density for passivation and maintenance in different corrosive environments (Alloy S30400,
room temperature)
Environment Average current density
for passivation mA/cm2
for maintaining µA/cm2
30-40% H2SO4
0.5
22
70% H2SO4 4.9 4.2
Strong H3PO4 at high temp 2 x 10-5
1.2 x 10-4
20-25% NaOH 4.3 9
Ref: Anodic protection – (Web-PowerPoint and PDF).